Изобретение относится к прокатной клети согласно ограничительной части п. 1 формулы изобретения, а также к способу усовершенствования существующего прокатного стана.
В DE-OS-1 287 541 описывается прокатная клеть для пилигримового стана многоступенчатой холодной прокатки. Прокатная клеть состоит из двух станин или, соответственно, боковин клети, соединенных друг с другом посредством установленных распорных болтов. В таком пилигримовом стане холодной прокатки прокатная клеть установлена не неподвижно, а попеременно приводится в движение посредством привода.
Задача изобретения состоит в том, чтобы предложить прокатную клеть, которая при заданных усилиях прокатки имеет незначительный вес.
Для вышеупомянутой прокатной клети эта задача решается согласно изобретению отличительными признаками пункта 1 формулы изобретения. В результате изготовления прокатной клети посредством аддитивного производства достигается особенно большая степень свободы формообразования, так что может быть уменьшено количество материала, необходимого для прокатной клети.
Здесь под аддитивным производством понимается то, что форма или, соответственно, определение формы, заданное в соответствии с принципом 3D-печати в виде набора данных, формируется последовательно путем добавления небольших количеств материала.
В соответствии с настоящим изобретением под валком понимается в частности узел, расположенный в прокатной клети с возможностью вращения, который к тому же содержит инструментальную поверхность для выполнения процесса прокатки. В целесообразном варианте выполнения конструкции такой валок может состоять из вала валка и установленного на нем корпуса валка в качестве инструмента. Предпочтительно корпус валка может быть выполнен в виде сменной детали. Соединение с валом валка особенно предпочтительно может быть выполнено посредством напрессовки в горячем состоянии корпуса валка на вал валка.
В первом варианте осуществления изобретения предусмотрено, что аддитивное производство осуществляется непрямым образом, при этом прокатная клеть по меньшей мере частично, предпочтительно полностью, выполнена в виде отливки, а литейная форма прокатной клети изготавливается непосредственно путем аддитивного производства. Благодаря такому подходу обычные, хорошо контролируемые способы литья для достижения большой толщины материала могут быть скомбинированы с расширенной гибкостью формообразования. Предпочтительными литьевыми материалами являются сталь или чугунное литье. В данном случае особенно предпочтительно использовать чугунное литье.
Еще в одном варианте осуществления изобретения предусмотрено, что прокатная клеть по меньшей мере частично, предпочтительно полностью выполняется непосредственно путем аддитивного производства. Благодаря этому возможна максимальная гибкость формообразования, причем в отношении используемого материала должна существовать соответствующая совместимость с аддитивным способом.
В частности на одной и той же прокатной клети можно комбинировать описанные выше способы, то есть непосредственное и непрямое аддитивное производство.
В зависимости от требований те части прокатной клети, которые в отношении прочности и/или веса менее критичны, могут состоять из обычных деталей, в частности из стандартных заготовок, например, из пластин.
В общем случае, изобретение предпочтительно относится к прокатным клетям, выполненным из материала на основе железа и имеющим общую массу более 0,5 тонны.
В общем случае, предпочтительно предусмотрено, что прокатная клеть изготовлена в виде узла, выполненного с возможностью приведения в движение в ходе процесса прокатки. Особенно предпочтительно прокатная клеть может представлять собой пилигримовую клеть холодной прокатки.
В случае таких подвижных прокатных клетей достижимая скорость процесса прокатки в первую очередь зависит от массы и прочности прокатной клети, так что прокатная клеть, оптимизированная в соответствии с изобретением, позволяет увеличить производительность. В частности благодаря предлагаемой изобретением оптимизации пилигримовых клетей холодной прокатки можно достичь увеличения числа ходов при холодной пилигримовой прокатке более чем на 10%, в частности более чем 15%, причем масса прокатной клети при заданных усилиях прокатки снижен по сравнению с обычными прокатными клетями более чем 10%.
При этом в предпочтительном варианте усовершенствования предусмотрено, что на прокатной клети расположен по меньшей мере один палец кривошипа для приведения в движение прокатной клети, причем палец кривошипа особенно предпочтительно выполнен не путем аддитивного производства. Благодаря этому возможна особенно прочная конструкция пальца кривошипа или также конструкция в виде сменной изнашивающейся детали. Однако в альтернативном варианте осуществления палец кривошипа может быть выполнен также посредством аддитивного производства.
В одном, в целом предпочтительном варианте осуществления предусмотрено, что прокатная клеть содержит две боковины клети, причем валки проходят между боковинами клети и установлены с опорой в боковинах клети. При этом особенно предпочтительно боковины клети посредством поперечин соединены друг с другом в одно целое, состоящее из одного и того же материала, причем поперечины вместе с боковинами клети изготовлены посредством аддитивного производства. Благодаря этому возможна особенно высокая жесткость прокатной клети при небольшом весе.
В общем случае, предпочтительно предусмотрено, что форма прокатной клети посредством компьютерной оптимизации с использованием метода конечных элементов оптимизирована в отношении массы и/или прочности. Это позволяет получить идеальное сочетание с преимуществами аддитивного производства.
Кроме того, задача изобретения решается благодаря способу усовершенствования существующего прокатного стана, включающему в себя следующие этапы:
a. получение типовых параметров существующей прокатной клети;
b. проектирование прокатной клети, оптимизированной в отношении по меньшей мере одного свойства, предпочтительно массы и/или прочности, с соблюдением типовых параметров, полученных на этапе a.;
c. изготовление новой прокатной клети посредством аддитивного производства, предпочтительно по одному из предыдущих пунктов;
d. замена существующей прокатной клети новой прокатной клетью.
Таким образом, может быть увеличена производительность существующего пилигримового стана холодной прокатки. Благодаря соответствующей оптимизации новая прокатная клеть может быть легче и/или прочнее существующей прокатной клети, так что после замены прокатных клетей, например, можно осуществить более высокую частоту подачи. Это позволяет повысить производительность существующих установок при относительно небольших затратах.
Ниже при помощи прилагаемых чертежей более подробно поясняется предпочтительный пример осуществления изобретения.
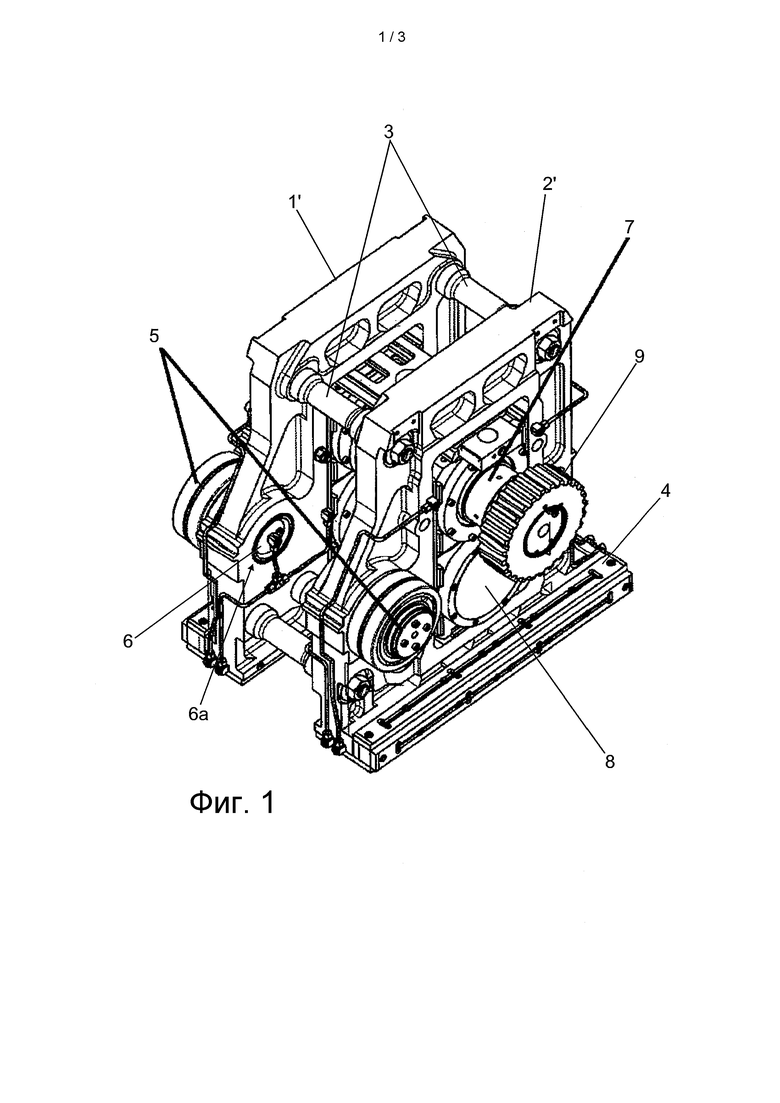
На фиг. 1 показан объемный вид пилигримовой клети холодной прокатки с установленными валками, соответствующей уровню техники.
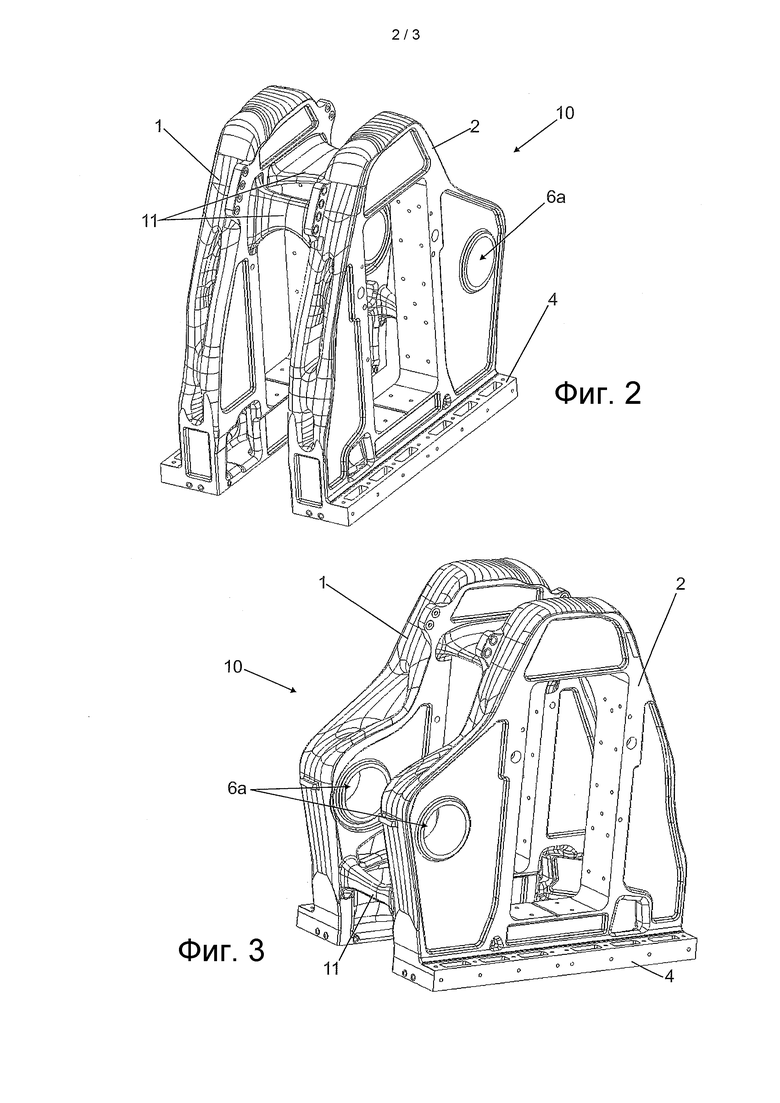
На фиг. 2 показан объемный вид предлагаемой изобретением пилигримовой клети холодной прокатки, которая может заменить прокатную клеть по фиг. 1.
На фиг. 3 показан дополнительный объемный вид прокатной клети по фиг. 2.
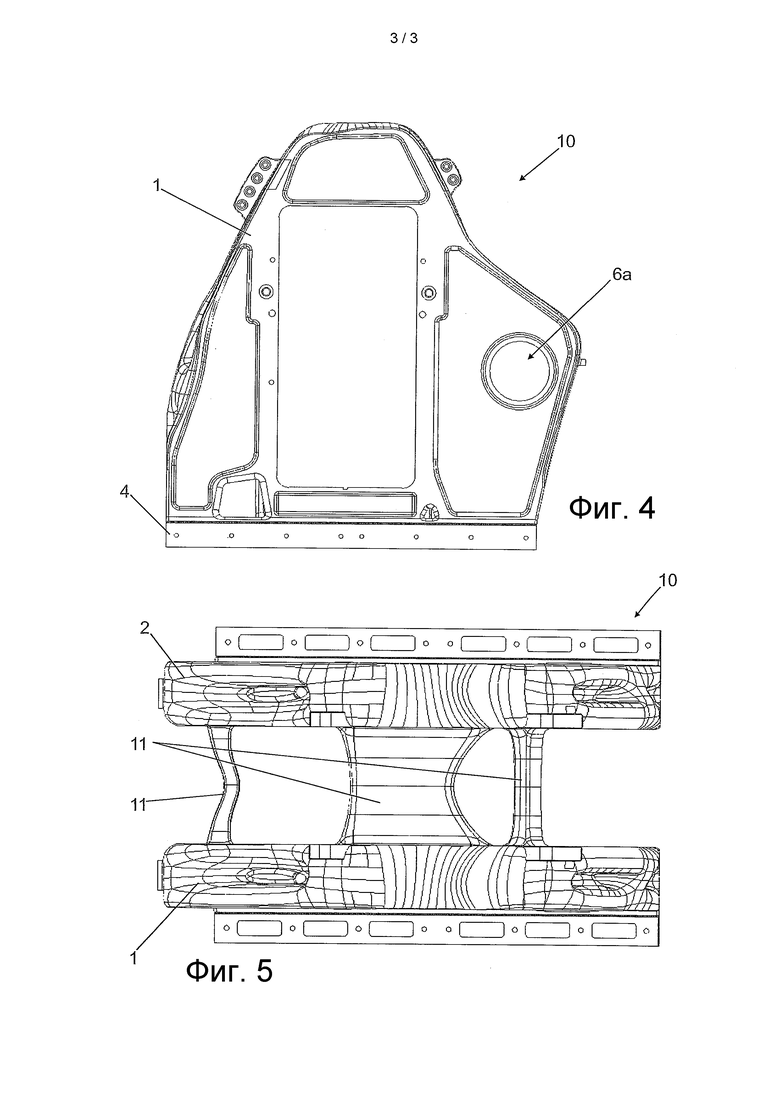
На фиг. 4 показан вид сбоку прокатной клети по фиг. 2.
На фиг. 5 показан еще один объемный вид прокатной клети по фиг. 2.
Показанная на фиг. 1 известная прокатная клеть пилигримового стана холодной прокатки содержит две боковины 1‘, 2‘ клети, которые посредством множества отдельных соединительных болтов 3 собраны в клеть. В целом прокатная клеть выполнена с возможностью приведения в движение, причем в нижней области предусмотрены крепежные элементы для опирания с возможностью перемещения на неподвижной системе направляющих (не показана). Для привода прокатной клети шатуны приводного узла (не показан) взаимодействуют с подшипниковыми опорами 5. Подшипниковые опоры 5 расположены на пальцах 6 кривошипа, которые в свою очередь закреплены в гнездах 6a в боковинах 1‘, 2‘. Посредством шатунов прокатная клеть попеременно поступательно перемещается с определенной частотой подачи.
В боковинах 1‘, 2‘ помещено или, соответственно установлено с опорой по меньшей мере два валка 7, 8. Вращение обоих валков 7, 8 посредством зубчатых колес 9 и неподвижных зубчатых реек (не показаны) связано с поступательным движением прокатной клети.
Трубообразная заготовка (не показана) проходит между валками 7, 8 и по оправке (не показана). В результате попеременного движения прокатной клети в сочетании с соответствующим направлением заготовки известным образом выполняется пластическое деформирование в соответствии со способом холодной пилигримовой прокатки. При этом усилие прокатки, возникающее между валками 7, 8, воспринимается прокатной клетью 1‘, 2‘, 3.
В данном примере известная прокатная клеть 1‘, 2‘, 3 (без валков и других внутренних элементов) имеет массу приблизительно 890 кг. Попеременное движение осуществляется с максимальной частотой 200 ходов в минуту.
На фиг. 2-5 показана предлагаемая изобретением прокатная клеть 10 из чугуна. Форма указанной прокатной клети 10 была оптимизирована с использованием вычислительного устройства методом конечных элементов, чтобы при заданной прочности минимизировать массу клети.
В качестве отправной точки для оптимизации служили известные типовые данные по размерам и минимальной прочности известной прокатной клети 1‘, 2‘, 3. Затем методом конечных элементов была оптимизирована форма клети. При оптимизации один из критериев заключался в том, что в принципе клеть должна быть пригодной для получения литьем, чтобы при изготовлении литейной формы в отношении поднутрений и т.д. существовала почти полная свобода выбора конструктивных решений.
В качестве заданной величины достижимая частота подачи была повышена до 250 ходов в минуту. Это потребовало усиленной конструкции, в частности, областей, расположенных вокруг пальцев 6 кривошипа.
Затем изготовление рассчитанной клети согласно фиг. 2-5 выполняется посредством непрямого аддитивного производства. При этом литейная форма изготавливается в установке для 3D-печати посредством аддитивного производства. После этого при помощи литейной формы, изготовленной способом аддитивного производства, отливается прокатная клеть 10. В данном случае в качестве литейного материала используется чугунное литье.
Прокатная клеть 10, изготовленная таким образом, несмотря на частоту подачи, повышенную до 250 ходов в минуту, имеет массу приблизительно 800 кг и повышенную прочность.
Согласно предлагаемому способу усовершенствования существующих прокатных станов показанную на фиг. 1 существующую клеть 1, 2, 3 существующего и находящегося в эксплуатации прокатного стана заменяют новой клетью 10. Благодаря уменьшенной массе клети это, как правило, позволяет увеличить частоту подачи прокатного стана без необходимости внесения значительных изменений в приводное устройство.
Также и в прокатной клети 10, изготовленной путем аддитивного производства, пальцы 6 кривошипа предусмотрены в виде отдельных деталей, закрепляемых в гнездах 6a. Указанные пальцы кривошипа и гнезда 6a под них относятся к точкам прокатной клети, подвергающимся наибольшим механическим нагрузкам. Результатом формообразования, определенного методом конечных элементов, является бионическое формообразование прокатной клети 10 с многочисленными закругленными областями. При этом относительно усилены в особенности критические точки, такие как область вокруг гнезд 6a под пальцы 6 кривошипа. В менее критичных областях может быть предусмотрена относительно меньшая толщина материала клети и получена экономия материала.
В отличие от обычной прокатной клети 1‘, 2‘, 3 боковины 1, 2 предлагаемой изобретением прокатной клети 10 соединены посредством поперечин 11, состоящих из того же материала и выполненных за одно целое с указанными боковинами. Поперечины 11 вместе с боковинами 1, 2 клети изготавливаются путем (непрямого) аддитивного производства или, соответственно, в процессе литья.
В данном контексте под валками 7, 8 следует понимать узел, расположенный в прокатной клети 10 с возможностью вращения и образованный из вала валка и установленного на нем корпуса валка (не показан). Инструментальная поверхность для осуществления процесса прокатки образуется корпусом валка, действующим в качестве инструмента. Корпус валка выполнен в виде сменной детали. В данном случае соединение с валом валка выполняется посредством напрессовки в горячем состоянии корпуса валка на вал валка. Когда корпус валка отделяется от вала валка, вал валка может быть извлечен из прокатной клети 10 в боковом направлении. Таким образом, разделение боковин 1, 2 клети не требуется.
Разумеется, описанная выше прокатная клеть может быть изготовлена также путем непосредственного аддитивного производства. При расчете формообразования соответствующим образом необходимо учитывать свойства аддитивно соединяемого материала клети.
Список ссылочных обозначений
1' первая боковина клети (уровень техники)
1 первая боковина клети (в соответствии с изобретением)
2' вторая боковина клети (уровень техники)
2 вторая боковина клети (в соответствии с изобретением)
3 соединительный болт
4 крепежные элементы
5 подшипниковая опора для приводного узла
6 палец кривошипа
6a гнездо под палец кривошипа
7 первый валок
8 второй валок
9 зубчатое колесо для привода валков
10 прокатная клеть, изготовленная по аддитивной технологии
11 поперечины, изготовленные за одно целое из одного материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕСУЩАЯ СТАНИНА ДЛЯ ВАЛКОВ КЛЕТИ ПРОКАТНОГО СТАНА И КЛЕТЬ, ОСНАЩЕННАЯ ТАКОЙ СТАНИНОЙ | 2011 |
|
RU2524029C2 |
| ПРИВОДНАЯ СИСТЕМА ДЛЯ ПРОКАТНОГО СТАНА, В ЧАСТНОСТИ ДЛЯ ПИЛИГРИМОВОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2010 |
|
RU2423195C1 |
| СПОСОБ ХОЛОДНОГО ПИЛЬГЕРОВАНИЯ ТРУБ | 1997 |
|
RU2210444C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ХОЛОДНЫМ ПИЛЬГЕРОВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2205075C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ БЕССЛИТКОВОЙ ПРОКАТКОЙ | 2011 |
|
RU2537629C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ МЕТОДОМ ХОЛОДНОЙ ПИЛИГРИМОВОЙ ПРОКАТКИ | 2012 |
|
RU2505366C1 |
| ОПТИМИЗИРОВАННЫЙ ПО ЭНЕРГОПОТРЕБЛЕНИЮ И ВЫХОДУ СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ | 2011 |
|
RU2579721C2 |
| Клеть пилигримового стана | 1987 |
|
SU1419770A1 |
| УСТАНОВКА И ПРОЦЕСС МНОГОРЕЖИМНОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПОЛОС И ЛИСТОВ | 2018 |
|
RU2752592C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ЭНЕРГЕТИЧЕСКИ ЭФФЕКТИВНОГО ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ | 2011 |
|
RU2579723C2 |
Изобретение относится к прокатной клети. Прокатная клеть содержит две боковины клети, в которой расположены по меньшей мере два валка для пластического деформирования заготовки. Указанные валки проходят между боковинами клети и установлены с опорой в боковинах клети. Прокатная клеть выполнена с возможностью восприятия усилия прокатки, действующего при пластическом деформировании. Боковины клети посредством поперечин соединены друг с другом в одно целое, выполненное из одного и того же материала. Поперечины вместе с боковинами клети выполнены с возможностью изготовления посредством аддитивного производства. В результате обеспечивается получение прокатного стана с незначительным весом. 2 н. и 6 з.п. ф-лы, 5 ил.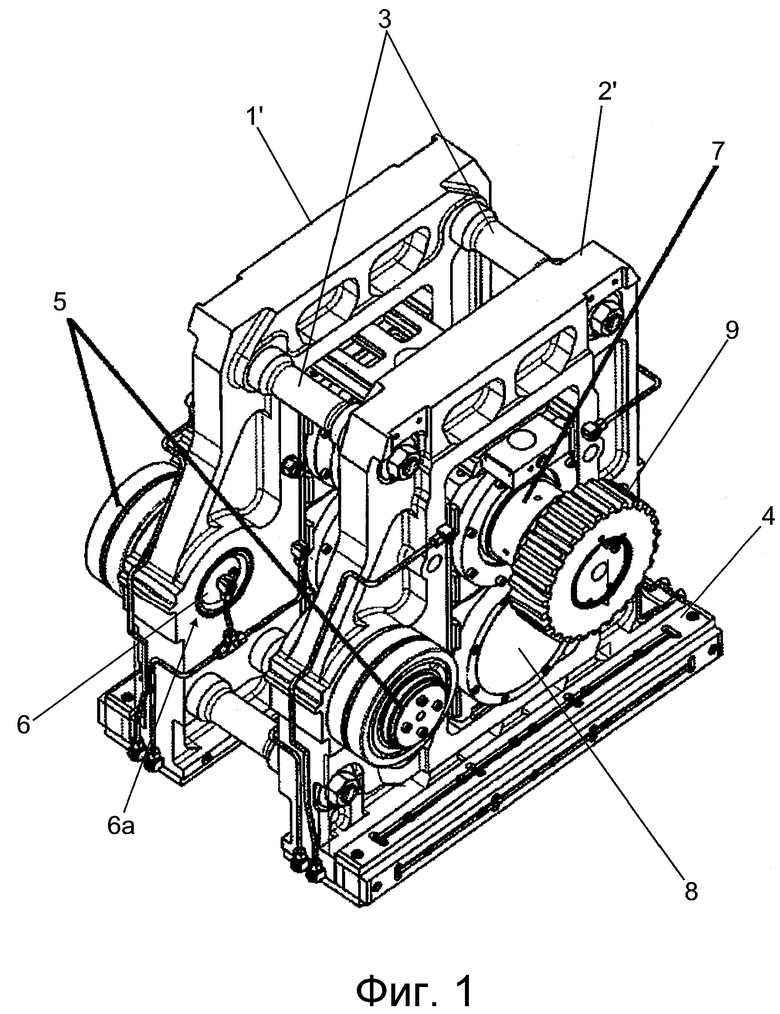
1. Прокатная клеть (10), содержащая две боковины (1, 2) клети, в которой расположены по меньшей мере два валка (7, 8) для пластического деформирования заготовки, причем валки (7, 8) проходят между боковинами (1, 2) клети и установлены с опорой в боковинах (1, 2) клети, при этом прокатная клеть выполнена с возможностью восприятия усилия прокатки, действующего при пластическом деформировании,
отличающаяся тем, что боковины (1, 2) клети посредством поперечин (11) соединены друг с другом в одно целое, выполненное из одного и того же материала, причем поперечины (11) вместе с боковинами (1, 2) клети выполнены с возможностью изготовления посредством аддитивного производства.
2. Прокатная клеть (10) по п. 1, отличающаяся тем, что аддитивное производство осуществлено непрямым образом, причем прокатная клеть (10) по меньшей мере частично, в частности полностью, выполнена в виде отливки, а литейная форма прокатной клети (10) изготовлена непосредственно путем аддитивного производства.
3. Прокатная клеть (10) по п. 1, отличающаяся тем, что прокатная клеть (10) по меньшей мере частично, в частности полностью, выполнена непосредственно путем аддитивного производства.
4. Прокатная клеть (10) по одному из пп. 1-3, отличающаяся тем, что прокатная клеть (10) выполнена в виде узла, выполненного с возможностью приведения в движение в ходе процесса прокатки.
5. Прокатная клеть по п. 4, отличающаяся тем, что прокатная клеть (10) выполнена в виде пилигримовой клети холодной прокатки.
6. Прокатная клеть по п. 5, отличающаяся тем, что на прокатной клети (10) расположен по меньшей мере один палец (6) кривошипа для приведения в движение прокатной клети (10), причем, в частности, палец (6) кривошипа выполнен не путем аддитивного производства.
7. Прокатная клеть по одному из пп. 1-6, отличающаяся тем, что форма прокатной клети посредством компьютерной оптимизации с использованием метода конечных элементов оптимизирована в отношении массы и/или прочности.
8. Способ изготовления прокатной клети (10), включающий следующие этапы:
a. проектирование прокатной клети (10), оптимизированной в отношении по меньшей мере одного свойства, в частности массы и/или прочности, и
b. изготовление прокатной клети (10) по любому из пп. 1-7 посредством аддитивного производства.
| СПОСОБ ПОЛУЧЕНИЯ ГЕМОСОВМЕСТИМЫХ ПОЛИМЕРНЫХ ГИДРОГЕЛЕЙ | 1985 |
|
SU1287541A1 |
| Прокатная клеть с многовалковым калибром | 1980 |
|
SU865442A1 |
| EP 2957365 А1, 23.12.2015. | |||

