(54) УСТРОЙСТВО ДЛЯ .ОЧИСТКИ СВАРОЧНОЙ
Устройство относится к способам и устройствам для шлифования или полирования и предназначено для применения в сварочном производстве.
Известно устройство для очистки, сварочной проволоки l, содержащее секцию тонкой очистки,. секцию грубой очистки и неподвижные конические направлякидие. Секция грубой очистки выполнена в виде заполненной флюсом камеры, снабженной поджимной подпружиненной.крышкой и боковыми войлочно-резиновыми уплотнениями, при этом на входе и выходе секции расположены дополнительные направляющие, установленные с возможностью возвратно-поступательного перемещения в винтовых пазах приводных роликов.
Недостатком данного устройства является то, что не обеспечивается полная очистка проволоки по ее диаметру, возможны пропуски неочищенных мест при наличии даже небольших изгибов проволоки.
Известно также устройство для очистки изделий, например, перематываемой с одного барабана на другой .сварочной провол.оки внутренней по-. ПРОВОЛОКИ
верхностью врачающегося абразивного инструмента 2.
Инструмент выполнен в виде гильзы с конической полостью, заполненной абразивом и закрытой в верхней части крышкой, перемещающейся с помощью шарнирно закрепленных на гильзе рычагов, приводимых в движение центробежной силой, создаваемой на них
10 грузами. Грузы на зычагах выполнены подвижными.
Недостатком этого устройства является то, что силу прижатия крышки можно регулировать только скоростью
15 вращения гильзы, к тому же центробежные силы абразивного материала препятствуют этому, так как он, двигаясь по конической поверхности, отжимает крышку.
20
Наиболее близким к изобретению является устройство для очистки сварочной проволоки, в котором неподвижные абразивные инструменты закреплены на фланцах, свободно уста25новленных на осях устройства. Поджим абразивных инструментов к очищаемой проволоке осуществляется с помощью грузов, подвешенных на гибких тягах, 30 намотанных предварительно на cocejjние фланцы в противоположные стороны 3 .
Такое устройство не гарантирует полной очистки проволоки по ее диаметру , возможны пропуски неочищенных мест при наличии даже небольших изгибов проволоки. Поэтому в зависимости от диаметра очищаемой проволоки необходимо изменять массу груза для обеспечения заданного усилия прижима абразивного инструмента и скорость очистки ограничивается инерцией абразивного инструмента при прохождении участков проволоки с изгибЪм.
Целью настоящего изобретения является улучшение качества очистки проволоки и расширение диапазона диаметров очищаемой проволоки.
Для этого в устройстве для очистк сварочной проволоки, перематываемой с одного бухтодержателя на другой, механизм очистки выполнен в виде дву установленных вдоль оси проволоки и соединенных между собой муфтой, барабанов , в первом из которых абразивны материал помещен под давлением введенного в устройство поршня с пружиной, установленной с возможностью регулирования двумя поворотными эксцентриками , а второй имеет войлочные накладки на регулируемых упорах, при этом протяжной механизм снабжен на входе в первый барабан одной парой направляющих роликов, установленных свободно на вертикальной оси, и правильным механизмом, выполненным в виде трех неподвижных и двух поджимных роликов, смонтированных в общей, регулируемой посредством винта, обойме, а на выходе из второго барабана установлены тянущие ролики и укладчик.
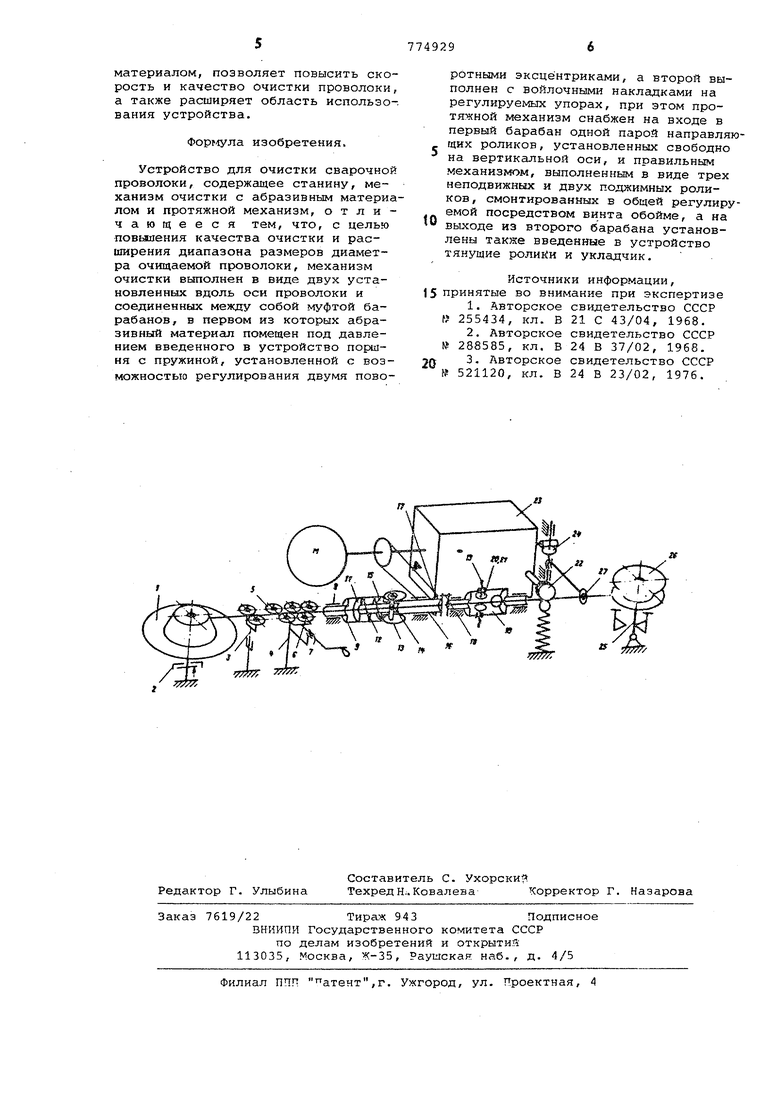
На чертеже показана приндипигипьная схема устройства для очистки сварочной проволоки.
Устройство имеет станину (не показана) ,на которой устанавливается бухтодержатель 1, имеющий регулируемый тормоз 2 для предохранения от самопроизвольного разматывания уложенной бухты.
Рядом с бухтодержателем 1 установлена одна пара направляющих роликов 3, свободно поворачивающихся вокруг вертикальной оси (не показано).
Далее устанавливается правильный механизм 4, состоящий из трех неподвижных роликов 5 и двух поджимных роликов 6, установленных в общей Обойме: Обойма с роликами б перемещается с помощью винта 7. Механизм ©чистки монтируется в опорах 8 и еэотоит из двух барабанов 9, 10.
Полость барабана 9 заполняется абразивным материалом, сжимаемым поршнем 11, свободно перемещающимся 1 барабане 9, и поджимается пружимеп 12.
Таким образом уплотняется абра зивный материал.
Пружина 12, регулируемая двумя поворачивающимися эксцентриками 13, соединенными пальцами 14 со штоком поршня 11, и с помощью поворота эксцентриков сжимается или освобождается пружина 12. Крышка 15 барабана 9 имеет вал 16, установленный в опоре 8, на конец которого одет шкив 17 ременной передачи. Соединение валов барабанов производится муфтой 18.
Второй барабан 10 механизма очистки имеет четыре резьбовых отверстия, расположенных попарно и перпендикулярно в диаметральных плоскостях В отверстия устанавливаются регулируемые упоры 19, на шайбах 20 которы закреплены войлочные накладки 21. За механизмом очистки установлены тянущие ролики 22 механизма подачи проволоки 23, представляющего собой трескоростной редуктор с приводом от электродвигателя. На корпусе редуктора монтируется укладчик 24 с приводом от последнего вала редуктора.
На станине устанавливается ось 25 с закрепленным на нем бухтодержателем 26, который может фиксироваться в вертикальном положении и с наклоном к вертикальной оси.
Работа устройства для очистки проволоки осуществляется следующим образом.
На бухтодержатель 1 укладывается проволока, очищается вручную два метра проволоки, затем заводят проволоку через направляющие ролики 3 между роликами 5 и 6 правильного механизма.
Поворачивая эксцентрики 13, сжимают пружину 12, освобождая в полости барабана 9 абразивный материал, вывинчивают упоры 19 и затем проталкивают проволоку через механизм очистки, на тянущие ролики 22 механима подача 23 и через отверстия 27 укладчика 24 на бухтодержатель 26. Ось 25 устанавливается вертикально при намотке кассет открытого типа и наклонно при намотке кассет закрытого типа. Закрепляют проволоку на кассете 26, поворачивают эксцентрики 13 и освобождают пружину 12, в результате чего происходит уплотнение абразивного состава. Завинчивают упоры 19 так, чтобы войлочные накладки прилегали к проволоке. После этого включают электродвигатель и производят очистку проволоки.
Устройство может быть использовано для передачи проволоки без о Гистки, очистка же может производиться только абразивным составом или войлочными накладками.
Применение вращающихся барабанов один из которых заполнен абразивным
материалом, позволяет повысить скорость и качество очистки проволоки, а также расширяет область использования устройства.
Форг1ула изобретения.
Устройство для очистки сварочной проволоки, содержащее станину, механизм очистки с абразивным материалом и протяжной механизм, отличающееся тем, что, с целью повьяиения качества очистки и расширения диапазона размеров диаметра очищаемой проволоки, механизм очистки выполнен в виде двух установленных вдоль оси проволоки и соединенных между собой муфтой барабанов, в первом из которых абразивный материал помещен под давлением введенного в устройство поршня с пружиной, установленной с возможностью регулирования двумя поворотными эксцентриками, а второй выполнен с войлочными накладками на регулируемых упорах, при этом протяжной механизм снабжен на входе в первый барабан одной парой направляющих роликов, установленных свободно на вертикальной оси, и правильным механизмом, выполненным в виде трех неподвижных и двух поджимных роликов, смонтированных в общей регулируемой посредством винта обойме, а на выходе из второго барабана установлены также введенные в устройство тянущие ролийи и укладчик.
Источники информации, 15 принятые во внимание при экспертизе
1.Авторское свидетельство СССР f 255434, кл. В 21 С 43/04, 1968.
2.Авторское свидетельство СССР № 288585, кл. В 24 В 37/02, 1968.
20 3. Авторское свидетельство СССР № 521120, кл. В 24 В 23/02, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия поперечной резки арматурной стали | 1980 |
|
SU903047A1 |
| Устройство для правки проволоки | 1977 |
|
SU665971A1 |
| Линия раскроя арматурной стали | 1982 |
|
SU1013137A1 |
| Устройство для намотки сварочной проволоки на катушку | 1982 |
|
SU1123754A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ОЧИСТКИ ЭЛЕКТРОДНОЙ | 1973 |
|
SU396223A1 |
| Правильно-отрезной автомат | 1983 |
|
SU1117109A1 |
| Устройство для очистки проволоки | 1987 |
|
SU1511079A1 |
| Устройство для механической очистки проволоки | 1980 |
|
SU884971A1 |
| Бухтосвертывающая машина | 1991 |
|
SU1797506A3 |
| ЛИНИЯ ДЛЯ ПРАВКИ СТЕРЖНЕЙ | 1994 |
|
RU2108883C1 |
