Изобретение относится к обработке металлов давлением и может быть использовано для восстановления посадочной поверхности под подшипник качения.
Известен способ продольного многопроходного восстановления шлицевых и зубчатых профилей на изношенных валах [Патент RU №2468880, опубл. 10.12.2012. «Способ продольного многопроходного восстановления шлицевых и зубчатых профилей на изношенных валах»], включающий высверливание цилиндрического отверстия, ось которого совпадает с геометрической осью заготовки, в зависимости от величины суммарного объема деформируемого материала, его физико-механических свойств, рабочего профиля ролика и скорости деформирования, перемещение металла из нижележащих слоев вала передвижением рабочего инструмента в осевом отверстии вала с последующими формирующим и калибрующим проходами накатной роликовой головки по шлицевому или зубчатому профилю.
Недостатком данного способа является: отсутствие возможности применения его для восстановления посадочной поверхности под подшипник качения.
Технический результат заявленного изобретения - расширение области применения и использование для восстановления посадочной поверхности под подшипник качения
Указанный технический результат достигается тем, что посадочную шейку под подшипник качения нагревают до температуры, при которой коэффициент теплового линейного расширения составляет 14,5×10-6…15×10-6°С-1, после чего в отверстие с переходной посадкой устанавливают цилиндрический стальной элемент длина посадочной части которого соответствует длине посадочной поверхности под подшипник качения, после охлаждения посадочной шейки выполняют механическую обработку под посадочный размер.
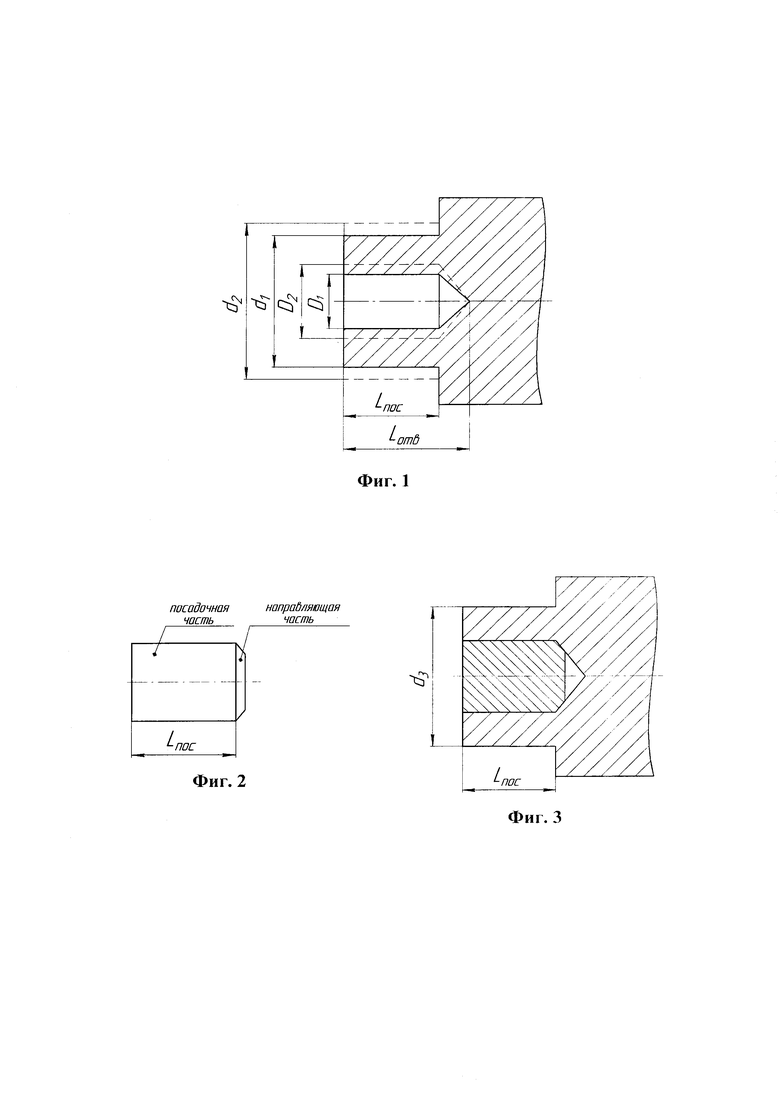
На фиг. 1 представлена схема изменения размеров посадочной шейки, на фиг. 2 - цилиндрический стальной элемент, на фиг. 3 представлена восстановленная шейка вала под подшипник качения.
Способ осуществляется следующим образом. Предварительно на валу высверливают осевое отверстие диаметром D1 на глубину Lотв, превышающую длину посадочной поверхности под подшипник качения Lпос на величину не менее длины направляющей части цилиндрического стального элемента. Металл для компенсации износа посадочной поверхности на валу перемещают из нижележащих слоев. Для этого посадочную шейку заготовки (вала) под подшипник качения нагревают до температуры, при которой коэффициент теплового линейного расширения составляет 14,5×10-6…15×10-6°С-1. Температура нагрева зависит от содержания углерода и легирующих элементов в стали. После нагрева происходит увеличение диаметра отверстия и диаметра посадочной шейки до D2 и d2 соответственно. Затем в увеличенное до диаметра D2 отверстие устанавливают с переходной посадкой цилиндрический стальной элемент, длина посадочной части которого соответствует длине посадочной поверхности шейки под подшипник качения Lпoc.
После установки цилиндрического стального элемента разогретую посадочную шейку охлаждают. Регулируя скорость охлаждения посадочной поверхности обеспечивают ее твердость HRC 25-55 единиц.
Установленный в отверстие цилиндрический стальной элемент ограничивает перемещение материала при охлаждении до первоначальных размеров, в связи с чем диаметр посадочной шейки d3 увеличится в сравнении с первоначальным диаметром d1.
Окончательной операцией выполняют механическую обработку посадочной поверхности до требуемого посадочного размера.
В результате экспериментальных исследований, выполненных на кафедре «Материаловедение и технология машиностроения» ФГБОУ ВО Ульяновский ГАУ было установлено, что установка с переходной посадкой цилиндрического стального элемента диаметром d=30 мм в осевое отверстие, предварительно разогретой до 850…920°С, посадочной шейки экспериментальных образцов из стали 45 после охлаждения приводит к увеличению первоначального диаметра посадочной шейки под подшипник качения D=50 мм на 0,08…0,12 мм. Данное увеличение диаметра посадочной шейки является достаточным для последующей механической обработки, с целью устранения следов износа и получения качественного прессового соединения.
Предлагаемый способ позволяет восстановить посадочную поверхность под подшипник качения перемещением металла из нижележащих слоев за счет установки цилиндрического стального элемента в предварительно подготовленное осевое отверстие разогретой и в последующем охлажденной посадочной шейки.
Охлаждение разогретой посадочной шейки после установки цилиндрического стального элемента, позволит получить качественное прессовое соединение с охватывающей поверхностью посадочной шейки, а также позволит формировать поверхностный слой с требуемой твердостью за счет регулирования скорости охлаждения, что повысит качество прессового соединения «вал - подшипник качения».
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОСАДОЧНОЙ ПОВЕРХНОСТИ ПОД ПОДШИПНИК КАЧЕНИЯ | 2020 |
|
RU2758432C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОСАДОЧНОЙ ПОВЕРХНОСТИ ПОД ПОДШИПНИК КАЧЕНИЯ | 2020 |
|
RU2749780C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОСАДОЧНОЙ ПОВЕРХНОСТИ ПОД ПОДШИПНИК КАЧЕНИЯ | 2020 |
|
RU2744076C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СОЕДИНЕНИЯ "ВАЛ - ПОДШИПНИК КАЧЕНИЯ" | 2020 |
|
RU2729994C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СОЕДИНЕНИЯ "ВАЛ-ПОДШИПНИК КАЧЕНИЯ" | 2020 |
|
RU2739993C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СОЕДИНЕНИЯ "ВАЛ - ПОДШИПНИК КАЧЕНИЯ" | 2020 |
|
RU2736989C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СОЕДИНЕНИЯ "ВАЛ - ПОДШИПНИК КАЧЕНИЯ" | 2020 |
|
RU2731620C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СОЕДИНЕНИЯ "ВАЛ-ПОДШИПНИК КАЧЕНИЯ" | 2020 |
|
RU2744084C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЛИЦЕВЫХ И ЗУБЧАТЫХ ПРОФИЛЕЙ НА ВАЛАХ | 2019 |
|
RU2729271C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЛИЦЕВЫХ И ЗУБЧАТЫХ ПРОФИЛЕЙ НА ВАЛАХ | 2019 |
|
RU2728135C1 |
Изобретение относится к восстановлению посадочной поверхности вала под подшипник качения. Осуществляют высверливание цилиндрического отверстия в валу, ось которого совпадает с геометрической осью вала. Нагревают посадочную шейку вала под подшипник качения до температуры, при которой коэффициент теплового линейного расширения составляет 14,5×10-6…15×10-6°С-1. В отверстие вала по переходной посадке устанавливают цилиндрический стальной элемент, длина посадочной части которого соответствует длине посадочной поверхности под подшипник качения. Осуществляют охлаждение посадочной шейки вала и выполняют ее механическую обработку под посадочный размер. В результате обеспечивают восстановленную посадочную поверхность вала для установки на нее подшипника качения по посадке с натягом. 3 ил.
Способ восстановления посадочной поверхности вала под подшипник качения, включающий высверливание в валу цилиндрического отверстия, ось которого совпадает с геометрической осью вала, и компенсацию износа вала путем перемещения металла из нижележащих слоев вала, отличающийся тем, что посадочную шейку вала под подшипник качения нагревают до температуры, при которой коэффициент теплового линейного расширения составляет 14,5×10-6…15×10-6°С-1, затем в упомянутое отверстие вала по переходной посадке устанавливают цилиндрический стальной элемент, длина посадочной части которого соответствует длине посадочной поверхности под подшипник качения, осуществляют охлаждение посадочной шейки вала и затем выполняют ее механическую обработку под посадочный размер.
| СПОСОБ ПРОДОЛЬНОГО МНОГОПРОХОДНОГО ВОССТАНОВЛЕНИЯ ШЛИЦЕВЫХ И ЗУБЧАТЫХ ПРОФИЛЕЙ НА ВАЛАХ | 2011 |
|
RU2468880C1 |
| RU 2051777 C1, 10.01.1996 | |||
| Способ Дагиса и Кошика восстановления деталей типа втулок | 1991 |
|
SU1782201A3 |
| СПОСОБ ПРОДОЛЬНОГО МНОГОПРОХОДНОГО НАКАТЫВАНИЯ ПРОФИЛЕЙ НА ВАЛАХ | 2003 |
|
RU2240196C1 |
| Способ восстановления зубчатых колес | 1985 |
|
SU1299691A1 |
| Способ восстановления крупномодульных зубчатых колес | 1986 |
|
SU1391788A2 |
| US 4875270 A, 24.10.1989. | |||

