Изобретение относится к области электролитического нанесения металлических покрытий и может быть использовано для хромирования преимущественно длинномерных тел вращения.
Известно устройство для нанесения покрытия на длинномерные изделия, содержащее проточную ванну-ячейку с крышкой, размещенный в ней анод, выполненный в виде профилей корытообразной формы, заполненных электродным материалом, рабочие поверхности которых размещены коаксиально изделию, систему подвода и отвода электролита, источник тока и токоподводы, при этом устройство снабжено механизмом поворота изделия относительно продольной оси и обоймами дугообразной формы, установленными в ванне-ячейке, причем профили анода смонтированы на внутренней поверхности обойм с возможностью установочного перемещения в радиальном направлении (SU 1203134, C25D 7/06, опубл. 07.01.1986). Данное устройство выполнено по схеме горизонтального размещения и с полным погружением в электролит обрабатываемой детали, что требует значительного объема используемого электролита и больших габаритов ванны, способствует ухудшению экологических параметров окружающей среды.
Недостатком данного устройства является низкое качество покрытия, в частности, его неравномерность по длине заготовки при хромирования длинномерных тел вращения.
Наиболее близкой к изобретению, взятой заявителем в качестве прототипа, является установка для хромирования длинномерных изделий, содержащая проточную ванну с размещенным в ней анодом, системы подвода и отвода электролита, механизм вращения изделия, выпрямитель тока и токоподводы, систему вытяжной вентиляции, при этом ванна снабжена перегородками, образующими между собой камеру хромирования, а между собой и соседними стенками ванны - сливные камеры, причем наружные торцевые стенки ванны и перегородки имеют профильные вырезы, соосные изделию, а сливные камеры сообщены с системой отвода электролита, при этом перегородки ванны снабжены съемными заслонками, которые установлены в профильных вырезах перегородок и имеют профильные вырезы, расположенные коаксиально с изделием (RU 2542198, C25D 7/06, C25D 19/00, опубл. 20.02.2015 г.). Установка снабжена устройством для горизонтального перемещения ванны вдоль изделия, а ванна снабжена дополнительной перегородкой со съемной заслонкой с образованием дополнительной камеры в ванне со стороны выхода готового изделия.
Недостатком этой установки, как и в случае с аналогом, является невысокое качество покрытия, в частности, его неравномерность по длине заготовки при хромирования длинномерных тел вращения.
Технический результат заявляемого устройства направлен на получение качественного покрытия по всей поверхности длинномерного изделия за счет обеспечения постоянства контактного давления на обрабатываемую поверхность.
Технический результат достигается том, что установка для хромирования длинномерных изделий содержит проточную ванну с размещенным в ней анодом, системы подвода и отвода электролита, механизм вращения изделия, опоры для изделия, источник тока и токоподводы, систему вытяжной вентиляции, устройство горизонтального перемещения ванны вдоль изделия, при этом ванна снабжена перегородками, образующими между собой камеру хромирования, а между собой и соседними стенками ванны - сливные камеры, наружные торцевые стенки ванны и перегородки имеют профильные вырезы, соосные изделию, а сливные камеры сообщены с системой отвода электролита, перегородки ванны снабжены съемными заслонками, которые установлены в профильных вырезах перегородок и имеют профильные вырезы, расположенные коаксиально с изделием, ванна снабжена дополнительной перегородкой со съемной заслонкой с образованием дополнительной камеры в ванне со стороны выхода готового изделия. При этом перемещение ванны вдоль обрабатываемого изделия осуществляют посредством устройства горизонтального перемещения со скоростью 2,5-250 мм/мин и с вращением заготовки с частотой 10-50 об/мин.
Ванна хромирования имеет объем 500 л, что в совокупности с наличием внутри ванны после наружных торцевых стенок уплотняющих элементов, повторяющих профиль обрабатываемого изделия, позволяет выполнять нанесение твердохромового покрытия на поверхность деталей вращения диаметром до 320 мм при частичном (на  диаметра) погружении заготовки в электролит с одновременным ее вращением, что положительно сказывается на качестве наносимого твердохромового покрытия.
диаметра) погружении заготовки в электролит с одновременным ее вращением, что положительно сказывается на качестве наносимого твердохромового покрытия.
Наличие в ванной уплотнительных элементов, выполненных из фторопластовых шнуров, обеспечивает устранение утечек электролита, что благоприятно сказывается на стабильности процесса хромирования, так как в таком случае химический состав электролита во время всего процесса постоянен, что немаловажно для качества покрытия.
Установка первого шнура на входе изделия в ванну обеспечивает дополнительное очищение изделия от грязи перед процессом хромирования. Установка второго шнура на выходе из ванны изделия обеспечивает процесс «сглаживания» хромового покрытия, что положительно влияет на качество покрытия, а именно на его равномерность по длине заготовки.
Таким образом, данная установка для хромирования длинномерных изделий обеспечивает получение качественного изделия большей длины.
При горизонтальном перемещении ванны со скоростью менее 2,5 мм/мин высока вероятность возникновения на поверхности хромового покрытия дендритных сверхтвердых наростов, образования трещин и повышения хрупкости покрытия. При перемещении ванны со скоростью более 250 мм/мин не обеспечивается равномерность хромового покрытия, требуемая его толщина, что отрицательно сказывается на эксплуатационных свойствах хромируемой детали в результате возникновения внутренних дефектов покрытия - пористости, отсутствия сплошности. Частота вращения изделия, выбранная менее 10 об/мин, не обеспечивает качественного хромового покрытия, т.к. при таких режимах нанесения высока вероятность отслоения хромового покрытия от основного материала заготовки. Частота вращения изделия более 50 об/мин приведет к интенсивному износу оборудования, в частности фторопластовых уплотняющих элементов, что отрицательно скажется на стабильности свойств наносимого твердохромового покрытия -износостойкости, твердости.
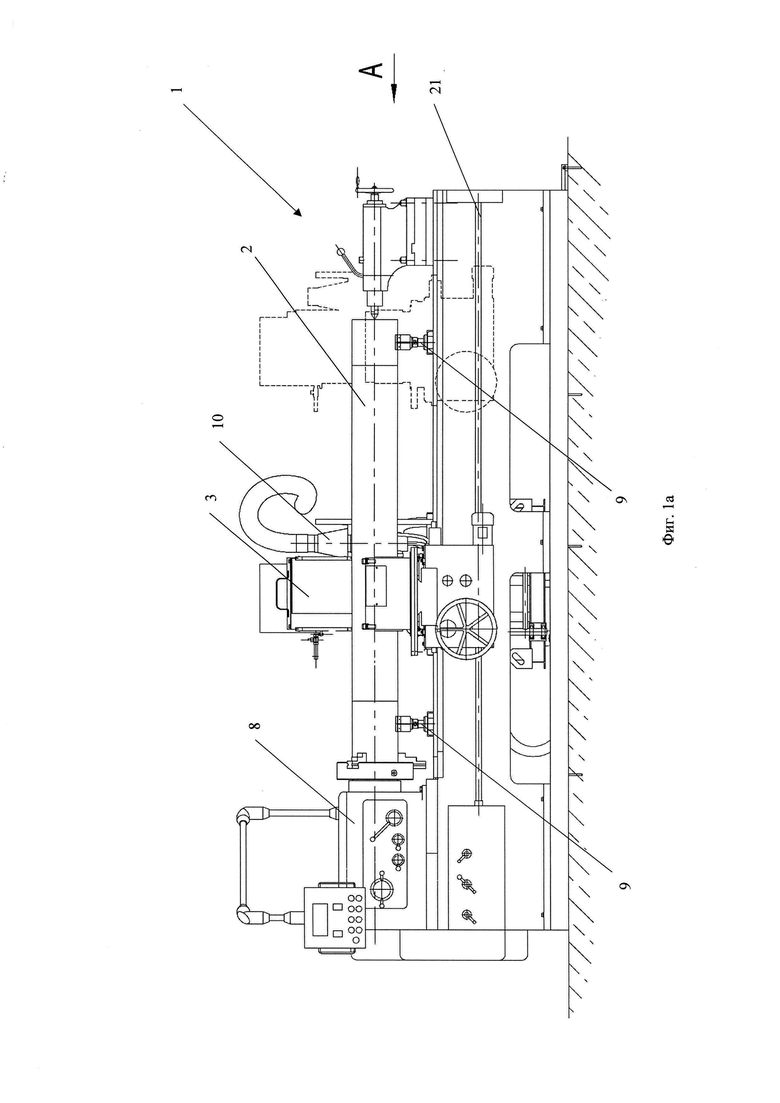
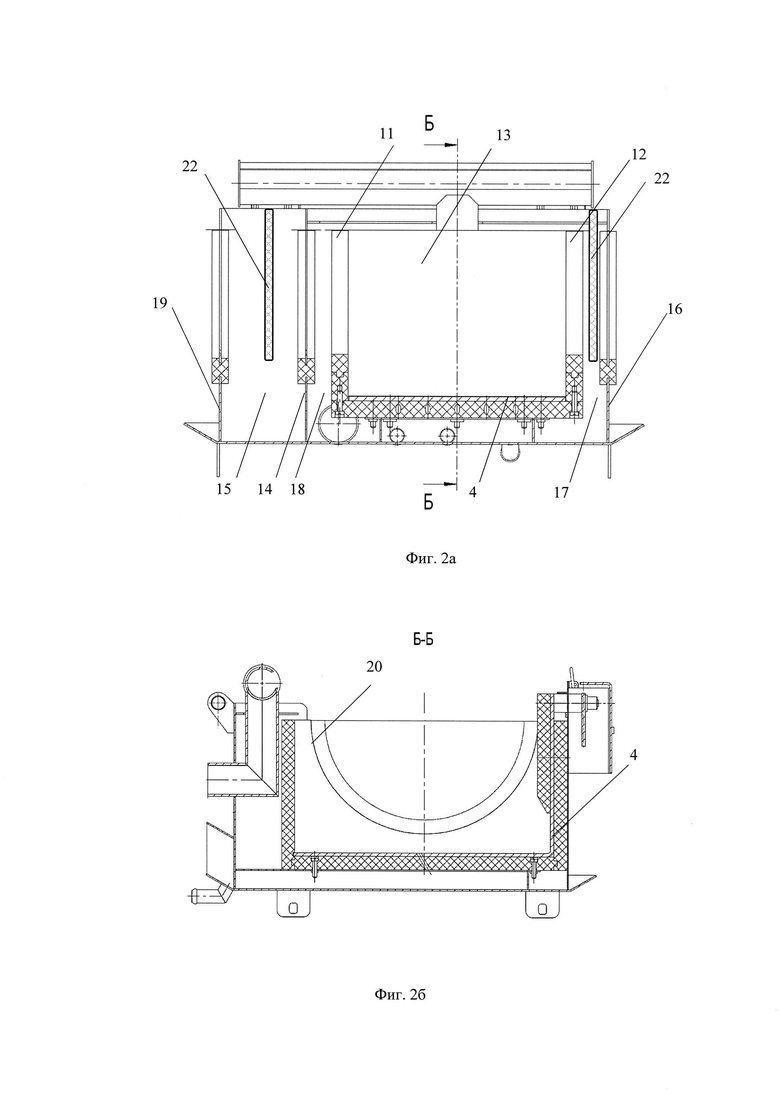
Сущность заявляемой установки поясняется чертежами, где на фиг. 1а изображена схема общего вида установки (вид спереди), фиг. 1б изображен вид сбоку установки, на фиг. 2а - ванна, общий вид (разрез), фиг. 2б - разрез Б-Б на фиг. 2а.
Установка 1 для хромирования длинномерных изделий 2 содержит (фиг. 1а, фиг. 1б) проточную ванну 3 с размещенным в ней анодом 4, систему 5 подвода и систему 6 отвода электролита из бака 7 с электролитом, механизм 8 вращения изделия 2, опоры 9 для изделия 2, источник тока (не показан) и токоподводы (не показаны), систему 10 вытяжной вентиляции. Ванна 3 (фиг. 2а, фиг. 2б) снабжена перегородками 11, 12, образующими между собой камеру 13 хромирования. Ванна 3 снабжена дополнительной перегородкой 14 с образованием дополнительной камеры 15 в ванне 3 со стороны выхода готового изделия 2. Между перегородками 11, 12 и соседними стенками ванны 3 - наружной торцевой стенкой 16 и перегородкой 14 образованы сливные камеры 17, 18. Наружные торцевые стенки 16, 19 ванны 3 и перегородки 11, 12, 14 имеют профильные вырезы 20, соосные изделию 2. Сливные камеры 17, 18 сообщены с системой 6 отвода электролита, при этом перегородки 11, 12, 14 ванны 3 снабжены съемными заслонками с профильными вырезами (на фиг. 2а не показаны), которые установлены в профильных вырезах 20 перегородок 11, 12, 14. Установка снабжена устройством 21 для горизонтального перемещения ванны 3 вдоль изделия 2 со скоростью 2,5-250 мм/мин. и с вращением заготовки с частотой 10-50 об/мин. с помощью механизма вращения 8.
В камерах 15 и 17 ванны 3 на входе и выходе изделия 2 после наружных торцевых стенок 19 и 16 размещены уплотняющие элементы 22, повторяющие профиль обрабатываемого изделия 2. Уплотняющие элементы 22 выполнены в виде «выглаживающего» фторопластового шнура (далее по тексту шнур 22) с образованием петли и возможностью натяжения (на фиг. 2а показано условно). Каждый шнур 22 закреплен стандартным способом на передней и задней стенке ванны (способ крепления не показан). Способ натяжения шнура 22 определяется профилем и размером изделия 2. Шнур 22 выполнен из фторопластового материала, устойчивого к воздействию продуктов хромирования.
В частных случаях исполнения установки наружные торцевые стенки 16, 19 ванны 3 снабжены съемными заслонками (не показано), которые установлены в профильных вырезах 20 торцевых стенок 16, 19 и имеют профильные вырезы, расположенные коаксиально с изделием 2. Ванна 3 может быть снабжена крышкой 23, установленной с возможностью откидывания. Наружные стенки ванны 3 выполнены из титана, а внутренние - из фторопласта. Такое выполнение обеспечивает работоспособность установки, так как эти материалы являются устойчивыми к воздействию на них продуктов хромирования.
Устройство работает следующим образом.
Изделие 2 загружают в ванну 3 и на опоры 9 и соединяют механически с механизмом 8 вращения изделия 2, после чего отводят опоры 9. Из системы 5 подвода электролита в камеру 13 хромирования подают электролит до погружения вала изделия 2 наполовину. Затем включают систему 10 вытяжной вентиляции, механизм 8 вращения изделия 2, источник тока (не показан). Натягивают шнуры 22 в соответствии с габаритами и профилем изделия 2. После чего включают устройство 21 для горизонтального перемещения ванны 3 вдоль изделия 2. Процесс перемещения ванны 3 ведут с определенной скоростью в зависимости от заданных технологических режимов хромирования изделия 2. На фиг. 1а пунктиром показано начальное положение ванны.
После завершения процесса хромирования изделие 2 с нанесенным покрытием заданной толщины извлекают из ванны 3.
Заявленная установка обеспечивает нанесение качественных хромовых покрытий толщиной 40 мкм на валы диаметром до 320 мм и длиной до 2000 мм, при мощности выпрямителя тока до 1500 А, при расходе электролита 0,5 м3 в течение 40 мин.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2020 |
|
RU2747261C1 |
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2013 |
|
RU2542198C1 |
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2017 |
|
RU2643295C1 |
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2001 |
|
RU2205903C1 |
| Установка для горизонтального внутреннего хромирования | 2023 |
|
RU2811352C1 |
| Станок вертикального наружного хромирования | 2021 |
|
RU2782942C1 |
| СПОСОБ ГАЛЬВАНО-МЕХАНИЧЕСКОГО ХРОМИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2009 |
|
RU2400571C1 |
| Установка для хромирования внутренних поверхностей деталей | 2020 |
|
RU2749954C1 |
| Установка рельефного электрохимического хромирования прокатного валка | 2023 |
|
RU2807973C1 |
| УСТАНОВКА ДЛЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ ДЕТАЛЕЙ ТИПА "ВАЛ" | 2002 |
|
RU2241077C2 |

Изобретение относится к области гальванотехники и может быть использовано для хромирования преимущественно длинномерных тел вращения. Установка содержит проточную ванну с размещенным в ней анодом, системы подвода и отвода электролита, механизм вращения изделия, опоры для изделия, источник тока и токоподводы, систему вытяжной вентиляции, устройство горизонтального перемещения ванны вдоль изделия. Ванна снабжена перегородками, образующими между собой камеру хромирования, а между собой и соседними стенками ванны - сливные камеры, наружные торцевые стенки ванны и перегородки имеют профильные вырезы, соосные изделию, а сливные камеры сообщены с системой отвода электролита, перегородки ванны снабжены съемными заслонками, которые установлены в профильных вырезах перегородок и имеют профильные вырезы, расположенные коаксиально с изделием, ванна снабжена дополнительной перегородкой со съемной заслонкой с образованием дополнительной камеры в ванне со стороны выхода готового изделия. Внутри ванны после наружных торцевых стенок размещены уплотняющие элементы, повторяющие профиль обрабатываемого изделия. При этом перемещение ванны вдоль обрабатываемого изделия осуществляют посредством устройства горизонтального перемещения со скоростью 2,5-250 мм/мин и с вращением заготовки с частотой 10-50 об/мин. Технический результат: получение качественного покрытия по всей поверхности длинномерного изделия за счет обеспечения постоянства контактного давления на обрабатываемую поверхность. 1 з.п. ф-лы, 4 ил.
1. Установка для хромирования длинномерных изделий, содержащая проточную ванну с размещенным в ней анодом, системы подвода и отвода электролита, механизм вращения изделия, опоры для изделия, источник тока и токоподводы, систему вытяжной вентиляции, устройство горизонтального перемещения ванны вдоль изделия, при этом ванна снабжена перегородками, образующими между собой камеру хромирования, а между собой и соседними стенками ванны - сливные камеры, наружные торцевые стенки ванны и перегородки имеют профильные вырезы, соосные изделию, а сливные камеры сообщены с системой отвода электролита, перегородки ванны снабжены съемными заслонками, которые установлены в профильных вырезах перегородок и имеют профильные вырезы, расположенные коаксиально с изделием, ванна снабжена дополнительной перегородкой со съемной заслонкой с образованием дополнительной камеры в ванне со стороны выхода готового изделия, отличающаяся тем, что внутри ванны после наружных торцевых стенок размещены уплотняющие элементы, повторяющие профиль обрабатываемого изделия, при этом ванна выполнена с возможностью перемещения вдоль изделия по устройству для горизонтального перемещения со скоростью 2,5-250 мм/мин, а механизм вращения изделия выполнен с возможностью вращения заготовки с частотой 10-50 об/мин.
2. Установка по п. 1, отличающаяся тем, что уплотняющие элементы выполнены из фторопластового шнура.
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2013 |
|
RU2542198C1 |
| Устройство для хромирования длинномерных изделий | 1981 |
|
SU998591A1 |
| Установка для электрохимической обработки цилиндрических деталей | 1985 |
|
SU1285068A1 |
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2001 |
|
RU2205903C1 |

