Настоящая заявка испрашивает приоритет, согласно закону 35 USC 119 Кодекса законов США, предварительной патентной заявки US 62/449700 от 24 января 2017, полное содержание которой включено в настоящий документ ссылкой.
Область техники, к которой относится изобретение
Настоящее изобретение относится к головкам-аппликаторам для покрытия оптического волокна и к способам покрытия оптического волокна.
Уровень техники в области изобретения
Оптические волокна, обычно использующиеся в телекоммуникациях, обычно покрыты одним или несколькими полимерными покрытиями, обычно концентрическими, для защиты оптического волокна от повреждений, например, от трения или влаги. Эти защитные покрытия, обычно радиационно-отверждаемые (например, УФ-отверждаемые), наносят, когда волокно вытягивают. Вытянутое волокно проводят через одну или более головок-аппликаторов (или калибровочных головок), имеющих цилиндрический поясок с диаметром больше, чем диаметр оптического волокна. Жидкая отверждаемая композиция для покрытия, находящаяся над цилиндрическим пояском, увлекается волокном и протягивается через цилиндрический поясок. Важно, чтобы покрытие или несколько покрытий были концентрическими с волокном и имели однородную толщину (или диаметр) по длине волокна. Эти характеристики облегчают сращивание и подсоединение волокон, тем самым обеспечивая меньшие потери при использовании покрытого волокна. Рынок предъявляют все более строгие требования к допускам на диаметр и концентричность покрытий оптического волокна.
Сущность изобретения
Были описаны чисто конические конструкции головки-аппликатора, которые имеют длину смачивания L5 (определена как расстояние между выходом направляющей головки и входом в чисто коническую головку-аппликатор), удовлетворяющую условию 1 мм ≤L5≤ 5 мм, внутренний диаметр камеры для нанесения покрытия L6 такой, что 3 мм ≤L6≤ 6 мм, угол полураствора конуса в интервале 2° ≤α≤ 25°, высоту конуса L1 от 0,25 мм до 2 мм, и цилиндрический поясок с внутренним диаметром d2 таким, что 0,1 мм ≤d2≤ 0,5 мм, и длиной L2 в интервале 0,05 мм ≤L2≤ 1,25 мм. Такая конструкция головки приводит к системе покрытия, имеющей меньшее и более стабильное вихревое движение, что повышает стабильность процесса нанесения покрытия.
При повышении скорости вытягивания волокна или уменьшении диаметра калибровочной головки, все больше покрытия отбрасывается в коническую часть головки, и вихревое движение во входной зоне головки становится сильнее. Это приводит как к усилению нестабильности положения волокна, что вызывает увеличение смещения покрытия, так и к повышению вероятности затопления, что вызывает разрыв волокон и увеличение затрат. Уменьшение размера вихря за счет уменьшения длины смачивания снижает также количество покрытия, отбрасываемого головкой. Уменьшение интенсивности и размера вихря подавляет случайные движения волокна, позволяя центрирующим силам уменьшить смещение. Описанные в настоящем документе чисто конические конструкции головки с описанными характеристиками длины смачивания и внутреннего диаметра камеры для нанесения покрытия приводят к повышению стабильности и уменьшают интенсивность вихревого движения, что приводит к более стабильному и надежному процессу нанесения покрытия при изготовлении, в частности, для нанесения при скорости вытягивания ≥ 50 м/с (метров в секунду).
Краткое описание чертежей
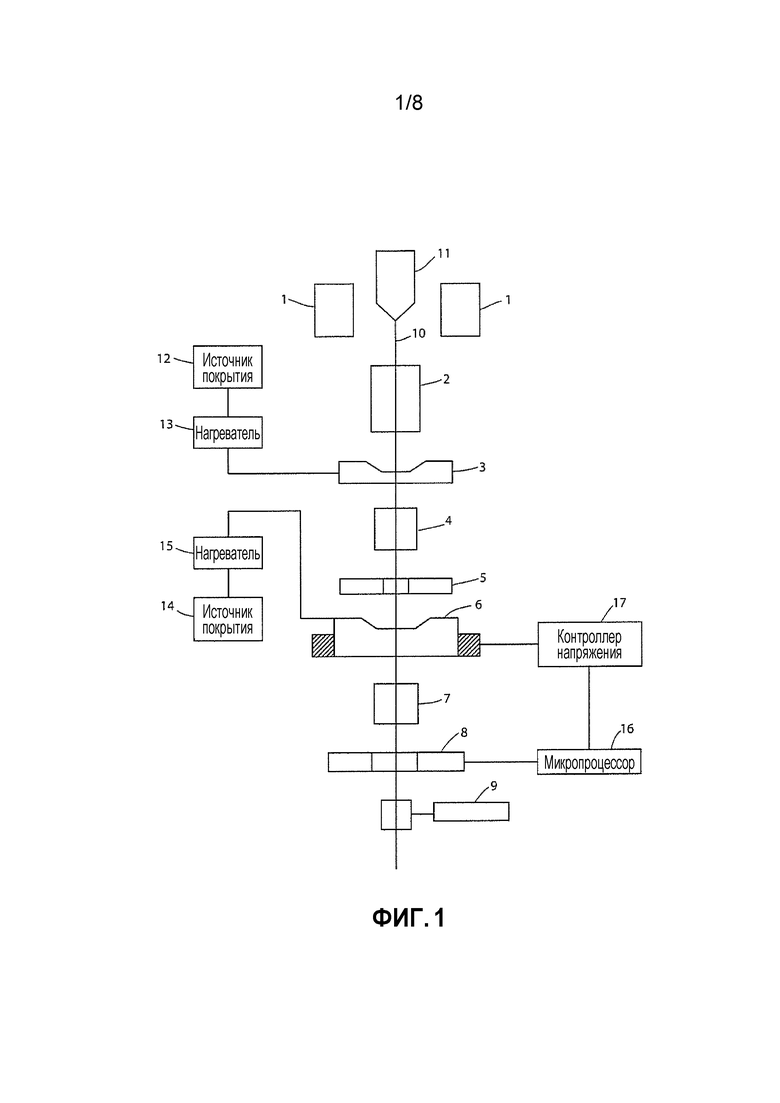
Фигура 1 схематически показывает систему вытягивания и покрытия волокон, используемую при производстве оптических волокон.
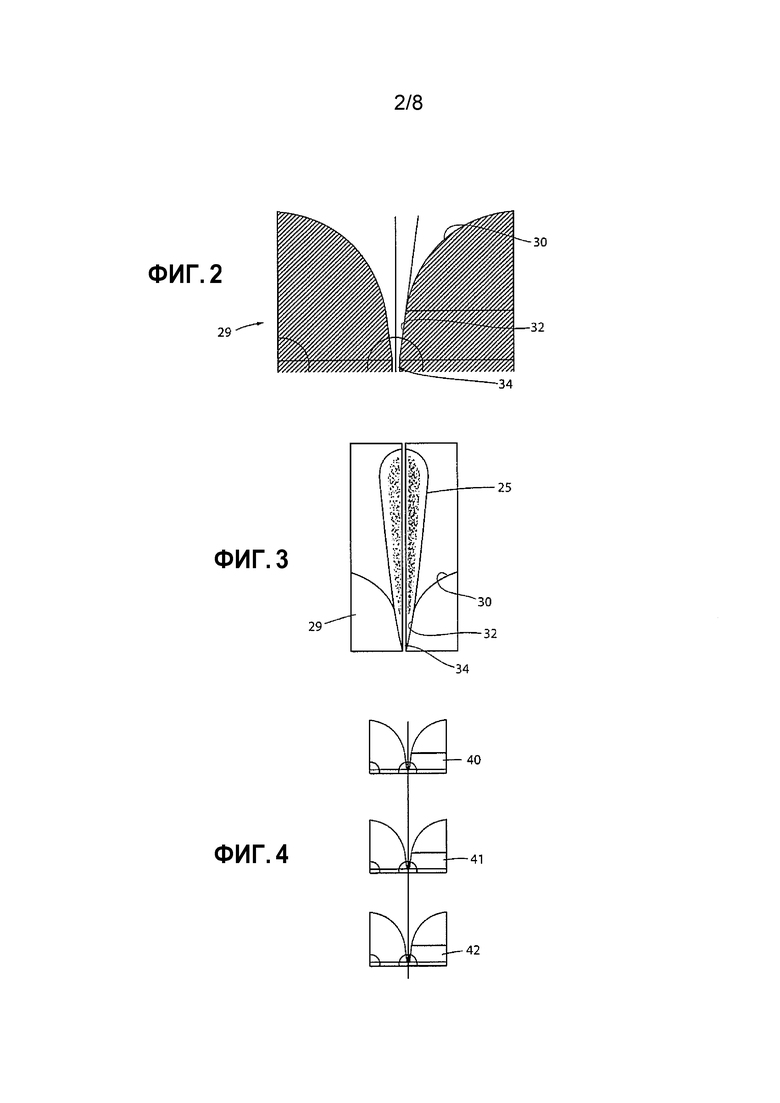
Фигура 2 схематически показывает обычную головку-аппликатор, имеющую колоколообразное отверстие.
Фигура 3 показывает структуру вихревого движения в обычной головке-аппликаторе.
Фигура 4 схематически показывает обычное устройство покрытия "мокрым по мокрому", в котором направляющая и калибровочная головки расположены друг над другом.
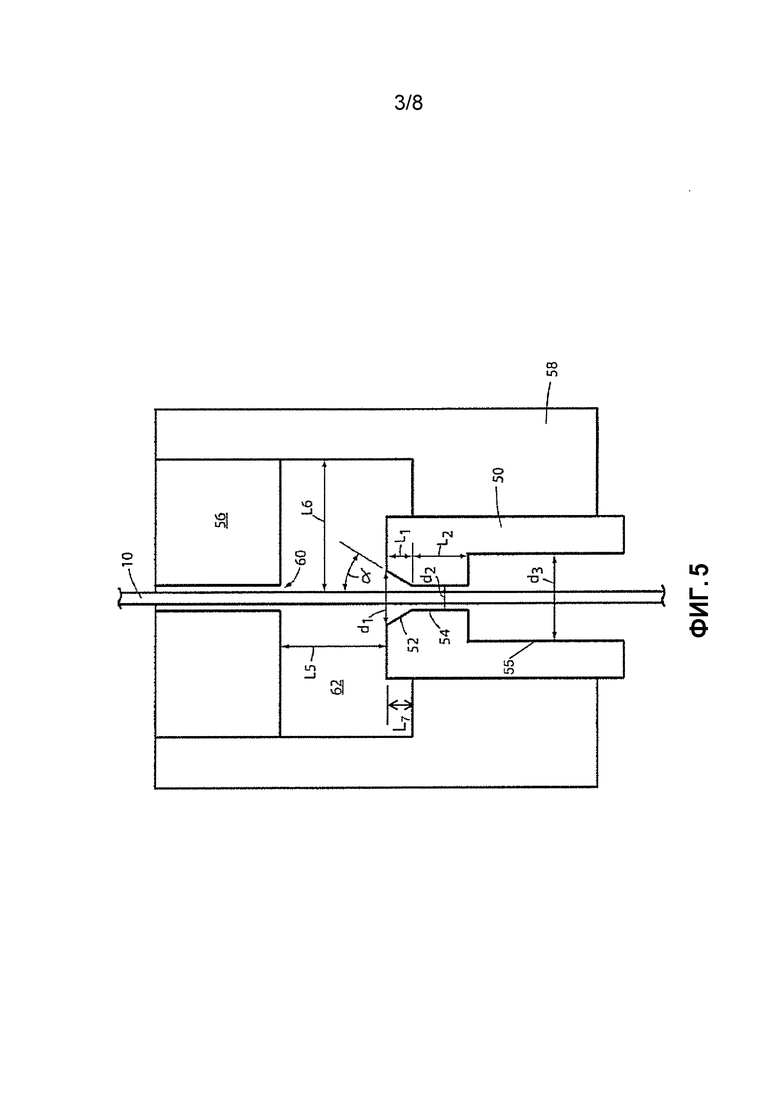
Фигура 5 схематически показывает систему покрытия с чисто конической головкой в соответствии с настоящим изобретением.
Фигуры 6A-6D показывают размер и структуру вихревого движения для разных длин смачивания.
Фигуры 7A-7D показывают профили радиальной скорости вихревого движения для разных длин смачивания, соответствующих фигурам 6A-6D, соответственно.
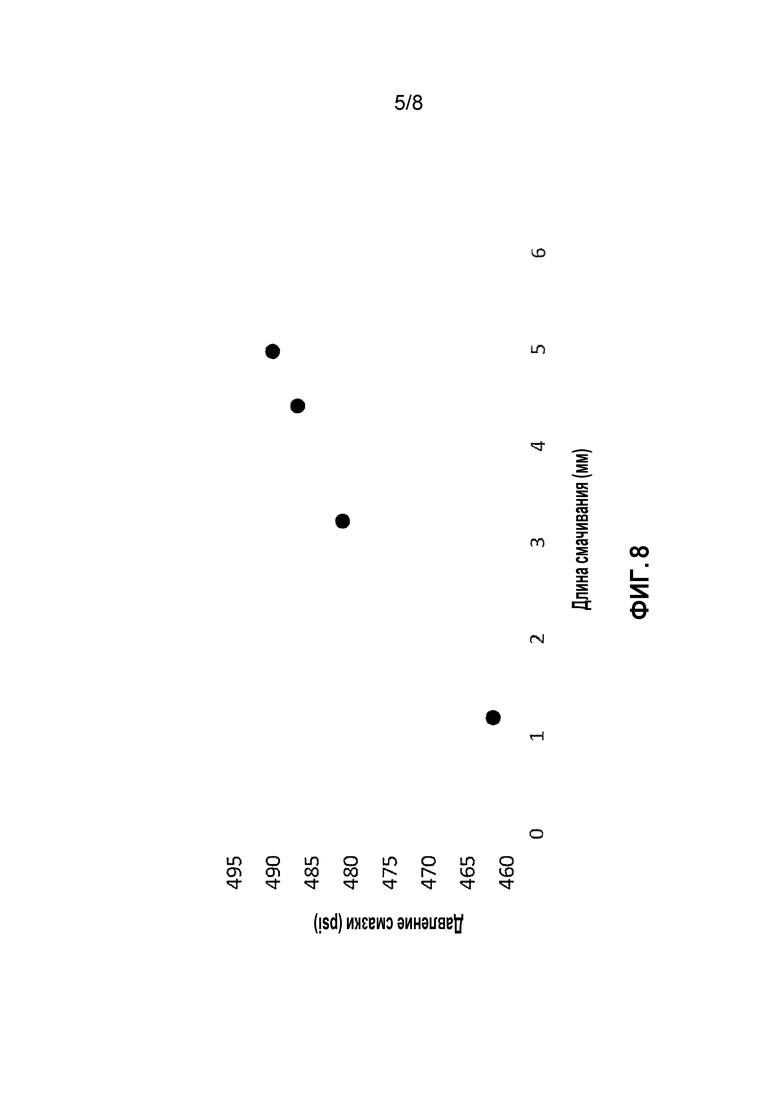
Фигура 8 представляет собой график, показывающий давление смазки для четырех разных длин смачивания с фигур 6A-6D и 7A-7D.
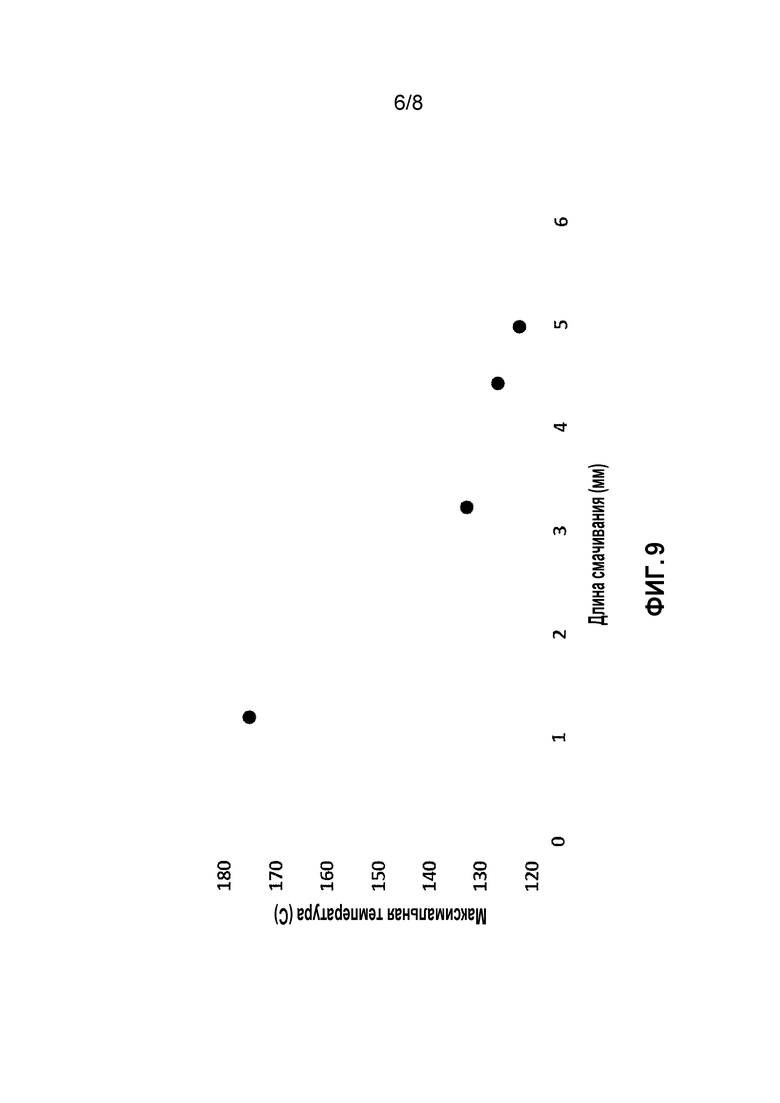
Фигура 9 представляет собой график, показывающий максимальные температуры для четырех разных длин смачивания с фигур 6A-6D и 7A-7D.
Фигура 10 представляет собой график, показывающий прогнозируемые диаметры покрытия для четырех разных длин смачивания с фигур 6A-6D и 7A-7D.
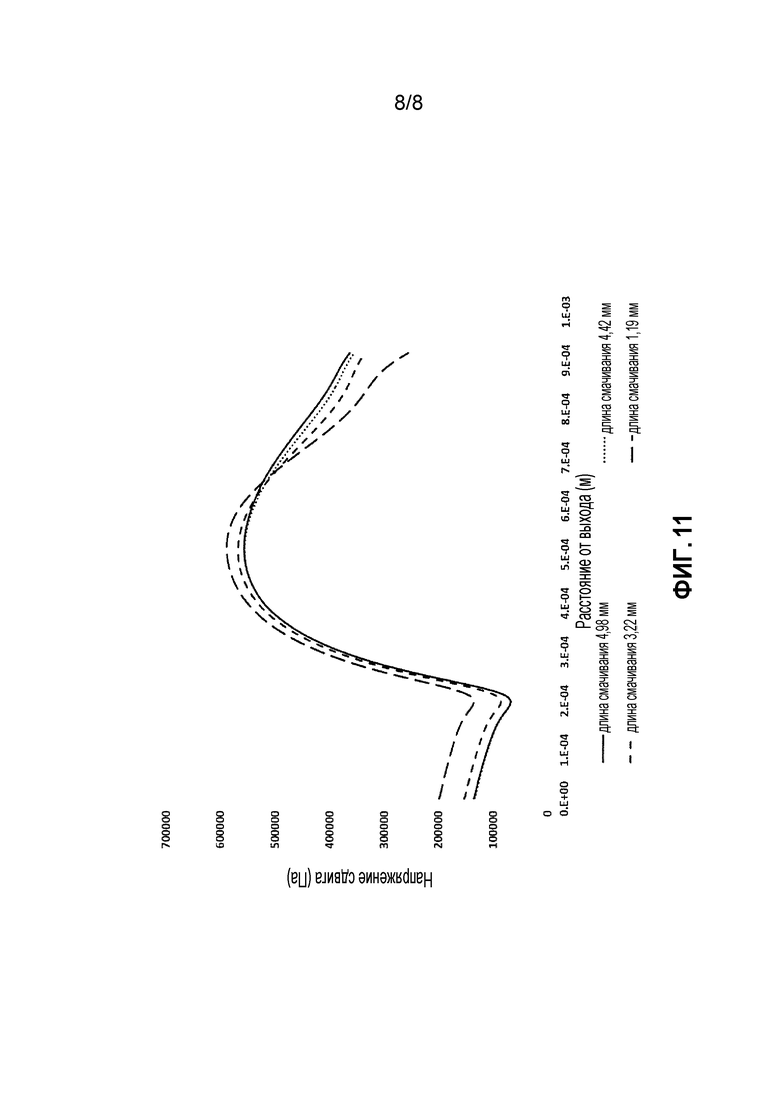
Фигура 11 представляет собой график, показывающий прогнозируемые напряжения сдвига для четырех разных длин смачивания с фигур 6A-6D и 7A-7D.
Описание иллюстративных вариантов осуществления
Система вытягивания и покрытия волокна, применяющаяся в производстве оптических волокон, показана на фигуре 1. Волокно 10 вытягивается из заготовки 11, которая нагревается в печи 1. Волокно 10 проходит через устройство 2 охлаждения волокна и затем через устройство 3 первого покрытия, где оно покрывается слоем слой материала первого покрытия. Слой первого покрытия отверждается в устройстве 4 отверждения первого покрытия, и диаметр волокна с учетом отвержденного первого покрытия измеряется в устройстве 5. Устройство отверждения 4 типично содержит группу облучателей. Волокно 10 проходит через устройство 6 для нанесения второго покрытия, где оно покрывается слоем материала второго покрытия, этот слой отверждается в устройстве 7 отверждения, которое похоже на устройство 4 отверждения. Диаметр волокна с учетом отвержденного второго покрытия измеряется, например, с помощью устройства 8. В некоторых вариантах осуществления волокно можно также провести через факультативное устройство нанесение третьего красочного покрытия, где оно покрывается слоем красочного материала, этот слой отверждается в устройстве отверждения, похожем на устройства отверждения 4 и 7. Тянущее устройство 9 вытягивает волокно 10 из печи 1 и протягивает через промежуточные устройства. Вытянутое волокно обычно наматывают на катушки намоточным устройством (не показано) для дальнейшей обработки. Материал покрытия подается в устройства для нанесения покрытий 3 и 6 из источников 12 и 14, соответственно. Входная температура (или температура подачи) материала покрытия может поддерживаться на желательном значении устройствами 13 и 15, соответственно, которые сообщаются с линией подачи покрытия.
Альтернативно, волокно проходит через устройство 3 для нанесения первого покрытия и затем через устройство 6 для нанесения второго покрытия, не проходя через устройство 4 отверждения первого покрытия 4 между этими двумя устройствами. Второе покрытие наносится непосредственно на первое покрытие до отверждения обоих покрытий. Этот способ известен как нанесение "мокрым по мокрому" или нанесение способом "WOW" (от wet-on-wet).
На фигуре 2 показана обычная головка 29, применяющаяся для нанесения покрытия на оптическое волокно. Головки с таким дизайном, которому не меньше 25 лет, широкодоступны для приобретения у таких поставщиков, как Oberg, Sancliff и Nextrom. Головка имеет колоколообразное отверстие 30, сужающаяся в основании на конус 32, за которым следует цилиндрический поясок 34. Диаметр покрытого волокна определяется в значительной степени отношением диаметра волокна к диаметру пояска, хотя на него влияют также температура волокна, длина и наклон конуса, расстояние от направляющей головки до калибровочной головки, вязкость покрытия и другие параметры, известные специалистам в данной области.
При работе волокно увлекает граничный слой покрытия, большая часть которого отбрасывается в колоколообразной части и конической части. Отбрасывание приводит к образованию давлений до 800 psi (55,2 бара) в вершине конуса, и это давление нагнетает дополнительный материал покрытия через шейку головки. Давление создает также очень высокие усилия, которые центрируют волокно в головке. Отброшенное покрытие образует ячейку циркуляции в форме тора, известную как вихрь или завиток, в области выше шейки, и этот вихрь является нестабильным. На фигуре 3 показана структура вихря 25 в обычной головке-аппликаторе, причем вихрь вызывает нестабильное поведение в головке.
Температура покрытия в вихре выше, чем температура в объеме из-за нагревания при сдвиге, происходящем при очень высоких скоростях сдвига в вихре. Компьютерное моделирование методом конечных элементов, конечных объемов показывает, что температура покрытия вблизи центра вихря быстро повышается при повышении скорости вытягивания и может быть на 80°C выше, чем температура подаваемого материала покрытия. Кроме того, температура повышается сильнее для меньших калибровочных головок, так как отбрасывается большее количество покрытия, и для более высоких скоростей вытягивания, так как вихрь вращается быстрее. Так как вихрь является нестабильным, некоторая часть этого горячего покрытия может привести к вихревым токам и другим возмущениям, и когда горячее покрытие входит в конусообразную область головки, центрирующие силы больше не будут осесимметричными. Неуравновешенные силы снова приведут к плохому смещению покрытия волокна, т.е., расстоянию между осевым центром покрытия и осевым центром оптического волокна. Что, возможно, еще более важно, горячее покрытие может мигрировать к верхнему мениску головки. Пониженная вязкость горячего покрытия делает процесс более восприимчивым к затоплению, то есть к устранению способности волокна смачиваться, и к последующему течению покрытия мимо волокна вверх через пустую камеру головки наружу. Когда происходит затопление, волокно обычно рвется. Разрывы требуют возобновления процесса вытягивания, что может существенно влиять на производственные расходы.
Другой проблемой, рассматриваемой в настоящем документе, является плохое смещение, наблюдаемое, когда два покрытия наносят последовательно без отверждения, что иначе называется как нанесение "мокрого по мокрому". Обычный способ нанесения "мокрого по мокрому" состоит в размещении рядом друг над другом стандартных головок, в том числе направляющей головки 40, первой головки-аппликатора 41 и второй головки-аппликатора 42, как показано на фигуре 4.
Смещение (расстояние между средней линией волокна и средней линией покрытия) для обоих покрытий при этом способе ухудшается. Центрирующие силы от обеих головок конкурируют друг с другом, и эти силы в некоторой степени являются случайными, так как вихревое движение материала покрытия в обеих головках является хаотическим и независимым. Сообщалось (US 20150147467), что чисто конические головки-аппликаторы уменьшают размер и интенсивность вихревого движения материала покрытия. Как определено в настоящем документе, "чисто коническая головка" представляет собой калибровочную головку, которая имеет конический участок 52, но не колоколообразный участок 30. Чисто коническая головка имеет цилиндрический поясок 54 и факультативно может иметь выходную цилиндрическую ножку 55, как показано на фиг. 5, факультативную верхнюю цилиндрическую ножку (не показана) или одновременно как выходную цилиндрическую ножку, так и верхнюю выходную цилиндрическую ножку. В варианте осуществления чисто конической головки, показанном на фиг. 5, колоколообразный участок 30 (образованный выпуклыми стенками) стандартной головки, такой, как головка, показанная на фиг. 2, был удален, а конический участок 52 и цилиндрическая шейка 54, а также факультативная верхняя цилиндрическая ножка 55 сохранены. Конический участок 52 предпочтительно имеет небольшую высоту или длину L1 такую, что L1 ≤ 2,2 мм, предпочтительно 0,2 мм ≤L1≤ 2 мм. Например, в некоторых иллюстративных вариантах осуществления высота L1 конической области 52 составляет 0,25 мм 0,3 мм, 0,4 мм, 0,5 мм, 0,6 мм, 0,75 мм, 1 мм, 1,2 мм, 1,3 мм, 1,4 мм, 1,5 мм, 1,7 мм, 1,75 мм, 1,8 мм или промежуточные значения. Более предпочтительно, в целях уменьшения размера вихревого движения высота L1 в некоторых вариантах осуществления не превышает 2 мм, еще более предпочтительно L1≤1,8 мм и наиболее предпочтительно L1 ≤ l,5 мм. Предпочтительно L1 ≥ 0,25 мм, более предпочтительно L1 ≥ 0,5 мм и еще предпочтительно L1 ≥ 0,7 мм. Согласно некоторым вариантам осуществления, 0,9 мм ≤L1≤ 1,2 мм.
Описываются конструкции головки, которые содержат конический наконечник с сужающейся на конус стенкой, причем конический наконечник имеет поперечное сечение с внутренними стенками, наклоненными под половинным углом α, где 2° ≤α≤ 25°, и высотой конуса L1 от 0,25 мм до 2 мм; цилиндрический участок, имеющий внутренний диаметр d2 такой, что 0,1 мм ≤d2≤ 0,5 мм, и длину L2 такую, что 0,05 мм ≤L2≤ 1,25 мм, причем конический участок уменьшает количество жидкого покрытия, отбрасываемого головкой. Кроме того, неожиданно было определено, что на рабочие характеристики чисто конической головки-аппликатора существенно влияют внутренний диаметр камеры для нанесения покрытия и длина смачивания. Длина смачивания определена как расстояние между выходом направляющей головки и входом в чисто коническую головку. В настоящем документе описываются конструкции чисто конических головок-аппликаторов с характеристиками длины смачивания и внутреннего диаметра камеры для нанесения покрытия, которые приводят к повышению стабильности и уменьшению интенсивности вихревого движения, тем самым, приводя к более стабильному и надежному процессу нанесения покрытия в производстве, в частности, в случае нанесения при скорости вытягивания ≥ 50 м/с (метров в секунду).
По мере увеличения скорости вытягивания волокна или уменьшения диаметра калибровочной головки все большее количество покрытия отбрасывается в конус калибровочной головки, и вихревое движение в головке усиливается. Это приводит как к повышенной нестабильности процесса покрытия, что вызывает увеличение смещения покрытия, так и к увеличению вероятности затопления, что приводит к разрывам волокон и повышению производственных затрат.
На фигуре 5 схематически показана система покрытия с чисто конической головкой-аппликатором, причем чисто коническая головка-аппликатор 50 удерживается держателем 58 головки и имеет конический участок 52, имеющий сечение с внутренней стенкой, наклоненной под половинным углом α, высоту конуса L1, цилиндрический участок 54 с внутренним диаметром d2 и длиной L2, с длиной смачивания в камере покрытия (определенной как расстояние между выходом 60 направляющей головки и входом в коническую головку) L5 и внутренним радиусом камеры покрытия 62 L6. На фигуре 6 показан размер и структура вихря 25 для разных высот L7 между чисто конической головкой-аппликатором 50 и держателем 58 головки (называемой также выступом). Разность высот между чисто конической головкой-аппликатором 50 и держателем 58 головки для четырех показанных случаев соответствует длине смачивания, указанной в таблице ниже.
Как можно видеть, размер вихря значительно снижается при уменьшении длины смачивания. Контуры, представленные на фигурах 6A-D, соответствуют области вихревого движения в головке-аппликаторе, где происходит значительная рециркуляция жидкости для покрытия. Вихрь способствует нестабильности течения в головке-аппликаторе, и уменьшение вихревого движения приводит к более стабильному и надежному процессу покрытия волокна. Расчеты приведены для случая внутреннего радиуса камеры покрытия L6 8,7 мм. Подходящие размеры внутреннего радиуса камеры покрытия L6 составляют примерно от 3 мм до 10 мм или примерно от 7 мм до 9 мм. Соответствующая положительная компонента радиального профиля скоростей показана на фигуре 7, причем размер и интенсивность вихря значительно снижаются с уменьшением длины смачивания. Давление смазки для четырех случаев, показанных на фигуре 8, составляет от примерно 460 psi до примерно 490 psi (примерно 31,7-33,8 бар), причем давление смазки снижается с уменьшением длины смачивания. Давление смазки определяется как давление жидкости в точке перехода от конического сужения к области шейки чисто конической головки. Давление смазки в обычной конструкции с близкими размерами, например, как конструкция, показанная на фигуре 2, составляет около 566 psi (38,3 бар), что больше, чем давление смазки для всех четырех случаев, показанных на фигуре 8. В некоторых вариантах осуществления, давление смазки меньше 500 psi (34,5 бар). В некоторых других вариантах осуществления давление смазки меньше 450 psi (31 бар). Максимальная температура в вихре показана на фигуре 9 для четырех случаев. Максимальная температура в вихре снижается при увеличении длины смачивания. Контролируя длину смачивания, можно удерживать максимальную температуру в вихре на уровне температуры меньше или равной 175°C, или меньше или равной 155°C, или меньше или равной 140°C, или меньше или равной 130°C, или меньше или равной 115°C, или меньше или равной 100°C. В некоторых вариантах осуществления максимальная температура в вихре лежит в диапазоне 70°C - 175°C, или в диапазоне 100°C - 150°C, или в диапазоне 120°C - 140°C, или в диапазоне 120°C - 130°C. Фигуры 8 и 9 показывают, что контроль длины смачивания позволяет одновременно контролировать давление смазки и максимальную температуру в вихре. Соответственно, давление смазки и максимальную температуру в вихре можно оптимизировать для конкретного материала покрытия путем контроля длины смачивания чисто конической головки-аппликатора. Диаметр покрытия и напряжение сдвига, прикладываемое к поверхности волокна в зонах конуса и шейки чисто конической головки для разных длин смачивания показаны на фигурах 10 и 11, соответственно. Результаты на фиг. 6-10 получены для следующих параметров конструкции чисто конической головки: α=8°; L1=0,7 мм; L2=0,216 мм; d2=0,216 мм и d3=2,54 мм. Диаметр покрытия относится к наружному диаметру покрытия на волокне, причем волокно имеет диаметр 125 мкм.
В настоящем документе описываются системы покрытия с чисто конической головкой, у которых конструкция головки включает конический наконечник с сужающейся на конус стенкой, причем конический наконечник имеет поперечное сечение с внутренними стенками, наклоненным под половинным углом α, где 2° ≤α≤ 25°, и высоту конуса L1 от 0,25 мм до 2 мм; цилиндрический участок, имеющий внутренний диаметр d2 такой, что 0,1 мм ≤d2≤ 0,5 мм, и длину L2 такую, что 0,05 мм ≤L2≤ 1,25 мм, длину смачивания L5 такую, что 1 мм ≤L5≤ 5 мм (например, L5<4,5 мм, или L5<3,5 мм или L5<1,5 мм, или 1 мм ≤ L5 ≤ 4 мм, или 1 мм ≤ L5 ≤ 3 мм, или 1,5 мм ≤ L5 ≤ 4 мм), и внутренний радиус камеры покрытия L6 такой, что 3 мм ≤ L6 ≤ 10 мм, или 3,5 мм ≤ L6 ≤ 9,5 мм, или 4 мм ≤ L6 ≤ 9 мм, или 4,5 мм ≤ L6 ≤ 8,5 мм, или 5 мм ≤ L6 ≤ 10 мм, или 6 мм ≤ L6 ≤ 9,5 мм или 7 мм ≤ L6 ≤ 9 мм.
В одном варианте осуществления описывается способ нанесения покрытия на оптическое волокно в процессе вытягивания волокна, причем оптическое волокно вытягивается со скоростью вытягивания Vd, и процесс покрытия оптического волокна включает проведение вытянутого оптического волокна через направляющую головку и затем через чисто коническую головку-аппликатор, причем чисто коническая головка-аппликатор имеет температуру стенок Tdie и конический входной участок с сужающейся на конус стенкой с половинным углом α, причем 2°≤α≤25°, и высотой конуса L1 0,25 до 2 мм, и цилиндрический участок, имеющий внутренний диаметр d2, причем 0,1≤d2≤ 0,5 мм, и высоту цилиндра L2, причем 0,05 ≤L2≤ 1,25 мм, причем направляющая головка имеет выход для оптического волокна, причем направляющая головка находится рядом с чисто конической головкой-аппликатором, так что длина смачивания L5 между выходом оптического волокна из направляющей головки и входом в чисто коническую головку-аппликатор составляет от 1 мм до 5 мм, причем чисто коническая головка-аппликатор и направляющая головка удерживаются держателем в фиксированном взаимоотношении, задавая камеру покрытия между направляющей головкой и чисто конической головкой-аппликатором, причем камера покрытия имеет внутренний радиус L6, отсчитываемый от оси оптического волокна до внутренней стенки держателя, который составляет от 3 мм до 10 мм, и камера покрытия удерживает жидкую композицию для покрытия, которая увлекается на поверхность оптического волокна при его вытягивании через чисто коническую головку-аппликатор, что приводит к толщине покрытия dcoat на поверхности оптического волокна. В одном варианте осуществления скорость вытягивания Vd больше 45 м/с. В другом варианте осуществления скорость вытягивания Vd больше 50 м/с. В другом варианте осуществления скорость вытягивания Vd больше 60 м/с. В некоторых вариантах осуществления отношение длины смачивания L5 к скорости вытягивания Vd составляет от 0,01 мсек до 0,15 мсек. В других вариантах осуществления отношение длины смачивания L5 к скорости вытягивания Vd составляет от 0,15 мсек до 0,125 мсек.
В некоторых вариантах осуществления чисто коническая головка-аппликатор является головкой для первого покрытия жидкой композицией в качестве композиции для первого покрытия. В этих вариантах осуществления толщина dcoat композиции для первого покрытия на поверхности оптического волокна составляет от 10 микрон до 50 микрон. В других вариантах осуществления чисто коническая головка-аппликатор является головкой для второго покрытия жидкой композицией для покрытия в качестве композиции для второго покрытия. В этих вариантах осуществления, толщина композиции для второго покрытия на поверхности оптического волокна, dcoat, составляет от 10 микрон до 50 микрон. В некоторых вариантах осуществления, чисто коническая головка-аппликатор является головкой для окрашивания с жидкой композицией для покрытия в качестве красящей композиции для третьего покрытия. В этих вариантах осуществления толщина dcoat третьей красочной композиции для покрытия на поверхности оптического волокна составляет от 2 микрон до 10 микрон.
В некоторых вариантах осуществления температура стенок чисто конической головки-аппликатора, Tdie, составляет от 25°C до 75°C. В других вариантах осуществления температура чисто конической головки-аппликатора, Tdie, составляет от 40°C до 70°C. Температура волокна, входящего в чисто коническую головку-аппликатор, предпочтительно составляет от 40°C до 85°C. В некоторых вариантах осуществления покрытие подается в головку при температуре выше 35°C. В других вариантах осуществления покрытие подается в головку при температуре выше 45°C. В других вариантах осуществления покрытие подается в головку при температуре выше 55°C.
Жидкие композиции для покрытия предпочтительно являются УФ-отверждаемыми акрилатными композициями. В некоторых вариантах осуществления жидкая композиция для покрытия, увлекаемая на поверхность оптического волокна, отверждается ниже по схеме с использованием светодиодного (LED) источника УФ-излучения, имеющего спектр излучения с пиком на длине волны в диапазоне 300-450 нм.
Описанные варианты осуществления являются предпочтительными и/или иллюстративными, но не ограничивающими. Возможны различные модификации в пределах сферы действия и объема приложенной формулы.


Изобретение относится к устройству и способу для нанесения покрытия на стекловолокно и обеспечивает более стабильный и надежный процесс нанесения покрытий при скорости вытягивания волокна 50 м/с и более, что приводит к получению строго концентрических покрытий с однородной толщиной. Устройство для покрытия оптического волокна содержит чисто коническую головку-аппликатор, имеющую конический входной участок с сужающейся на конус стенкой с половинным углом α, где 2°≤α≤25°, и высотой конуса L1 менее 2,2 мм, а также цилиндрический участок с внутренним диаметром d2, 0,1 мм ≤ d2 ≤ 0,5 мм и высотой цилиндра L2, где 0,05 мм ≤L2≤ 1,25 мм. Над чисто конической головкой-аппликатором находится направляющая головка, так что длина смачивания (L5) между выходом оптического волокна из направляющей головки и входом в чисто коническую головку-аппликатор составляет от 1 до 5 мм. Устройство содержит держатель для фиксации чисто конической головки-аппликатора и направляющей головки в заданном взаимоотношении, обеспечивая камеру покрытия с внутренним радиусом L6, отсчитываемым от оси оптического волокна до внутренней стенки держателя, от 3 до 10 мм. Для нанесения нескольких покрытий толщиной до 50 мкм заявленные устройства могут быть установлены последовательно. 2 н. и 21 з.п. ф-лы, 17 ил.
1. Устройство для покрытия оптического волокна, содержащее:
чисто коническую головку-аппликатор, имеющую конический входной участок с сужающейся на конус стенкой с половинным углом наклона α, где 2° ≤ α ≤ 25°, и высотой конуса L1 менее 2,2 мм и цилиндрический участок с внутренним диаметром d2, причем 0,1 мм ≤ d2 ≤ 0,5 мм, и высотой цилиндра L2, причем 0,05 мм ≤ L2 ≤ 1,25 мм;
направляющую головку, имеющую выход для оптического волокна, причем направляющая головка находится рядом с чисто конической головкой-аппликатором, так что длина смачивания (L5) между выходом оптического волокна из направляющей головки и входом в чисто коническую головку-аппликатор составляет от 1 до 5 мм, и
держатель для удерживания чисто конической головки-аппликатора и направляющей головки в фиксированном взаимоотношении, задающем камеру покрытия между направляющей головкой и чисто конической головкой-аппликатором, причем камера покрытия имеет внутренний радиус L6, отсчитываемый от оси оптического волокна до внутренней стенки держателя, который составляет от 3 до 10 мм.
2. Устройство по п. 1, в котором длина смачивания (L5) меньше 4,5 мм.
3. Устройство по п. 1, в котором длина смачивания (L5) меньше 1,5 мм.
4. Устройство по п. 1, в котором внутренний радиус L6 камеры покрытия составляет от 7 до 9 мм.
5. Устройство по п. 1, в котором высота конуса L1 составляет от 0,25 до 2,0 мм.
6. Устройство по любому из пп. 1-5, в котором давление смазки в головке меньше 500 psi (34,5 бар).
7. Устройство по любому из пп. 1-5, в котором максимальная температура вихря, образованного в камере покрытия, меньше 175°C.
8. Устройство по любому из пп. 1-5, причем максимальная температура вихря, образованного в камере покрытия, меньше 100°C.
9. Способ покрытия оптического волокна в процессе вытягивания волокна, в котором оптическое волокно вытягивается со скоростью вытягивания Vd, причем способ покрытия оптического волокна включает в себя:
проведение вытянутого оптического волокна через направляющую головку и затем через чисто коническую головку-аппликатор, причем чисто коническая головка-аппликатор имеет температуру стенок Tdie и конический входной участок с сужающейся на конус стенкой с половинным углом α, причем 2° ≤ α ≤ 25°, и высотой конуса L1 менее 2,2 мм и цилиндрический участок, имеющий внутренний диаметр d2, причем 0,1 ≤ d2 ≤ 0,5 мм, и высоту цилиндра L2, причем 0,05 ≤ L2 ≤ 1,25 мм, причем направляющая головка имеет выход для оптического волокна, причем направляющая головка находится рядом с чисто конической головкой-аппликатором, так что длина смачивания (L5) между выходом оптического волокна из направляющей головки и входом в чисто коническую головку-аппликатор составляет от 1 до 5 мм, причем чисто коническая головка-аппликатор и направляющая головка удерживаются держателем в фиксированном взаимоотношении, задавая камеру покрытия между направляющей головкой и чисто конической головкой-аппликатором, причем камера покрытия имеет внутренний радиус L6, отсчитываемый от оси оптического волокна до внутренней стенки держателя, который составляет от 3 до 10 мм, и камера покрытия удерживает жидкую композицию для покрытия, которая увлекается на поверхность оптического волокна при его вытягивании через чисто коническую головку-аппликатор, что приводит к толщине покрытия dcoat на поверхности оптического волокна.
10. Способ по п. 9, в котором длина смачивания (L5) меньше 4,5 мм.
11. Способ по п. 9, в котором внутренний радиус L6 камеры покрытия составляет от 7 до 9 мм.
12. Способ по п. 9, в котором высота конуса L1 составляет от 0,25 до 2,0 мм.
13. Способ по любому из пп. 9-12, в котором скорость вытягивания Vd больше 45 м/с.
14. Способ по любому из пп. 9-12, в котором скорость вытягивания Vd больше 60 м/с.
15. Способ по любому из пп. 9-12, в котором отношение длины смачивания L5 к скорости вытягивания Vd составляет от 0,01 до 0,15 мс.
16. Способ по любому из пп. 9-12, в котором отношение длины смачивания L5 к скорости вытягивания Vd составляет от 0,025 до 0,125 мс.
17. Способ по любому из пп. 9-12, в котором толщина dcoat жидкой композиции для покрытия на поверхности оптического волокна составляет от 2 до 50 мкм.
18. Способ по любому из пп. 9-12, в котором жидкая композиция для покрытия, увлекаемая на поверхность оптического волокна, является УФ-отверждаемой акрилатной композицией, которую отверждают с использованием светодиодного источника УФ-излучения, имеющего спектр излучения с пиком на длине волны в диапазоне 300-450 нм.
19. Способ по любому из пп. 9-12, в котором чисто коническая головка-аппликатор является головкой для первого покрытия, и жидкая композиция для покрытия, увлекаемая на поверхность оптического волокна, представляет собой первое покрытие, и толщина dcoat жидкой композиции для первого покрытия на поверхности оптического волокна составляет от 10 до 50 мкм.
20. Способ по любому из пп. 9-12, в котором чисто коническая головка-аппликатор является головкой для второго покрытия, а жидкая композиция для покрытия, увлекаемая на поверхность оптического волокна, представляет собой второе покрытие, и толщина dcoat жидкой композиции для второго покрытия на поверхности оптического волокна составляет от 10 до 50 мкм.
21. Способ по любому из пп. 9-12, в котором чисто коническая головка-аппликатор является головкой для третьего красочного покрытия, а жидкая композиция для покрытия, увлекаемая на поверхность оптического волокна, представляет собой слой краски, и толщина dcoat жидкой красящей композиции для покрытия на поверхности оптического волокна составляет от 2 до 10 мкм.
22. Способ по любому из пп. 9-12, в котором температура Tdie стенок чисто конической головки-аппликатора составляет от 25 до 75°C.
23. Способ по любому из пп. 9-12, в котором температура волокна, входящего в чисто коническую головку-аппликатор, составляет от 40 до 85°C.
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| Токарный резец | 1924 |
|
SU2016A1 |
| US 4409263 A1, 11.10.1983 | |||
| Трехопорный переключающий элемент | 1985 |
|
SU1452501A3 |
| СПОСОБ ВЫТЯГИВАНИЯ ОПТИЧЕСКОГО ВОЛОКНА | 2002 |
|
RU2266265C2 |

