Техническое решение относится к способам, предназначенным для быстрого сброса порций стеклобоя с ленточного конвейера при обнаружении в стеклобое недопустимых металлических примесей, и может быть использовано в производстве стеклянной тары и листового стекла.
Любое массовое производство стеклянной тары и листового стекла связано с образованием на разных технологических стадиях собственного стеклобоя, который с помощью транспортного оборудования линий рециклинга возвращается в технологию варки стекла. Также в качестве вторичного сырья в технологии варки стекла используется и привозной стеклобой, в составе которого могут находиться недопустимые примеси цветных и черных металлов. Случайные металлические включения периодически наблюдаются и в собственном обратном стеклобое, непрерывно загружаемом в стекловаренную печь и транспортируемом к накопительным бункерам с участков инспекции и формования стеклотары, а также линий резки и раскроя листового стекла.
Обычно для удаления металлических включений из стеклобоя, транспортируемого с помощью ленточных конвейеров, используются подвесные магнитные плиты или ленточные магнитные сепараторы, предназначенные для извлечения из стекла черных металлов, и вихретоковые аппараты, применяемые для сепарации цветных металлов. Однако подобные аппараты преимущественно удаляют металлы с поверхности стеклобоя и часто не извлекают его из толщи (толщина стеклобоя на ленте может достигать 3-5 см), особенно, если транспортируются отходы листового стекла, отдельные фрагменты которого могут достигать 100-150 мм. Поэтому перед загрузкой стеклобоя в промежуточные бункеры или бункеры загрузчиков шихты в стекловаренную печь на конвейеры, транспортирующие стеклобой, устанавливаются металлодетекторы, фиксирующие неизвлеченный магнитными сепараторами металл. После металлодетекторов в таких случаях, как правило, на расстоянии трех-четырех метров по ходу движения стеклобоя устанавливаются плужковые сбрасыватели, которые постоянно не контактируют с лентой конвейера и приводятся в кратковременное рабочее состояние лишь для сброса с нее порции стеклобоя (или смеси шихты и стеклобоя), содержащей металлические включения.
Плужковые сбрасыватели хорошо использовать в условиях ограниченной высоты на участках переключения потоков шихты и стеклобоя (например, в надземных и подземных транспортных галереях или пространствах между строительными фермами, если там располагается конвейер). Различные модификации плужковых сбрасывателей, устанавливаемых на ленточных конвейерах, имеют либо неподвижно закрепленные, либо поворотные сбрасывающие элементы, управляемые электрическими или пневматическими приводами. В конструкциях с неподвижными плужками необходимый сброс транспортируемого материала осуществляется с помощью небольшой подъемно-опускной платформы, находящейся под лентой и прижимающей ленту к плужковому сбрасывателю снизу во время подъема. Для экстренного сброса материала с конвейера (например, при сбросе порции стеклобоя с металлическими примесями) в конструкциях с поворотными сбрасывающими плужками необходимо использовать пневматический привод поворота, так как его быстродействие выше, чем у аналогичных механизмов, оборудованных электроприводами.
Возможно использование и других механизмов, например, переключателей рукавных, но в этом случае для аварийного сброса материала необходимо один транспортирующий конвейер заменять двумя и на месте пересыпки материала с одного механизма на другой устанавливать переключатель потока, а это не всегда реализуемо, особенно из-за ограничений по высоте транспортных галерей. При этом выполнение операции экстренного сброса порции стеклобоя с металлическими примесями очень важно, так как недопустимое попадание металла в стекловаренную печь может привести к длительному загрязнению стекломассы и образованию в ней так называемой мошки (мелкие пузыри воздуха), приводящей к браку выпускаемой продукции.
Следует, однако, заметить, что большинство существующих способов разгрузки стеклобоя с ленточных конвейеров с помощью плужковых сбрасывателей не обеспечивает стопроцентной вероятности полного удаления порции стеклобоя, содержащей металлические включения. Обычно для изменения маршрута транспортирования и сброса сыпучего материала на другой конвейер или в бункер, предусматривают, что установка сбрасывающих ножей (плужков) в рабочее положение производится на чистую ленту конвейера до того момента, когда начинается транспортирование сыпучего материала. Если же перевод сбрасывающего ножа плужкового сбрасывателя в рабочее положение, обеспечивающее контакт его нижней кромки с лентой конвейера, производится не заранее, а в экстренном порядке, как это требуется при сбросе порции шихты и стеклобоя, загрязненного металлом, то возможно возникновение нештатных ситуаций. В этих ситуациях при опускании ножа плужкового сбрасывателя на ленту или при подъеме ленты до нижней кромки неподвижного ножа возможно попадание и заклинивание стеклобоя (особенно листового) между лентой и нижней кромкой ножа. Такое заклинивание, в свою очередь, приводит к торможению, а в некоторых случаях и прекращению скольжения сбрасываемого стеклобоя вдоль сбрасывающей поверхности ножа плужкового механизма в сторону бункера брака. Это обусловлено тем, что транспортируемые частицы стекла при контакте с зажатыми фрагментами стеклобоя (особенно это характерно для боя листового стекла) часто останавливаются и не перемещаются в сторону сброса. При таком торможении части сбрасываемого стеклобоя могут затормозиться и металлические включения, а учитывая то, что плужковый сбрасыватель опускается на ленту конвейера всего на несколько секунд, то после его подъема примеси металла, не сброшенные в бункер брака, могут транспортироваться дальше. Естественно, что они не будут удалены и попадут вместе с кондиционным стеклобоем в соответствующий расходный бункер.
Известен способ загрузки смеси шихты и стеклобоя в бункеры загрузчиков стекловаренной печи [1], в котором для изменения направления движения шихты и стеклобоя, транспортируемых ленточным конвейером, используется плужковый сбрасыватель, снабженный пневматическим приводом. Плужковый сбрасыватель также снабжен электромагнитным вибратором, передающим колебания сбрасывающему ножу, что предотвращает в процессе сброса материала с конвейера заклинивание отдельных частиц стеклобоя. Однако переключение данного механизма в рабочее положение производится в тот момент, когда на ленте конвейера отсутствует транспортируемый материал, а это исключает возможность попадания стеклобоя под сбрасывающий нож. Очевидно, что, если переключение плужкового сбрасывателя в этом способе будет производиться в момент транспортирования шихты и стеклобоя в зоне установки плужка, то заклинивание стеклобоя под сбрасывающим ножом становится весьма вероятным. Кроме того, в этом способе в процессе изменения направления транспортирования смеси шихты и стеклобоя не учитывается случайное попадание металла в стеклобой.
Наиболее близким техническим решением к заявляемому устройству является [2], способ экстренного сброса шихты и стеклобоя с ленточного конвейера с помощью плужкового сбрасывателя, включение которого и перевод его в рабочее положение осуществляется системой управления транспортным потоком по сигналу металлодетектора, фиксирующего наличие в отдельной порции материала металлических примесей. Плужковый сбрасыватель в данной линии устанавливается после металлодетектора на расстоянии нескольких метров по ходу движения ленты конвейера. В связи с тем, что плужковый сбрасыватель в подобной линии оснащается пневматическим приводом, перевод сбрасывающего ножа в рабочее положение осуществляется быстро (не более секунды), что исключает прохождение примесей под плужком в процессе его поворота. Это обусловлено тем, что при удалении сбрасывателя от металлодетектора на расстояние 3-4 м и скорости движения ленты 1 м/с (это наиболее часто используемая скорость) металлические примеси, зафиксированные металлодетектором, будут транспортироваться до плужкового сбрасывателя в течение не более 3-4 с. Но и в этом способе не исключается попадание отдельных фрагментов стекла (особенно листового) под сбрасывающий нож после перевода плужка в рабочее положение. Застрявшие под сбрасывающим ножом частицы стеклобоя могут удерживать металлические примеси (гайки, болты, шайбы и пр.), которые после подъема сбрасывающего ножа вместо бункера брака попадут в расходные бункеры загрузчиков шихты стекловаренной печи.
Решаемая задача - повышение эффективности сброса отдельной порции транспортируемого стеклобоя при обнаружении в ней металлических примесей.
Этот технический результат достигается тем, что в способе разгрузки транспортируемого стеклобоя с ленты конвейера, включающем транспортирование стеклобоя ленточным конвейером, определение наличия металлических примесей в стеклобое с помощью металлодетектора, выполненного в форме индукционной рамки, через которую проходит лента конвейера, сброс с ленты конвейера порции стеклобоя с обнаруженными металлическими примесями в бункер брака с помощью плужкового сбрасывателя, расположенного на расстоянии 3-4 м от металлодетектора по ходу движения ленты и оборудованного пневматическим приводом поворота, предназначенным для установки плужкового сбрасывателя в рабочее положение по сигналу металлодетектора, после плужкового сбрасывателя, расположенного на расстоянии 3-4 м от металлодетектора, установлен со смещением 0,2-0,3 м по ходу движения ленты дополнительный плужковый сбрасыватель, оборудованный пневматическим приводом поворота, причем поворот. дополнительного плужкового сбрасывателя и установка его в рабочее положение для сброса порции стеклобоя в бункер брака производится с задержкой времени 0,2-0,4 с после поворота и установки в рабочее положение плужкового сбрасывателя, расположенного на расстоянии 3-4 м от металлодетектора, при этом по завершении операции поворота и установки в рабочее положение дополнительного плужкового сбрасывателя плужковый сбрасыватель, расположенный на расстоянии 3-4 м от металлодетектора, с помощью пневмопривода поворота поднимается и переводится в свое исходное положение, не препятствующее транспортированию стеклобоя к дополнительному плужковому сбрасывателю, который через 3-5,5 с после окончания сигнала металлодетектора о наличии металлических примесей в транспортируемом стеклобое поднимается с помощью пневмопривода поворота и переводится в свое исходное положение.
Отличием данного технического решения от известного уровня техники является то, что сброс порции стеклобоя с металлическими примесями осуществляется дополнительным плужковым сбрасывателем. Это достигается за счет того, что предварительно на ленту в рабочее положение встает плужковый сбрасыватель, расположенный на расстоянии 3-4 м от металлодетектора по ходу движения ленты. Данный сбрасыватель на короткое время тормозит прохождение стеклобоя к дополнительному плужковому сбрасывателю, который с задержкой времени опускается на чистую ленту конвейера, свободную от стеклобоя. Подобный алгоритм работы двух плужковых сбрасывателей исключает заклинивание стеклобоя в дополнительном плужковом сбрасывателе и предусматривает возможность кратковременного (менее секунды) заклинивания стекла под ножом плужкового сбрасывателя, расположенного на расстоянии 3-4 м от металлодетектора.
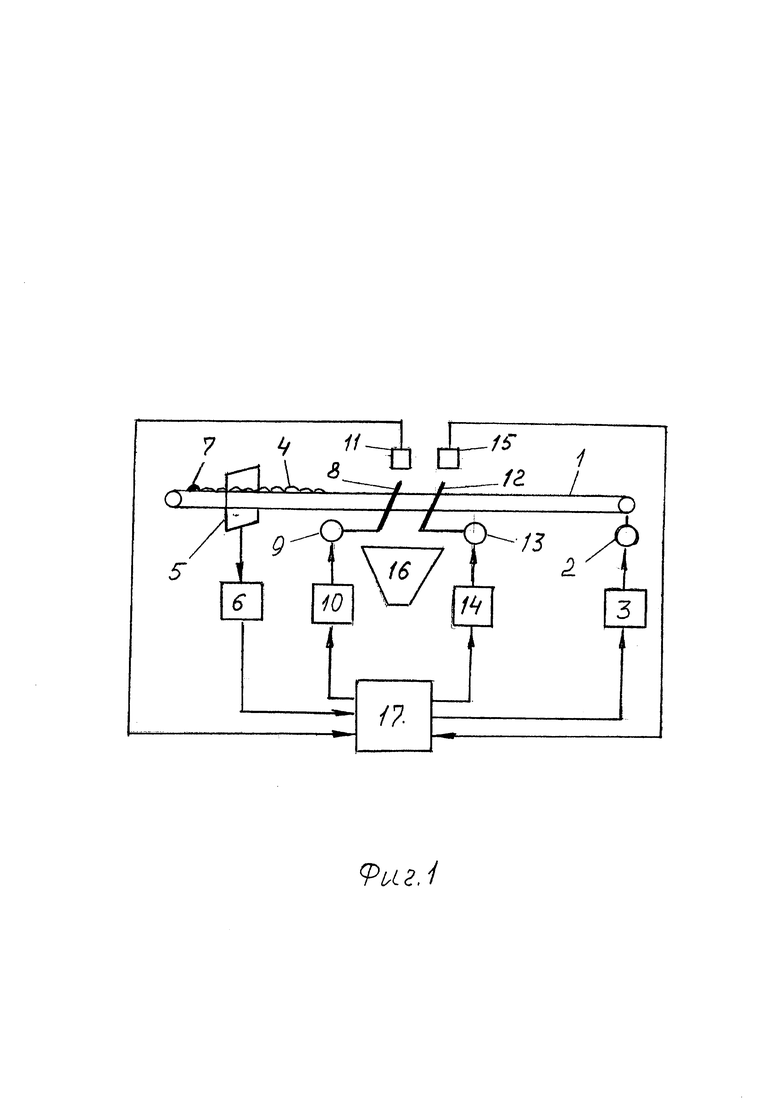
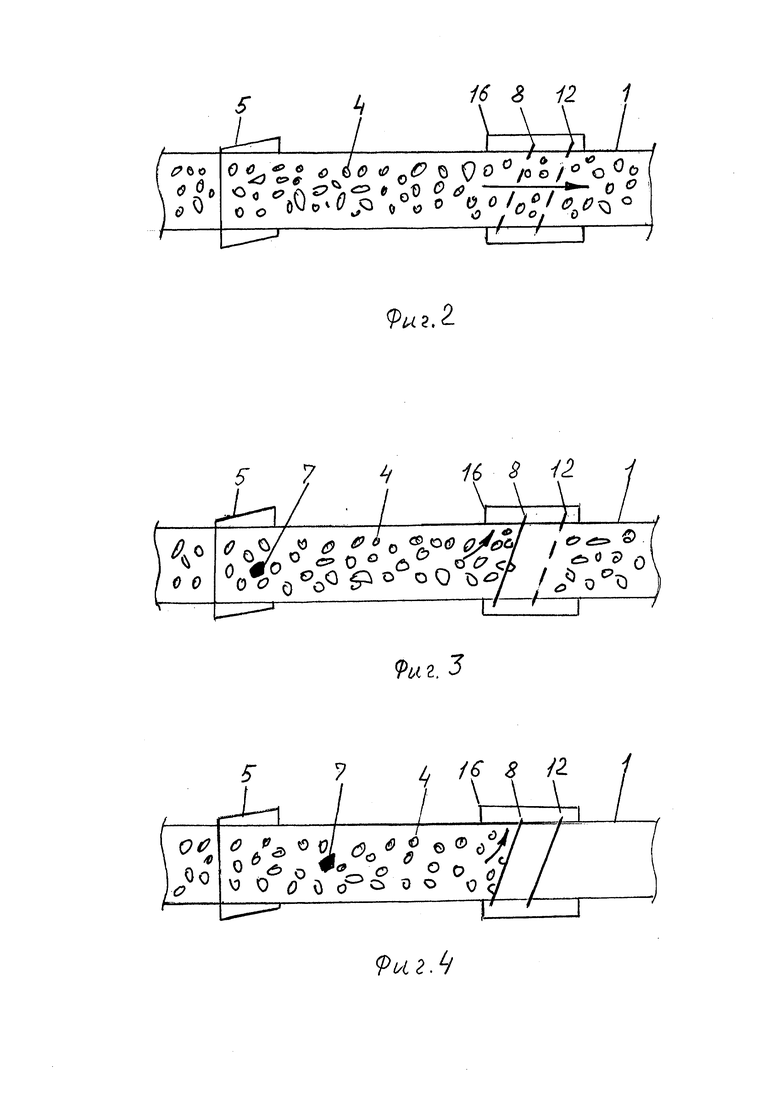
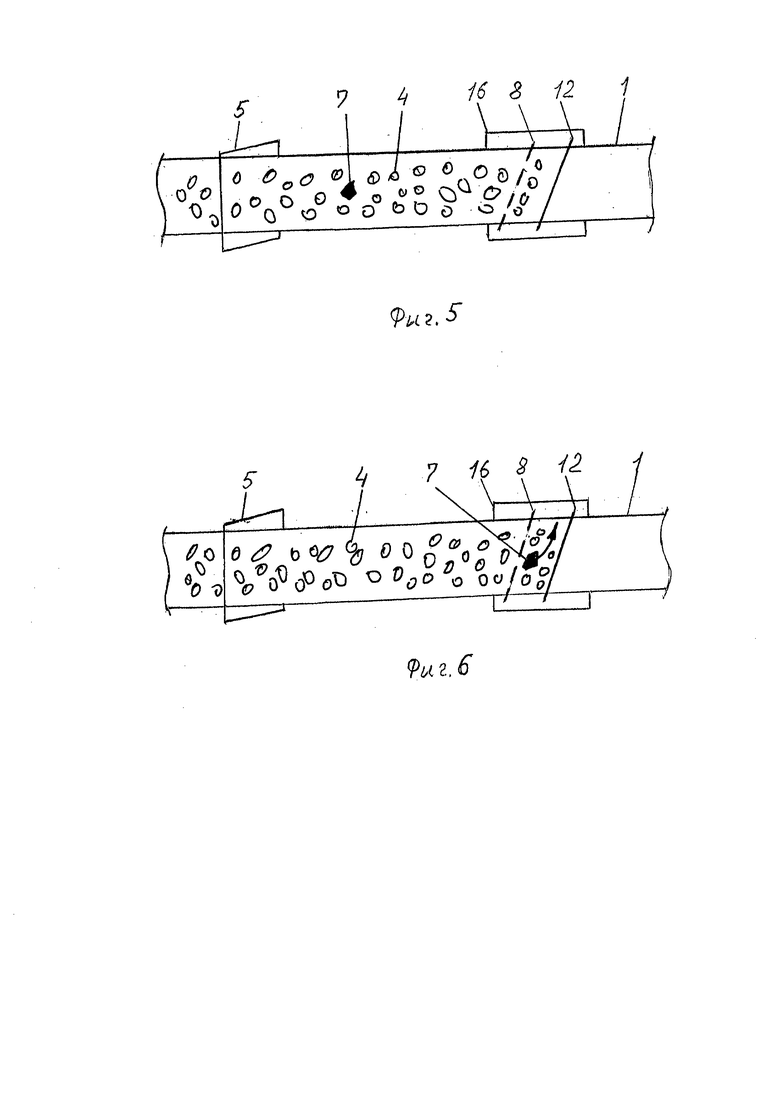
Способ разгрузки транспортируемого стеклобоя с ленты конвейера поясняется чертежами, на Фиг. 1 которых изображена система, реализующая данный способ; на Фиг. 2 - вид сверху на ленту конвейера с исходным (поднятым) положением обоих плужковых сбрасывателей; на Фиг. 3 - вид сверху на ленту конвейера с рабочим положением (опущен на ленту) плужкового сбрасывателя, расположенного на расстоянии 3-4 м от металлодетектора, и с исходным положением дополнительного плужкового сбрасывателя; на Фиг. 4 - вид сверху на ленту конвейера с рабочим положением обоих плужковых сбрасывателей; на Фиг. 5 - вид сверху на ленту конвейера при рабочем положении дополнительного плужкового сбрасывателя и поднятым положением плужкового сбрасывателя, расположенного на расстоянии 3-4 м от металлодетектора; на Фиг. 6 - вид сверху на ленту конвейера в процессе сброса порции стеклобоя с примесями металла.
Для понимания, в каком положении на виде сверху находятся плужковые сбрасыватели, принято следующее их изображение на Фиг. 2-6: пунктирная линия - плужковый сбрасыватель поднят над лентой; сплошная линия-плужковый сбрасыватель опущен на ленту.
Способ реализуется с помощью оборудования (Фиг. 1-6), которое содержит: ленточный конвейер 1 с электрическим приводом 2 и пускателем 3 управления, транспортирующий стеклобой 4; металлодетектор 5 с измерительным блоком 6, фиксирующим наличие металлических примесей 7 при прохождении ленты через индукционную рамку; плужковый сбрасыватель 8, расположенный на расстоянии 3 - 4 м от металлодетектора по ходу движения ленты и оборудованный пневматическим приводом поворота 9 с пускателем 10 и датчиком 11 рабочего положения; дополнительный плужковый сбрасыватель 12, оборудованный пневматическим приводом поворота 13 с пускателем 14, датчиком 15 рабочего положения, и находящийся на расстоянии 0,2-0,3 м от плужкового сбрасывателя 8 по ходу движения ленты; бункер 16 брака; систему 17 управления транспортным потоком стеклобоя. При этом ленточный конвейер 1 является частью транспортного потока, подающего стеклобой к стекловаренной печи (весь поток стеклобоя не показан). В качестве системы управления используется программируемый контроллер.
Работа данного оборудования осуществляется следующим образом. При транспортировании лентой конвейера 1 чистого (без посторонних включений) стеклобоя 4 металлодетектор 5 не фиксирует в нем наличие металлических примесей. Плужковые сбрасыватели 8 и 12 при этом подняты, а их ножи не контактируют с лентой конвейера, привод 2 которого включается системой управления 17 через пускатель 3, и не препятствуют прохождению стеклобоя (Фиг. 2).
Если через индукционную рамку металлодетектора 5 транспортируется стеклобой 4 с металлическими примесями 7 (Фиг. 3), то в измерительном блоке 6 металлодетектора генерируется сигнал, поступающий в систему 17 управления транспортным потоком стеклобоя. По сигналу этой системы формируется команда на включение пускателя 10 пневматического привода 9 поворота плужкового сбрасывателя 8, сбрасывающий нож которого опускается на ленту конвейера 1. При этом во время перевода плужкового сбрасывателя 8 в рабочее положение, которое фиксируется соответствующим датчиком 11, возможно заклинивание отдельных фрагментов стекла под сбрасывающим ножом. Такое заклинивание (особенно фрагментов листового стекла размером 100-150 мм) может привести к завалу и частичному торможению сброса стеклобоя, содержащего металлические примеси, и в конечном итоге не приведет к его сбросу в бункер 16 брака. А это означает, что после поднятия сбрасывающего ножа металлические примеси, задержанные образовавшимся завалом стеклобоя, могут транспортироваться дальше и попасть в стекловаренную печь.
Поэтому после срабатывания датчика 11 рабочего положения плужкового сбрасывателя 8 в системе 17 управления с задержкой времени в 0,2-0,4 с формируется команда на включение пускателя 14 пневматического привода поворота 13 плужкового сбрасывателя 12, расположенного на расстоянии 0,2-0,3 м от плужкового сбрасывателя 8 по ходу движения ленты. Расстояние 0,2-0,3 м между сбрасывающими ножами плужковых сбрасывателей 8, 12 выбирается из расчета, что отдельные фрагменты листового стекла, зажатые ножом плужкового сбрасывателя 8 могут иметь размер 100-150 мм, а иногда и более. Учитывая то, что после опускания поворота плужкового сбрасывателя 8 за ним походу движения ленты в первый момент остается стеклобой, необходим короткий отрезок времени для транспортирования его за зону расположения (по ходу движения ленты) плужкового сбрасывателя 12 и освобождения участка ленты в этой зоне от стеклобоя.
Скорость ленточных конвейеров, транспортирующих стеклобой или смесь шихты и стеклобоя обычно составляет 0,8-1,2 м/с. При скорости 0,8 м/с участок движущейся ленты на расстоянии 0,2-0,3 м освобождается от стеклобоя за время 0,25-0,38 с, а при скорости 1,2 м/с - за время 0,17-0,25 с. Поэтому выбран диапазон времени 0,2-0,4 с, за который при разных скоростях движения ленты участок ленты длиной 0,2-0,3 м гарантированно освобождается от стеклобоя. Подобная выдержка времени позволяет опускаться ножу плужкового сбрасывателя 12 на чистую (свободную от стеклобоя) ленту, что при дальнейшей его работе исключает попадание стеклобоя и металлических примесей под нижнюю кромку сбрасывающего ножа.
После того, как плужковый сбрасыватель 12 повернулся в рабочее положение, а его нож опустился на чистую ленту, срабатывает датчик 15 его рабочего положения (в это время, равное меньше секунды, оба плужковых сбрасывателя находятся в рабочем положении, Фиг. 4), сигнал с которого поступает в систему 17 управления. В след за этим в системе управления сразу же снимается команда на включение пускателя 10 пневматического привода 9 поворота плужкового сбрасывателя 8, который поднимается и встает в исходное положение (Фиг. 5). Порция стеклобоя с металлическими примесями транспортируется к плужковому сбрасывателю 12 и сбрасывается в бункер 16 брака (Фиг. 6). Время нахождения плужкового сбрасывателя 12 в рабочем положении составляет 3-5,5 с и определяется, исходя из расстояния плужкового сбрасывателя 12 от металлодетектора и скорости движения ленты конвейера 1.
При расстоянии плужкового сбрасывателя 12 от металлодетектора 5 равном (3-4 м + 0,2-0,3 м) и скорости движения ленты 0,8 м/с время транспортирования металлической примеси от металлодетектора до плужкового сбрасывателя 12 составляет 4-5,4 с, а при скорости движения ленты 1,2 м аналогичный диапазон времени равен 2,7-3,6 с. Общий диапазон времени транспортирования при разных скоростях ленты составляет в данном случае: (2,7-3,6)с-(4-5,4)с или 2,7-5,4с. Следовательно, как минимум, в течение этого времени после прохождения металлической примеси через индукционную рамку металлодетектора плужковый сбрасыватель 12 должен находиться в рабочем положении. Выбираем диапазон 3,0-5,5с, учитывающий возможные задержки в срабатывании датчиков, и пр.
По истечении этого времени, за которое обнаруженные металлические примеси в стеклобое дойдут до плужкового сбрасывателя 12 и будут направлены в бункер брака, снимается команда с пускателя 14 пневматического привода 13 плужкового сбрасывателя 12, который поднимается в исходное положение (Фиг. 2). Сброс стеклобоя в бункер брака прекращается и материал продолжает транспортироваться к стекловаренной печи.
Таким образом, реализация данного способа позволяет повысить эффективность удаления металлических примесей из транспортируемого стеклобоя за счет использования двух плужковых сбрасывателей, один из которых кратковременно тормозит прохождение стеклобоя для очистки ленты на отрезке, расположенном между двумя плужковыми сбрасывателями, а другой при повороте в рабочее положение опускается на ленту, свободную от стеклобоя.
Источники информации, на которые необходимо обратить внимание при экспертизе:
1. В.В. Ефременков. Способ загрузки смеси шихты и стеклобоя в бункеры загрузчиков стекловаренной печи. Патент РФ на изобретение №2698361, опубл. 26.08.2019 Бюл. №24.
2. Ефременков В.В. Особенности проектирования линий транспортирования стекольной шихты // Стекло и керамика - 2010 - №12 - С. 3-6.
Способ включает в себя транспортирование стеклобоя ленточным конвейером, лента которого проходит через индукционную рамку металлодетектора, фиксирующего наличие металлических примесей в стеклобое. На расстоянии от металлодетектора установлен первый плужковый сбрасыватель с пневматическим приводом поворота в рабочее положение, а на расстоянии от него установлен второй плужковый сбрасыватель с пневматическим приводом поворота. Оба плужковых сбрасывателя в исходном положении подняты над лентой конвейера. При обнаружении металлодетектором металлических примесей в стеклобое первый плужковый сбрасыватель опускается на ленту и кратковременно задерживает стеклобой. После этого участок ленты между первым и вторым плужковым сбрасывателем очищается от стеклобоя и на него опускается второй плужковый сбрасыватель. Первый плужковый сбрасыватель поднимается в исходное положение, а сброс порции стеклобоя с металлическими примесями в бункер брака осуществляется вторым плужковым сбрасывателем. Повышается эффективность сброса с ленты конвейера порции транспортируемого в стекловаренную печь стеклобоя. 6 ил.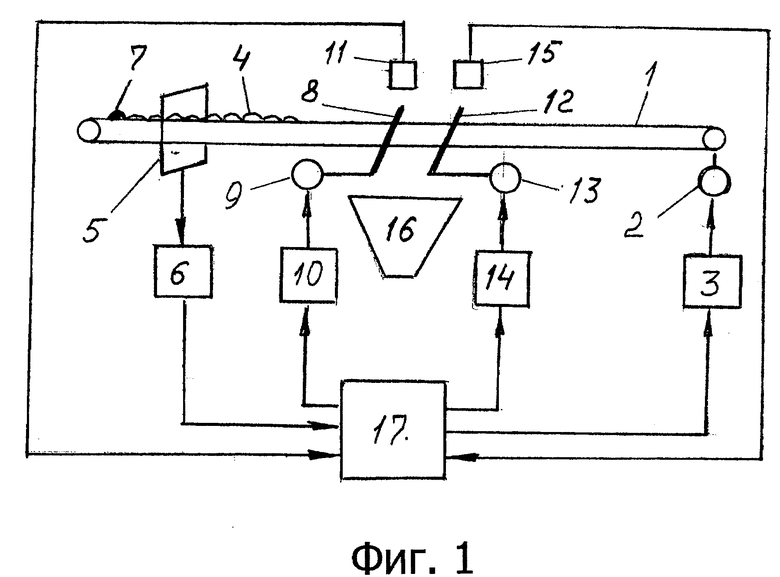
Способ разгрузки транспортируемого стеклобоя с ленты конвейера, включающий транспортирование стеклобоя ленточным конвейером, определение наличия металлических примесей в стеклобое с помощью металлодетектора, выполненного в форме индукционной рамки, через которую проходит лента конвейера, сброс с ленты конвейера порции стеклобоя с обнаруженными металлическими примесями в бункер брака с помощью плужкового сбрасывателя, расположенного на расстоянии 3-4 м от металлодетектора по ходу движения ленты и оборудованного пневматическим приводом поворота, предназначенным для установки плужкового сбрасывателя в рабочее положение по сигналу металлодетектора, отличающийся тем, что после плужкового сбрасывателя, расположенного на расстоянии 3-4 м от металлодетектора, установлен со смещением 0,2-0,3 м по ходу движения ленты дополнительный плужковый сбрасыватель, оборудованный пневматическим приводом поворота, причем поворот дополнительного плужкового сбрасывателя и установка его в рабочее положение для сброса порции стеклобоя в бункер брака производится с задержкой времени 0,2-0,4 с после поворота и установки в рабочее положение плужкового сбрасывателя, расположенного на расстоянии 3-4 м от металлодетектора, при этом по завершении операции поворота и установки в рабочее положение дополнительного плужкового сбрасывателя плужковый сбрасыватель, расположенный на расстоянии 3-4 м от металлодетектора, с помощью пневмопривода поворота поднимается и переводится в свое исходное положение, не препятствующее транспортированию стеклобоя к дополнительному плужковому сбрасывателю, который через 3-5,5 с после окончания сигнала металлодетектора о наличии металлических примесей в транспортируемом стеклобое поднимается с помощью пневмопривода поворота и переводится в свое исходное положение.
| СПОСОБ ЗАГРУЗКИ СМЕСИ ШИХТЫ И СТЕКЛОБОЯ В БУНКЕРЫ ЗАГРУЗЧИКОВ СТЕКЛОВАРЕННОЙ ПЕЧИ | 2019 |
|
RU2698361C1 |
| 0 |
|
SU188780A1 | |
| УСТРОЙСТВО ДЛЯ ЗАПОЛНЕНИЯ ЖЕЛЕЗНОДОРОЖНОГО СОСТАВА НАСЫПНЫМ ГРУЗОМ | 1997 |
|
RU2137697C1 |
| Устройство для управления плужковыми сбрасывателями | 1980 |
|
SU899427A1 |
| CN 201447222 U, 05.05.2010. | |||

