Техническое решение относится к способам загрузки шихты и стеклобоя в бункеры загрузчиков стекловаренной печи и может быть использовано в стекольной и других отраслях промышленности.
Любое производство, связанное с добычей, переработкой и хранением различных сыпучих и мелкокусковых материалов, обычно связано с большим объемом технологических операций, при выполнении которых требуется изменение направления транспортных потоков обрабатываемого сырья. Например, в составных цехах заводов по производству стеклянной тары и листового стекла для приготовления шихты, используются от семи до десяти сырьевых компонентов, которые после разгрузки и, если требуется, обработки направляются в силосные банки и промежуточные бункеры весовых линий. После дозирования и смешивания этих компонентов полученная стекольная шихта смешивается со стеклобоем и направляется к бункерам загрузчиков стекловаренной печи. Причем дозированная подача стеклобоя на транспортируемую с помощью ленточных конвейеров шихту и образование с ней смеси в виде так называемого «слоеного пирога» может осуществляться как в дозировочно-смесительном отделении, так и в цехе выработки изделий из стекла. Однако учитывая то, что технологические позиции дозированной выгрузки шихты и стеклобоя на ленточные конвейеры обычно находятся в разных местах, часто разнесенных друг от друга на десятки метров, возникают транспортные запаздывания. Следствием этих запаздываний может быть неравномерная подача стеклобоя на шихту, при которой во время транспортирования смеси шихты и стеклобоя возникают «хвосты», состоящие только из шихты, или только из стеклобоя. Подобные «хвосты» могут появляться и в случаях изменении насыпной плотности, гранулометрического состава и влажности стеклобоя, когда при заданной производительности дозирующего оборудования снижается или увеличивается скорость и время выгрузки стеклобоя на шихту. Существуют также и такие технологические ситуации, возникающие при ремонте оборудования дозировочно-смесительных линий, когда к бункерам загрузчиков шихты стекловаренной печи в течение некоторого времени подается только один стеклобой. Неравномерность такой подачи в свою очередь уменьшает однородность получаемой сырьевой смеси и снижает стабильность и эффективность ее последующего плавления в стекловаренной печи.
Обычно изменение направления транспортирования стекольной шихты и подачи ее в бункеры загрузчиков стекловаренных печей производится с помощью многопозиционных переключателей потоков сырьевых материалов, различных шиберных и секторных затворов, реверсивных конвейеров-челноков, а также плужковых сбрасывателей и других механизмов, часто требующих определенных архитектурно-строительных и технологических условий для взаимной компоновки транспортных механизмов. При этом для выполнения операции пересыпки сырьевых материалов с одного механизма на другой или для распределения транспортируемого сырья по нескольким накопительным и промежуточным бункерам необходим определенный перепад высот, обеспечивающий на позициях установки указанного оборудования оптимальные углы наклона переходных патрубков. Если же подобный перепад высот отсутствует (такие ситуации возникают, как правило, при реконструкции действующих предприятий), то изменение направления транспортирования смеси шихты и стеклобоя проще всего реализовать с помощью плужковых сбрасывателей, устанавливаемых над транспортерными лентами или встраиваемых непосредственно в конструкцию конвейеров.
Следует однако отметить, что при использовании плужковых сбрасывателей, предназначенных для сброса с ленточных транспортеров сыпучих и мелкокусковых материалов, тоже существуют определенные проблемы, связанные, например, с заклиниванием отдельных фрагментов сырья между сбрасывающими ножами плужков и лентами. Особенно такая проблема актуальна при транспортировании смеси шихты и стеклобоя, в составе которого почти всегда присутствует большое количество остроугольных частиц разного размера. Такие частицы при заклинивании приводят не только к повреждению нижних кромок ножей, выполненных из толстой резины или других эластичных материалов, но и к порезам ленты конвейера, что существенно снижает срок эксплуатации транспортного оборудования и требует дополнительной профилактики и текущих ремонтов. Поэтому при выборе конструкции плужковых сбрасывателей и их применении в линиях транспортирования и сброса шихты и стеклобоя в бункеры загрузчиков стекольной шихты необходимо учитывать все отмеченные факторы. Важно при этом оптимизировать не только конструктивные решения, но и способы подачи сырья в данные бункеры с помощью модернизированных плужковых сбрасывателей.
Известен способ загрузки сыпучего материала в емкости [1], в котором сыпучий материал, транспортируемый ленточным конвейером, подают в несколько последовательно установленных емкостей с помощью плужковых сбрасывателей, связанных с системой контроля и регулирования заполнения емкостей. Загрузка емкостей в данном способе осуществляется в направлении обратном направлению подачи материала, причем каждую предыдущую емкость догружают оставшимся на ленте конвейера материалом при одновременной загрузке следующего бункера. Такой способ повышает производительность загрузки бункеров и может использоваться при подаче хорошо сыпучих материалов в несколько накопительных емкостей. Недостатком же такого способа является то, что в нем не предусматривается возможность одновременного транспортирования ленточным конвейером, оснащенным плужковыми сбрасывателями, сыпучего материала (шихты) и мелкокускового материала (стеклобоя), содержащего большое количество остроугольных фрагментов.
Наиболее близким техническим решением к заявляемому является способ послойной загрузки шихты и стеклобоя на ленту конвейера и сброс этих материалов в бункеры загрузчиков стекловаренной печи с помощью плужковых сбрасывателей [2]. Транспортно-технологическая линия, реализующая данный способ загрузки, содержит: весовой дозатор шихты; ленточный ковшовый элеватор; выгружающий шихту на ленточный конвейер; дозатор стеклобоя, выгружающий стеклобой на слой транспортируемой шихты; и плужковые сбрасыватели, загружающие смесь шихты и стеклобоя в промежуточный бункер и бункеры загрузчиков стекловаренной печи. Преимуществом данного способа является то, что при послойной дозированной подаче шихты и стеклобоя на транспортирующий конвейер происходит предварительное образование смеси этих материалов. А более однородная смесь шихты и стеклобоя приводит в дальнейшем к более эффективной варке стекла с образованием гомогенной стекломассы. Но поскольку в данном способе не учитываются транспортные запаздывания транспортируемых материалов, связанные с изменением их физико-технических характеристик (влажность, гранулометрический состав, соотношение шихта/стеклобой), возникают ситуации раздельного прохождения через плужковые сбрасыватели сыпучей шихты и мелкокускового стеклобоя. При этом эластичные накладки, прикрепляемые к сбрасывающим ножам плужковых сбрасывателей, быстро изнашиваются (особенно при сбросе только одного стеклобоя без шихты). Это в свою очередь приводит к частичному прохождению транспортируемого материала через зазор, образующийся между нижней кромкой сбрасывающего ножа и лентой конвейера, и нарушает заданное соотношение шихта/стеклобой для каждого из загружаемых бункеров. Кроме того, при заданном увеличении количества стеклобоя в шихте или повышении ее влажности нарушается стабильность работы плужковых сбрасывателей, так как их работа не адаптируется к изменяющимся характеристикам сбрасываемого материала.
Решаемая задача - повышение эффективности загрузки смеси шихты и стеклобоя в бункеры загрузчиков стекловаренной печи при изменяющихся физико-технических характеристиках транспортируемых материалов и увеличение службы сбрасывающих механизмов и ленточных конвейеров, оборудованных плужковыми сбрасывателями.
Этот технический результат достигается тем, что в способе загрузки смеси шихты и стеклобоя в бункеры загрузчиков стекловаренной печи, включающем измерение уровня смеси в бункерах загрузчиков и при снижении этого уровня ниже допустимого послойную дозированную подачу шихты и стеклобоя на транспортирующий конвейер с образованием на нем смеси этих материалов, а также загрузку смеси шихты и стеклобоя в бункеры загрузчиков с помощью плужковых сбрасывателей, осуществляющих поочередный сброс ее с транспортирующего конвейера в бункеры загрузчиков с пониженным уровнем смеси, дополнительно контролируют совместное и раздельное транспортирование шихты и стеклобоя в зонах установки плужковых сбрасывателей, а сброс шихты и стеклобоя осуществляют с помощью плужковых сбрасывателей, оснащенных горизонтальными подвижными платформами, расположенными под лентой транспортирующего конвейера в зоне установки плужковых сбрасывателей, неподвижные сбрасывающие ножи которых оборудованы электромагнитными вибраторами. При этом, если плужковый сбрасыватель осуществляет сброс смеси шихты и стеклобоя, то с помощью блока регулирования напряжения задают среднее значение амплитуды колебаний электромагнитного вибратора, а если плужковый сбрасыватель осуществляет сброс только шихты, или только стеклобоя, то, соответственно, либо уменьшают амплитуду колебаний электромагнитного вибратора ниже ее среднего значения, либо увеличивают ее до максимально возможной величины, причем изменение амплитуды колебаний электромагнитного вибратора, выполняемое после контроля совместного или раздельного транспортирования шихты и стеклобоя, производят через время транспортного запаздывания, равного времени транспортирования шихты и стеклобоя от позиции дозирования стеклобоя до соответствующего плужкового сбрасывателя.
Преимуществом предлагаемого способа загрузки смеси шихты и стеклобоя в бункеры загрузчиков стекловаренной печи от известного уровня техники является контролирование совместного или раздельного прохождения шихты и стеклобоя через позиции установки плужковых сбрасывателей. Подобный контроль позволяет изменять режим работы плужкового сбрасывателя и адаптировать этот режим к изменяющимся физико-техническим характеристикам транспортируемого материала.
Другим преимуществом является использование плужкового сбрасывателя, оснащенного электромагнитным вибратором, амплитуда колебаний которого может варьироваться с помощью регулирующего блока по командам системы управления. При транспортировании смеси шихты и стеклобоя выбирается среднее значение амплитуды, а при транспортировании только шихты или только стеклобоя амплитуда колебаний электромагнитного вибратора, установленного на плужковом сбрасывателе, либо уменьшается, либо соответственно увеличивается. Причем среднее значение амплитуды можно также изменять в зависимости от соотношения шихта/стеклобой.
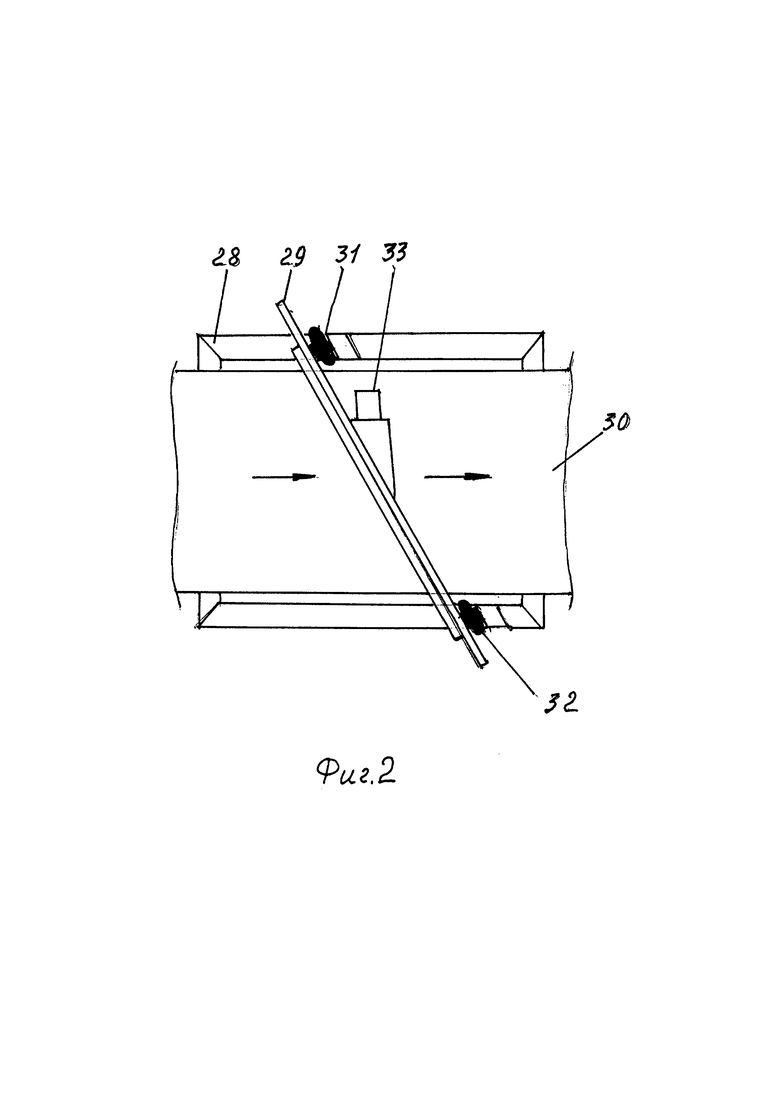
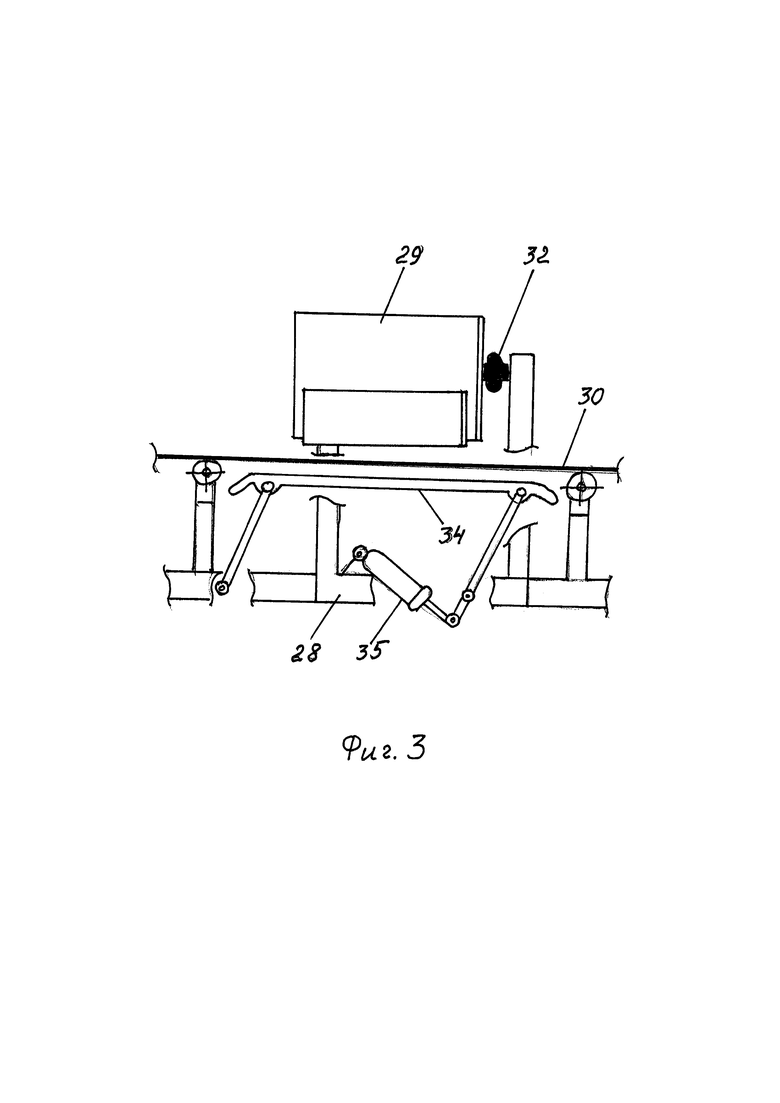
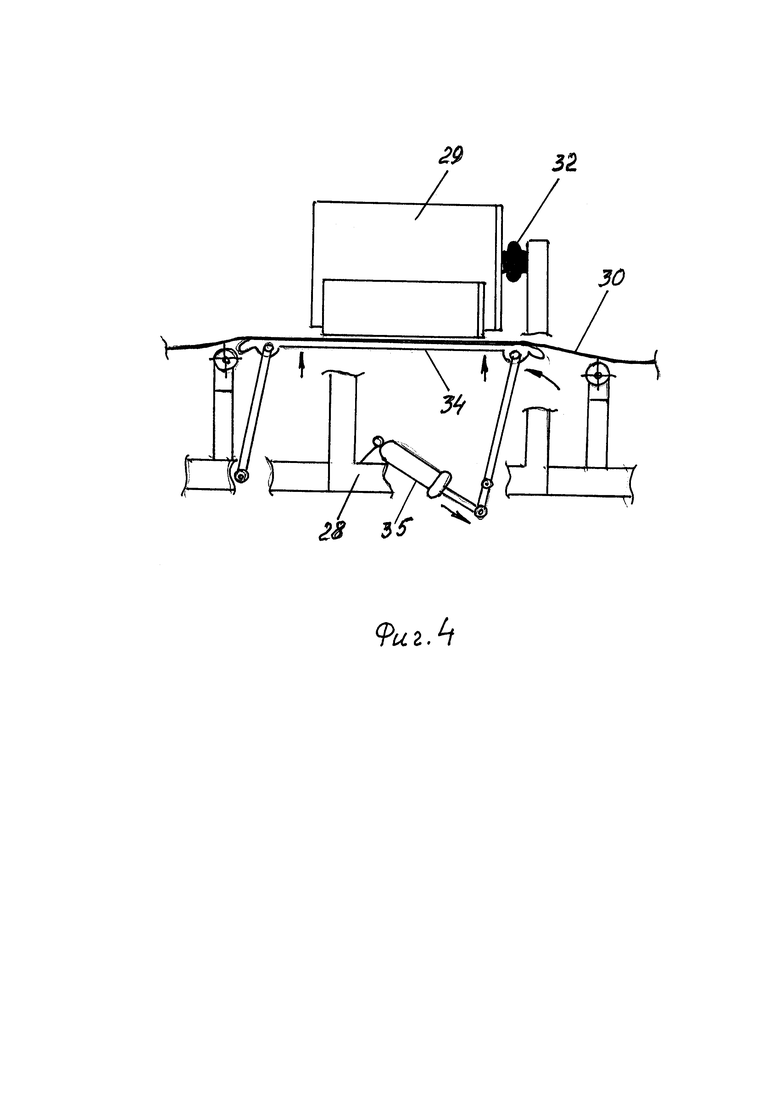
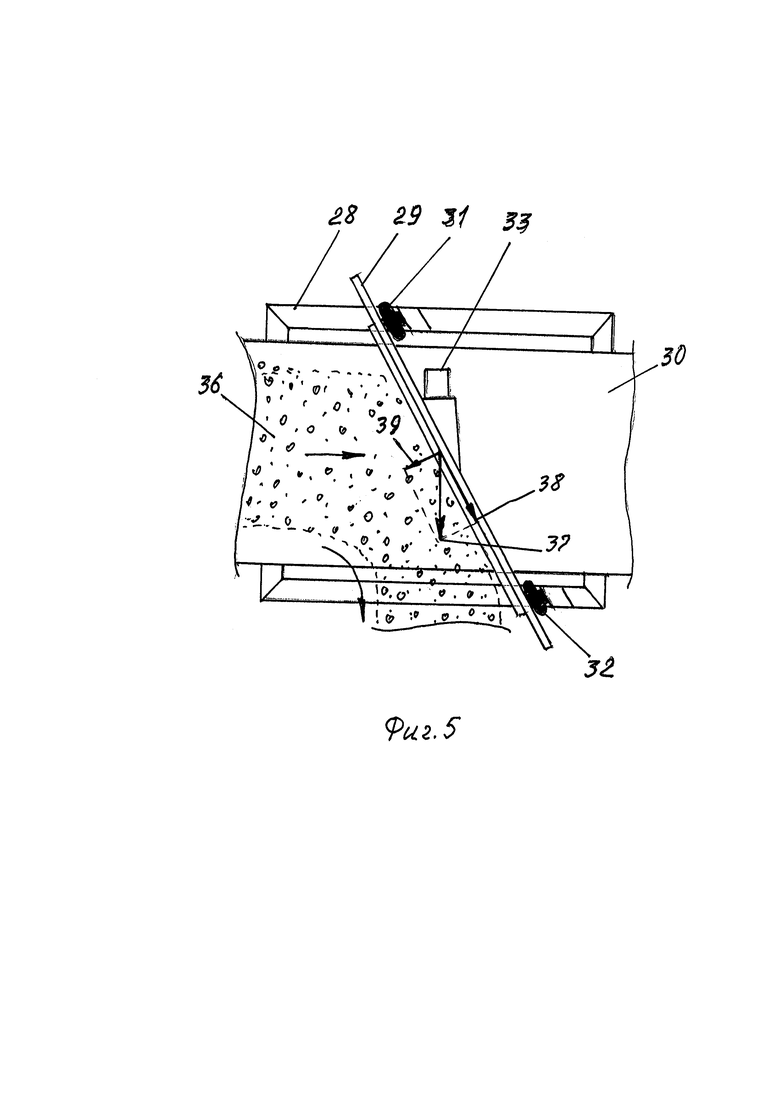
Реализация способа поясняется чертежами, на Фиг. 1 которых показана общая схема управления линией загрузки смеси шихты и стеклобоя в бункеры загрузчиков шихты регенеративной стекловаренной печи с подковообразным направлением пламени; на Фиг. 2 изображен вид сверху на плужковый сбрасыватель в исходном положении; на Фиг. 3 - вид сбоку на плужковый сбрасыватель в исходном положении; на Фиг. 4 - вид сбоку на плужковый сбрасыватель в рабочем положении сброса транспортируемого материала с ленты конвейера; на Фиг. 5 - вид сверху на плужковый сбрасыватель в рабочем положении сброса транспортируемого материала с ленты конвейера.
Следует отметить, что в схемах загрузки смеси шихты и стеклобоя в бункеры регенеративных стекловаренных печей с поперечным направлением пламени количество плужковых сбрасывателей, поочередно сбрасывающих смесь в бункеры, обычно варьируется от одного до четырех. Поскольку принцип работы подобных линий с несколькими последовательно установленными плужковыми сбрасывателями аналогичен работе линии с одним сбрасывателем, рассмотрим работу линии, содержащей только один сбрасывающий механизм и два бункера загрузчиков шихты.
Схема технологической линии (Фиг. 1), поясняющая способ управления загрузкой смеси шихты и стеклобоя в бункеры загрузчиков стекловаренной печи, содержит: стекловаренную печь 1; первый бункер 2 загрузчика 3 шихты; второй бункер 4 загрузчика 5 шихты; датчики 6, 7 верхнего и нижнего уровня шихты в первом бункере 2 загрузчика; датчики 8, 9 верхнего и нижнего уровня шихты в бункере 4 загрузчика; ленточный конвейер 10 подачи шихты и стеклобоя с приводом (не показан); блок 11 управления приводом ленточного конвейера 10; плужковый сбрасыватель 12 с приводом подъема горизонтальной платформы и электромагнитным вибратором (не показаны на схеме); блок 13 управления приводом подъема горизонтальной платформы; блок 14 управления электромагнитным вибратором; бункер 15 стеклобоя; тензометрический весовой дозатор 16 стеклобоя с вибрационным питателем 17 разгрузки стеклобоя; блок 18 управления вибрационным питателем 17 разгрузки стеклобоя из весового дозатоа 16; преобразователь 19 сигналов с тензометрических датчиков веса (не показаны) весового дозатора 16; смеситель 20 стекольной шихты; весовой приемный бункер 21 шихты, выгружаемой из смесителя 20; вибрационный питатель 22 разгрузки шихты из весового приемного бункера 21; блок 23 управления вибрационным питателем 22 разгрузки шихты; преобразователь 24 сигналов с тензометрических датчиков веса (не показаны) весового приемного бункера 21; ленточный ковшовый элеватор 25 с приводом (не показан); блок 26 управления приводом ленточного ковшового элеватора 25, загружающего шихту на ленточный конвейер 10 подачи шихты и стеклобоя к бункерам 2, 4 загрузчиков; микропроцессорный блок 27 управления линией загрузки смеси шихты и стеклобоя в бункеры загрузчиков стекловаренной печи.
Плужковый сбрасыватель 12 (Фиг. 2, 3) содержит: опорную раму 28; неподвижный сбрасывающий нож 29, располагающийся горизонтально над лентой 30 конвейера; виброизоляторы 31, 32, с помощью которых неподвижный сбрасывающий нож 29 прикреплен к кронштейнам опорной рамы 28; электромагнитный вибратор 33, установленный на задней (не контактирующей с материалом) стороне неподвижного сбрасывающего ножа; и подвижнуюную горизонтальную платформу 34 с пневматическим приводом 35 подъема. При подъеме подвижной горизонтальной платформы 34 лента 30 конвейера прижимается к нижней кромке неподвижного сбрасывающего ножа 29 и транспортируемый материал 36 (Фиг. 3, 4) сбрасывается в сторону действия результирующей силы 37, формирующейся от колебаний электромагнитного вибратора. Одна из составляющих 38 результирующей силы способствует перемещению сбрасываемого материала вдоль неподвижного сбрасывающего ножа, а другая составляющая 39 уменьшает силу трения смеси шихты и стеклобоя с поверхностью неподвижного сбрасывающего ножа.
Линия, реализующая данный способ, работает следующим образом. После приготовления стекольной шихты в смесителе 20 (Фиг. 1) шихта по команде системы управления весовой линией (не показана) выгружается в весовой приемный бункер 21 шихты. Одновременно с приготовлением стекольной шихты в смесителе осуществляется загрузка заданной порции стеклобоя из бункера 15 стеклобоя в тензометрический весовой дозатор 16 стеклобоя, который также заполняется по команде системы управления весовой линией (не показана). Микропроцессорный блок 27 управления линией загрузки смеси шихты и стеклобоя в бункеры 2, 4 загрузчиков 3, 5 стекловаренной печи 1 при этом постоянно контролирует уровень заполнения указанных бункеров. При достижении уровня материала в этих бункерах датчиков 7, 9 нижнего уровня микропроцессорный блок 27 управления дает команды на разгрузку шихты из весового приемного бункера 21 и стеклобоя из тензометрического весового дозатора 16.
Включение вибрационного питателя 22 разгрузки шихты в этом случае сразу осуществляется через блок 23 управления вибрационным питателем, а включение вибрационного питателя 17 разгрузки стеклобоя, выполняемое соответствующим блоком 18 управления, производится с транспортным запаздыванием, что необходимо для обеспечения послойной подачи стеклобоя на шихту. Время этого транспортного запаздывания равно времени транспортирования шихты от вибрационного питателя 22 разгрузки шихты до точки разгрузки стеклобоя с вибрационного питателя 17. Шихта при этом сначала транспортируется ленточным ковшовым элеватором 25, включение которого по команде микропроцессорного блока 27 управления выполняется блоком 26 управления приводом элеватора, а потом ленточным конвейером 10, привод которого включается соответствующим блоком управления 11.
Для образования равномерного транспортируемого слоя шихты и стеклобоя на ленточном конвейере 10 необходимо, чтобы скорость и время разгрузки весового приемного бункера 21 шихты была равна скорости и времени разгрузки тензометрического весового дозатора 16 стеклобоя. Выравнивание этих параметров производится с помощью соответствующих блоков 23 и 18 управления вибрационными питателями разгрузки 22 и 17. Время разгрузки шихты из весового приемного бункера 21 контролируется в микропроцессорном блоке 27 по показаниям преобразователя 24 сигналов с тензометрических датчиков веса, а аналогичное время разгрузки дозатора 16 стеклобоя измеряется по показаниям преобразователя 16 сигналов с тензометрических датчиков веса этого дозатора. То есть, измеряется время, в течение которого вес материала в соответствующих бункерах меняется от своего исходного значения до нулевого.
Если данные показатели не равны, то образуются так называемые «хвосты». При большем времени разгрузки шихты образуется «хвост» шихты, а при большем времени дозирования стеклобоя - «хвост» стеклобоя. Очевидно, что в районе установки плужкового сбрасывателя 12 транспортируется либо смесь шихты и стеклобоя, либо раздельно шихта и стеклобой. Так как физико-технические характеристики смеси, шихты и стеклобоя отличаются друг от друга, сброс этих материалов с ленты конвейера с помощью обычного плужкового сбрасывателя происходит по-разному. Легче всего сбрасывается шихта без стеклобоя, труднее всего - стеклобой без шихты.
В связи с этим обстоятельством в данной технологической схеме, реализующей способ загрузки смеси шихты и стеклобоя в бункеры загрузчиков шихты стекловаренной печи используется модернизированная конструкция плужкового сбрасывателя 12. При более низком уровне шихты в бункере 4 загрузчика 5 плужковый сбрасыватель не включается в работу и смесь шихты со стеклобоем выгружается в этот бункер с выхода ленточного конвейера 10 напрямую. Заполнение данного бункера прекращается по сигналу с датчика 8 верхнего уровня.
Если же в микропроцессорном блоке 27 определяется, что в бункере 2 уровень материала опускается до нижнего значения и он меньше, чем соответствующий уровень в бункере 4, то транспортируемая ленточным конвейером 10 смесь шихты и стеклобоя должна сбрасываться в бункер 2 с помощью плужкового сбрасывателя 12.
Плужковый сбрасыватель 12 работает следующим образом. В исходном состоянии пневматический привод 35 (Фиг. 2, 3) подъема выключен, а подвижная горизонтальная платформа 34 опущена вниз, что обеспечивает прохождение перемещаемого лентой 30 сырьевого материала под неподвижным сбрасывающим ножом 29 без изменения его направления транспортирования. Если в зоне установки неподвижного сбрасывающего ножа, располагающегося над лентой конвейера, необходимо выполнить сброс смеси шихты и стеклобоя в бункер 2, то по команде микропроцессорного блока 27 управления через блок 13 управления включается пневматический привод 35, выполненный в виде пневматического цилиндра. Шток этого цилиндра под действием сжатого воздуха выдвигается и поворачивает шарнирный механизм, связанный с подвижной горизонтальной платформой 34. Вследствие этого воздействия платформа поднимается и прижимается к внутренней стороне конвейерной ленты 30 (Фиг. 4, 5), которая также поднимается и выпрямляется по всей длине платформы. При этом верхняя часть конвейерной ленты 30 начинает контактировать с нижней кромкой эластичной накладки, прикрепленной к неподвижному сбрасывающему ножу 29 со стороны транспортирования материала.
Для обеспечения более эффективного сброса материала с ленты конвейера неподвижный сбрасывающий нож 29 оснащен электромагнитным вибратором 33, который также включается по команде системы управления. Причем амплитуда колебаний, передаваемых от электромагнитного вибратора 33 неподвижному сбрасывающему ножу 6, изменяется в зависимости от физико-технических характеристик транспортируемого материала (влажность, гранулометрия, соотношение шихта/стеклобой) и варьируется с помощью блока 14 управления электромагнитным вибратором (в качестве такого блока может использоваться фазово-импульсный регулятор напряжения). Напряжение на выходе такого регулятора может находиться в интервале 0-220 В.
Поскольку неподвижный сбрасывающий нож 29 прикреплен к рамным кронштейнам, установленным на опорной раме 28, через виброизоляторы 31, 32, вся энергия от колебаний электромагнитного вибратора 33 передается непосредственно неподвижному сбрасывающему ножу и не распространяется на остальные конструктивные узлы. В качестве виброизоляторов 31, 32, эффективно демпфирующих колебания электромагнитного вибратора, могут использоваться резинометаллические упорные шайбы или другие аналогичные элементы.
Во время подхода транспортируемого материала 36 к неподвижному сбрасывающему ножу 29 нижняя кромка эластичной накладки, находящаяся в сопряжении с лентой 30 конвейера 10, начинает контактировать с материалом и сбрасывать его в сторону. Так как неподвижный сбрасывающий нож 29 установлен под определенным углом по отношению к направлению движения ленты конвейера, транспортируемый материал может сбрасываться и при выключенном электромагнитном вибраторе, но при сбросе смеси шихты и стеклобоя отдельные остроугольные частицы стекла могут застревать между нижней кромкой эластичной накладки и конвейерной лентой 30. Подобная ситуация усугубляется особенно тогда, когда подъем ленты конвейера и прижимание ее к неподвижному сбрасывающему ножу происходит во время прохождения материала под ножом устройства.
Чтобы снизить отрицательное воздействие стеклобоя, содержащего остроугольные фрагменты, на нижнюю кромку эластичной накладки неподвижного сбрасывающего ножа и непосредственно на конвейерную ленту 30, неподвижному сбрасывающему ножу 29 сообщаются колебания с разной амплитудой. При транспортировании только одной шихты амплитуда напряжения, генерирующего колебания, может быть минимальной (вплоть до нулевого значения), а при транспортировании смеси шихты и стеклобоя значение напряжения, подаваемого на электромагнитный вибратор, может варьироваться в интервале 110-150 В. Нижний предел этого интервала может соответствовать соотношению шихта/стеклобой 80: 20%. Верхнему пределу соответствует соотношение шихта/стеклобой 60:40-50:50%. В случае же прохождения через зону сброса только одного стеклобоя амплитуду напряжения желательно увеличивать до максимального значения 150-220 В.
Результирующая сила 37, действующая на сбрасываемый материал при включенном электромагнитном вибраторе 33, имеет две составляющих. Составляющая 38 результирующей силы направлена вдоль неподвижного сбрасывающего ножа в сторону сброса материала и способствует более эффективному движению транспортируемого материала вдоль боковой поверхности эластичной накладки. Другая составляющая 39 результирующей силы направлена перпендикулярно боковой поверхности эластичной накладки и не только снижает силу трения между сбрасываемым материалом и эластичной накладкой, но и как бы отталкивает остроугольные частицы материала, предотвращая их попадание под ее нижнюю кромку. Все это повышает эффективность сброса материала и повышает общий ресурс работы устройства.
Каждое конкретное изменение амплитуды колебаний электромагнитного вибратора 33 выполняется по командам микропроцессорного блока 27 управления и производится по результатам измерения времени разгрузки шихты и стеклобоя из весового приемного бункера 21 и тензометрического весового дозатора 16 стеклобоя, а также измерения времени их совместного или раздельного прохождения на участке ленточного конвейера 10, находящегося под тензометрическим весовым дозатором 16 стеклобоя. Причем изменение амплитуды колебаний электромагнитного вибратора 33, установленного на неподвижном сбрасывающее ноже 29 плужкового сбрасывателя 12 осуществляется с задержкой по времени, равной времени транспортирования материала от позиции выгрузки стеклобоя, где формируется смесь шихты и стеклобоя, либо образуются их «хвосты», до позиции установки плужкового сбрасывателя.
По окончании операции сброса транспортируемого материала с ленты конвейера пневматический привод 35 по команде микропроцессорного блока 27 управления выключается, а подвижная горизонтальная платформа 34 опускается, формируя исходный зазор между нижней кромкой эластичной накладки неподвижного сбрасывающего ножа 29 и конвейерной лентой 30. Последующее же прекращение подачи шихты и стеклобоя в бункер 2 производится по сигналу датчика 6 верхнего уровня.
Таким образом, наличие электромагнитного вибратора, установленного на неподвижном сбрасывающем ноже, позволяет сообщать колебания устройству для разгрузки транспортируемого материала с ленты конвейера. Результирующая сила этих колебаний направлена в сторону разгрузки и позволяет не только повысить эффективность сброса материала с ленты, но также предотвращает попадание мелкокусковых материалов в зазор между нижней кромкой эластичной накладки сбрасывающего ножа и конвейерной лентой и исключает нежелательное проскальзывание материала под эластичной накладкой. Использование подобных функциональных возможностей плужкового сбрасывателя в данном способе позволяет в сочетании с контролем времени совместного или раздельного транспортирования шихты и стеклобоя осуществлять более эффективную и адаптивную загрузку бункеров загрузчиков стекловаренной печи, а также повышает ресурс работы плужкового сбрасывателя и транспортирующего конвейера.
Источники информации
1. В.М. Новицкий. Способ загрузки сыпучего материала в емкости. А.с. СССР №703452. Опубл. 15.12.1979. Бюл.№46.
2. В.В. Ефременков. Особенности проектирования промежуточных бункеров запаса стекольной шихты. Glass Russia. №5, 2018 г. С. 70-75.

Изобретение относится к способам загрузки шихты и стеклобоя в бункеры загрузчиков стекловаренной печи. Техническим результатом изобретения является повышение эффективности загрузки смеси шихты и стеклобоя в бункеры загрузчиков стекловаренной печи. Способ включает в себя измерение уровня смеси шихты и стеклобоя в бункерах загрузчиков стекловаренной печи и при снижении этого уровня ниже допустимого послойную дозированную подачу шихты и стеклобоя на транспортирующий конвейер, оборудованный плужковыми сбрасывателями. Плужковые сбрасыватели, предназначенные для сброса транспортируемых материалов в бункеры загрузчиков, оснащены горизонтальными подвижными платформами, установленными под лентой транспортирующего конвейера и неподвижными сбрасывающими ножами, оборудованными электромагнитными вибраторами. В процессе транспортирования шихты и стеклобоя контролируют совместное и раздельное транспортирование шихты и стеклобоя в зонах установки плужковых сбрасывателей и в зависимости от этого изменяют амплитуду колебаний электромагнитного вибратора. Изменение амплитуды колебаний производят с транспортным запаздыванием, равным времени транспортирования шихты и стеклобоя от позиции дозирования стеклобоя до соответствующего плужкового сбрасывателя. Если осуществляется сброс смеси шихты и стеклобоя, то задается среднее значение амплитуды, а если производится сброс с конвейера только шихты или только стеклобоя, то амплитуду колебаний электромагнитного вибратора либо уменьшают ниже ее среднего значения, либо увеличивают до максимально возможной величины. 5 ил.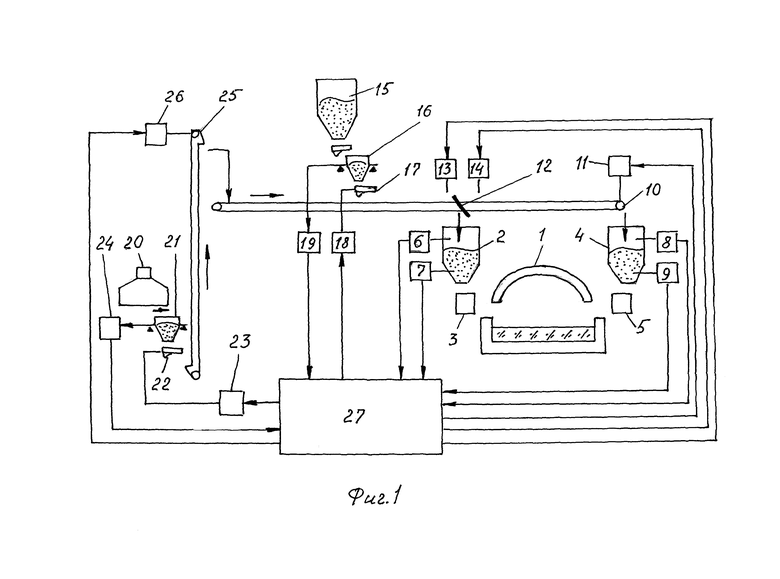
Способ загрузки смеси шихты и стеклобоя в бункеры загрузчиков стекловаренной печи, включающий измерение уровня смеси в бункерах загрузчиков и при снижении этого уровня ниже допустимого послойную дозированную подачу шихты и стеклобоя на транспортирующий конвейер с образованием на нем смеси этих материалов, а также загрузку смеси шихты и стеклобоя в бункеры загрузчиков с помощью плужковых сбрасывателей, осуществляющих поочередный сброс ее с транспортирующего конвейера в бункеры загрузчиков с пониженным уровнем смеси, отличающийся тем, что контролируют совместное и раздельное транспортирование шихты и стеклобоя в зонах установки плужковых сбрасывателей, а сброс шихты и стеклобоя осуществляют с помощью плужковых сбрасывателей, оснащенных горизонтальными подвижными платформами, расположенными под лентой транспортирующего конвейера в зоне установки плужковых сбрасывателей, неподвижные сбрасывающие ножи которых оборудованы электромагнитными вибраторами, при этом если плужковый сбрасыватель осуществляет сброс смеси шихты и стеклобоя, то с помощью блока регулирования напряжения задают среднее значение амплитуды колебаний вибратора, а если плужковый сбрасыватель осуществляет сброс только шихты или только стеклобоя, то, соответственно, либо уменьшают амплитуду колебаний электромагнитного вибратора ниже ее среднего значения, либо увеличивают ее до максимально возможной величины, причем изменение амплитуды колебаний электромагнитного вибратора, выполняемое после контроля совместного или раздельного транспортирования шихты и стеклобоя, производят через время транспортного запаздывания, равное времени транспортирования шихты и стеклобоя от позиции дозирования стеклобоя до соответствующего плужкового сбрасывателя.
| СПОСОБ УПРАВЛЕНИЯ ЗАГРУЗКОЙ СЫРЬЕВЫХ МАТЕРИАЛОВ В СТЕКЛОВАРЕННУЮ ПЕЧЬ | 1997 |
|
RU2172722C2 |
| СПОСОБ УПРАВЛЕНИЯ ЗАГРУЗКОЙ ШИХТЫ В СТЕКЛОВАРЕННУЮ ПЕЧЬ | 2008 |
|
RU2374188C1 |
| Способ автоматического управленияпОдАчЕй шиХТы | 1979 |
|
SU837939A1 |
| ТРАНСПОРТНО-ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ВОЗВРАТНОГО СТЕКЛОБОЯ В ПРОИЗВОДСТВЕ СТЕКЛЯННОЙ ТАРЫ | 2014 |
|
RU2548416C1 |
| УСТРОЙСТВО ДЛЯ НАПОЛНЕНИЯ НАЖИМНЫХ ВАЛИКОВ ВЫТЯЖНЫХ ПРИБОРОВ ПРЯДИЛЬНЫХ МАШИН РЕЗЕРВНОЙ КОНСИСТЕНТНОЙ СМАЗКОЙ | 0 |
|
SU177311A1 |
| US 3185554 A, 25.05.1965. | |||

