ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу изготовления упаковочного материала и, в частности, к способу обеспечения упаковочного материала с тисненым рисунком, а также к упаковке, образованной из такого упаковочного материала. Настоящее изобретение также относится к способу изготовления упаковки, и упаковке, изготовленной таким способом.
УРОВЕНЬ ТЕХНИКИ
Некоторые существующие картонные упаковки для жидких пищевых продуктов содержат трубчатое тело, продолжающееся между закрытым дном и верхней частью. Дно, как правило, является плоским, так что упаковка может опираться на стол, а верхняя часть, как правило, содержит открывающее устройство.
Такие одноразовые упаковки, особенно упаковки для хранения жидких пищевых продуктов, часто изготавливают из упаковочного ламинированного материала, который состоит из основного слоя бумаги, причем этот слой покрыт слоем полимерного декора на первой или внешней стороне. На другой стороне (то есть внутренней стороне, обращенной к подлежащему вложению продукту) предусмотрен многослойный лист. Внутренний многослойный слой обычно содержит первый слой полимерного материала, барьерную пленку и второй дополнительный слой полимерного материала. Ламинированный упаковочный материал часто поставляется в виде непрерывного полотна, намотанного на накопительную катушку, и который после разматывания со своей накопительной катушки преобразуется посредством складывания, герметизации, наполнения и окончательного складывания в заполненные упаковочные контейнеры в автоматических наполнительных машинах.
Упаковки для жидких пищевых продуктов имеют различные размеры для размещения жидких пищевых продуктов, таких как молоко, сок и т.п., разных объемов. Например, упаковка для сока описанного типа одноразовой картонной упаковки может содержать объем от 0,1 до 2 литров, например от 0,25 до 2 литров. Поскольку размер упаковки может варьироваться в широких пределах, для пользователя упаковки может быть непонятно, как оптимально захватывать упаковку для облегчения обработки и розлива.
В публикации WO2012/105891 того же заявителя было предложено создать тактильный рисунок на упаковочном материале. Тактильный рисунок, предоставленный в виде углублений на внешней стороне упаковочного материала, расположен таким образом, чтобы на конечной упаковке были обозначены предполагаемые зоны захвата. Тактильный рисунок служит главным образом двум целям: указания, где захватывать упаковку, и улучшения способности к захватыванию упаковки. Хотя доказано, что это дает очень удовлетворительные результаты, решение, представленное в вышеупомянутом документе, ограничено углублениями. В ситуациях, когда ожидается, что тактильный рисунок будет выступать с внешней стороны упаковочного материала, представленное выше решение не может больше использоваться.
Ввиду этого существует потребность в улучшенном способе, позволяющем присутствию выступающего тактильного рисунка на внешней стороне упаковочного материала, то есть той стороне, которая предназначена для того, чтобы быть обращенной к окружающей среде с наружной стороны конечной упаковки.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Соответственно, настоящее изобретение, предпочтительно, стремится смягчить, облегчить или устранить один или несколько из указанных выше недостатков в данной области техники и недостатков по отдельности или в любой комбинации, и решает, по меньшей мере, вышеупомянутые проблемы.
Задачей настоящего изобретения является обеспечение упаковочного материала, имеющего выступающие элементы на стороне, предназначенной для образования внешней или внешней стороны конечной упаковки.
Еще одной задачей настоящего изобретения является обеспечение способа изготовления упаковочного материала, который обеспечивает целостность внутренних слоев ламината, то есть внутренней стороны упаковочного материала, предназначенной для образования внутренности или внутренней стороны конечной упаковки.
Идея настоящего изобретения состоит в том, чтобы выполнять тиснение тактильного рисунка перед ламинированием. Авторы изобретения обнаружили, что если тиснение выполняется после ламинирования, существует риск того, что, по меньшей мере, некоторые слои ламинированного упаковочного материала будут повреждены во время тиснения. Это особенно актуально, когда упаковочный материал снабжен барьером, таким как алюминиевая фольга. Во время тиснения, которое требует сравнительно большого давления, матрицы могут повредить алюминиевую фольгу, так что целостность всей упаковки значительно снижается.
Согласно первому аспекту предусмотрен способ изготовления упаковочного материала. Способ включает этапы, при которых обеспечивают слой материала сердцевины из материала на основе волокна, имеющего внутреннюю сторону и внешнюю сторону, выполняют тиснение упомянутого слоя материала сердцевины для образования тисненых элементов, имеющих начальную высоту, причем упомянутые тисненые элементы выступают с внешней стороны упомянутого слоя материала сердцевины для последующего образования тактильного рисунка на стороне упаковки, которая должна быть образована упомянутым упаковочным материалом, и ламинируют, по меньшей мере, один слой с внутренней стороны упомянутого тисненого слоя материала сердцевины, так что высота тисненых элементов временно уменьшается до минимальной высоты.
Начальная высота тисненых элементов сразу после тиснения может быть в диапазоне 20-200 мкм, например, 50-200 мкм.
Минимальная высота тисненых элементов сразу после ламинирования может находиться в диапазоне 20%-80% от высоты до ламинирования, предпочтительно, в диапазоне 30%-60%, и еще более предпочтительно, в диапазоне 35%-45%.
В одном варианте осуществления, тиснение выполняется путем размещения слоя материала сердечника между верхним штампом и нижним штампом.
Верхний штамп может быть предусмотрен в виде роликового верхнего штампа, нижний штамп может быть предусмотрен в виде роликового нижнего штампа, а слой материала сердечника может подаваться через зазор между упомянутыми роликами.
Способ может дополнительно включать печать декоративного слоя на внешней стороне упомянутого слоя материала сердцевины перед тиснением.
Способ может дополнительно включать ламинирование декоративного слоя на внешней стороне упомянутого слоя материала сердцевины перед тиснением. По желанию, способ может дополнительно включать ламинирование, по меньшей мере, одного слоя на внешней стороне упомянутого слоя материала сердцевины после тиснения.
Согласно второму аспекту, предусмотрен упаковочный материал, изготовленный способом согласно первому аспекту.
Ламинированный упаковочный материал содержит слой материала сердцевины из материала на основе волокон, имеющий внутреннюю сторону и внешнюю сторону, причем слой материала сердцевины имеет тисненые элементы, выступающие с внешней стороны слоя материала сердцевины, чтобы впоследствии образовать тактильный рисунок на стороне упаковки, которая должна быть образована из ламинированного упаковочного материала, причем внутренняя сторона слоя материала сердцевины имеет только углубления и не имеет выступов, по меньшей мере; один внешний слой полимера, ламинированный с внешней стороны слоя материала сердцевины, и многослойный структурный слой, содержащий, по меньшей мере, один слой полимерного материала, который должен находиться в контакте с жидким пищевым продуктом, предназначенным для содержания в упаковке; защитный слой для защиты от проникновения кислорода, и слой ламинирования из полимерного материала, ламинированный с внутренней стороны слоя материала сердцевины, причем слой ламинирования, таким образом, ламинируется между защитным слоем и слоем материала сердечника, причем тисненые элементы, появляющиеся на ламинированном упаковочном материале сплющиваются, чтобы иметь временно уменьшенную минимальную высоту, и способны восстанавливать высоту посредством одного или нескольких этапов в течение, по меньшей мере, 0,1 с, выбранных из повышения температуры в упаковочном материале до от 30°С до 90°С, и повышения давления, действующего на внутреннюю сторону упаковочного материала, до избыточного давления от 0,5 до 1,2 бар, так что высота тисненных элементов увеличивается относительно их минимальной высоты, и тем самым, обеспечивается предназначенный тактильный эффект.
Материал на основе волокна может представлять собой бумажный картон или картон такого типа, который подходит для картонной упаковки для жидкости.
Защитный слой для защиты от проникновения газообразного кислорода снаружи упаковки во внутреннюю часть и упакованный пищевой продукт, может представлять собой металлическую фольгу, такую как алюминиевая фольга.
На внешней и внутренней сторонах слоя сердцевины в качестве самых внешних слоев нанесены непроницаемые для жидкости и терм свариваемые слои из термопластичного полимера. Термопластичный полимер может представлять собой полиолефин, такой как полиэтилен или полипропилен, или полимерные смеси или сополимеры, изготовленные из олефиновых мономеров.
Ламинированный упаковочный материал может дополнительно содержать слой печатного декора на внешней стороне слоя материала сердцевины, причем тисненые элементы выровнены с печатным декором, так что тисненые элементы также обеспечивают визуальные эффекты для декора.
Согласно третьему аспекту предусмотрен способ изготовления упаковки из упаковочного материала, имеющего тисненые элементы, чтобы впоследствии образовать тактильный рисунок на стороне упаковки, которая должна быть образована упомянутым упаковочным материалом. Высота упомянутых тисненых элементов временно уменьшается до минимальной высоты, и способ включает подачу упаковочного материала через наполнительную машину, и образование, наполнение и герметизацию упаковки, по меньшей мере, из части упомянутого упаковочного материала. Способ дополнительно включает повышение температуры упаковочного материала, влажности упаковочного материала и/или давления, действующего на упаковочный материал, так что высота тисненых элементов увеличивается относительно их минимальной высоты.
Повышение температуры упаковочного материала может быть выполнено так, что температура достигает 30°С-90°С, например 60°С-90°С.
Повышение влажности упаковочного материала может быть выполнено так, что влажность достигает 50%-100%.
Повышение влажности упаковочного материала может быть выполнено путем транспортировки упаковочного материала через жидкую перекись водорода.
Повышение давления, действующего на упаковочный материал, может быть выполнено путем заполнения упаковки жидким содержимым, так что жидкое содержимое оказывает давление на внутреннюю сторону упомянутой упаковки.
Высота тисненых элементов окончательной упаковки может находиться в диапазоне 20%-200% от минимальной высоты, предпочтительно, в диапазоне 50%-150%, и еще более предпочтительно, в диапазоне 80%-120%.
В варианте осуществления, упаковочный материал изготавливается согласно первому аспекту.
Высота тисненых элементов окончательной упаковки находится в диапазоне 50%-90% от начальной высоты, предпочтительно, в диапазоне 60%-90%, и еще более предпочтительно, в диапазоне 70%-90%.
Согласно четвертому аспекту предусмотрена упаковка. Упаковка изготавливается способом согласно любому одному из первого аспекта.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Эти и другие аспекты, признаки и преимущества, по которым изобретение является правоспособным, будут очевидны и разъяснены из последующего описания вариантов осуществления настоящего изобретения, при этом приводится ссылка на прилагаемые чертежи, на которых:
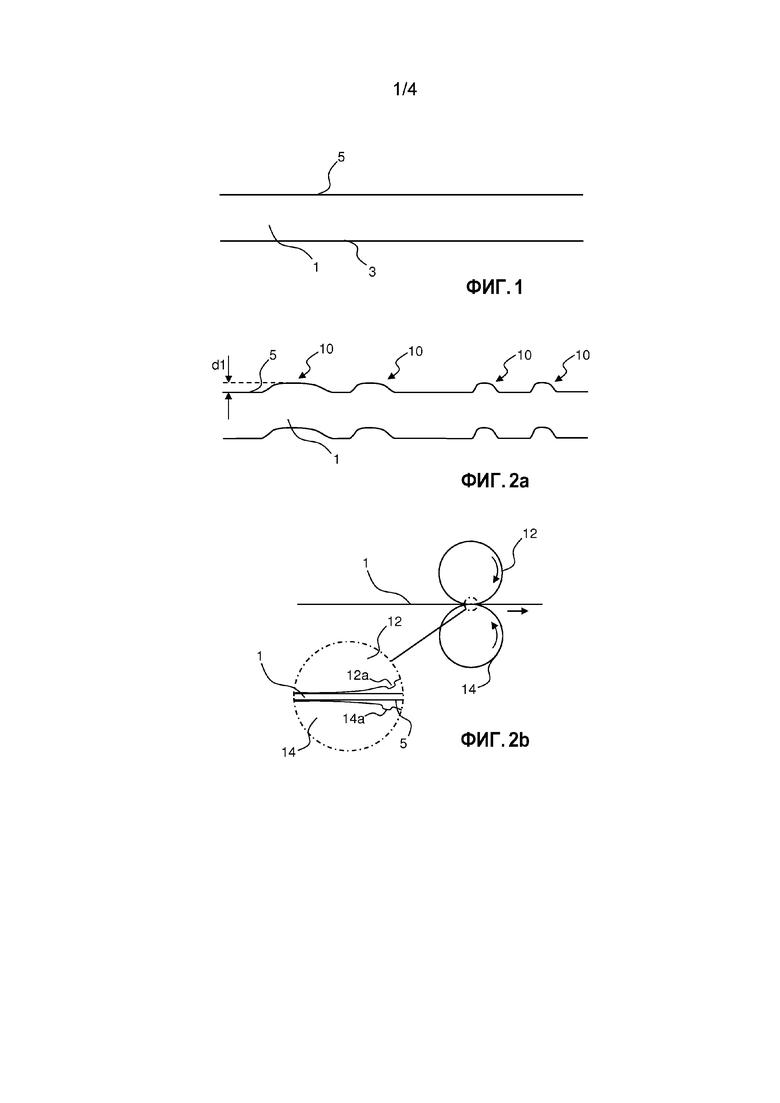
Фиг.1 представляет собой вид в разрезе слоя материала сердцевины после образования части упаковочного материала согласно варианту осуществления;
Фиг.2а представляет собой вид в разрезе слоя материала сердцевины, показанного на фиг.1, после тиснения;
Фиг.2b представляет собой вид сбоку станции тиснения;
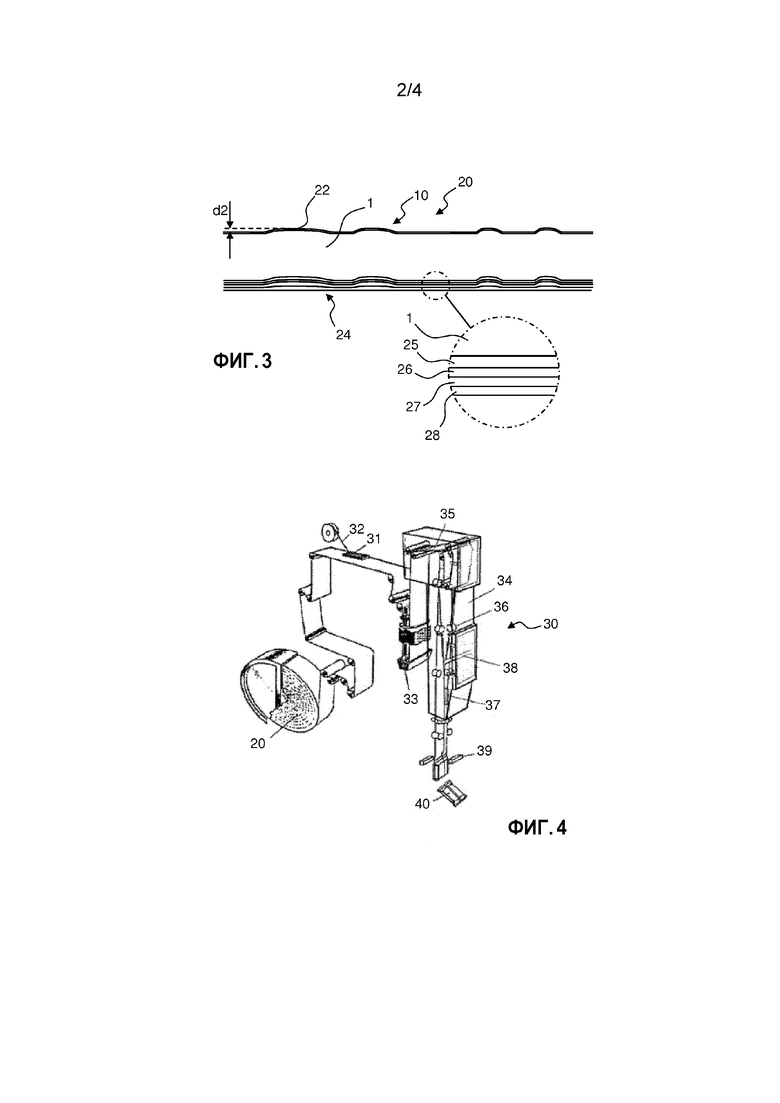
Фиг.3 представляет собой вид в разрезе упаковочного материала, содержащего слой материала сердцевины, показанный на фигурах 1 и 2 после тиснения и последующего ламинирования;
Фиг.4 представляет собой схематичный вид наполнительной машины;
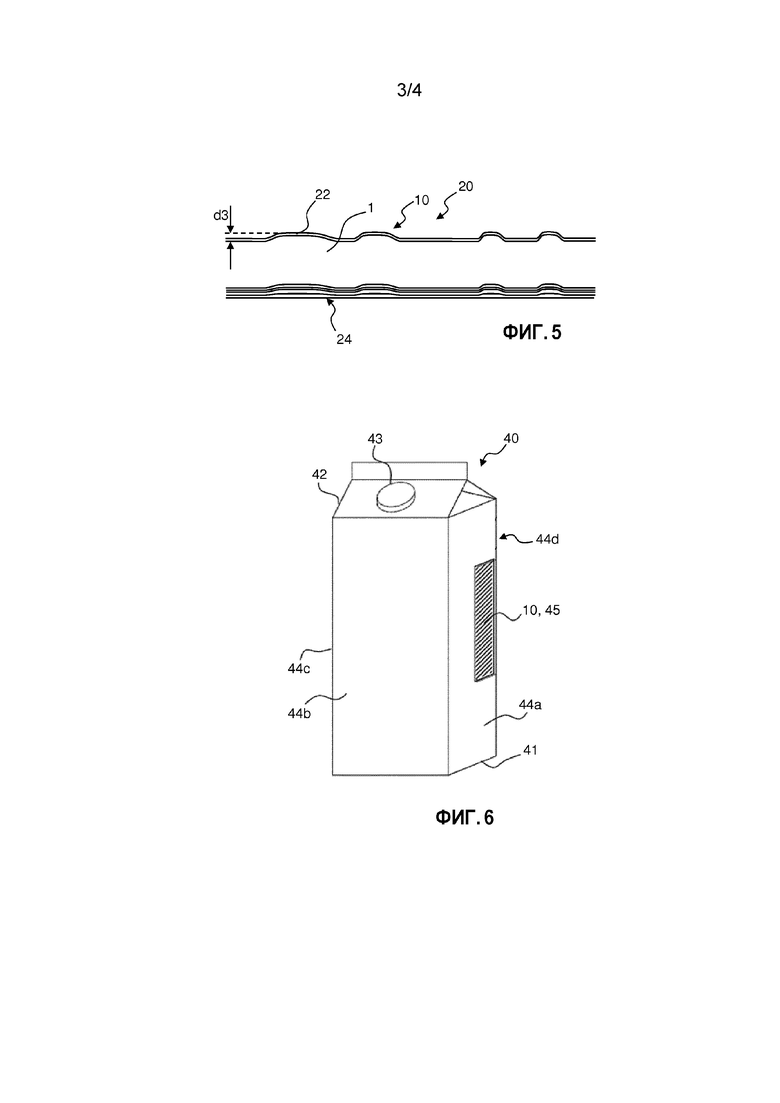
Фиг.5 представляет собой вид в разрезе упаковочного материала, показанного на фиг.3, после наполнения, герметизации и образования в конечную упаковку;
Фиг.6 представляет собой изометрический вид упаковки, образованной посредством формования, герметизации и складывания упаковочного материала, показанного на фиг.5;
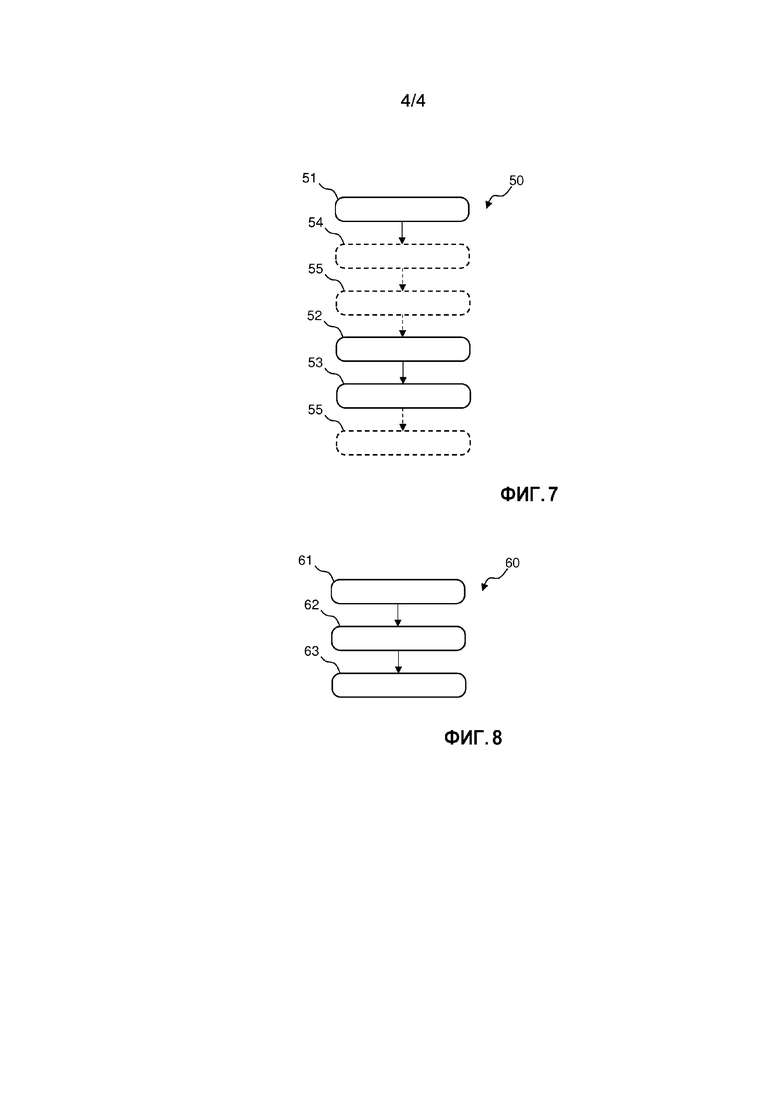
Фиг.7 представляет собой схематичный вид способа изготовления упаковочного материала; а также
Фиг.8 представляет собой схематичный вид способа изготовления упаковки из упаковочного материала.
ПОДРОБНОЕ ОПИСАНИЕ
Варианты осуществления настоящего изобретения будут описаны более подробно ниже со ссылкой на прилагаемые чертежи для того, чтобы специалисты в данной области смогли осуществить изобретение. Однако изобретение может быть воплощено во многих различных формах и не должно истолковываться как ограниченное вариантами осуществления, изложенными здесь. Варианты осуществления не ограничивают изобретение, но изобретение ограничивается только прилагаемой формулой изобретения. Кроме того, терминология, используемая в подробном описании конкретных вариантов осуществления, проиллюстрированных на прилагаемых чертежах, не предназначена для ограничения изобретения.
Со ссылкой на фиг.1, показан слой 1 материала сердцевины для последующего формирования части упаковочного материала. Слой 1 сердцевины имеет внутреннюю сторону 3, которая предназначена для обращения к внутренней части конечной упаковки, и внешнюю сторону 5, которая, следовательно, предназначена для обращения к внешней среде конечной упаковки. Как можно видеть на фиг.1, слой 1 материала сердцевины является, по существу, плоским. Слой 1 материала сердцевины, предпочтительно, выполнен в виде материала на основе волокна, такого как, например, картон из макулатуры, бумага, бумажный картон, и т.д. Назначение слоя 1 материала сердцевины состоит в том, чтобы обеспечить прочность и стабильность формируемого упаковочного материала, как это хорошо известно в данной области техники. Слой 1 материала сердцевины, возможно, снабжен декором, то есть напечатанным рисунком, на его внешней стороне 5.
Перед ламинированием, т.е. процессом обеспечения внутренней и внешней стороны 3, 5 слоя 1 материала сердцевины защитными полимерными слоями, слой 1 материала сердечника подвергается тиснению. В этом контексте тиснение следует интерпретировать как любой процесс, в котором поверхность слоя 1 материала сердцевины изменяется путем обеспечения тисненых элементов в выбранных областях. Однако в некоторых вариантах осуществления защитный слой предусмотрен на внешней стороне 5 слоя 1 материала сердцевины перед тиснением, как будет дополнительно объяснено ниже.
Теперь обратимся к фиг.2, на которой слой 1 материала сердцевины показан после тиснения. Тиснение, предпочтительно, выполняется с использованием станции тиснения, например, в соответствии с той, что показана на фиг.2b. Во время этапа тиснения слой 1 материала сердечника располагается между верхним штампом 12, имеющим выступы 12а, соответствующие желаемому рисунку тиснения, и нижним штампом 14, имеющим выемки 14а, совпадающие с выступами 12а верхнего штампа 12. Посредством приложения определенного давления к штампам 12, 14, волокна слоя 1 материала сердцевины будут прижиматься или сжиматься друг к другу, в результате чего образуется область тисненых элементов. Это показано на фиг.2а, где тиснение слоя 1 материала сердцевины обеспечивает рисунок тисненых областей, то есть тисненых элементов 10. Точная конфигурация рисунка может быть выбрана в зависимости от различных параметров, таких как положение, высота, ширина/глубина и т.д.
Как видно на фиг.2а, тисненый рисунок выступает наружу на внешней стороне 5 слоя 1 материала сердцевины. Это означает, что во время тиснения внешняя сторона 5 расположена в контакте с нижним штампом 14, в то время как верхний штамп 12 зацепляется с внутренней стороной 3 слоя 1 материала сердцевины.
Штампы 14, 12, предпочтительно, могут быть выполнены в виде роликов, при этом роликовый верхний штамп 12 снабжен выступами 12а, продолжающимися радиально наружу, в то время как роликовый нижний штамп 14 снабжен сопрягающимися углублениями 14а, продолжающимися радиально внутрь. Ролики 12, 14 выровнены в своем вращательном движении так, что выступы 12 и углубления 14 встречаются друг с другом в роликовом зазоре. Для тиснения, слой 1 материала сердцевины подается через роликовый зазор, образуя тисненый рисунок на внешней стороне 5 слоя материала сердцевины.
Предпочтительно, тисненый рисунок также выровнен с напечатанным декором, так что тисненый рисунок обеспечивает визуальные эффекты для декора. Это может быть достигнуто путем управления роликовыми штампами таким образом, чтобы положение, в котором выступы/углубления зацепляются со слоем 1 материала сердцевины, устанавливалось на основании характеристик декора.
После тиснения, слой 1 материала сердечника ламинируется так, что защитные полимерные слои предусмотрены на внутренней стороне 3 и внешней стороне 5 слоя 1 материала сердцевины. Получающийся упаковочный материал 20 показан на фиг.3. Упаковочный материал 20 содержит слой 1 материала сердцевины, внешний слой 22 и внутренний слой 24, причем внешний слой 22 и внутренний слой 24 наносятся на противоположные стороны слоя 1 материала сердцевины после тиснения. В альтернативном варианте осуществления, внешний слой 22 наносится на внешнюю сторону 5 слоя 1 материала сердцевины перед тиснением. Внешний слой 22, нанесенный на внешнюю сторону 5 слоя 1 материала сердцевины, приспособлен для обеспечения внешней поверхности производимой упаковки, при этом внешняя поверхность 5 и внешний слой 22 обращены к окружающей среде упаковки. Внутренний слой 24, нанесенный на другую сторону 3 слоя 1 материала сердцевины, приспособлен для обеспечения внутренней поверхности производимой упаковки, которая находится в контакте с материалом, содержащимся в упаковке, т.е. жидким пищевым продуктом.
Внешний слой 22 может содержать, по меньшей мере, один слой полимерного материала, который наносится на слой 1 материала сердцевины. Кроме того, как объяснено ранее, один из слоев, составляющих внешний слой 22, может быть декоративным слоем, напечатанным на внешней поверхности 5 упаковочного материала, который должен быть образован.
Внутренний слой 24 может содержать, по меньшей мере, один самый внутренний слой 27, 28 из полимерного материала. Такая многослойная структура показана на фиг.3. Защитный слой 26 может присутствовать между слоем 1 материала сердцевины и самым внутренним слоем 27, 28. Защитный слой 26 может быть фольгой, такой как металлическая фольга, предпочтительно, алюминиевая фольга. Защитный слой 26 представляет собой барьерный слой, то есть защищает от проникновения кислорода и света для поддержания пищевой ценности и вкусовых качеств пищевого продукта в упаковке при температуре окружающей среды. Альтернативно, защитный слой может содержать кислород барьерное покрытие, нанесенное на подложку из полимерной пленки, такой как металлизированная полимерная пленка или другая полимерная пленка, покрытая осаждением из паровой фазы.
Кроме того, между защитным слоем 26 и слоем 1 материала сердцевины может присутствовать слой 25 ламинирования. Слой 25 ламинирования может быть, по меньшей мере, одним слоем из полимерного материала.
Согласно одному варианту осуществления, слои упаковочного материала 20, предназначенные для внутренней части готовой упаковки, которая находится в контакте с материалом, содержащимся в упаковке, то есть жидким пищевым продуктом, содержат, начиная от слоя 1 материала сердцевины: слой 25 ламинирования, защитный слой 26 и герметизирующий слой 27, 28. Слой 25 ламинирования позволяет материалу 1 сердцевины прилипать к любому нанесенному защитному слою 26. Герметизирующий слой 27, 28 обеспечивает герметизацию упаковки.
Полимерные слои 22, 25, 27, 28 упаковочного материала 20 могут представлять собой любой подходящий тип полимерного материала, предпочтительно, пластиковый материал, такой как полиэтилен.
Снова возвращаясь к слою 1 материала сердцевины, показанному на фиг.2, можно видеть, что тисненые элементы 10 имеют определенную высоту d1. Высота d1, которая соответствует расстоянию в нормальном направлении от плоской внешней стороны 5 слоя 1 материала сердцевины, образованному штампами, используемыми во время тиснения. Как правило, высота d1 находится в диапазоне приблизительно от 20 до 200 мкм, например, 100 мкм.
Однако теперь, обращаясь к фиг.3, во время ламинирования давление, приложенное к слою 1 материала сердцевины, помогает в уменьшении высоты тисненых элементов 10. Высота после ламинирования на фиг.3 обозначена d2 и, как ясно показано, d2<d1. Хотя и не желая ограничиваться какой-либо конкретной теорией, считается, что во время ламинирования весь упаковочный материал 20 будет подвергаться действию прижимающей силы, направленной внутрь или к центру упаковочного материала 20, в нормальном направлении. Прилагаемая сила давления, обычно обеспечиваемая подачей слоя 1 материала сердцевины и связанного с ним слоя (слоев) ламинирования через один или несколько роликовых штампов, будет способствовать сжатию тисненых элементов 10, в результате чего их соответствующая высота уменьшается. Было показано, что типичное уменьшение высоты находится в диапазоне 60%; следовательно, тисненый элемент 10, имеющий высоту d1 100 мкм, будет сжат до высоты d2 приблизительно 40 мкм во время ламинирования.
Хотя уменьшение высоты, полученное во время ламинирования упаковочного материала 20, может показаться явным недостатком с точки зрения определения и распознавания пользователем, неожиданно было обнаружено, что это уменьшение высоты является только временным, особенно если упаковочный материал 20 позднее используется в наполнительной машине для производства индивидуальных упаковок. Как будет объяснено ниже, тисненые элементы 10 в конечном итоге восстановят, по меньшей мере, некоторую часть своей начальной высоты (d1), так что они снова станут узнаваемыми для пользователя.
Наполнительная машина 30, схематично показанная на фиг.4, обычно включает в себя ряд последовательных станций для преобразования плоского упаковочного материала 20 в закрытую упаковку 40.
Ламинированный полотнообразный упаковочный материал 20 в виде рулона загружается в упаковочную и наполнительную машину 30. Размотанный упаковочный материал 20 непрерывно транспортируется с помощью устройства подачи и транспортируется к аппликатору 31 ленты через изгибающие ролики и демпфирующие ролики. Лента 32 непрерывно наносится на один край упаковочного материала 20 аппликатором 31 ленты.
Упаковочный материал 20 переносится в стерилизационный блок 33 и стерилизуется в стерилизационном блоке 33, например, посредством стерилизующей жидкости перекиси водорода или облучения электронным пучком. В случае использования перекиси водорода в качестве стерилизующего агента, ламинированный упаковочный материал 20 переносится к воздушному шаберу 34, чтобы быть высушенным воздушным шабером 34. Ламинированный упаковочный материал 20 переносится в асептическую камеру 35, гарантируя, что жидкий пищевой продукт наполняет трубчатый упаковочный материал с асептической атмосферой. Упаковочный материал 20 постепенно преобразуется посредством формирующих колец 36 и других формирующих колец, чтобы быть образованным в трубчатую форму.
Трубчатый упаковочный материал 20 предварительно нагревается горячим воздухом от средства 37 предварительного нагрева устройства продольного уплотнения, чтобы быть запечатанным в продольном направлении. Жидкий пищевой продукт заполняется в трубчатый упаковочный материал 20 с нижнего конца выпускного отверстия заполняющего трубопровода 38. Наконец, поперечный узел 39 уплотнения обеспечивает закрытие трубчатого упаковочного материала так, что закрытый верхний конец образуется одновременно как закрытый нижний конец трубчатого упаковочного материала 20. Узел 39 уплотнения также выполняет поперечную резку, чтобы отделить готовую упаковку 40 от трубчатого упаковочного материала 20. Отрезанная упаковка может быть дополнительно сложена и запечатана для получения ее окончательной формы, такой как форма прямоугольного параллелепипеда.
Хотя наполнительная машина 30, показанная на фиг.4, показана для производства упаковки определенного типа, следует отметить, что эффект восстановления части высоты тисненых элементов 10 упаковочного материала 20 также был доказан для других типов наполнительных машин. Такие наполнительные машины включают, например, так называемые упаковки с двускатным верхом (см., например, фиг.6) и так называемые картонные бутыли, то есть упаковки в картонные рукава, снабженные закрытым пластиковым верхом.
Когда упаковочный материал 20 транспортируется через наполнительную машину, он будет подвергаться воздействию повышенной температуры, повышенной влажности и, в конечном итоге, повышенному давлению. Повышение температуры происходит, по меньшей мере, частично из-за условий работы самой наполнительной машины, а также операции герметизации, когда тепло прикладывается к слою 27, 28 ламинирования для получения продольного и поперечного уплотнения. Повышение влажности происходит в некоторых случаях из-за влажной ванны перекиси водорода или, если ее нет, просто из-за повышенной влажности внутри наполнительной машины. Повышенное давление возникает, когда трубчатый упаковочный материал заполняется предназначенным продуктом, в частности, когда продукт является жидким. Эффект только повышения влажности является относительно меньшим по сравнению с эффектами повышения температуры или повышения внутреннего давления. Таким образом, наибольшие эффекты на тисненые элементы 10, восстанавливающие высоту, наблюдались при повышении температуры в упаковочном материале и/или при увеличении давления, действующего на внутреннюю сторону (3) ламинированного упаковочного материала.
Во время транспортировки через наполнительную машину 30 было показано, что тисненые элементы 10, присутствующие на внешней стороне упаковочного материала, будут восстанавливать некоторую часть своей высоты, так что конечная упаковка 40 будет снабжена тиснеными элементами 10, имеющими большую высоту d3, чем упаковочный материал 20 до наполнения, формования и запечатывания в отдельные упаковки 40.
Часть упаковочного материала 20 изготовленной упаковки 40 показана на фиг.5. Высота d3 тисненых элементов 10 больше, чем высота упаковочного материала 20, но меньше, чем высота d1 тисненых элементов 10 слоя 1 материала сердцевины до ламинирования. Отсюда, d1>d3>d2.
В некоторых экспериментах было показано, что если d1 ≈ 100 мкм и d2 ≈ 40 мкм, высота d3 тисненых элементов на изготовленной упаковке 40 составляет приблизительно 80 мкм. Опять же, не желая быть связанными какой-либо конкретной теорией, полагают, что повышенная температура, влажность и/ или внутреннее давление в сочетании с определенным временем релаксации позволяют разжимать тисненые элементы 10 упаковочного материала 20 и, следовательно, по меньшей мере, частично позволяют им вернуться к своей первоначальной высоте d1.
Различные типы упаковок 40 могут быть получены из упаковочного материала 20, и упаковочный материал 20 или производимая упаковка 40 могут использоваться для пищевых продуктов, которые, предпочтительно, могут быть жидкими.
На фиг.6 показан пример упаковки 40, которая имеет закрытый нижний конец 41, закрытый верхний конец 42, снабженный винтовой крышкой 43, и четырьмя боковыми стенками 44a-d. Как показано на фиг.6, по меньшей мере, одна боковая стенка 44а, по меньшей мере, частично снабжена тиснеными элементами 10, расположенными внутри тисненой области 45. Тисненая область 45, предпочтительно, расположена так, что она соответствует предполагаемому положению захвата упаковки 40. Однако тисненые области также могут быть предусмотрены в других положениях, например для выделения отдельных частей декора.
Тисненый рисунок может содержать элементы 10 в форме прямых линий, изогнутых линий, точек, колец и т.д.
Теперь обратимся к фиг.7, в которой будет кратко описан способ 50 для изготовления упаковочного материала 20 с тиснеными элементами 10.
Способ 50 начинается с этапа 51, на котором предусмотрен слой 1 материала сердцевины из материала на основе волокон. Как объяснялось ранее, слой 1 материала сердцевины имеет внутреннюю сторону 3 и внешнюю сторону 5. На следующем этапе 52 слой 1 материала сердцевины подвергается тиснению для образования тисненых элементов 10, имеющих начальную высоту d1. Тисненые элементы 10 выступают с внешней стороны 5 слоя 1 материала сердцевины. Предпочтительно, начальная высота d1 тисненых элементов 10 сразу после тиснения находится в диапазоне 50-200 мкм.
На этапе 53, по меньшей мере, один слой 24 ламинируется на внутреннюю сторону 3 тисненого слоя 1 материала сердцевины, так что высота тисненых элементов 10 временно уменьшается до минимальной высоты d2. Минимальная высота d2 тисненых элементов 10 сразу после ламинирования может находиться в диапазоне 20%-80% от высоты до ламинирования, предпочтительно, в диапазоне 30%-60%, и еще более предпочтительно, в диапазоне 35%-45%.
Способ 50 может дополнительно включать в себя этап 54, выполняемый перед тиснением 52, печати слоя декора на внешней стороне 5 слоя материала сердцевины. Дополнительно, еще один этап 55 может быть выполнен либо до, либо после тиснения 52, в котором, по меньшей мере, один слой 22 ламинируется на внешнюю сторону 5 слоя 1 материала сердцевины.
Теперь обратимся к фиг.8, способ 60 для изготовления упаковки 40 из упаковочного материала 20 будет описан. Упаковочный материал 20 снабжен тиснеными элементами 10, при этом высота тисненых элементов 10 временно уменьшена до минимальной высоты d2 от начальной высоты d1 слоя 1 материала сердцевины. Способ включает в себя первый этап 61 подачи упаковочного материала 20 через наполнительную машину 30 и последующий этап 62 формирования, заполнения и запечатывания упаковки 40, по меньшей мере, из части упомянутого упаковочного материала. Способ дополнительно включает этап 63 повышения температуры упаковочного материала 20, влажности упаковочного материала 20, и/или давления, действующего на упаковочный материал 20, так что высота тисненых элементов 10 увеличивается относительно их минимальной высоты d2.
Повышение температуры, влажности и/или давления, действующее на упаковочный материал 20, предпочтительно, поддерживается в течение определенного периода времени, например, в течение > 0,1 секунды, так что достигается желаемое изменение формы тисненых элементов 10.
Когда этап 63 выполняется таким образом, что температура увеличивается, температура, предпочтительно, достигает 30-90°С.
Когда этап 63 выполняется таким образом, что влажность увеличивается, влажность, предпочтительно, достигает 50%-100%.
Когда этап 63 выполняется таким образом, что давление, действующее на упаковочный материал 20, увеличивается, давление, предпочтительно, достигает 1,1-3 бар, более предпочтительно, 1,5-2,5 бар, и еще более предпочтительно, 1,5-2,2 бар, т.е. разность давления, действующая на внутреннюю сторону упаковочного материала, предпочтительно, составляет от 0,5 до 1,5 бар, например от 0,5 до 1,2 бар. Повышение давления, действующего на упаковочный материал 20, может быть выполнено путем заполнения упаковки 40 жидким содержимым, так что жидкое содержимое оказывает давление на внутреннюю сторону упомянутой упаковки 40. Более конкретно, внутреннее давление в заполненной трубе ламинированного упаковочного материала может достигать максимума в течение короткого времени, например, в течение > 0,1 секунды, когда в высокоскоростной упаковочной машине происходит поперечная герметизация трубы.
Высота d3 тисненых элементов 10 окончательной упаковки 40 может находиться в диапазоне 20%-200% от минимальной высоты, предпочтительно, в диапазоне 50%-150%, и еще более предпочтительно, в диапазоне 80%-120%.
Другими словами, высота d3 тисненых элементов 10 окончательной упаковки 40 находится в диапазоне 50%-90% от начальной высоты d1, предпочтительно, в диапазоне 60%-90%, и еще более предпочтительно, в диапазоне 70%-90%.
Изобретение относится к изготовлению упаковочного материала. Способ включает этапы, при которых обеспечивают слой (1) материала сердцевины из материала на основе волокна, имеющего внутреннюю сторону (3) и внешнюю сторону (5). Выполняют тиснение слоя (1) материала сердцевины для образования тисненых элементов (10), имеющих начальную высоту (d1). Тисненые элементы (10) выступают с внешней стороны (5) упомянутого слоя (1) материала сердцевины для последующего образования тактильного рисунка на стороне упаковки (40), которая должна быть образована упомянутым упаковочным материалом (20). Ламинируют, по меньшей мере, один слой (24) с внутренней стороны (3) упомянутого тисненого слоя (1) материала сердцевины, так что высота тисненых элементов (10) временно уменьшается до минимальной высоты (d2). Техническим результатом является обеспечение целостности внутренних слоев ламината при изготовлении упаковочного материала. 4 н. и 14 з.п. ф-лы, 8 ил. 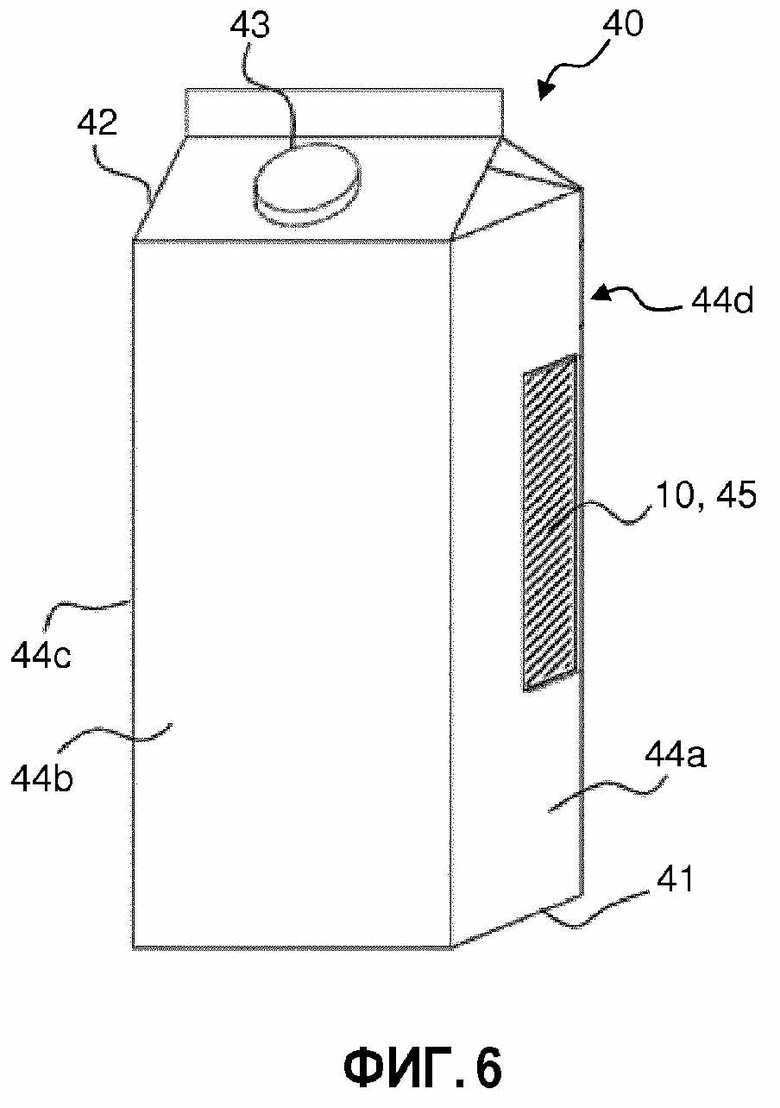
1. Способ изготовления ламинированного упаковочного материала (20), включающий этапы, при которых:
предоставляют слой (1) материала сердцевины из материала на основе волокна, имеющий внутреннюю сторону (3) и внешнюю сторону (5),
выполняют тиснение слоя (1) материала сердцевины для образования тисненых элементов (10), имеющих начальную высоту (d1), при этом тисненые элементы (10) выступают с внешней стороны (5) слоя (1) материала сердцевины для последующего образования тактильного рисунка на стороне упаковки (40), которая должна быть образована упаковочным материалом (20), и
ламинируют по меньшей мере один слой (24) на внутреннюю сторону (3) тисненого слоя (1) материала сердцевины, так что высота тисненых элементов (10) временно уменьшается до минимальной высоты (d2).
2. Способ по п. 1, в котором начальная высота (d1) тисненых элементов (10) сразу после тиснения находится в диапазоне 20-200 мкм, предпочтительно в диапазоне 50-200 мкм.
3. Способ по п. 1 или 2, в котором минимальная высота (d2) тисненых элементов (10) сразу после ламинирования находится в диапазоне 20-90% от высоты (d1) до ламинирования, предпочтительно в диапазоне 20-80%, более предпочтительно в диапазоне 30-60%, еще более предпочтительно в диапазоне 35-45%.
4. Способ по любому из предшествующих пунктов, в котором тиснение выполняют посредством размещения слоя (1) материала сердцевины между верхним штампом (12) и нижним штампом (14).
5. Способ по п. 4, в котором верхний штамп (12) предусмотрен в виде роликового верхнего штампа, а нижний штамп (14) предусмотрен в виде роликового нижнего штампа, а слой (1) материала сердцевины подается через зазор между роликами (12, 14).
6. Способ по любому из предшествующих пунктов, дополнительно включающий печать декоративного слоя на внешней стороне (5) слоя (1) материала сердцевины перед тиснением.
7. Способ по любому из предшествующих пунктов, дополнительно включающий ламинирование по меньшей мере одного слоя (22) на внешней стороне (5) слоя (1) материала сердцевины перед тиснением.
8. Способ по любому из пп. 1-6, дополнительно включающий ламинирование по меньшей мере одного слоя (22) на внешней стороне (5) слоя (1) материала сердцевины после тиснения.
9. Способ по любому из пп. 1-8, в котором по меньшей мере один слой (24) представляет собой многослойную структуру, содержащую по меньшей мере один слой (28) из полимерного материала, предназначенный для контакта с жидким пищевым продуктом, содержащимся в упаковке, защитный слой (26) для защиты от проникновения кислорода и слой (25) ламинирования из полимерного материала, причем слой (25) ламинирования ламинируют между защитным слоем (26) и слоем (1) материала сердцевины.
10. Ламинированный упаковочный материал (20), изготовленный способом согласно любому из пп. 1-9, содержащий:
слой (1) материала сердцевины из материала на основе волокна, имеющий внутреннюю сторону (3) и внешнюю сторону (5), причем слой (1) материала сердцевины имеет тисненые элементы (10), выступающие из внешней стороны (5) слоя (1) материала сердцевины, чтобы позже образовать тактильный рисунок на стороне упаковки (40), которая должна быть образована ламинированным упаковочным материалом (20), при этом внутренняя сторона (3) слоя материала сердцевины имеет только углубления и не имеет выступов,
по меньшей мере один внешний слой (22) из полимера, ламинированный на внешнюю сторону (5) слоя (1) материала сердцевины, и
многослойный структурный слой (24), содержащий по меньшей мере один слой (28) из полимерного материала, который должен контактировать с жидким пищевым продуктом, предназначенным для содержания в упаковке, защитный слой (26) для защиты от проникновения кислорода и слой (25) ламинирования из полимерного материала, ламинированный на внутренней стороне (3) слоя (1) материала сердцевины, причем слой (25) ламинирования ламинируется между защитным слоем (26) и слоем (1) материала сердечника, при этом
тисненые элементы (10), появляющиеся на ламинированном упаковочном материале (20), сплющиваются, чтобы иметь временно уменьшенную минимальную высоту (d2), и способны восстанавливать высоту за один или несколько этапов действия в течение по меньшей мере 0,1 с, выбранных из повышения температуры в упаковочном материале до 30-90°C и увеличения давления, действующего на внутреннюю сторону упаковочного материала, до избыточного давления от 0,5 до 1,2 бар, так что высота тисненых элементов (10) увеличивается относительно их минимальной высоты (d2) и тем самым обеспечивает заданный тактильный рисунок.
11. Ламинированный упаковочный материал по п. 10, в котором защитный слой представляет собой металлическую фольгу, такую как алюминиевая фольга.
12. Ламинированный упаковочный материал по любому из пп. 10, 11, дополнительно включающий слой печатного декора на внешней стороне (5) слоя (1) материала сердцевины, причем тисненые элементы выровнены с печатным декором.
13. Способ изготовления упаковки из упаковочного материала (20), имеющего тисненые элементы (10), чтобы впоследствии образовать тактильный рисунок на стороне упаковки (40), которая должна быть образована упаковочным материалом (20), при этом высота тисненых элементов (10) временно уменьшается до минимальной высоты (d2), причем способ включает этапы, при которых:
подают упаковочный материал (20) через наполнительную машину (30) и
формируют, заполняют и запечатывают упаковку (40), образованную по меньшей мере из части упаковочного материала, при этом способ дополнительно включает этапы, при которых повышают температуру упаковочного материала (20), влажность упаковочного материала (20) и/или давление, действующее на упаковочный материал (20), так что высота тисненых элементов (10) увеличивается относительно их минимальной высоты (d2).
14. Способ по п. 13, в котором повышение температуры упаковочного материала (20) выполняют так, что температура достигает 30-90°С.
15. Способ по любому из пп. 13, 14, в котором повышение давления, действующего на упаковочный материал (20), выполняют путем заполнения упаковки (40) жидким содержимым, так что жидкое содержимое оказывает давление на внутреннюю сторону упаковки (40).
16. Способ по любому из пп. 13-15, в котором упаковочный материал (20) изготавливают согласно любому из пп. 1-9.
17. Способ по п. 16, в котором высота (d3) тисненых элементов (10) окончательной упаковки (40) находится в диапазоне 50-90% от начальной высоты (d1), предпочтительно в диапазоне 60-90% и еще более предпочтительно в диапазоне 70-90%.
18. Упаковка (40), изготовленная способом согласно любому одному из пп. 13-17.
| US 6533884 B1, 18.03.2003 | |||
| US 2012103856 A1, 03.05.2012 | |||
| МНОГОСЛОЙНЫЙ ПРОДУКТ ИЗ ТОНКОЙ БУМАГИ, ПРЕОБРАЗУЮЩЕЕ БУМАГУ ПРИСПОСОБЛЕНИЕ ДЛЯ МНОГОСЛОЙНОГО ПРОДУКТА ИЗ ТОНКОЙ БУМАГИ И СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПРОДУКТА ИЗ ТОНКОЙ БУМАГИ | 2007 |
|
RU2448836C2 |
| ТРЕХМЕРНОЕ ТИСНЕНИЕ | 2007 |
|
RU2426649C1 |

