Изобретение относится к стекольной промышленности и может быть использовано в процессах, связанных с загрузкой шихты и стеклобоя в регенеративные стекловаренные печи средней производительности с подковообразным направлением пламени в производстве стеклянной тары и других изделий из стекла.
Обычно при загрузке шихты и стеклобоя в стекловаренные печи с подковообразным направлением пламени наблюдается большой унос и активное осаждение пылевидных фракций шихты в регенераторах. Это прежде всего связано с близким расположением загрузочных карманов к камерам сгорания топлива, рядом с которыми скорость движения дымовых газов, характеризующихся значительной турбулентностью, очень велика. При этом наибольший унос материалов, приводящий к засорению, а также к преждевременному выходу из строя огнеупорных насадок регенераторов и их горячему ремонту, происходит со стороны печи, обращенной к отходящим дымовым газам.
Кроме того при загрузке смеси шихты и стеклобоя, которая осуществляется в подобных условиях, происходит повышенное разрушение огнеупорной кладки варочного бассейна печи на уровне «зеркала» стекломассы. Подобное разрушение обусловлено не только воздействием высоких температур стекломассы и большой скоростью дымовых газов в зоне загрузки шихты и стеклобоя, но и агрессивным воздействием щелочей свежеприготовленного расплава шихты.
Известен способ варки стекла [1], согласно которому от 20 до 95% стеклобоя загружается вдоль боковых стен варочного бассейна печи, а остальной стеклобой, смешанный с шихтой, загружается посередине загрузочного кармана. Данный способ позволяет продлить срок службы ванной печи за счет резкого сокращения контактов отдельных куч шихты с ее боковыми стенами и снижения воздействия продуктов варки-шихты и самой шихты на огнеупорную кладку варочного бассейна.
Однако этот способ не устраняет унос пылевидных фракций шихты в регенераторы и возможен лишь при загрузке шихты и стеклобоя в регенеративные стекловаренные печи с поперечным направлением пламени, в которых раздельная загрузка этих материалов осуществляется с помощью нескольких (от 4-х до 10-и) загрузчиков, устанавливаемых в широком загрузочном кармане с торцевой стороны печи. В стекловаренных же печах с подковообразным направлением пламени чаще всего используется по два веерных (вибрационных) или по два плунжерно-поворотных загрузчика, осуществляющих только совместную подачу шихты и стеклобоя с боковых сторон печи.
Наиболее близким к заявляемому техническому решению является способ [2] дифференцированной загрузки шихты и стеклобоя в стекловаренную печь, при которой во время смены направления пламени меняется производительность и сторона загрузки таким образом, чтобы подача шихты преимущественно осуществлялась со стороны, обращенной к пламени. Применение данного способа позволяет значительно снизить пыление шихты и осаждение в регенераторах таких пылевидных материалов, как сода и доломит. Но попеременная загрузка смеси шихты и стеклобоя с помощью только одного загрузочного устройства существенно снижает общую производительность подачи смеси, что при большом съеме стекла не всегда возможно. А использование для этих целей наиболее распространенных конструкций загрузчиков, оснащенных, как правило, одним питающим механизмом, не предусматривает раздельную подачу стеклобоя и шихты и не позволяет изолировать огнеупорную кладку боковых стен варочного бассейна от агрессивного воздействия шихты и ее расплава. Также в первый момент после смены направления пламени отходящие дымовые газы с повышенной турбулентностью контактируют с порциями шихты, не успевшими оплавиться в предыдущем цикле регенерации и загруженными в печь непосредственно перед сменой направления пламени. Это приводит к дополнительному частичному уносу пыли из шихты.
Решаемая задача - снижение пыления и уноса шихты в процессе ее загрузки в регенеративную стекловаренную печь с подковообразным направлением пламени, уменьшение износа огнеупорной кладки печи в варочном бассейне и повышение эффективности плавления шихты.
Этот технический результат достигается тем, что в способе загрузки шихты и стеклобоя в регенеративную стекловаренную печь с подковообразным направлением пламени, включающем контроль направления пламени и попеременную загрузку смеси шихты и стеклобоя со стороны печи, контактирующей с пламенем, попеременную загрузку шихты и стеклобоя в два загрузочных кармана, расположенных по боковым сторонам печи, выполняют с помощью двух загрузчиков, имеющих по два независимых проталкивателя и по два параллельных трубных вибропитателя, один из которых установлен внутри загрузочного кармана со стороны, обращенной к передней торцевой стене печи, и загружает в печь собственный возвратный стеклобой из соответствующего промежуточного бункера, а второй трубный вибропитатель смещен внутри загрузочного кармана на 300…400 мм в сторону выработки стекломассы и подает в печь смесь шихты с привозным стеклобоем из другого промежуточного бункера. При этом отдельная загрузка собственного возвратного стеклобоя осуществляется преимущественно со стороны печи, контактирующей с отходящими дымовыми газами, а совместная подача собственного возвратного стеклобоя и смеси шихты с привозным стеклобоем, при которой проталкивание загружаемых куч смеси шихты с привозным стеклобоем осуществляется интенсивнее, чем проталкивание загружаемых куч собственного возвратного стеклобоя, производится только со стороны печи, контактирующей с пламенем. Причем за 3…5 минут до начала перевода направления пламени и окончания каждого цикла регенерации, длительность которого составляет 20…30 минут, загрузку смеси шихты с привозным стеклобоем со стороны печи, контактирующей с пламенем, прекращают, оставляя только загрузку собственного возвратного стеклобоя, и возобновляют ее с другой стороны в следующем цикле регенерации тепла отходящих дымовых газов.
Преимуществом предлагаемого способа загрузки шихты и стеклобоя в регенеративную стекловаренную печь с подковообразным направлением пламени является то, что со стороны печи, обращенной к дымовым газам, в течение всего цикла регенерации (20-30 минут) подается только собственный возвратный стеклобой, а совместная подача собственного возвратного стеклобоя и смеси шихты и привозного стеклобоя осуществляется с противоположной стороны печи, контактирующей с пламенем. Подобная загрузка позволяет уменьшить унос пылевидных частиц шихты со стороны печи, контактирующей с турбулентным потоком отходящих дымовых газов, которые имеют меньшую температуру, чем в пламенном пространстве факела, и не успевают оплавить поверхность куч шихты в случае их загрузки с данной стороны. Загружаемый же с этой стороны собственный возвратный стеклобой плавится более быстро и менее склонен к пылению, так как он является смесью сухого стеклобоя с «холодного» конца линии производства стеклотары и влажного стеклобоя с ее «горячего» конца, где он проходит через гранулятор, представляющий собой скребковый конвейер, погруженный в ванну с водой.
Другим преимуществом при раздельной подаче собственного возвратного стеклобоя и смеси шихты с привозным стеклобоем, которая в каждом из двух загрузочных карманов печи осуществляется с помощью загрузчиков, имеющих по два независимых проталкивателя и по два трубных вибропитателя [3], является возможность предотвратить непосредственный контакт куч шихты с боковыми стенами варочного бассейна, примыкающими к передней стене печи. Это достигается тем, что трубные вибрационные питатели загрузчиков, загружающих в печь собственный возвратный стеклобой, расположены ближе к участкам боковых стен, вдоль которых в сыпочном цикле обычно двигаются кучи шихты и стеклобоя. В данном способе вдоль стен продвигается собственный стеклобой, который не только быстрее плавится в более холодных пристенных зонах, но и экранирует огнеупоры варочного бассейна печи от агрессивного контакта и разъедания их продуктами плавления шихты. Кроме того, более интенсивное проталкивание в загрузочном кармане куч смеси шихты и привозного стеклобоя по сравнению с частотой проталкивания куч стеклобоя позволяет продвинуть кучи шихты дальше в зону варочного бассейна с более высокой температурой, что также способствует разделению потоков этих материалов на выходе из загрузочного кармана и более эффективному плавлению шихты.
Еще одним фактором, способствующим повышению эффективности плавления шихты и стеклобоя в предлагаемом способе загрузки, является раздельная подача собственного возвратного стеклобоя и привозного стеклобоя, загружаемого в печь в смеси с шихтой. Собственный стеклобой имеет тот же химический состав, что и стекломасса, и при плавлении вдоль более холодных боковых стен легче плавится и меньше разъедает огнеупорную кладку печи, чем смесь привозного стеклобоя, часто имеющего разнородный химический состав. Термическое и химическое усреднение этого разнородного состава стеклобоя легче происходит при плавлении шихты, проталкиваемой в данном способе в зоны печи с большей температурой. Следует учитывать и то, что привозной стеклобой обычно добавляется к шихте в составном цехе, где он и обрабатывается, а химический состав шихты корректируется в зависимости от химического состава стеклобоя. Собственный же возвратный стеклобой образуется в машинованном цеху и его легче не только загружать в промежуточные бункера загрузчиков, но и при необходимости удобнее подогревать теплом отходящих дымовых газов.
Дополнительное снижение уноса пылевидных фракций шихты в предлагаемом способе достигается за счет прекращения подачи в загрузочный карман смеси шихты и привозного стеклобоя за 3-5 минут до начала перевода пламени. Это объясняется тем, что за это время пылевидные фракции на поверхности куч шихты слегка оплавляются перед сменой направления пламени и не пылят при дальнейшем (особенно в первый момент времени) контакте с турбулентным потоком отходящих дымовых газов.
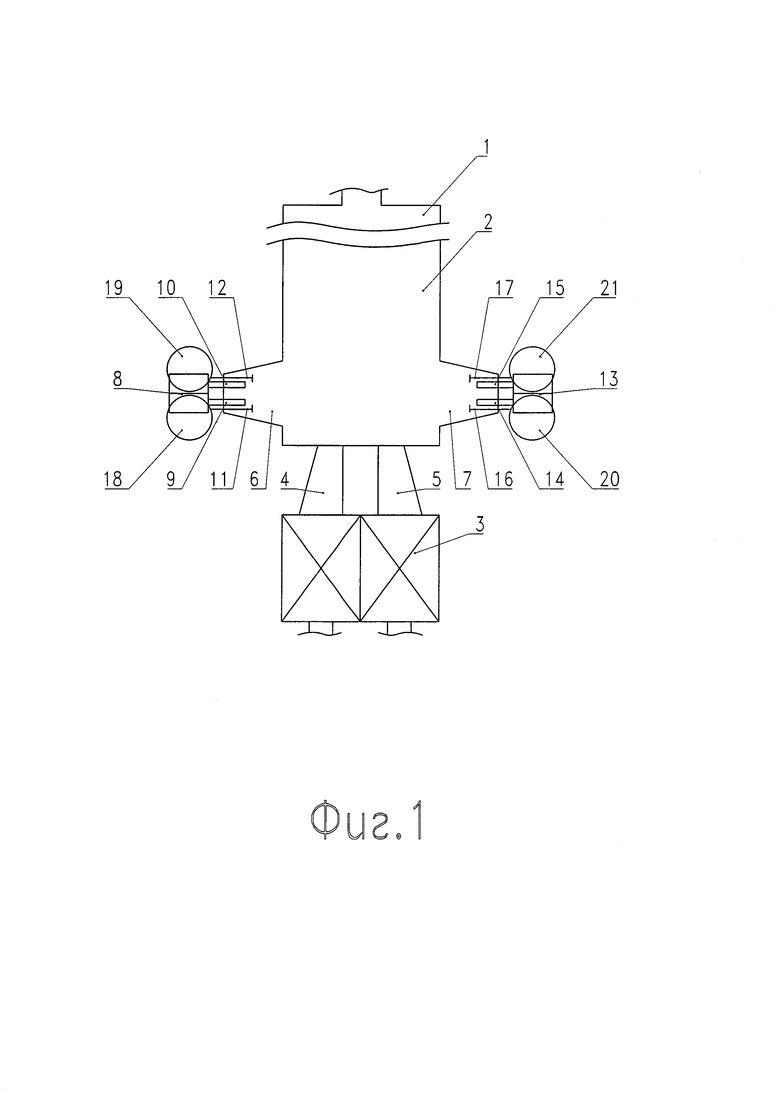
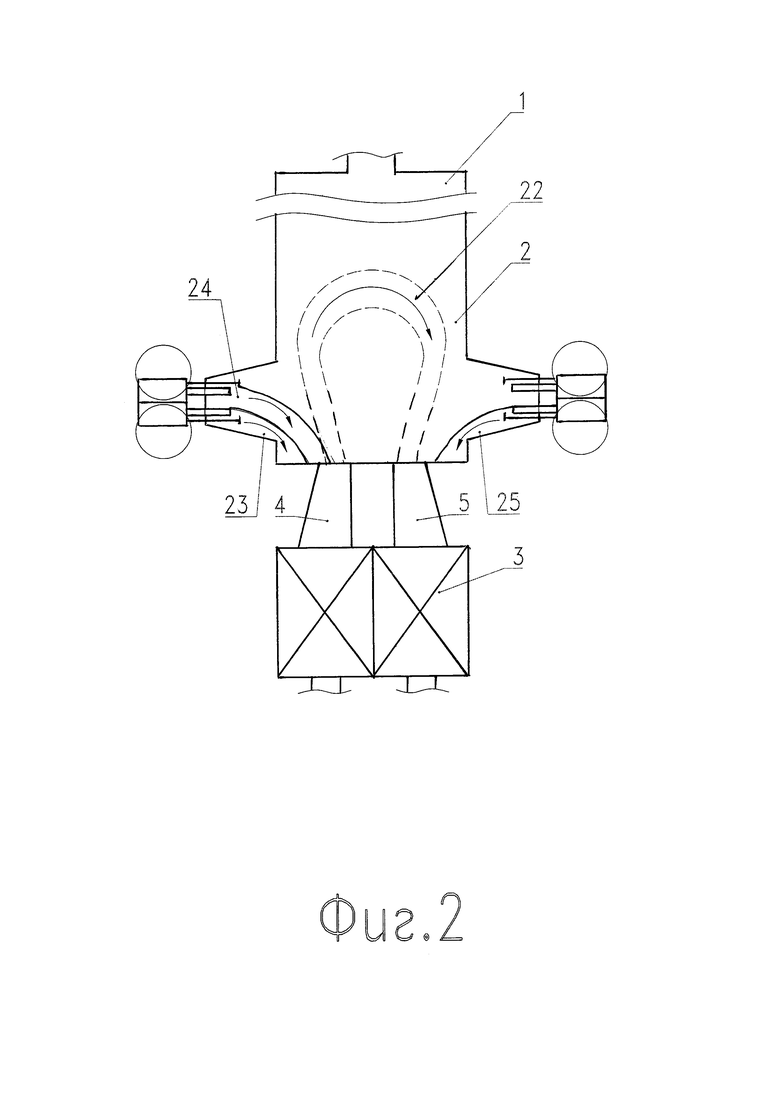
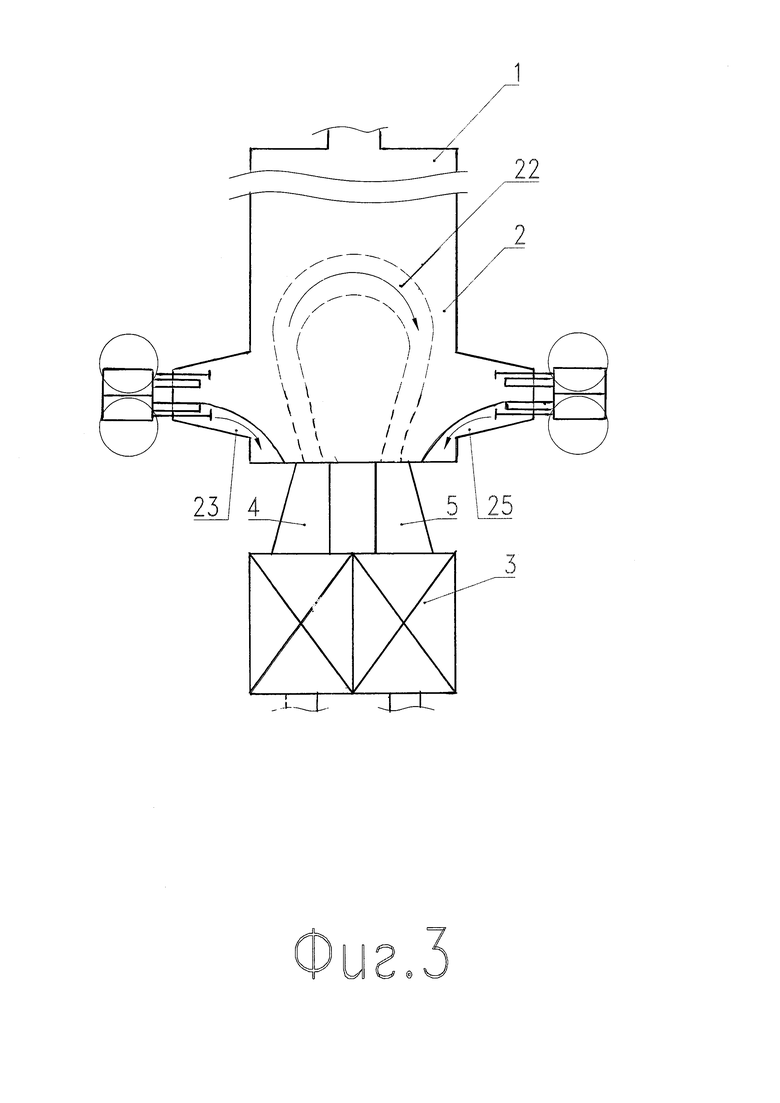
Реализация способа поясняется чертежами. На Фиг. 1 показана общая схема стекловаренной печи, на Фиг. 2 показана схема потоков загружаемых в стекловаренную печь материалов при пламени слева; на Фиг. 3 показана схема потоков загружаемых в стекловаренную печь материалов за 3-5 минут до начала перевода направления пламени; а на Фиг. 4 показана схема потоков загружаемых в стекловаренную печь материалов при пламени справа. (Неуказанные позиции на Фиг. 2, 3, 4 имеют те же обозначения, что и на Фиг. 1.)
Загрузка шихты и стеклобоя в регенеративную стекловаренную печь 1 (Фиг. 1), состоящую из варочного бассейна 2 (выработочная часть печи не показана), регенератора 3 (дымовые каналы не показаны), горелочных устройств 4, 5, загрузочных карманов 6, 7, левого загрузчика 8 шихты и стеклобоя с двумя трубными вибропитателями 9, 10 и двумя независимыми проталкивателями 11, 12, правого загрузчика 13 шихты и стеклобоя с двумя трубными вибропитателями 14, 15 и двумя независимыми проталкивателями 16, 17, первого промежуточного бункера 18 собственного стеклобоя, первого промежуточного бункера 19 смеси шихты с привозным стеклобоем, второго промежуточного бункера 20 собственного стеклобоя и второго промежуточного бункера 21 смеси шихты со стеклобоем, работает следующим образом.
В процессе загрузки шихты и стеклобоя в стекловаренную печь эти материалы постепенно расходуются, поэтому они с помощью соответствующих транспортно-технологических линий (не показаны) постоянно подаются в бункера 18, 19, 20, 21. Собственный стеклобой с линий возвратного стеклобоя в машинованном цехе подается в первый и второй промежуточные бункера 18, 20, а смесь шихты с привозным стеклобоем поступает в промежуточные бункера 19, 21 из составного цеха.
С выхода первого промежуточного бункера 18 собственного стеклобоя этот материал с помощью вибропитателя (не показан) подается к приемной воронке трубного вибропитателя 9 левого загрузчика 8, который загружает собственный стеклобой в загрузочный карман 6 со стороны боковой стены, примыкающей к торцевой стене с горелочными устройствами. Дальнейшее проталкивание собственного стеклобоя по поверхности стекломассы производится с помощью проталкивателя 11.
Загрузка в этот же карман смеси шихты и привозного стеклобоя из промежуточного бункера 19 производится трубным вибропитателем 10, смещенным на 300-400 мм в сторону выработки стекла, а проталкивание смеси осуществляется проталкивателем 12.
Аналогичным образом собственный стеклобой из промежуточного бункера 20 сначала с помощью вибропитателя (не показан) выгружается в приемную воронку трубного вибрационного питателя 14 правого загрузчика 13, который подает этот материал во второй загрузочный карман 7 со стороны другой боковой стены, примыкающей к торцевой стене с горелочными устройствами. Последующее проталкивание собственного стеклобоя с другой стороны печи также производится соответствующим проталкивателем 16.
Подача смеси шихты с привозным стеклобоем из промежуточного бункера 21 в загрузочный карман 7 и ее проталкивание выполняется трубным вибропитателем 15 и проталкивателем 17. Эти механизмы также смещены относительно питателя 14 и проталкивателя 16 на 300-400 мм в сторону выработки стекла. Подобное смещение является конструктивной особенностью двухтрубных вибрационных загрузчиков 8, 13 шихты и стеклобоя, применяемых в данном способе.
При направлении пламени слева газ на горение поступает в горелочное устройство 4, а дымовые газы направляются в регенератор 3 со стороны горелочного устройства 5, создавая тем самым подковообразную форму факела 22 (Фиг. 2). С левой стороны этого факела в пламенном пространстве температура выше, чем справа в зоне отходящих дымовых газов, поэтому при таком направлении пламени загрузчик 8 с помощью трубных вибропитателей 9, 10 и их независимых проталкивателей 11, 12 подает в печь собственный стеклобой 23 и смесь 24 шихты с привозным стеклобоем. Загрузка смеси шихты с привозным стеклобоем с правой стороны при этом отсутствует, а производится только загрузка собственного стеклобоя 25 с помощью трубного вибропитателя 14 и проталкивателя 16 загрузчика 13.
В этом случае пылящая шихта не поступает в зону, покрываемую высокотурбулентными потоками отходящих дымовых газов с правой стороны печи, и улетучивание легких фракций шихты происходит в меньшей степени.
Независимое (раздельное) регулируемое изменение частоты проталкивания куч собственного стеклобоя и куч смеси шихты с привозным стеклобоем, загружаемых через загрузочные карманы в печь, позволяет подобрать оптимальный режим плавления этих материалов и способствует более эффективному распределению их по «зеркалу» стекломассы. Более частое проталкивание смеси шихты и привозного стеклобоя по отношению к частоте проталкивания собственного стеклобоя при их совместной загрузке обуславливается не только большим объемом загружаемой смеси, но и необходимостью более дальнего проталкивания этой смеси в зону с более высокой температурой стекломассы (у боковых стен температура стекломассы ниже). Более интенсивное (в 2-3 раза) проталкивание смеси шихты и привозного стеклобоя и, соответственно, меньшая частота проталкивания собственного стеклобоя при меньшем его загружаемом объеме позволяют экранировать пристенные зоны печи от их непосредственного контакта с шихтой, что в свою очередь предотвращает от повышенного износа углы загрузочных карманов. Кроме того, более интенсивный вынос шихты из загрузочного кармана также способствует переносу более горячей стекломассы потоком из внутренней основной части печи в карман, увеличивая в нем количество энергии.
За 3-5 минут до начала перевода направления пламени с левой стороны печи на правую прекращается подача смеси шихты и привозного стеклобоя слева (Фиг. 3). В этом интервале времени слева и справа загружаются только кучи собственного стеклобоя 23, 25 и происходит первичное оплавление легких фракций шихты, находящихся на поверхности куч, загруженных в печь слева перед переводом пламени. Первичное оплавление шихты, загрузка которой прекращается за несколько минут перед переводом направления пламени, способствует снижению пыления в последующие моменты контактирования с дымовыми газами, обращенными к левой стороне печи.
После завершения процесса перевода направления пламени газ на горение поступает к горелочному устройству 5, а дымовые газы направляются в регенератор 3 со стороны горелочного устройства 4. Формирующееся при этом пламя 26 (Фиг. 4) также имеет подковообразную форму. Так как в этом случае температура газового пространства печи в зоне пламени справа выше, чем в зоне отходящих дымовых газов слева, через загрузочный карман 7 в печь с помощью загрузчика 13 начинает подаваться смесь 27 шихты с привозным стеклобоем. Загрузка собственного стеклобоя 23 и 25 при этом сохраняется и слева, и справа.
Подача в стекловаренную печь смеси шихты с привозным стеклобоем справа осуществляется трубным вибропитателем 15, а ее проталкивание, которое выполняется с большей частотой, чем проталкивание собственного стеклобоя, производится проталкивателем 17. Все дальнейшие процессы загрузки, проталкивания и плавления собственного стеклобоя и смеси шихты с привозным стеклобоем происходят с правой стороны печи аналогично процессам с левой стороны при соответствующем направлении пламени. Также при пламени справа и загрузке смеси шихты и привозного стеклобоя справа происходит меньший унос пылевидных фракций в левую часть регенератора. Дополнительное снижение уноса этих фракций шихты достигается за счет прекращения подачи шихты справа за 3-5 минут до перевода направления пламени справа налево. За это время также происходит оплавление пылевидных фракций на поверхности куч смеси шихты с привозным стеклобоем, загруженных перед сменой направления пламени.
Реализация способа загрузки шихты и стеклобоя в стекловаренную печь поясняется примерами, в которых рассматривается технология загрузки шихты и стеклобоя в печи средней производительности (при высокой производительности печей попеременная загрузка шихты с помощью одного из загрузчиков может не обеспечить требуемую производительность).
Пример №1
Производительность регенеративной стекловаренной печи с подковообразным направлением пламени в производстве бесцветной стеклянной тары - 150 тонн стекломассы в сутки.
Соотношение шихта : стеклобой - 70 : 30. Из 30% стеклобоя 12% - собственный стеклобой (количество собственного стеклобоя при стабильной работе обычно варьируется в пределах 8-12%), 18% - привозной стеклобой. Используется два загрузчика шихты и стеклобоя, содержащих по два трубных вибрационных питателя и по два независимых проталкивателя шихты и стеклобоя. Загрузка и проталкивание собственного стеклобоя в печь осуществляется по 6% с помощью соответствующих механизмов левого и правого загрузчиков шихты и стеклобоя. Попеременная загрузка смеси шихты и привозного стеклобоя производится с помощью загрузчика, находящегося со стороны пламени. При этом привозной стеклобой в составе смеси загружается по 18% с той или иной стороны печи. Проталкивание смеси шихты с привозным стеклобоем осуществляется в 3 раза чаще (определяется опытным путем), чем проталкивание собственного стеклобоя.
Способ в данном примере позволяет продлить срок службы огнеупоров варочного бассейна и регенератора на 5-10%, а также повысить производительность печи на 2-3% за счет оптимального распределения шихты и стеклобоя по «зеркалу» стекломассы и повышения эффективности плавления этих материалов.
Пример №2
Производительность регенеративной стекловаренной печи с подковообразным направлением пламени в производстве стеклянной тары зеленого цвета - 80 тонн стекломассы в сутки.
Соотношение шихта:стеклобой - 60:40. Из 40% стеклобоя 20% - собственный стеклобой (рассматривается случай при частой смене ассортимента в производстве эксклюзивной стеклянной тары), 20% - привозной стеклобой, находящийся в составе смеси с шихтой. Для загрузки шихты и стеклобоя используются такие же загрузчики, как и в примере №1. Загрузка и проталкивание собственного стеклобоя осуществляется по 10% с помощью соответствующих механизмов левого и правого загрузчиков шихты. Привозной стеклобой в составе смеси с шихтой попеременно по 20% загружается и проталкивается в печь механизмами загрузчика, обращенного к пламени. Частота проталкивания смеси шихты с привозным стеклобоем в 2 раза выше частоты проталкивания собственного стеклобоя. Более частое проталкивание собственного стеклобоя в данном примере по сравнению с частотой проталкивания этого материала в примере №1 связано с повышенным содержанием собственного стеклобоя.
Способ в данном случае позволяет продлить срок службы огнеупоров варочного бассейна и регенератора на 10-15% и повысить производительность печи на 3-5%.
Таким образом, раздельная загрузка в регенеративную стекловаренную печь средней производительности с подковообразным направлением пламени собственного стеклобоя и смеси шихты с привозным стеклобоем позволяет за счет разделения потоков этих материалов снизить износ огнеупорной кладки варочного бассейна печи на уровне «зеркала» стекломассы и продлить межремонтный период печи, а также оптимизировать процесс плавления шихты и стеклобоя. А попеременная загрузка смеси шихты с привозным стеклобоем со стороны печи, обращенной к пламени, снижает негативное влияние высокотурбулентного потока отходящих дымовых газов и уменьшает унос и осаждение пылевидных фракций шихты на стенках регенератора.
Источники информации
1. Кондрашев Д.В. Способ варки стекла в ванной печи. Патент РФ на изобретение №2250198, опубл. 20.04.20005 г.
2. Ефременков В.В. Технология загрузки шихты в стекловаренные печи. Статья в сборнике справочных материалов «Технология стекла» под ред. П.Д. Саркисова. - Москва, 2012, - с. 391-404.
3. Марко Фюгер. Инновации в загрузке шихты // Glass Worldwide (Russian language supplement). 2015. №5. С. 55.

Изобретение относится к стекольной промышленности и может быть использовано в процессах, связанных с загрузкой шихты и стеклобоя в регенеративные стекловаренные печи с подковообразным направлением пламени в производстве стеклянной тары и других изделий из стекла. Техническим результатом является снижение пыления и уноса шихты в процессе загрузки, уменьшение износа огнеупорной кладки печи в варочном бассейне и повышение эффективности процесса плавления шихты и стеклобоя. Попеременную загрузку шихты и стеклобоя в два загрузочных кармана, расположенных по боковым сторонам печи, выполняют с помощью двух загрузчиков, имеющих по два независимых проталкивателя и по два параллельных трубных вибропитателя. Один из вибропитателей установлен внутри загрузочного кармана со стороны, обращенной к передней торцевой стене печи, и загружает в печь собственный возвратный стеклобой из соответствующего промежуточного бункера. Второй вибропитатель смещен внутри загрузочного кармана на 300…400 мм в сторону выработки стекломассы и подает в печь смесь шихты с привозным стеклобоем из другого промежуточного бункера, при этом отдельная загрузка собственного возвратного стеклобоя осуществляется преимущественно со стороны печи, контактирующей с отходящими дымовыми газами. Совместная подача собственного возвратного стеклобоя и смеси шихты с привозным стеклобоем, при которой проталкивание загружаемых куч смеси шихты и привозного стеклобоя осуществляется интенсивнее, чем проталкивание загружаемых куч собственного возвратного стеклобоя, производится только со стороны печи, контактирующей с пламенем, причем за 3…5 минут до начала перевода направления пламени и окончания каждого цикла регенерации, длительность которого составляет 20…30 минут. Загрузку смеси шихты с привозным стеклобоем со стороны печи, контактирующей с пламенем, прекращают, оставляя только загрузку собственного возвратного стеклобоя, и возобновляют ее с другой стороны печи в следующем цикле регенерации тепла отходящих дымовых газов. 4 ил., 2 пр.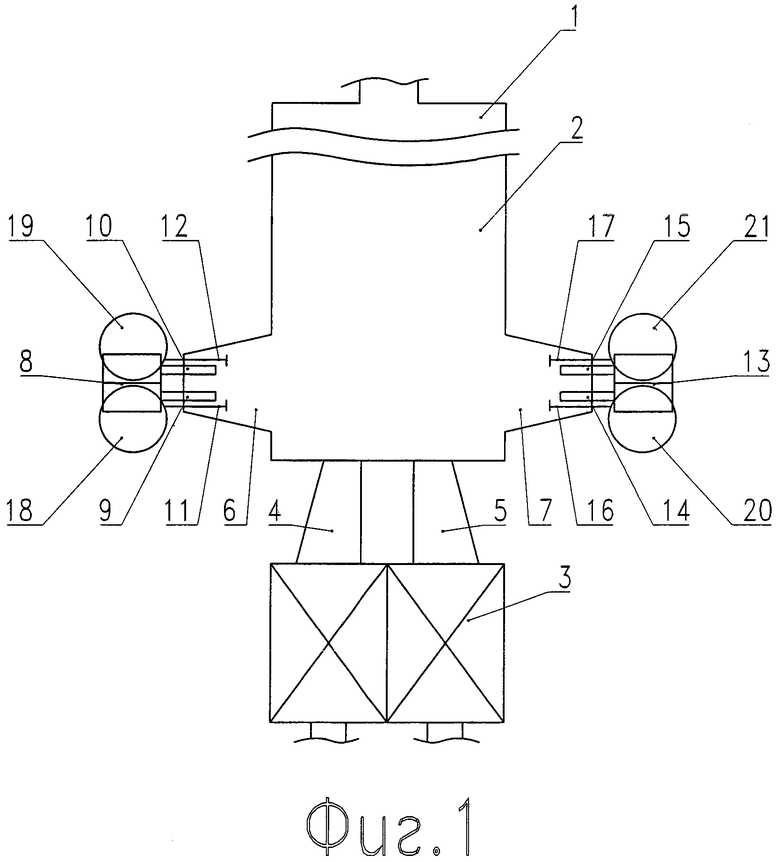
Способ загрузки шихты и стеклобоя в регенеративную стекловаренную печь с подковообразным направлением пламени, включающий контроль направления пламени и попеременную загрузку смеси шихты и стеклобоя со стороны печи, контактирующей с пламенем, отличающийся тем, что попеременную загрузку шихты и стеклобоя в два загрузочных кармана, расположенных по боковым сторонам печи, выполняют с помощью двух загрузчиков, имеющих по два независимых проталкивателя и по два параллельных трубных вибропитателя, один из которых установлен внутри загрузочного кармана со стороны, обращенной к передней торцевой стене печи, и загружает в печь собственный возвратный стеклобой из соответствующего промежуточного бункера, а второй вибропитатель смещен внутри загрузочного кармана на 300…400 мм в сторону выработки стекломассы и подает в печь смесь шихты с привозным стеклобоем из другого промежуточного бункера, при этом отдельная загрузка собственного возвратного стеклобоя осуществляется преимущественно со стороны печи, контактирующей с отходящими дымовыми газами, а совместная подача собственного возвратного стеклобоя и смеси шихты с привозным стеклобоем, при которой проталкивание загружаемых куч смеси шихты и привозного стеклобоя осуществляется интенсивнее, чем проталкивание загружаемых куч собственного возвратного стеклобоя, производится только со стороны печи, контактирующей с пламенем, причем за 3…5 минут до начала перевода направления пламени и окончания каждого цикла регенерации, длительность которого составляет 20…30 минут, загрузку смеси шихты с привозным стеклобоем со стороны печи, контактирующей с пламенем, прекращают, оставляя только загрузку собственного возвратного стеклобоя, и возобновляют ее с другой стороны печи в следующем цикле регенерации тепла отходящих дымовых газов.
| СПОСОБ ВАРКИ СТЕКЛА В ВАННОЙ ПЕЧИ | 2003 |
|
RU2250198C2 |
| Способ загрузки шихты и боя в стекловаренную печь | 1987 |
|
SU1518312A1 |
| Способ питания ванной стекловаренной печи шихтой и стеклобоем | 1947 |
|
SU71845A1 |
| US 20010008076 A1, 19.07.2001. | |||

