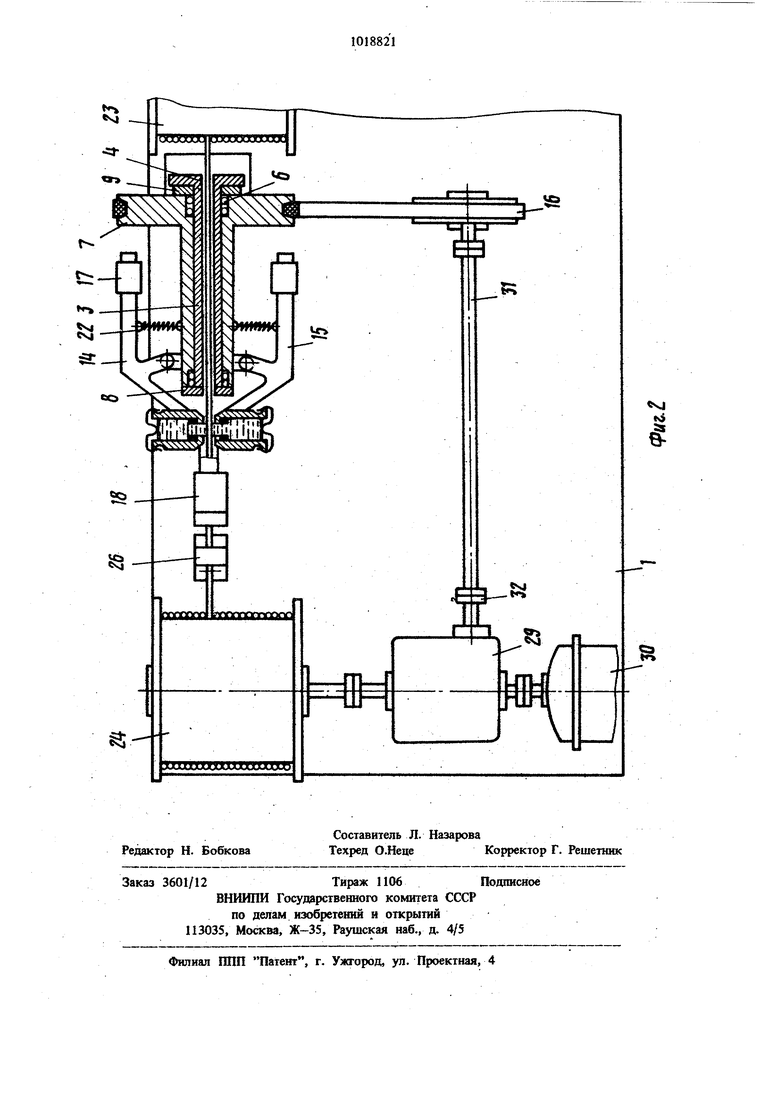
Фт Изобретение относится к оборудованию для механической очнсткн поверхности сварочной проволоки от окнсной пленки и ржавчины, и намотки ее в каччеты сварочных автоматов а также может быть использовано во всех областях промышленности, где применяется сварка с применением присадочной проволоки Известно устройство для очистки сварочной проволоки, которое содержит корпус, в который встроен вал, установленньш на подшипниках. На выходной шейке вала установлен приводной ипсив, а внутри вала (вдоль оси) имеется отверстие для прохождения сварочной проволоки. В цилиндрической части вала выполнены радиальш 1е отверстия, в которые установлены очистные инструменты, усилие давления которых на очищаемую поверхность проволоки регулируется винтами через пружины сжатия 1. Недостатком устройства является то, что оно не обеспечивает заданную чистоту обработки поверхности сварочной проволоки при различных скоростях прохождения ее через очистные инструменты. С увеличением прохождения скорости проволоки усилие давления очистных инструментов на проволоку не само регулируется, а остается постоянным, в связи с этим качество зачистки остается различным по длине проволоки. Это сказывается на качестве сварки, а также снижает производительность очистки проволоки. Наиболее близким к изобретению является устройство для механической очистки сварочной проволоки, содержащее корпус, очистной инструмент, установленный на подпружине1шом валу, выполненном в виде двуплечих рычагов на свободных .концах которых закреплены гру зь1, установленйых в плоскостях, параллельных продольной оси устройства и кинематически связанных со шкивом, размещенным на подщипниковой опоре, привод и барабан для намютки очищенной проволоки 2. Недостаток известного устройства в том, что величина усилия прижима инструмента к обрабатываекюй поверхности в процессе очистки с увеличением скорости прохождения щюволоки остается практически постоянной, а качество очищенной поверхности в связи с зтим изменяется. Качество очистки не самор гулируется. Устройство не обеспечивает высокое качество очистки при больишх скоростях Кроме того, устройство сложно конструктивно. Изготовление опор с запорами я шестерен .с профилированным зубом трудоемко и связано с технологическими трудностями. Цель изобретения - яовьпиение производит тельности и обеспечение заданной чистоты очистки при различных скоростях прохождения сварочной проволоки через очистные инструменты. Для достижения поставленной цели в устройстве для механической очистки сварочной проволоки, содержащем корпус, очистной инструмент, установленный на подпружиненном валу, выполненном в виде двуплечих рычагов, иа свободных концах которых закреплены грузы, установленных в плоскостях, параллельных продольной оси устройства и кинематически связанных со шкивом, размещенным на подшипниковой опоре, привод и барабан для намотки очищенной проволоки; вал вьшолнен в виде четырех двуплечих рычагов, установленных во взаимно перпендикулярных плоскостях и шарнирно закрепленных на конце малой ступени шкива, выполиенного двухступенчатым, большая ступень которого кинематически связана с приводом, который в свою очередь кинематически связан с барабаном для намотки очищенной проволоки. На фиг. 1- изображено устройство, вид сбоку; на фиг. 2 - то же, вид сверху, разрез. На основании 1 устройства установлена стойка 2, содержащая опору 3 в виде втулки со сквозным отверстием 4 (фиг. 2) для прохождения проволоки 5. На опоре 3 установ: лен на подшипниках 6 качения ступенчатый шкив 7, который закреплен на опорр с помощью фланцев 8 и 9. На конце малой ступени Ш шкива 7 с помош.ью шарниров 11 закреплены двуплечие рычаги 12-15, у которых на плечах со стороны большой ступени шкива и приводаого юмня 16 расположены передвижные грузы 17, а на противоположных плечах расположены магазины 18. Магазины 18 служат для закрепления заВдстного инструмента 19 и материала для обтирки проволоки. Плечи рычагов выполнены попарно равной длины и расположены во взаимно перпендикулярных плоскостях по отношению к проволоке. Инструмент 19 в магазинах 18 закрепляют с помощью упругого элемента 20 и наружного замка 21, Плечи рычагов 12-15, на которых установлены передвижные грузы 17 дополнительно, связаны с малой ступенью . 10 7 пружинами 22, отжимакпцимн рабочий инструмент от проволоки иа холостом ходу и в нерабочем состоянии устройства. На основании жестко установлены барабан 23 для загрузки проволоки, подлежащей очистке, и барабан 24 для намотки очищенной tipoволоки. По ходу движения сварочной проволоки 5, между магазинами 18 и i барабаном 24 на стойке 25 закреплена направляющая 26 сварочной проволоки. Магазины 18 вторичной очистки проволоки содержат .карманы 27 с о1снами для загрузки набивки 28 для обтирки проволоки после прохождения ее через зачистные инструменты. Барабан 24 кинематифски через ругелятор 29 связан с электродвигателем 30, от которого вращающий момент с помощью редуктора .29, вала 31 отбора мощности и ременной передачи 16 передается шкиву 7.
Устртйство работает следующим образом.
Очищаемую проволоку пропускают через отверстие 4, затем через ощ1стные инструменты 19 и обтирочный материал 28, а также через направляющую 26 и закрепляют на барабане 24. От электроп1жвода 30 через редуктор 29 соединительные МУФТЫ 32, вал 31 передается вращение с помощью ременной передачи 16 иосиву 7. После сообщения вращения шкиву 7 включается вращение ба ибана 24, т.е. сообщается движение проволоке 5. При вращении шкива 7 совместно с ним вращаются двуплечие рычага 12-15 с закрепленными на них с помощью магазинов 18 инструментами 19 и обтирочными материалами 28. Зачистнме инструменты ра.сположены последовательно и попарно во взаикою перпендикулярных плоскостях. Закрепление зачистного инструмента производят так, дао со стороны шкива 7 в мага- . ЗИНЫ устанавливают инстрз ент грубой очистки, а со стороны направляющей 26 устанавливают инструмент чистовой очистки. В карманы 27 набивают, например, отбеленную бяз смоченную ацетоном.
В процессе движения проволоки через инструменты производится вращение самых инструментов вокруг проволоки. Усилие прижания инструментов в процессе зачистки проволоки устанавливают с помощью передвижных грузов 17, для каждого конкретного диаметра пррвоЛоки. Изменения скорости движения проволоки,вызываемые сбоями в приводе, не отразятся на качестве зачистки проволоки. С уменьшением или увеличением вращения барабана 24 для намотки соответственно уменьшится или увеличится скорость вращения шкива 7, а также прижим рабочих Ш1струментов 19, вызываемый под действием центробежной силы от вращения передвижных грузов 17.
Предлагаемое устройство позволяет повысит чистоту обработки проволоки с до и выше. Благодаря двойной очистке (грубой и чистовой), а также одновременному обезжириванию проволоки устройство позволяет получить класс щероховатостя поверхности, проволоки без задиров, благод я этому снижена ее загрязненность. Кроме того, улучшен контакт проволоки с мундапуком при прохождении проволоки через мущцшук. Улучшение контакта дозволяет повысить долговечность мундаггука и сократить потери теплознергии.
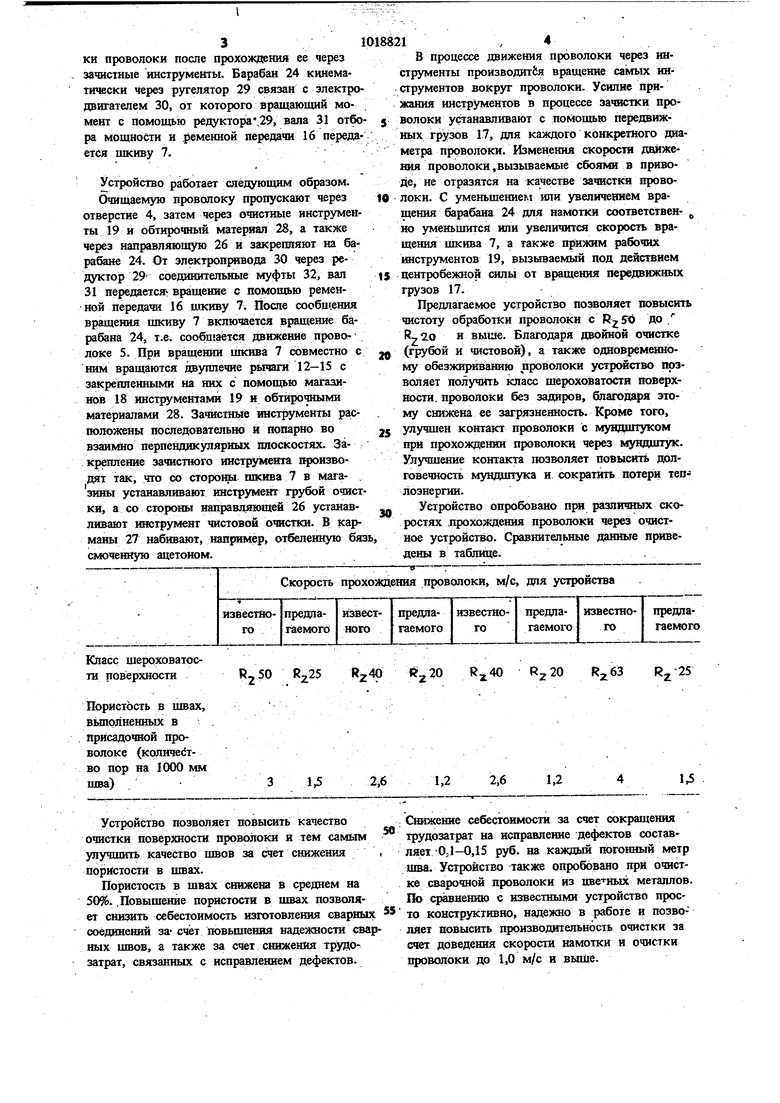
Устройство опробовано прт различных скоростях прохождения проволоки через очистное устройство. Сравнительные данные приведены в таблвде..
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для механической очистки сварочной проволоки | 1984 |
|
SU1260133A1 |
| Устройство для механической очистки сварочной проволоки | 1976 |
|
SU591294A1 |
| Устройство для очистки полосовой стали | 1986 |
|
SU1530271A1 |
| Устройство для очистки сварочной проволоки | 1978 |
|
SU774929A1 |
| Станок для очистки и намотки сварочной проволоки | 1976 |
|
SU732045A1 |
| СТАНОК ДЛЯ НАМОТКИ ПРОВОЛОКИ | 1995 |
|
RU2104101C1 |
| Устройство для непрерывной намотки на катушку нитеобразных материалов | 1974 |
|
SU691225A2 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ЗАЧИСТКИ ПОВЕРХНОСТЕЙ | 1991 |
|
RU2024334C1 |
| Устройство для очистки полосовой стали | 1980 |
|
SU887039A1 |
| Устройство для укладки проволоки в мотки | 1984 |
|
SU1196065A1 |
УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОЧИСТКИ СВАРОЧНОЙ ПЮВОЛОКИ, содержащее корпус, очистной инструмент, устаиовленньш на подпруязшеином валу, выполненном в виде двуплечих рычагов, на свободных концах которых закреплены грузы. установленных в плоскостях, параллепьных продольной оси устройства н кинемаяпескя связанных со шкивом, размещенным ita подшипниковой опоре,привод и барабан для намотки очищенной проволоки, о т л и Iчающееся тем, что, с целью повыиювия производительности н обеспечения за;щшой чистоты очистки при различных скоростях про сождсния сварочной вровопокя через очисткой инструмент, вал выполнен в виде четырех двуплефос рычагов, установленных во взаимно перпендикулярных плоскостях н iiraiHfflpHo закрепленных иа конце малой сту пени шкнва, выполненного двухаупаттым, большая ступень которого кин иатячески связана с пртшодом, который в свою очередь кинематически связан с барабаном для шпютки очищенной проволоки.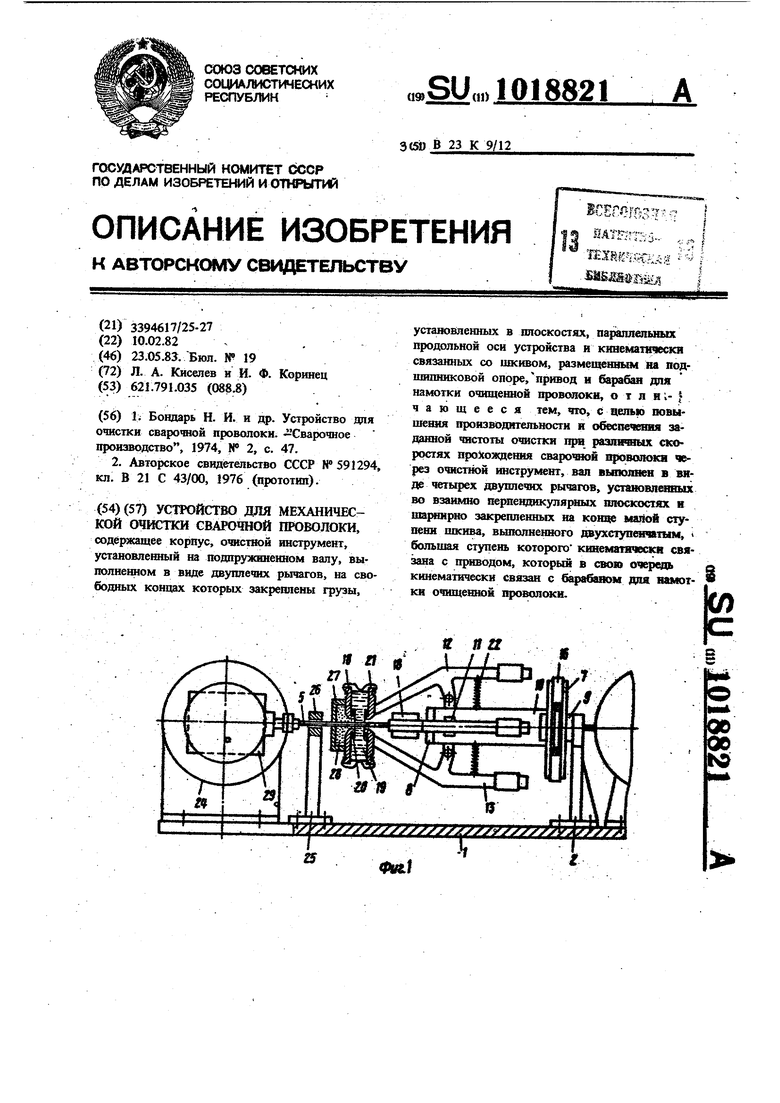
«2 50
1 Устройство позволяет повысить качество очистки поверхности проволоки и тем самым улучшить качество швов за счет снижения пористости в швах. Пористость в швах снижена в среднем на 50%. .Повышение пористости в швах позволяет снизить себестоимость изготовления сварны соединений за счёт повьштеняя надежности сва ных швов, а также за счет снижения трудозатрат, связанных с исправлением дефектов.
«2 20
«3,63
Rj,-25
1,5
1,2
2,6
1,2 Снижение себестоимости за счет сокращения трудозатрат на исправление дефектов составляе О,-0,15 руб. на каждый погонный метр шва. Устройство также опробовано при очистке сварочной проволоки из металлов. Ш сравнению с известными устройство просто конструктивно, надежно в работе и позволяет аовысить производительность очистки за счет доведения скорости намотки и очистки проволоки до 1,0 м/с и выше.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| И | |||
| и др | |||
| Устройство для очистки сваро шой проволоки | |||
| « -Сварочное производство, 1974, ff 2, с | |||
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для механической очистки сварочной проволоки | 1976 |
|
SU591294A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
