Изобретение относится к области металлургии и может быть использовано для индукционной термической обработки крупномодульных зубчатых колес эвольвен- тного профиля, работающих в абразивной среде.
Известен способ термической обработки шестерен, включающий объемный нагрев под закалку, охлаждение при закалке и высокотемпературный отпуск-улучшение, обеспечивающий получение равномерной твердости НВ 300 на всей рабочей поверхности зубьев и во впадине.
Недостатком данного способа является пониженная износостойкость рабочей поверхности зубьев, что резко снижает долговечность зубчатых колес, работающих в условиях абразивной среды.
Известен также способ термической обработки шестерен, предусматривающий дополнительное поверхностное упрочнение зубчатых колес и включающий индукционный нагрев под закялку боковых поверхностей соседних зубьев и впадины между ними (по впадине), охлаждение при закалке и отпуск, обеспечивающий получение равномерной высокой твердости CJ.HRC 45) всей обрабатываемой поверхности. Отпуск при этом способе производится в печах или печах-ванных при соответствующей постоянной температуре
Недостатком способа, принятого за прототип, является пониженная долговечность, обусловленная повышенными вибрациями зубчатого привода, работающего в абразивной среде. Весьма малая податливость рабочей поверхности зубьев пласти;
14 О 4
СЛ О
ческим деформациям приводит к значительному формоизменению их эвольвентного профиля, выкрашиванию рабочей поверхности в околополюсной зоне, что и вызывает повышенные вибрации зубчатых передач, работающих в абразивной среде.
Задача состоит в том, чтобы создать способ термической обработки (поверхностного упрочнения) шестерен, позволяющий получить переменную твердость по высоте зубьев, понижающуюся в направлении начальной окружности.
Такой характер изменения твердости позволяет сохранять неизменным эволь- вентный профиль зубьев в процессе эксплу- атации эвольвентных зубчатых передач в условиях абразивного износа вследствие облегчения пластической деформации в околополюсной зоне в процессе приработки передачи и износа истиранием участков высокой твердости, что, в свою очередь, приводит к снижению концентрации удельной контактной и динамической нагрузки и, следовательно, вибрации зубчатых передач, а также к повышению их надежности и дол- говечности.
Цель изобретения - повышение долговечности зубчатых передач за счет обеспечения переменной твердости по высоте зубьев зубчатых колес.
Поставленная цель достигается тем, что в способе термической обработки крупномодульных зубчатых колес, включающем индукционный нагрев под закалку рабочих поверхностей двух соседних зубьев и впа- дины между ними, закалку и отпуск нагрев для отпуска осуществляют индукционным способом путем периодической подачи мощности на закаленную поверхность зубьев.
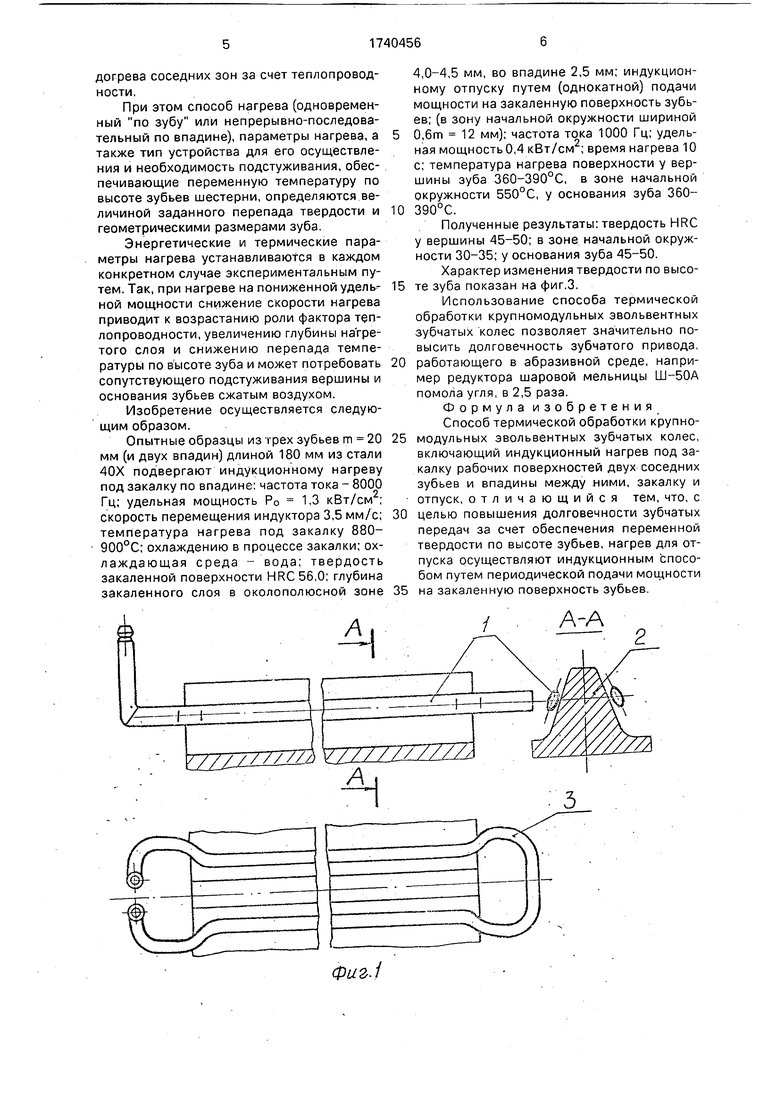
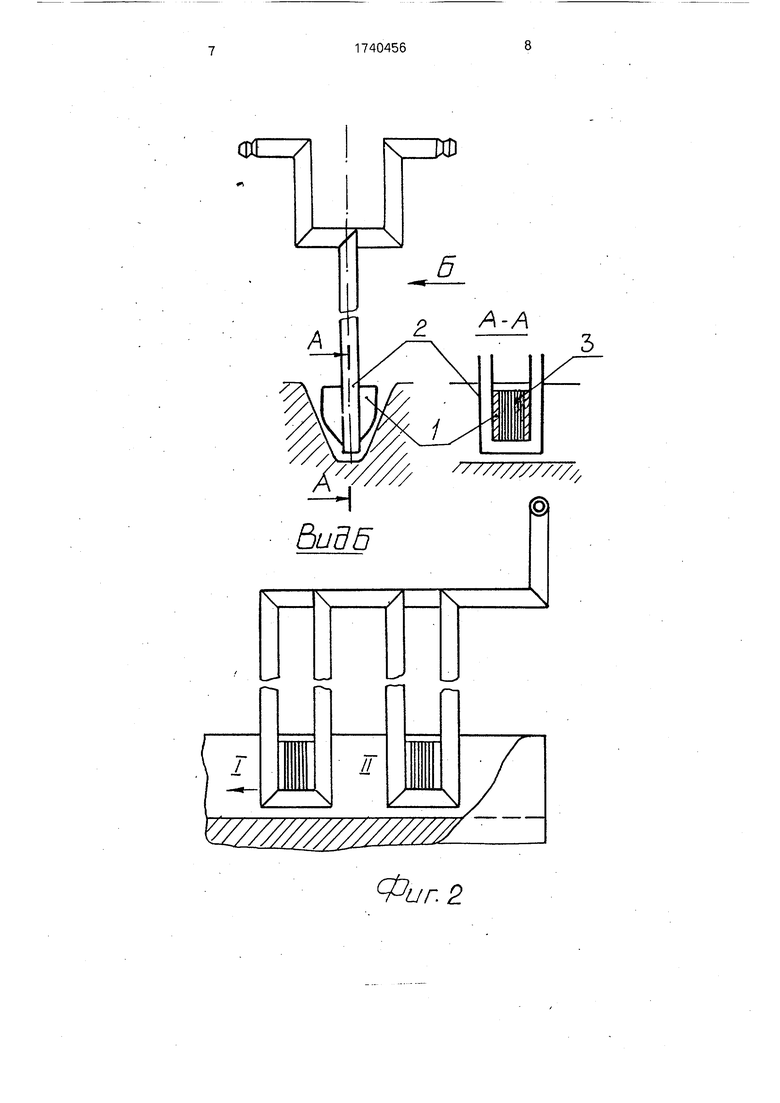
На фиг.1 дана схема устройства для осуществления способа, конструкция индуктора для неравномерного нагрева зубьев шестерни при отпуске; на фиг.2 - то же, вариант; на фиг.З - характер изменения твердости по высоте зуба.
Устройство для одновременного индукционного нагрева двух рабочих поверхностей одного зуба (фиг. 1) представляет собой накладной на зуб индуктор, изготовленный из водоохлаждаемой медной трубки 1 овального сечения, ориентированной по профилю зуба 2 в зоне начальной окружности с соответствующим зазором. Ширина активного провода 0,4-0,6т (т - модуль ше- стерни, мм).
Во избежание перегрева торцовых участков зуба предусмотрено увеличение зазора между индуктором и деталью у торца
шестерни и радиуса кривизны петли 3 между прямой и обратной ветвями индуктора.
При такой конструкции устройства околополюсная зона рабочей поверхности зуба, расположенная непосредственно под индуктором, нагревается в основном активным током путем однократной или многократной подачи мощности (включения нагрева) с последующими паузами для прогрева за счет теплопроводности, а зоны у вершины и основания зуба только за счет теплопроводности, что обеспечивает неравномерный нагрев при отпуске по высоте зуба.
Устройство для непрерывно-последовательного индукционного нагрева по впадине (фиг.2) применяется при значительной длине зуба шестерни и представляет собой двухсекционный (многосекционный) индуктор с последовательным соединением секций (I и II), обеспечивающих в процессе перемещения вдоль впадины (по стрелке) периодическую (в данном случае двухкратную) подачу мощности на закаленную поверхность впадины с последующими паузами, в течение которых происходит прогрев соседних зон за счет теплопередачи от нагретых активным током слоев.
Головка индуктора, помещенная во впадину, состоит из двух медных пластин 1, образующих вместе с приваренной к ним водоохлаждаемой профилированной медной трубкой 2 активный провод индуктора, и магнитопровода 3, набранного из пластин электротехнической стали и помещенного между медными пластинами и трубкой, проходящей вдоль дна впадины.
В соответствии с поставленной целью обеспечения неравномерного нагрева по высоте зубьев индукционная головка должна дифференцировать интенсивность нагрева околополюсной зоны, вершины и основания зубьев с преимущественной подачей мощности в околополюсную зону, что достигается Ф-образной формой основного рабочего элемента индуктора.
Способ термической обработки крупномодульных эвольвентных зубчатых колес осуществляют в такой последовательности. Равномерный индукционный нагрев под закалку по впадине ; спрейерное охлаждение в процессе закалки, в качестве закалочной среды в зависимости от марки стали могут быть применены вода, воздух, воздушная смесь и др.; неравномерный по высоте зубьев индукционный нагрев при отпуске путем периодической, в том числе однократной, подачи мощности на рабочую поверхность с последующей паузой для подогрева соседних зон за счет теплопроводности.м
При этом способ нагрева (одновременный по зубу или непрерывно-последовательный по впадине), параметры нагрева а также тип устройства для его осуществления и необходимость подстуживания обеспечивающие переменную температуру по высоте зубьев шестерни, определяются величиной заданного перепада твердости и геометрическими размерами зуба.
Энергетические и термические параметры нагрева устанавливаются в каждом конкретном случае экспериментальным путем. Так, при нагреве на пониженной удельной мощности снижение скорости нагрева приводит к возрастанию роли фактора теплопроводности, увеличению глубины нагретого слоя и снижению перепада температуры по в ысоте зуба и может потребовать сопутствующего подстуживания вершины и основания зубьев сжатым воздухом
Изобретение осуществляется следующим образом.
Опытные образцы из грех зубьев m 20 мм (и двух впадин) длиной 180 мм из стали 40Х подвергают индукционному нагреву под закалку по впадине: частота тока - 8000 Гц; удельная мощность Р0 1,3 кВт/см2- скорость перемещения индуктора 3 5 мм/с:
оппоП ратура нагРева ПОД закалку 880- Уии С; охлаждению в процессе закалки- охлаждающая среда - вода; твердость закаленной поверхности HRC56.0 глубина закаленного слоя в околополюсной зоне
3
CZZZZZZTA:
5
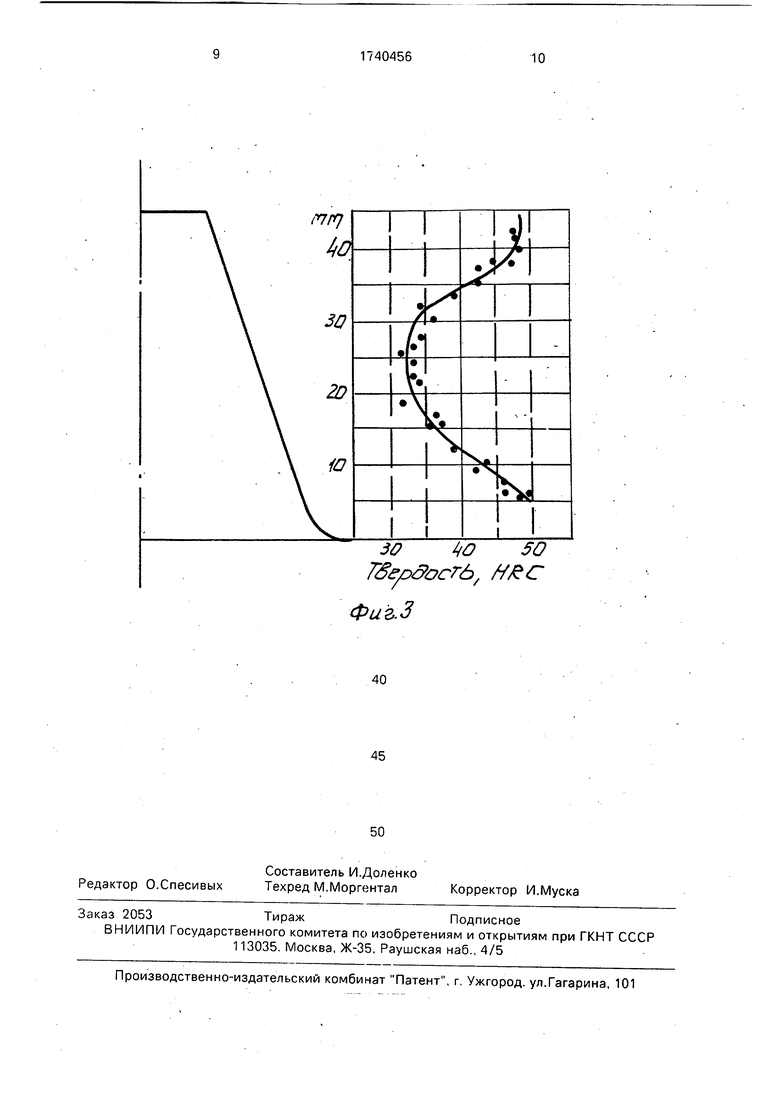
4,0 4,5 мм, во впадине 2,5 мм; индукционному отпуску путем (однокатной) подачи мощности на закаленную поверхность зубь- ев; (вазону начальной окружности шириной ь u,bm - 12 мм); частота тока 1000 Гц удельная мощностьО,4 кВт/см2; время нагрева 10 с; температура нагрева поверхности у вершины зуба 360-390°С, в зоне начальной
ю зэо сГ00™у основания 3Уба 360Полученные результаты; твердость HRC У вершины 45-50; в зоне начальной окружности 30-35; у основания зуба 45-50.
Характер изменения твердости по высоте зуба показан на фиг.З.
Использование способа термической обработки крупномодульных эвольвентных зубчатых колес позволяет значительно повысить долговечность зубчатого привода работающего в абразивной среде, например редуктора шаровой мельницы Ш-50А помола угля, в 2,5 раза.
Формула изобретения Способ термической обработки крупномодульных эвольвентных зубчатых колес включающий индукционный нагрев под закалку рабочих поверхностей двух соседних зубьев и впадины между ними, закалку и отпуск, отличающийся тем что с целью повышения долговечности зубчатых передач за счет обеспечения переменной твердости по высоте зубьев, нагрев для отпуска осуществляют индукционным способом путем периодической подачи мощности на закаленную поверхность зубьев.
А-А
15
20
5
0

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения зубчатых колес и шестерен | 1986 |
|
SU1392115A1 |
| Способ термической обработки крупномодульных зубчатых колес | 1989 |
|
SU1638182A1 |
| Способ термической обработки цилиндрических зубчатых колес | 1981 |
|
SU1087556A1 |
| Способ поверхностной термической обработки изделий | 1991 |
|
SU1792985A1 |
| СПОСОБ УПРОЧНЕНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ | 2010 |
|
RU2436850C2 |
| Способ термической обработки зубчатых колес | 1990 |
|
SU1765212A1 |
| Способ поверхностной закалки стальных изделий | 1990 |
|
SU1768655A1 |
| СПОСОБ ПЕРИОДИЧЕСКОГО УПРОЧНЕНИЯ ПИЛ | 2006 |
|
RU2326175C2 |
| СПОСОБ ТЕРМООБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ ПОЛУМУФТ И ИНДУКТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2170273C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1995 |
|
RU2087549C1 |
Использование: изобретение относится к металлургии и может быть использовано для индукционной термической обработки крупномодульных зубчатых колес эвольвен- тного профиля, преимущественно работающих в абразивной среде. Сущность: крупномодульные зубчатые колеса подвергают индукционному нагреву под закалку до 880-900°С, проводят спрейерное охлаждение водой, затем осуществляют индукцион- ный нагрев для отпуска с помощью накладного индикатора до 530-550°.С, после отпуска охлаждение ведут на воздухе. 3 ил. Ё
Odl
BudG
r
ШШШШ/
Фиг.2
ЗО № 5О Т&рЗЬегб, tfЈC
Фаг.З
| Гришко В.А | |||
| Повышение износостойкости зубчатых передач | |||
| М.: Машиностроение, 1977, с.70-76 | |||
| Башнин Ю.А., Ушаков Б.К., Секей А.Г, Технология термической обработки стали | |||
| М.: Металлургия, 1986, с.299-300. |
