Техническое решение относится к стекольной промышленности и может быть использовано в производстве окрашенного в массе стекла, вырабатываемого различными методами, в том числе и высокопроизводительным флоат-способом. Обычно окрашенное в массе стекло получают путем введения в основную шихту, предназначенную для варки бесцветного стекла, веществ, придающих стеклу окраску и определенные светотехнические характеристики. При этом одним из ключевых сырьевых компонентов, используемых для варки бесцветных и цветных стекол в крупнотоннажном производстве, является собственный возвратный стеклобой, который позволяет эффективно влиять на процесс стекловарения и делать его стабильным и воспроизводимым.
Однако в современных технологиях варки с высоким (до 90%) коэффициентом использования стекломассы собственного стеклобоя не хватает [1], что особенно характерно для производства окрашенного в массе стекла. Применение в этих условиях только собственного технологического стеклобоя усложняет варку стекла, так как приходится уменьшать его долю в соотношении шихта/стеклобой до 10-20%, тогда как стабильное и эффективное стекловарение осуществляется при наличии не менее 20-30% стеклобоя в шихте. Дополнительное использование для этих целей привозного стеклобоя, даже имеющего незначительные отклонения по химическому составу и цвету стекла, часто ограничивается из-за больших материальных и энергетических затрат, связанных с его мойкой, сушкой и сортировкой. Поэтому в производстве некоторых видов стекла, например теплопоглощающего стекла бронзового цвета, использование привозного боя практически исключено.
Известен способ производства теплопоглощающего стекла «СТЕСА», имеющего различную цветовую гамму [2], определяемую набором и количеством различных красящих компонентов в стекольной шихте базового состава, предназначенного для варки и выработки бесцветного стекла. Недостатком данного способа является использование только собственного технологического стеклобоя в количестве 10-15% от сваренной стекломассы, что не позволяет существенно повысить эффективность процесса стекловарения и ограничивается варкой стекла в стекловаренных печах производительностью 150-200 тонн стекломассы в сутки. При этом постоянная варка окрашенного стекла в более производительных и эффективных стекловаренных печах мощностью 500-600 тонн стекломассы в сутки ограничивается региональными проблемами сбыта подобного объема стекла и еще большей нехваткой стеклобоя, имеющего необходимый химический состав.
Известен также способ утилизации смешанного цветного стеклобоя с целью получения янтарного, зеленого или бесцветного стекла [3]. Для регулирования цвета стекла в данном техническом решении к смеси стеклобоя добавляют обесцвечиватели (соединения Mn, Со, Ni, селениды для физического обесцвечивания, соединения Zn, Се, As для химического обесцвечивания и краситель, который усиливает окраску стекла. Смесь разноцветного стеклобоя и добавок варят до получения заданного цвета стекла.
Недостатком подобного способа подготовки и варки смешанного стеклобоя является ограниченная возможность его применения в непрерывных технологических процессах производства окрашенного в массе стекла из-за частых колебаний оттенка стекла, появления полос и слоев стекла другого цвета, сложности корректировки состава при непрерывной варке поступающих порций стеклобоя, каждая из которых имеет свой набор стекол, различающихся по химическому составу и цвету.
Наиболее близким техническим решением к заявляемому является способ производства окрашенного в массе стекла [4], включающий подготовку шихты и стеклобоя, стекловарение с использованием повышенного содержания стеклобоя в шихте и выработку стекломассы. Подготовку стеклобоя в данном способе осуществляют путем предварительной варки части шихты и смешанного разноцветного стеклобоя в дополнительной стекловаренной печи. Предварительная варка части шихты с привозным стеклобоем позволяет создать собственный стеклобой, по составу и качеству максимально приближенный к производимому стеклу, и контролировать светотехнические характеристики и цветовые оттенки стекла. Также на стадии предварительной варки части шихты со смешанным стеклобоем разных производств появляется возможность производить корректировку состава шихты по химическим элементам в составе стеклобоя.
Недостатком этого технического решения является необходимость усреднения химического состава разнородных партий стеклобоя путем варки его с частью шихты в дополнительной стекловаренной печи. Кроме того, требуется тщательная подготовка и усреднение партий стеклобоя, имеющих разный цвет и разный химический состав, а использование для этих целей дополнительной стекловаренной печи повышает себестоимость стеклобоя и конечной продукции при выработке стекла в основной стекловаренной печи. Не исключаются и очень частые корректировки химического состава шихты, включающие в себя введение в ее рецепт различных красителей и обесцвечивателей стекломассы, что не только усложняет процесс приготовления многокомпонентной смеси сырьевых материалов, но и нарушает стабильность процесса варки стекла. Существуют также ограничения по использованию этого способа при варке стекла в стекловаренных печах большой производительности.
Решаемая задача - повышение эффективности процесса варки окрашенного в массе стекла в высокопроизводительных стекловаренных печах за счет увеличения количества стеклобоя, имеющего химический состав, максимально приближенный к химическому составу вырабатываемого стекла.
Этот технический результат достигается тем, что в способе производства окрашенного в массе стекла, включающем в себя приготовление шихты, состоящей из основных стеклообразующих и красящих компонентов, загрузку шихты и смешанного стеклобоя в стекловаренную печь, варку и выработку стекла, варку стекла осуществляют с периодическим перекрашиванием бесцветной стекломассы, при котором в стекловаренную печь мощностью 500-600 тонн стекломассы в сутки сначала в течение суток загружают шихту с концентрацией красящих компонентов, в три раза большей требуемого значения, и окрашенный стеклобой со стабильной окраской, накопленный в предыдущем цикле перекрашивания стекломассы. Далее снижают количество красящих компонентов в шихте до требуемой для стабильной окраски стекла концентрации, а все вырабатываемое в течение первых пяти суток стекло, имеющее переходную окраску с повышенной и пониженной концентрацией красящих компонентов, складируют в пяти отдельных бункерах емкостью по 500-600 тонн каждый и по завершении процесса перекрашивания его поочередно в количестве 10-15% от общей массы загружаемой смеси шихты и стеклобоя добавляют к 10-15% возвратного стеклобоя, имеющего стабильную окраску. По окончании стеклобоя с переходной окраской, полученной в ходе перекрашивания бесцветной стекломассы в цветную, к 10-15% возвратного стеклобоя со стабильной окраской добавляют 10-15% стеклобоя с пониженной концентрацией красящих компонентов, образовавшегося в ходе обратного перекрашивания цветной стекломассы в бесцветную в предыдущем цикле перекрашивания стекломассы. При этом в течение всего цикла производства окрашенной стекломассы, длительность которого составляет 60-90 суток, в порциях шихты, соответствующих загружаемым порциям стеклобоя с повышенной концентрацией красящих компонентов, уменьшают на 2-12% концентрацию красящих компонентов, а в порциях шихты, соответствующих загружаемым порциям стеклобоя с пониженной концентрацией красящих компонентов, увеличивают на 1-13,5% концентрацию красящих компонентов. В конце цикла за шесть суток до окончания производства окрашенного в массе стекла в стекловаренную печь загружают шихту, не содержащую красящие компоненты, и бесцветный стеклобой, накопленный в предыдущем цикле производства бесцветного стекла. После этого образующийся в течение последних пяти суток окрашенный стеклобой с переходной понижающейся концентрацией красящих компонетов аналогично складируют в пяти отдельных бункерах емкостью по 500-600 тонн и используют его в последующем цикле производства окрашенного в массе стекла.
Преимуществом предлагаемого способа производства окрашенного в массе стекла является возможность периодической варки его в ванных стекловаренных печах производительностью 500-600 тонн стекломассы в сутки при оптимальном количестве стеклобоя, содержание которого в смеси шихта-стеклобой составляет не менее 20-30%. При этом весь используемый стеклобой, включая возвратный технологический стеклобой и стеклобой с переменной окраской, образовавшийся при прямом и обратном перекрашиваниях стекломассы, имеет одинаковый состав химических элементов. Этот состав соответствует базисному составу бесцветной стекломассы с добавлением определенного количества соответствующих красящих компонентов.
Другим преимуществом данного способа является более эффективная варка того же годового объема окрашенного стекла, который характерен для печей мощностью 150-200 тонн стекломассы в сутки, за более короткий период времени.
Кроме того, данный способ позволяет полностью утилизировать отходы стекла, имеющие переходную окраску, что достигается отдельным складированием партий стеклобоя с разной интенсивностью окраски и соответствующей коррекцией количества красящих компонентов в шихте. А увеличение в три раза концентрации красящих компонентов в шихте, подаваемой в стекловаренную печь в первые сутки с момента начала перекрашивания стекломассы, позволяет сократить примерно в два раза длительность переходного процесса перекрашивания и уменьшить связанные с ним издержки производства.
Реализация данного способа производства окрашенного в массе стекла поясняется с помощью чертежей, на которых:
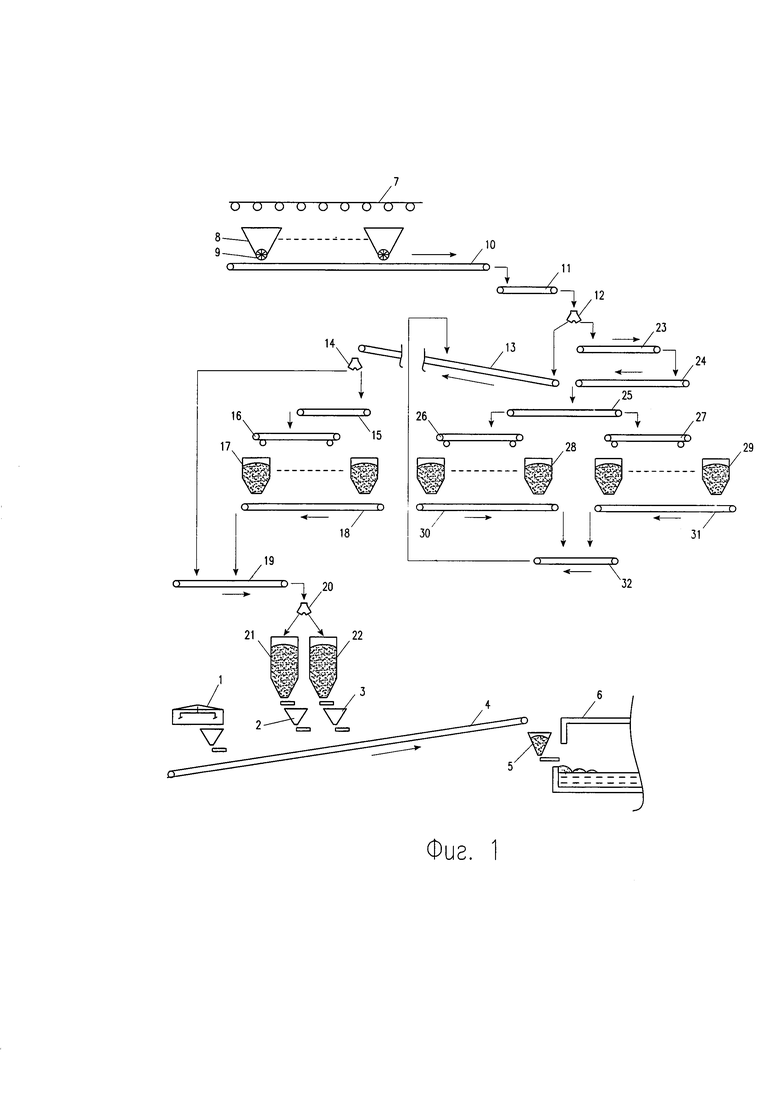
Фиг. 1 - технологическая линия по производству окрашенного в массе стекла;
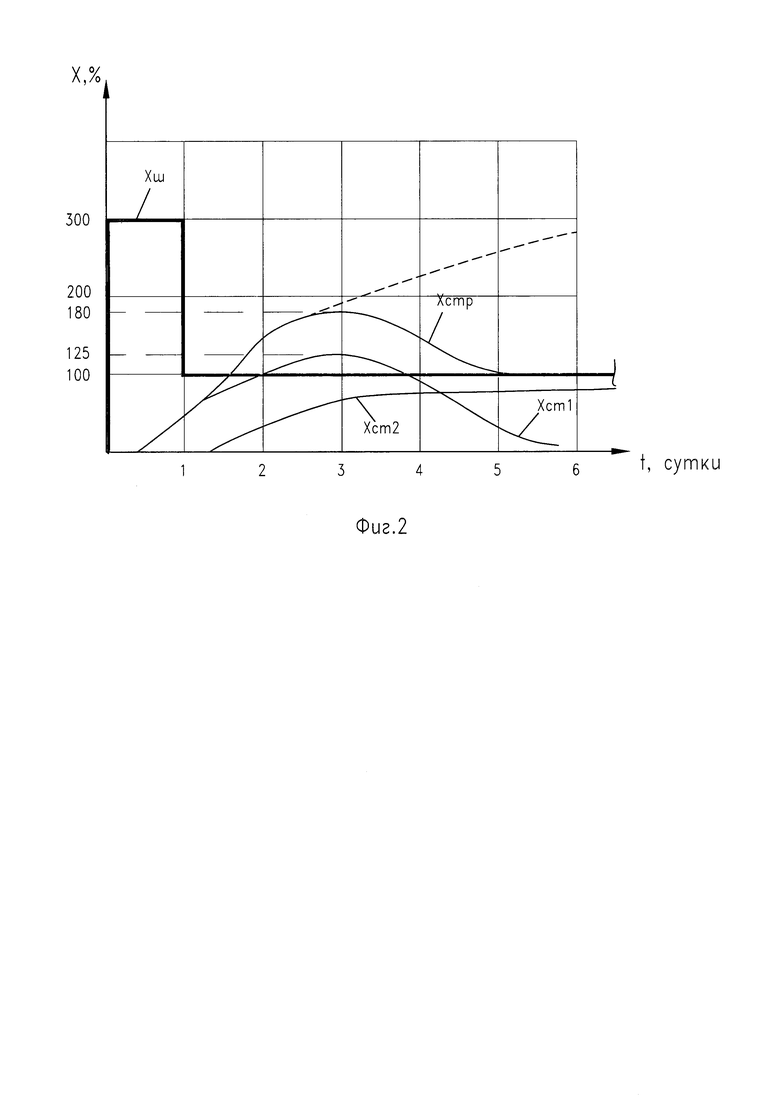
Фиг. 2 - графики изменения концентрации красящих компонентов в шихте и стекле в начальной стадии цикла перекрашивания;
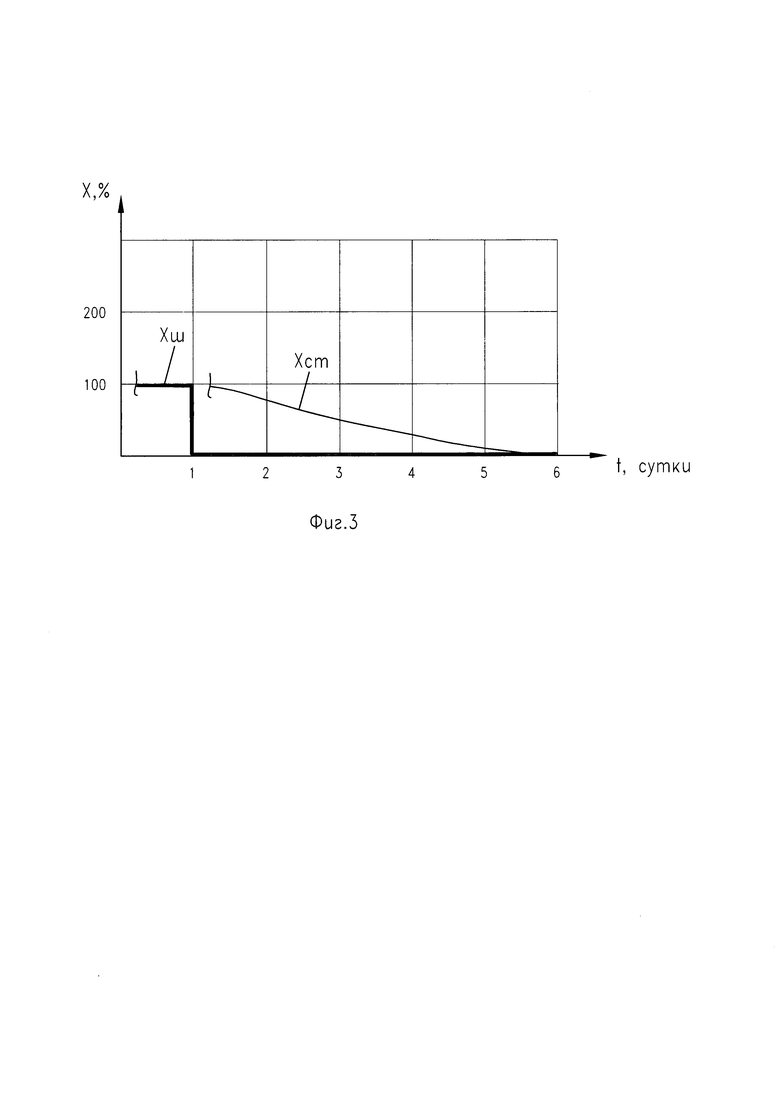
Фиг. 3 - графики изменения концентрации красящих компонентов в шихте и стекле в завершающей стадии (обратное перекрашивание) цикла производства окрашенного в массе стекла.
Процесс производства окрашенного в массе стекла реализуется с помощью технологической линии (Фиг. 1), которая включает в себя: смеситель 1 шихты, входящий в состав дозировочно-смесительной линии (не показана); весовой дозатор 2 стеклобоя со стабильной концентрацией красящих компонентов, весовой дозатор 3 стеклобоя с переменной концентрацией красящих компонентов; конвейер 4 подачи шихты и стеклобоя в бункер 5 загрузчиков шихты и стеклобоя в стекловаренную печь 6; линию 7 выработки стекла; бункеры 8 отходов стекла на выработке; дробилки 9 стеклобоя; продольный сборочный конвейер 10 стеклобоя; поперечный промежуточный конвейер 11 стеклобоя; первый распределитель 12 потока стеклобоя; галерейный конвейер 13 стеклобоя; второй распределитель 14 потока стеклобоя; промежуточный конвейер 15 бесцветного стеклобоя; первый реверсивный конвейер-челнок 16 бесцветного стеклобоя; первую группу 17 из 5-6 бункеров стеклобоя, оборудованных питателями разгрузки (не показаны), для хранения бесцветного стеклобоя; первый разгрузочный конвейер 18 бесцветного стеклобоя; конвейер 19 загрузки стеклобоя; третий распределитель 20 потока стеклобоя; надвесовой бункер 21 стеклобоя со стабильной концентрацией красящих компонентов; надвесовой бункер 22 стеклобоя с переменной концентрацией красящих компонентов (при варке бесцветного стекла в эти бункеры подается бесцветный стеклобой); первый промежуточный конвейер 23 окрашенного стеклобоя; второй промежуточный конвейер 24 окрашенного стеклобоя; реверсивный конвейер 25 окрашенного стеклобоя; второй и третий реверсивные конвейеры-челноки 26, 27 окрашенного стеклобоя; вторую группу 28 из 5-6 бункеров, оборудованных питателями разгрузки (не показаны), для хранения окрашенного стеклобоя и стеклобоя, полученного в начальный период перекрашивания стекломассы; третью группу 29 из 5-6 бункеров, оборудованных питателями разгрузки (не показаны), для хранения стеклобоя, полученного при обратном перекрашивании стекломассы, второй и третий разгрузочные конвейеры 30, 31 окрашенного стеклобоя и третий промежуточный конвейер 32 окрашенного стеклобоя.
Технологическая линия работает следующим образом. Основным режимом ее работы является варка бесцветного стекла. При этом длительность варки бесцветного стекла с учетом периодического перекрашивания стекломассы один раз в год составляет 9-10 месяцев в году в течение всей кампании (10-12 лет) стекловаренной печи мощностью 500- 600 тонн стекломассы в сутки. Такой режим обусловлен наибольшей эффективностью варки стекла при перекрашивании стекломассы, необходимым и достаточным годовым объемом производства окрашенного стекла на одной технологической линии с одной стекловаренной печью и минимизацией потерь.
В процессе работы линии шихта, имеющая базовый рецепт для варки бесцветного стекла, выгружается из смесителя 1 на конвейер 4 подачи шихты и стеклобоя и транспортируется в бункер 5 загрузчиков (не показаны) шихты в стекловаренную печь 6. На этот же конвейер с помощью весового дозатора 2 или дозатора 3 подается из надвесовых бункеров 21, 22 бесцветный стеклобой, который образуется на линии 7 выработки стекла. С линии 7 выработки отходы стекла поступают в бункеры 8, которые установлены на соответствующих участках отрезки бортов и раскроя ленты стекла, и после измельчения в дробилках 9 ссыпаются на продольный сборочный конвейер 10, располагающийся вдоль всей линии выработки стекла. Далее дробленый бесцветный стеклобой направляется на поперечный промежуточный конвейер 11 и с помощью первого распределителя 12 потока сбрасывается на галерейный конвейер 13, устанавливаемый обычно в наклонной галерее, находящейся за пределами цеха выработки стекла. После транспортирования по наклонной галерее стеклобой подается ко второму распределителю 14 потока стеклобоя, который направляет дробленые отходы стекла либо на промежуточный конвейер 15, установленный на складе бесцветного стеклобоя, либо непосредственно на конвейер 19 загрузки стеклобоя. С конвейера 19 стеклобой через третий распределитель 20 потока поступает в один из двух надвесовых бункеров 21, 22 стеклобоя.
На складе бесцветного стеклобоя отходы стекла с промежуточного конвейера 15 ссыпаются на первый реверсивный конвейер-челнок 16, распределяющий стеклобой по отсекам первой группы 17 бункеров (пять-шесть бункеров). Во время хранения стеклобой из этих бункеров поочередно по мере необходимости разгружается с помощью соответствующих питателей (не показаны) на первый разгрузочный конвейер 18, подающий стеклобой в линию заполнения надвесовых бункеров 21, 22, оснащенных весовыми дозаторами 2, 3.
Перед началом перекрашивания бесцветного стекла в цветное бесцветный стеклобой из надвесовых бункеров 21, 22 полностью вырабатывается, а надвесовой бункер 21 заполняется окрашенным стеклобоем со стабильной концентрацией красящих компонентов. Для этих целей используется стеклобой, накопленный в определенном количестве в ходе предыдущего перекрашивания стекломассы, и хранящийся на складе цветного стеклобоя в одном из бункеров емкостью 500-600 тонн стеклобоя, относящихся ко второй группе 28 бункеров.
Перекрашивание бесцветной стекломассы начинается с прекращения подачи бесцветного стеклобоя, загрузки предварительно накопленного в предыдущем цикле цветного стеклобоя и одновременной подачи шихты с повышенной в три раза концентрацией красящих компонентов, которая производится в первые сутки с момента перехода на производство окрашенного в массе стекла. Подобное «допинговое» увеличение концентрации в шихте красителей стекломассы позволяет получить в самом начале более быстрое перекрашивание всего объема стекломассы, находящейся в стекловаренной печи. Этот объем примерно в 3 раза превышает суточную выработку окрашенного стекла, поэтому первый отклик на «допинговое» увеличение красителей в шихте появляется в стекломассе, подаваемой на выработку, примерно через 16-18 часов, а полное перекрашивание стекломассы с учетом массообмена и усредняющей способности стекловаренной печи происходит через пять суток. При этом максимальное превышение концентрации красящих компонентов в стекле, рассчитываемое по формуле, приведенной в [5], наступает примерно через двое-трое суток и составляет примерно 120-130%. В соответствии с этой формулой
Хст=Хш[1-ехр(-τr/Mq)],
где Хст - максимальное отклонение содержания красящих компонентов в стекле, %;
Хш - отклонение содержания красящих компонентов в шихте, %;
r - производительность стекловаренной печи, т/сут;
М - емкость отапливаемой части стекловаренной печи, т;
q - коэффициент, учитывающий долю стекломассы, участвующей в гомогенизации;
τ - продолжительность импульсного («допингового») изменения концентрации красящих компонентов в шихте, сут.
Подставляя в эту формулу значения Хш=300%, r=500 т/сут, М=1700 т, q=0,6, τ=1 сут., получаем, что Хст=300[1-ехр(-1*500/1700*0,6)]=120. Это означает, что при импульсном увеличении концентрации красящих компонентов в шихте на 300% в течение суток максимальное увеличение их концентрации в стекле через двое-трое суток составит 120%.
График изменения концентрации красящих компонентов в стекломассе при подобном импульсном увеличении их в шихте представлен на Фиг. 2 Учитывая то, что за импульсным увеличением концентрации следует стабильное количество красящих компонентов, содержащихся в шихте на протяжении всего цикла перекрашивания стекломассы, результирующая концентрация красителей в стекле в переходный период Хстр=Хст1+Хст2 возрастает до 180% (Хст1 - изменение концентрации красящих компонентов в стекле при импульсном (в течение суток) увеличении их в шихте; Хст2 - изменение концентрации красящих компонентов в стекле при ступенчатом изменении их в шихте (период изменения начинается на вторые сутки после начала перекрашивания)).
Без подобного «допингового» увеличения концентрации красящих компонентов в шихте полное перекрашивание стекломассы обычно происходило в течение 10-12 суток, что приводило к большим издержкам и требовало больших складских площадей для хранения стеклобоя, имеющего переходную окраску. Часть этого стеклобоя приходилось либо продавать, либо каким-то образом утилизировать.
Поскольку через несколько суток после «допингового» ввода красящих компонентов в шихту результирующее содержание этих компонентов в перекрашиваемой стекломассе может в течение двух-трех дней превышать требуемую концентрацию на 20-80%, необходимо при последующем использовании этих партий стеклобоя снижать концентрацию красящих компонентов в соответствующих порциях шихты, загружаемых в стекловаренную печь. Остальные же партии стеклобоя, имеющие меньшую концентрацию красителей по сравнению с требуемой, загружаются в печь вместе с шихтой, в которой соответствующим образом увеличивается содержание красящих компонентов.
Подача шихты, имеющей повышенную или пониженную концентрацию красящих компонентов, и окрашенного стеклобоя в стекловаренную печь 6 производится аналогично из бункера 5, заполняемого конвейером 4, на который из смесителя 1 выгружается шихта соответствующего рецепта и подается стеклобой из весового дозатора 2.
Образующийся в течение первых пяти суток технологический стеклобой с переменной концентрацией красящих компонентов аналогично бесцветному стеклобою транспортируется после дробилок 9 с помощью продольного сборочного конвейера 10 и поперечного промежуточного конвейера 11. Далее поток стеклобоя с переменной окраской проходит через первый распределитель 12 потока и направляется на первый и второй промежуточные конвейеры 23, 24 окрашенного стелобоя, транспортирующие отходы стекла на склад цветного стеклобоя. На складе стеклобой с переменной концентрацией красящих компонентов перераспределяется с помощью реверсивного конвейера 25 (с первого его выхода) и второго реверсивного конвейера-челнока 26 по отдельным емкостям, входящим в состав второй группы 28 бункеров окрашенного стеклобоя. В одном из бункеров данной группы хранится окрашенный стеклобой со стабильной концентрацией красящих компонентов, который накоплен в предыдущем цикле перекрашивания.
Из этих бункеров в ходе дальнейшей работы с помощью вибрационных питателей (не показаны), второго разгрузочного конвейера 30 и третьего промежуточного конвейера 32 окрашенный стеклобой со стабильной и переменной концентрацией красящих компонентов поочередно выгружается на галерейный конвейер 13 стеклобоя. При этом второй распределитель 14 потока направляет окрашенный стеклобой на конвейер 19 загрузки стеклобоя, с которого он через третий распределитель 20 потока перегружается либо в надвесовой бункер 22 стеклобоя с переменной концентрацией красящих компонентов, либо в надвесовой бункер 21 стеклобоя со стабильной окраской.
По истечении пяти суток с момента начала перекрашивания стекломассы в печи начинается процесс варки стекла со стабильной концентрацией красящих компонентов. Образующийся при этом на линии 7 выработки технологический стеклобой в количестве 10-15% транспортируется в надвесовой бункер 21, из которго он с помощью весового дозатора 2 выгружается на конвейер 4 подачи шихты и стеклобоя. На этот же конвейер из надвесового бункера 22 через весовой дозатор 3 в количестве 10-15% выгружается стеклобой с переменной концентрацией красителей.
Учитывая то, что концентрация красящих компонентов в пяти партиях стеклобоя, получаемого в течение пяти переходных суток прямого перекрашивания стекломассы и складируемого в отдельных бункерах, сначала изменяется от 0% до 180% со средним ежесуточным ростом в 36%, а далее (четвертые и пятые сутки) снижается до требуемых значений, суммарная концентрация красителей в стеклобое, подаваемом весовыми дозаторами 2, 3, изменяется по сравнению с требуемым значением. В связи с этим концентрацию красящих компонентов в шихте пересчитывают и либо уменьшают пропорционально повышению концентрации красителей в партиях стеклобоя с переменной окраской, либо увеличивают. Уменьшение красящих компонентов в шихте осуществляется лишь при использовании трех-четырех партий стеклобоя, образующихся при «допинговом» вводе красителей, а увеличение - при использовании стеклобоя, образующегося в первые-вторые сутки после начала перекрашивания. За пять суток перекрашивания бесцветной стекломассы в цветную в группе 28 накапливается 2500-3000 тонн стеклобоя с переменной окраской. Данное количество стеклобоя при производительности стекловаренной печи, равной 500-600 тонн стекла в сутки, составляет 5,5-8,3% от общего количества стекла (30000-54000 тонн), выработанного за 60-90 суток производства окрашенного стекла. Следует учитывать и такое же количество стеклобоя с переменной окраской, образующегося при обратном перекашивании цветной стекломассы в бесцветную. Поэтому в процессе производства 30000-54000 тонн стекла за 60-90 суток можно использовать 2500-3000 тонн стеклобоя с переменной окраской, образующегося при прямом перекрашивании в текущем цикле, и 2500-30000 тонн стеклобоя, образовавшегося при обратном перекрашивании в предыдущем цикле варки окрашенного в массе стекла. Итоговое количество стеклобоя с переменной окраской равняется 5000-6000 тоннам, что составляет 11,1-16,6% от общего количества выработанного стекла за рассматриваемый период времени. Учитывая небольшие (около одного процента) транспортные и складские потери стеклобоя, итоговое количество стеклобоя с переменной окраской, который добавляется к 10-15% возвратного технологического стеклобоя, тоже составляет примерно 10-15%, что позволяет увеличить общее количество используемого стеклобоя до 20-30% (30% стеклобоя используется, если цикл производства окрашенного стекла длится 60 дней).
Процесс накопления стеклобоя, образующегося при обратном перекрашивании цветной стекломассы в цветную, осуществляется следующим образом. Стеклобой с понижающейся концентрацией красящих компонентов из дробилок 9 аналогично выгружается на продольный сборочный конвейер 10 и далее с помощью поперечного промежуточного конвейера 11 и первого распределителя 12 потока стеклобоя последовательно перегружается на первый и второй промежуточные конвейеры 23, 24 и реверсивный конвейер 25 окрашенного стеклобоя. Со второго выхода реверсивного конвейера 25 стеклобой с понижающейся концентрацией красящих компонентов направляется на третий реверсивный конвейер-челнок 27, перераспределяющий отходы стекла по емкостям третьей группы 29 бункеров. Из этих бункеров стеклобой с помощью вибрационных питателей (не показаны) по мере необходимости поочередно выгружается на третий разгрузочный конвейер 31 и далее аналогично с помощью третьего промежуточного конвейера 32, галерейного конвейера 13, второго распределителя 14 потока стеклобоя, конвейера 19 загрузки и третьего распределителя 20 потока транспортируется в надвесовой бункер 22 для последующей дозированной подачи его в стекловаренную печь 6 с помощью весового дозатора 3.
После завершения обратного перекрашивания стекломассы первый распределитель 12 переключается в исходное состояние и отходы бесцветного стеклобоя начинают складироваться либо в первой группе 15 бункеров, либо в надвесовых бункерах 21, 22.
Реализация данного способа производства окрашенного в массе стекла поясняется следующими примерами 1, 2.
Пример 1.
Рассмотрим производство окрашенного в массе стекла бронзового цвета, для варки которого используется шихта следующего состава:
- песок кварцевый с высоким содержанием железа - 697 кг/т стекломассы;
- сода кальцинированная - 234 кг/т стекломассы;
- доломит - 195 кг/т стекломассы;
- мел - 59 кг/т стекломассы;
- полевой шпат - 27 кг/т стекломассы;
- сульфат натрия 6,7 кг/т стекломассы;
- селитра - 4 кг/т стекломассы;
- металлический селен - 0,15 кг/т стекломассы;
- оксид кобальта - 0,04 кг/т стекломассы;
- железный порошок - 1,33+0,5=1,83 кг/т стекломассы (1,83 - содержание железа в кварцевом песке).
Основными красителями, придающими стеклу бронзовый цвет, в данном составе шихты являются металлический селен, оксид кобальта и железный порошок. От концентрации этих красящих компонентов зависят оттенки бронзового стекла, которое может иметь светло-бронзовый, бронзовый и темно-бронзовый цвета.
Согласно графику (Фиг. 2) результирующее значение концентрации красителей в стеклобое, образовавшемся на третьи сутки прямого перекрашивания бесцветной стекломассы в стекломассу бронзового цвета, составляет 180%, что на 80% превышает требуемое значение. При использовании этого стеклобоя в максимально возможном количестве (15% при длительности цикла 60 суток) превышение в пересчете на шихту составляет 12%, так как 80*15%=12%. Поэтому максимальное снижение процентного содержания красящих компонентов, в соответствующих порциях шихты, загружаемых в стекловаренную печь вместе с данными порциями стеклобоя, составляет 12%. В этом случае красящие компоненты в приведенном рецепте шихты имеют следующие значения: металлический селен - 0,132 кг/т стекломассы; оксид кобальта - 0,035 кг/т стекломассы; железный порошок - 1,33+0,28=1,61 кг/т стекломассы (1,33 - содержание железа в кварцевом песке).
Во вторые и пятые сутки после начала перекрашивания стекломассы максимальное превышение концентрации красящих компонентов по сравнению с заданным (уровень 100% на Фиг. 2) составляет примерно 20%. При использовании этого стеклобоя в минимальном количестве (10% при длительности цикла 90 суток) превышение в пересчете на шихту составляет 2%, так как 20*10%=2%. Поэтому минимальное снижение процентного содержания красящих компонентов в соответствующих порциях шихты, загружаемых вместе с порциями стеклобоя, образовавшимися во вторые и пятые сутки составляет 2%. Количества красящих компонентов в шихте при минимальном снижении их концентрации будут следующие: металлический селен - 0,147 кг/т стекломассы; оксид кобальта - 0,039 кг/т стекломассы; железный порошок - 1,33+0,46=1,79 кг/т стекломассы (1,33 - содержание железа в кварцевом песке).
Пример 2.
При обратном перекрашивании стекломассы бронзового цвета в бесцветную стекломассу за шесть суток до окончания цикла производства окрашенного в массе стекла в стекловаренную печь начинают загружать бесцветный стеклобой и шихту без красящих компонентов. Снижение этих компонентов в стекле происходит также с запаздыванием, после которого концентрация красителей в стекломассе плавно снижается в течение примерно пяти суток до нулевого значения (Фиг. 3).
Рассмотрим максимальное и минимальное снижение концентрации красящих компонентов в стекле при ступенчатом изменении их концентрации от 100% до 0% в загружаемой шихте. При равномерном съеме стекломассы во второй день после начала обратного перекрашивания стекломассы среднее значение концентрации красителей в стекле составляет примерно 90%, а на шестой день (окончание перекрашивания) - 10%. Поэтому для этих порций стеклобоя в шихте увеличивается соответственным образом концентрация красящих компонентов. Минимальное повышение этой концентрации выполняется, если процентное содержание используемого стеклобоя, образовавшегося во второй день после начала обратного перекрашивания, не превышает 10% (при длительности цикла 90 суток). Значение этого повышения в пересчете на шихту определяется из соотношения: 10*10%=1%. В этом случае содержание красящих компонентов в шихте составит:
- металлический селен - 0,152 кг/т стекломассы;
- оксид кобальта - 0,0404 кг/т стекломассы;
- железный порошок - 1,33+0,52=1,85 кг/т стекломассы (1,33 - содержание железа в кварцевом песке).
Максимальное повышение концентрации красящих компонентов требуется при использовании 15% стеклобоя (длительность цикла 60 суток), содержащего примерно 10% красителей и образовавшегося на шестой день в конце обратного перекрашивания. Значение этого повышения в пересчете на шихту определяется из аналогичного соотношения: 90*15%=13,5%. При этом количество красящих компонентов в шихте составит:
- металлический селен - 0,17 кг/т стекломассы;
- оксид кобальта - 0,045 кг/т стекломассы;
- железный порошок - 1,33+0,74=2,07 кг/т стекломассы.
Таким образом, варьируя концентрацией красящих компонентов в шихте, загружаемой в стекловаренную печь, достигается стабильный химический состав стекломассы при использовании порций стеклобоя с переменной окраской. Кроме того, осуществляется полная утилизация отходов стекла, имеющих разную цветовую насыщенность.
Источники информации
1. Левитин Л.Я., Литвин В.И., Токарев В.Д., Ячевский А.В. Повышение эффективности работы стекольных заводов при использовании стеклобоя в производстве флоат-стекла // Стекло и керамика. 2012. №5. С. 4-7.
2. Горина И.Н., Бондарева Л.Н., Полкан Г.А. и др. Способ производства теплопоглощающего стекла «СТЕСА» зеленовато-голубого, голубого, янтарного, бронзового, серого, сиреневого и розового цветов. Патент РФ на изобретение №2136619, опубл. 10.09.1999 г.
3. Способ утилизации смешанного цветного стеклобоя с целью получения янтарного, зеленого или бесцветного стекла. Патент на изобретение №737868, Австралия, опубл. 06.09.2001 г.
4. Кондрашев Д.В. Способ производства стекла. Патент РФ на изобретение №2255908, опубл. 10.07,2005 г.
5. Смирнов Е.И. Влияние качества шихты на работу ванной печи // Стекло и керамика. 1970. №12. С. 7-9.
Изобретение относится к способам производства окрашенного в массе стекла и может использоваться в производстве стеклянной тары и листового стекла, вырабатываемого флоат-методом. Техническим результатом изобретения является повышение эффективности процесса варки окрашенного в массе стекла в высокопроизводительных стекловаренных печах за счет периодического (сроком на 60-90 суток) перекрашивания бесцветной стекломассы в цветную, обеспечение стабильного химического состава стекломассы при использовании порций стеклобоя с переменной окраской и осуществление полной утилизации отходов стекла. Результат достигается за счет использования 10-15% возвратного стеклобоя и 10-15% стеклобоя, имеющего переменную концентрацию красящих компонентов и образующегося при прямом и обратном перекрашиваниях стекломассы. Для сокращения примерно в два раза длительности переходного процесса в начале цикла перекрашивания в стекловаренную печь производительностью 500-600 т бесцветной стекломассы в сутки в течение первых суток загружают шихту с увеличенной в три раза концентрацией красящих компонентов и стеклобой, имеющий стабильную окраску. Стеклобой с переменной окраской, образующийся в первые пять суток после начала перекрашивания стекломассы, а также в последние пять суток цикла при обратном перекрашивании, складируют в зависимости от концентрации красящих компонентов в отдельных бункерах емкостью по 500-600 т. При последующем использовании этого стеклобоя в порциях загружаемой шихты уменьшают на 2-12% концентрацию красящих компонентов, если применяется стеклобой с повышенным содержанием красителей. Если же загружается стеклобой с пониженной концентрацией красителей, который образовался в предыдущем цикле обратного перекрашивания цветной стекломассы в бесцветную, то содержание красящих компонентов в шихте увеличивается на 1-13,5%. 3 ил., 2 пр.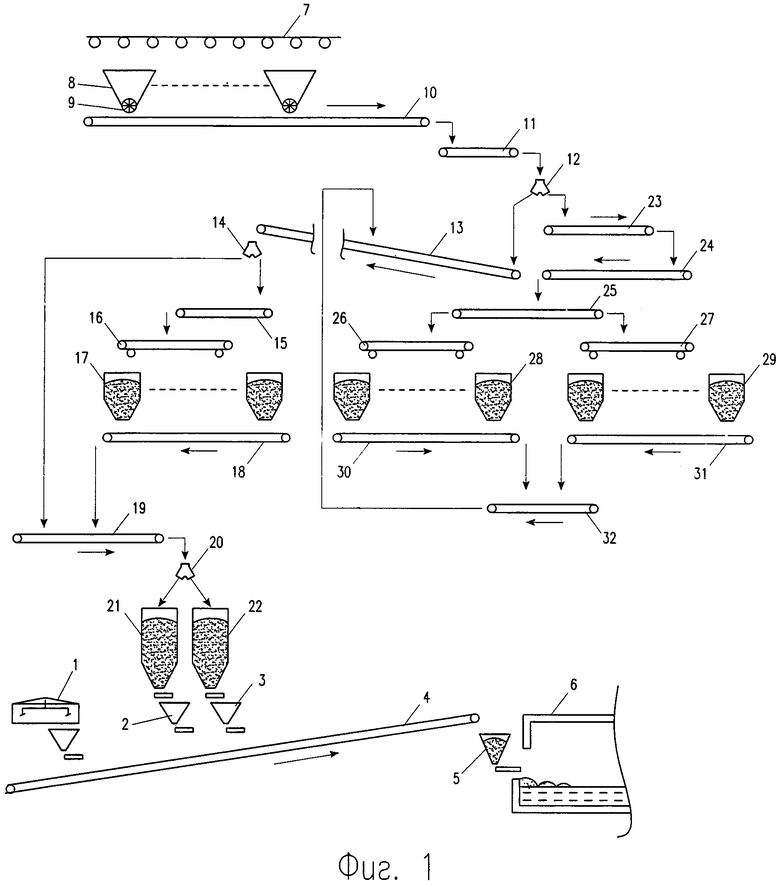
Способ производства окрашенного в массе стекла путем приготовления шихты, состоящей из основных стеклообразующих и красящих компонентов, загрузки шихты и смешанного стеклобоя в стекловаренную печь, варки и выработки стекла, отличающийся тем, что варку стекла осуществляют с периодическим перекрашиванием бесцветной стекломассы, при котором в стекловаренную печь мощностью 500-600 тонн стекломассы в сутки сначала в течение суток загружают шихту с концентрацией красящих компонентов, в три раза большей требуемого значения, и окрашенный стеклобой со стабильной окраской, накопленный в предыдущем цикле перекрашивания стекломассы, после чего снижают количество красящих компонентов в шихте до требуемой для стабильной окраски стекла концентрации, а все вырабатываемое в течение первых пяти суток стекло, имеющее переходную окраску с повышенной и пониженной концентрацией красящих компонентов, складируют в пяти отдельных бункерах емкостью по 500-600 тонн каждый и по завершении процесса перекрашивания его поочередно в количестве 10-15% от общей массы загружаемой смеси шихты и стеклобоя добавляют к 10-15% возвратного стеклобоя, имеющего стабильную окраску, при этом по окончании стеклобоя с переходной окраской, полученной в ходе перекрашивания бесцветной стекломассы в цветную, к 10-15% возвратного стеклобоя со стабильной окраской добавляют 10-15% стеклобоя с пониженной концентрацией красящих компонентов, образовавшегося в ходе обратного перекрашивания цветной стекломассы в бесцветную в предыдущем цикле перекрашивания стекломассы, и в течение всего цикла стабильного производства окрашенной стекломассы, длительность которого составляет 60-90 суток, в порциях шихты, соответствующих загружаемым порциям стеклобоя с повышенной концентрацией красящих компонентов, уменьшают на 2-12% концентрацию красящих компонентов, а в порциях шихты, соответствующих загружаемым порциям стеклобоя с пониженной концентрацией красящих компонентов, увеличивают на 1-13,5% концентрацию красящих компонентов, причем за шесть суток до окончания производства окрашенного в массе стекла в стекловаренную печь загружают шихту, не содержащую красящие компоненты, и бесцветный стеклобой, накопленный в предыдущем цикле производства
бесцветного стекла, а образующийся в течение последних пяти суток окрашенный стеклобой с переходной понижающейся концентрацией красящих компонентов аналогично складируют в пяти отдельных бункерах емкостью по 500-600 тонн и используют его в последующем цикле производства окрашенного в массе стекла.
| СПОСОБ ПРОИЗВОДСТВА СТЕКЛА | 2003 |
|
RU2255908C2 |
| СПОСОБ ВАРКИ БЕСЦВЕТНЫХ И ЦВЕТНЫХ ЖЕЛЕЗОСОДЕРЖАЩИХ СТЕКОЛ ИЗ СТЕКЛЯННОГО БОЯ | 2003 |
|
RU2250879C2 |
| СПОСОБЫ ПРОИЗВОДСТВА ТЕПЛОПОГЛОЩАЮЩЕГО СТЕКЛА "СТЕСА" ЗЕЛЕНОВАТО-ГОЛУБОГО, ГОЛУБОГО, ЯНТАРНОГО, БРОНЗОВОГО, СЕРОГО, СИРЕНЕВОГО И РОЗОВОГО ЦВЕТОВ | 1998 |
|
RU2136619C1 |
| Способ получения стекла пурпурного цвета | 1986 |
|
SU1368273A1 |
| Устройство для определения масштабного коэффициента масштабных преобразователей высоких напряжений | 1977 |
|
SU737868A1 |

