Изобретение относится к области станкостроения, в частности к системам активного контроля и управления точностью обработки деталей на прецизионном токарном оборудовании с ЧПУ в режиме реального времени. Так как в процессе токарной обработки в зоне резания происходит нагрев режущего инструмента и детали, то вследствие этого появляется температурная погрешность. Управление этой величиной позволяет в режиме реального времени стабилизировать процесс резания.
Известно устройство управления высокоточной обработки деталей на оборудовании с ЧПУ [Патент РФ №2280540, кл. В23В 25/06, 2006 (аналог)].
Недостатком устройства является наличие АЦП, использующегося для преобразования аналогового в цифровой сигнал, что усложняет его конструкцию.
Наиболее близким к изобретению по технической сущности является устройство теплового контроля точности обработки деталей, содержащее тепловизор с цифровым кодом на выходе, компьютер, блок усиления сигнала, исполнительные механизмы оборудования с ЧПУ, резец, переднюю и заднюю бабки, деталь, а также блок подачи смазочно-охладительной жидкости [Патент РФ №2381888, кл. B23Q 15/18, В23В 25/06, 2010 (прототип)].
Недостатками этого устройства являются снижение динамической точности из-за быстроты изменения температуры в зоне резания, то есть устройство настроено на определенный порог срабатывания, при достижении которого происходят включение и перемещение исполнительных механизмов на величину температурной погрешности, однако в реальности температура после достижения определенного порога в зоне резания может значительно увеличиться или уменьшиться, а известное устройство будет осуществлять перемещение только на величину определенной ранее погрешности, что снижает точность работы устройства, другой недостаток - наличие механизма подачи в зону резания смазочно-охлаждающей жидкости, что усложняет конструкцию устройства.
Известен способ управления смешиванием горячей и холодной воды [Патент №JP 3110442, кл. 7 G05D 23/13, 2000 (аналог)]. Недостаток данного способа заключается в том, что нечеткий регулятор, выполняющий операции нечеткой логики, обладает большим временем отклика, что в ряде случаев делает невозможным его применение для управления быстродействующими технологическими процессами, к которым относится токарная обработка деталей на оборудовании с ЧПУ.
Наиболее близким к заявленному техническому решению является способ, используемый для нечеткого регулятора с лингвистической обратной связью для управления технологическими процессами [Патент РФ №2309443, кл. G05B 13/02, G05B 11/01, 2007 (прототип)]. Однако в системе продукционных правил (1) (стр.6, абз. 40) в пятом правиле «Если Р≤Рном, то В=В0», указано, что Р меньше или равно Рном, а это значит, что для пятого правила продукционной системы будут справедливы еще два выражения: Р≤Рниж и Р≤Рд ниж. Поэтому вывод «то В=В0» будет иметь еще два решения: В=+0,5Bmax и В=+Bmax, а это несомненно вызовет сбой и/или зацикливание в работе алгоритма, то есть результат работы пятого правила будет выдавать неправильный результат.
Технической задачей изобретения является стабилизация температурных погрешностей, возникающих в зоне резания при прохождении резца по обрабатываемой поверхности детали.
Поставленная задача решается тем, что в способе стабилизации процесса резания на токарном оборудовании с ЧПУ, включающем определение значения температуры в зоне резания по формуле
Θ=166,5·V0,4·t0,105·S0,2,
где V - скорость резания; t - глубина резания; S - подача
и сравнение полученного результата с текущем значением температуры в зоне резания, поступающей от тепловизора с цифровым выходом, при несовпадении текущего и расчетного значения температуры в зоне резания осуществляется перерасчет угла поворота шагового электродвигателя в зависимости от нечетких правил управления
1. Если «t≤tо_м», то «u≤uсильно_влево»;
2. Если «t=tм», тo «u=uвлево»;
3. Если «t=tн», то «u=uн»;
4. Если «t=tб», то «u=uвправо»;
5. Если «t≥to_б», to «u≥uсильно_вправо»
по формуле
где umin…max - численные значения угла поворота шагового электродвигателя в зоне резания (от минимального до максимального значения, то есть от -90° до +90°); µ' (umin…max) - новые значения выходной величины угла поворота шагового электродвигателя в виде новых термов функций принадлежности.
Устройство для стабилизации процесса резания на токарном оборудовании с ЧПУ содержит тепловизор с цифровым выходом, блок усиления сигнала, резцедержательный блок, переднюю и заднюю бабки, деталь, отличающееся тем, что оно снабжено шаговым электродвигателем, зубчатым колесом, кулисой, пинолью задней бабки и направляющими задней бабки, представляющие собой механизм преобразования вращательного движения в поступательное, а также нечетким контроллером, содержащим блок формирования функций принадлежности, блок фаззификации, блок композиции, блок аккумуляции и блок дефаззификации, соединенные последовательно между собой, позволяющий в режиме реального времени вырабатывать управляющие сигналы в зависимости от изменения температуры в зоне резания и взаимодействовать посредством механизма преобразования вращательного движения в поступательное на пиноль задней бабки с целью изменения ее и детали пространственного расположения.
На фиг.1 приведена схема устройства стабилизации процесса резания на токарном оборудовании с ЧПУ.
Устройство стабилизации процесса резания на токарном оборудовании с ЧПУ содержит тепловизор с цифровым выходом 1, нечеткий контроллер 2, включающий блок формирования функций принадлежностей 3, блок фаззификации 4, блок композиции 5, блок аккумуляции 6, блок дефаззификации 7, блок усиления сигнала 8, шаговый электродвигатель 9, зубчатое колесо 10, кулису 11, пиноль задней бабки 12, направляющие пиноли задней бабки 13, деталь 14, переднюю бабку 15 и резцедержательный блок 16.
Связи в устройстве стабилизации процесса резания на токарном оборудовании с ЧПУ расположены в следующем порядке: цифровой выход тепловизора 1 подключен к входу блока фаззификации 4, к которому также подсоединен выход блока формирования функций принадлежностей 3, входящие в структуру нечеткого контроллера 2. Выход блока фаззификации 4 соединен с входом блока композиции 5, выход которого подключен к входу блока аккумуляции 6. Выход блока аккумуляции 6 соединен с входом блока деффазификации 7. Выходным сигналом нечеткого контроллера 2 является сигнал с выхода блока дефаззификации 7, который подключен к входу блока усиления сигнала 8. Выход блока усиления сигнала 8 соединен с входом шагового электродвигателя 9, на шпинделе которого жестко закреплено зубчатое колесо 10. Зубчатое колесо 10 взаимодействует с входом кулисы 11, а выход кулисы 11 воздействует на пиноль задней бабки 12, при этом пиноль задней бабки 12 перемещается по направляющим пиноли задней бабки 13. При этом деталь 14 установлена в центрах передней бабки 15 и пиноли задней бабки 12, а с обрабатываемой поверхностью детали 14 взаимодействует резцедержательный блок 16. Использование этих связей в устройстве позволяет стабилизировать процесс резания на токарном оборудовании с ЧПУ в реальном времени с целью повышения точности обрабатываемых поверхностей детали.
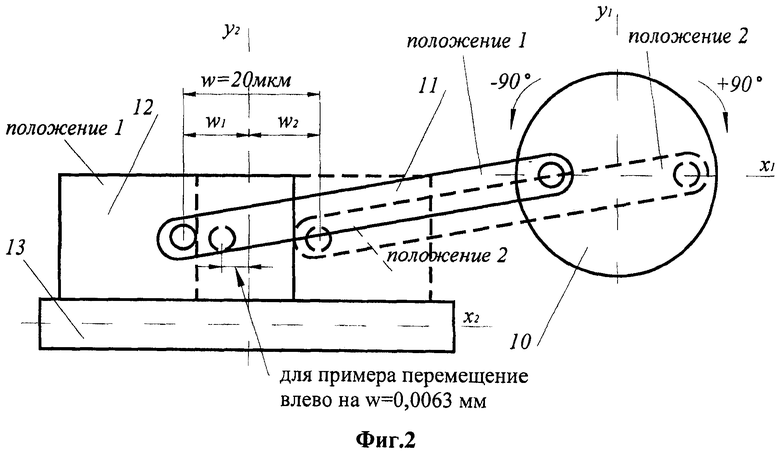
На фиг.2 приведена схема преобразования вращательного движения шагового электродвигателя 9 в поступательное движение пиноли задней бабки 12. В случае поворота шаговым электродвигателем 9 зубчатого колеса 10 на -90° (положение 1) относительно оси ординат y1 происходит перемещение пиноли задней бабки 12 вдоль направляющих 13 на величину w1 относительно ее оси ординат y2. В случае поворота шаговым электродвигателем 9 зубчатого колеса 10 на +90° (положение 2, выделено пунктиром) относительно оси ординат y1 происходит перемещение пиноли задней бабки 12 вдоль направляющих 13 на величину w2 относительно ее оси ординат y2. Максимальное перемещение вдоль оси абсцисс x2 пиноли задней бабки 12 относительно направляющих 13 составляет w=w1+w2. При этом перемещение вдоль оси абсцисс x2 не должно превышать величины биения, так для токарных станков с ЧПУ с наибольшим диаметром обрабатываемой заготовки 400 мм биения не должны превышать 0,02 мм, то есть величина перемещения составляет w=0,02 мм, a w1=w2=0,01 мм.
Устройство стабилизации процесса резания на токарном оборудовании с ЧПУ работает следующим образом. С момента включения вращения детали 14 в центрах передней 15 и пиноли задней 12 бабок станка с ЧПУ при прохождении резца резцедержательного блока 16 по ее поверхности происходит изменение температуры в зоне резания, вызывающие непостоянство силы резания и/или смещение и перекос оси шпинделей передней и задней бабок относительно оси детали. Вследствие этого происходит снижение точности обрабатываемой поверхности и может появиться бочкообразность, седлообразность или конусность детали.
Тепловизор с цифровым выходом 1 постоянно контролирует температуру в зоне резания. При этом цифровой сигнал текущего значения температуры t с тепловизора 1 поступает на вход блока фаззификации 4, входящего в структуру нечеткого контроллера 2. В нечетком контроллере в зависимости от текущего значения температуры по способу, рассмотренному ниже, происходит перерасчет управляющего сигнала - угла поворота шагового электродвигателя 9, который передается на шаговый электродвигатель 9 через блок усиления сигнала 8. При этом происходит перемещение пиноли задней бабки станка с ЧПУ вдоль оси абсцисс. Поворот шагового электродвигателя 9 на -90° перемещает пиноль задней бабки 12 влево на 0,01 мм, а поворот шагового электродвигателя 9 на +90° перемещает пиноль задней бабки 12 вправо на 0,01 мм. Например, если шаговый электродвигатель 9 повернул зубчатое колесо 10 на -45°, то пиноль задней бабки переместится влево относительно оси ординат y2 на 0,005 мм. Если текущая температура t меньше расчетной, то пиноль задней бабки 12 должна перемещаться влево и смещать ось детали 14 ближе к резцедержательному блоку 16. Если текущая температура t больше расчетной, то пиноль задней бабки 12 должна перемещаться вправо и смещать ось детали 14 дальше от резцедержательного блока 16. Следовательно, в режиме реального времени производится стабилизация тепловых процессов в зоне резания. Таким образом, осуществляется автоматизированная стабилизация процесса резания при токарной обработке деталей на оборудовании с ЧПУ.
Способ стабилизации процесса резания на токарном оборудовании с ЧПУ осуществляется следующим образом.
Перед началом токарной обработки на оборудовании с ЧПУ для деталей из стали, как известно [стр.76, Справочник технолога-машиностроителя. В 2-х т.Т.1. / Под ред. А.Г.Косиловой и Р.К.Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1986. 656 с.] определяется температура в зоне резания:

где V - скорость резания; t - глубина резания; S - подача.
В блоке формирования функций принадлежностей 3, входящего в состав нечеткого контроллера 2, формируются функции принадлежностей термов входной (температура - Т) и выходной (угол поворота шагового электродвигателя - U) величин:

где tmin…max - численные значения температуры в зоне резания (от минимального до максимального значения); µ(tmin…max)→[0, 1] - соответствующие величинам температуры значения функции принадлежности (из интервала от 0 до 1); umin…max - численные значения угла поворота шагового электродвигателя в зоне резания (от минимального до максимального значения, то есть от -90° до +90°); µ(umin…max)→[0, 1] - соответствующие величинам угла поворота значения функции принадлежности (из интервала от 0 до 1).
Функция принадлежности входной Т и выходной U величин состоит из пяти термов. Для температуры Т=(tо_м, tм, tн, tб, to_б), для угла поворота U=(uсильно_влево, uвлево, uнормально, uвправо, uсильно_вправо). Принципиальных ограничений на количество термов входной и выходной переменных нет, в целях сокращения объема вычислений ограничимся пятью термами.
В блок фаззификации 4 из блока формирования функций принадлежностей 3 передаются значения функций принадлежностей и в зависимости от текущего значения температуры t, полученного от тепловизора 1, формируется фаззифицированный вектор значений для каждого терма функции принадлежности t', где текущее значение температуры t является аргументом µ(tmin…max), позволяя найти количественное значение из интервала [0, 1] для t'=µ(t). Этап фаззификации считается законченным, когда будут найдены значения t' для пяти термов функции принадлежностей входной величины Т:

В блоке композиции 5 введена система нечетких правил управления, состоящая из пяти правил и имеющая следующий вид:
1. Если «t≤t0_м», то «u≤uсильно_влево»;
2. Если «t=tм», то «u=uвлево»;
3. Если «t=tн», то «u=uн»; (4)
4. Если «t=tб», то «u≤uвправо»;
5. Если «t≥t0_б», то «u≥uсильно_вправо».
При этом система нечетких правил управления построена таким образом, чтобы в любой момент времени условная часть истина только в одном нечетком правиле управления и ложна во всех остальных правилах этой системы. Вследствие этого в каждом цикле сканирования системы нечетких правил управления обрабатывается не вся система, а только та ее часть, которая имеет в формуле (3) значения весовых коэффициентов (t'o_м, t'м, t'н, t'б, t'o_б), отличные от нуля.
Также в блоке композиции каждому правилу присваиваются весовые коэффициенты: F=(f1, f2, f3, f4, f5). Численные значения весовых коэффициентов назначает эксперт. Если они не заданы, то по умолчанию эти коэффициенты равны единице, то есть f1=f2=f3=f4=f5=1.
Далее в блоке композиции 5 производится алгебраическое произведение величин фаззифицированного вектора значений для каждого терма функции принадлежности t' на значения соответствующих весовых коэффициентов F:

После этого методом нечеткой композиции по формуле:
µ'(umin…max)1…5=min{a1…5,µ(umin…max)} (6)
вычисляются новые значения выходной величины угла поворота шагового электродвигателя в виде новых термов функций принадлежности.
В блоке аккумуляции 6 производится логическое объединение новых термов функции принадлежностей, полученных по формуле (6), и формируется нечеткий вектор функций принадлежностей U':

В блоке дефаззификации 7 нечеткий вектор функций принадлежностей U' преобразуется в единственное четкое значение по методу центра тяжести:
где n - количество нечетких правил управления.
Таким образом, выбор нового значения для выходного параметра угла поворота шагового электродвигателя для стабилизации процесса резания при токарной обработки на оборудовании с ЧПУ производится по формулам (1)-(8).
В качестве примера разберем стабилизацию процесса резания при чистовом проходе в ходе токарной обработки детали 14 в зависимости от текущего значения температуры в зоне резания t, полученного от тепловизора 1. Данные для расчета: скорость резания V=130 м/мин; глубина резания tp=0,5 мм; подача 0,18 мм/об.
Шаг 1. По формуле (1) необходимо рассчитать значение температуры в зоне резания и передать его в блок формирования функций принадлежностей 3:
Θ=166,5·1300,4·0,50,105·0,180,2=768°С.
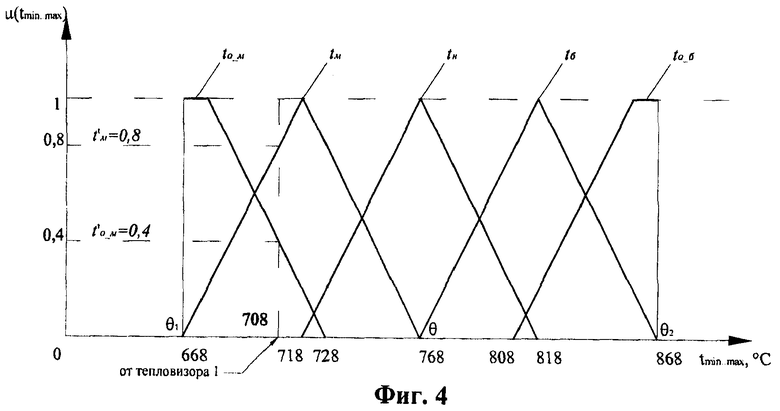
Шаг 2. В блоке формирования функций принадлежностей 3 строим по формуле (2) термы функций принадлежностей для входной и выходной величин. Графики функций принадлежностей приведены на фиг.3. На фиг.3,а представлен график для входной величины - температуры. При этом крайние точки на графике равны: Θ1=Θ-100=768-100=668, °С; Θ2=Θ+100=768+100=868, °С. Середина графика соответствует рассчитанному значению температуры по формуле (1), то есть 768°С. Термы tо_м и tо_б представлены в виде трапеции и равны: tо_м=[668, 668, 678, 728], tо_б=[808, 858, 868, 868]. Термы tм, tн и tб представлены в виде треугольников и равны: tм=[668, 718, 768], tн=[718, 768, 818] и tб=[768, 818, 868]. Данные указаны в градусах Цельсия.
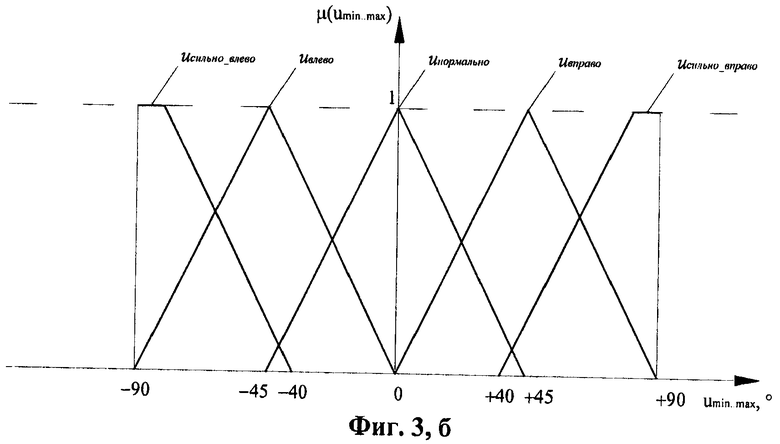
На фиг.3,б представлен график для выходной величины - угла поворота шагового электродвигателя 9. При этом крайние точки на графике равны u1=-90°, u2=+90°, то есть при вращении зубчатого колеса 10 на эти углы перемещение пиноли задней бабки составит: при вращении зубчатого колеса 10 влево на -90°, пиноль задней бабки 12 переместится по направляющим 13 влево на 10 мкм; при вращении зубчатого колеса 10 вправо на +90°, пиноль задней бабки 12 переместится по направляющим 13 вправо на 10 мкм. Середина графика соответствует нулю, то есть шпиндель шагового электродвигателя 9 не вращается по часовой или против часовой стрелки. Термы uсильно_влево и uсильно_вправо представлены в виде трапеции и равны: uсильно_влево=[-90, -90, -85, -40], uсильно_вправо=[40, 85, 90, 90]. Термы uвлево, uнормально и uвправо представлены в виде треугольников и соответственно равны: uвлево=[-90, -45, 0], uнормально=[-45, 0, 45] и uвправо=[0, 45, 90]. Данные указаны в углах.
Шаг 3. Значения функций принадлежностей из блока 3 поступают в блок фаззификации 4. Также в блок фаззификации передается в режиме реального времени от тепловизора 1 текущее значение температуры в зоне резания. Пусть тепловизор 1 определил, что температура в зоне резания 708°С, данная величина не равна расчетной, то есть 708≠768°С. Далее в блоке фаззификации 4 находится фаззифицированный вектор значений для каждого терма функции принадлежности t' (фиг.4):
t'=( ,
, ,
, ,
, ,
, )=(0,4;0,8;0;0;0).
)=(0,4;0,8;0;0;0).
Третий, четвертый и пятый термы имеют нулевой результат, поэтому в дальнейших расчетах использоваться не будут. Полученный вектор передается в блок композиции 5.
Шаг 4. В блоке композиции 5 определяется, что значения первого t'о_м и второго t'м терма вектора t' отличны от нуля, поэтому для дальнейшего нечетко-логического вывода будут рассматриваться только первое и второе нечеткое правила управления, определенные формулой (4):
1. Если «t≤to_м», тo «u≤uсильно_влево»;
2. Если «t=tм», то «u=uвлево».
Далее в блоке композиции 5 производится по формуле (5) алгебраическое произведение величин фаззифицированного вектора значений для каждого терма функции принадлежности t' на значения соответствующих весовых коэффициентов F. Пусть все весовые коэффициенты равны 1, тогда:
А=(а1,а2)=(0,4·1;0,8·1)=(0,4;0,8).
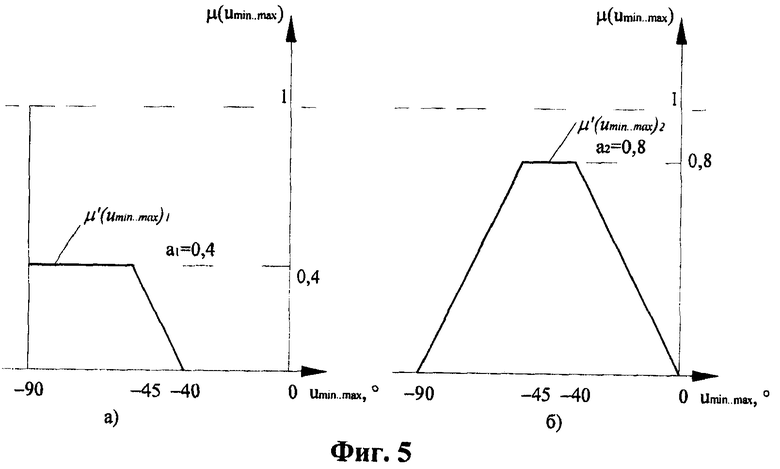
Затем по формуле (6) методом нечеткой композиции вычисляются новые значения выходной величины угла поворота шагового электродвигателя 9 в виде новых термов функций принадлежности. На фиг.5,а приведен новый терм µ'(umin…max)1, соответствующий терму uсильно_влево. На фиг.5,б приведен новый терм µ'(umin…max)2, соответствующий терму uвлево.
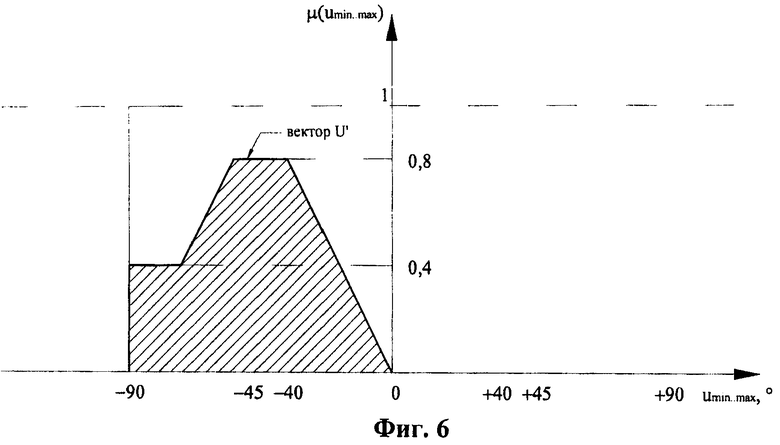
Шаг 5. В блоке аккумуляции 6 по формуле (7) производится логическое объединение двух новых термов функции принадлежностей, полученных по формуле (6), и формируется нечеткий вектор функций принадлежностей U'. Результат операции графически показан на фиг.6.
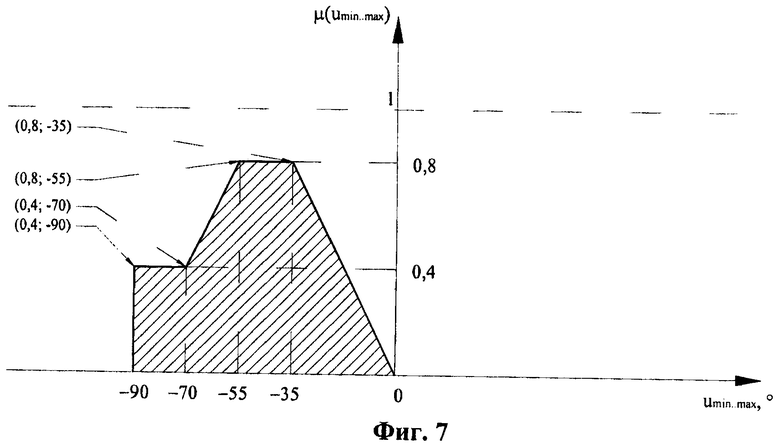
Шаг 6. В блоке дефаззификации 7 согласно формуле (8) вектор функций принадлежностей U' преобразуется в единственное четкое значение (фиг.7), с целью упрощения вычислительной процедуры для расчета ограничимся четырьмя точками, для более точного вычисления количество точек нужно увеличить:
 .
.
Поворот шаговым электродвигателем 9 зубчатого колеса 10 на -57° вызовет перемещение пиноли задней бабки 12 влево по направляющим 13 относительно нулевой линии y2 (фиг.2) на 0,0063 мм.
Таким образом, с помощью предложенного способа осуществляется расчет угла поворота шагового электродвигателя с целью стабилизации процесса резания и передачи его на исполнительные механизмы оборудования с ЧПУ.
Таким образом, предлагаемый способ и реализованное на нем устройство позволяют в режиме реального времени осуществлять стабилизацию процесса резания при токарной обработке детали на оборудовании с ЧПУ в режиме реального времени путем расчета угла поворота, на который необходимо повернуть зубчатое колесо с помощью шагового электродвигателя с целью смещения пиноли задней бабки станка с ЧПУ.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО УПРАВЛЕНИЯ СКОРОСТЬЮ РЕЗАНИЯ НА ТОКАРНОМ ОБОРУДОВАНИИ С ЧПУ | 2010 |
|
RU2465115C2 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ПОДАЧЕЙ ПРИ ТОКАРНОЙ ОБРАБОТКЕ ДЕТАЛЕЙ НА ОБОРУДОВАНИИ С ЧПУ | 2010 |
|
RU2458773C2 |
| СПОСОБ И УСТРОЙСТВО ОХЛАЖДЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА ДЛЯ ПОВЫШЕНИЯ ТОЧНОСТИ ПРИ ОБРАБОТКЕ ДЕТАЛЕЙ НА ОБОРУДОВАНИИ С ЧПУ | 2011 |
|
RU2486992C2 |
| Способ и устройство управления термоэлементом | 2020 |
|
RU2752492C1 |
| Устройство и способ управления температурой в зоне резания | 2017 |
|
RU2676114C1 |
| Способ и устройство для управления охлаждением режущего инструмента при обработке изделий на оборудовании с ЧПУ | 2018 |
|
RU2709125C2 |
| УСТРОЙСТВО УПРАВЛЕНИЯ РЕЖИМОМ НАПРЯЖЕНИЯ В ЭЛЕКТРИЧЕСКОЙ СЕТИ С ПРИМЕНЕНИЕМ FUZZY-ЛОГИКИ | 2010 |
|
RU2416855C1 |
| Способ и устройство мобильного робота для прохождения замкнутых контуров и лабиринтов | 2017 |
|
RU2670826C9 |
| СПОСОБ И УСТРОЙСТВО УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ РЕЗЦА | 2014 |
|
RU2586189C2 |
| СПОСОБ КОНТРОЛЯ И РЕМОНТА ИЗОЛЯЦИИ ПРОВОДОВ | 2020 |
|
RU2745432C1 |

Изобретение относится к области автоматизированных систем управления токарным оборудованием с ЧПУ в режиме реального времени. Устройство включает нечеткий контроллер для выработки в режиме реального времени управляющих сигналов в зависимости от текущих значений температуры в зоне резания. По результатам сравнения текущих значений температуры в зоне резания со значениями, полученными расчетным путем, осуществляют перерасчет угла поворота шагового электродвигателя Обеспечивается стабилизация температурных погрешностей в процессе токарной обработки деталей. 7 ил.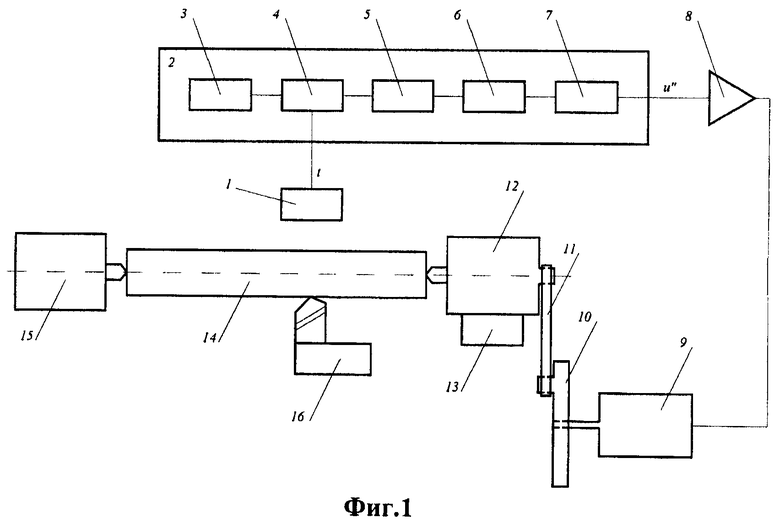
Устройство для стабилизации процесса резания на токарном оборудовании с ЧПУ, содержащее тепловизор с цифровым выходом, блок усиления сигнала и резцедержательный блок, отличающееся тем, что оно снабжено шаговым электродвигателем, зубчатым колесом, кулисой, пинолью задней бабки и направляющими задней бабки, представляющие собой механизм преобразования вращательного движения в поступательное, а также нечетким контроллером, содержащим блок формирования функций принадлежности, блок фаззификации блок композиции, блок аккумуляции и блок дефаззификации, соединенные последовательно между собой, при этом цифровой выход тепловизора подключен к входу блока фаззификации, к которому также подсоединен выход блока формирования функций принадлежностей входящего в структуру нечеткого контроллера, выход блока фаззификации соединен с входом блока композиции, выход которого подключен к входу блока аккумуляции, а его выход соединен с входом блока деффазификации, при этом выходным сигналом нечеткого контроллера является сигнал с выхода блока дефаззификации, который подключен к входу блока усиления сигнала, его выход соединен с входом шагового электродвигателя, на шпинделе которого жестко закреплено зубчатое колесо, с возможностью взаимодействия с входом кулисы, а ее выход выполнен с возможностью воздействия на пиноль задней бабки.
| НЕЧЕТКИЙ РЕГУЛЯТОР С ЛИНГВИСТИЧЕСКОЙ ОБРАТНОЙ СВЯЗЬЮ ДЛЯ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМИ ПРОЦЕССАМИ | 2006 |
|
RU2309443C1 |
| УСТРОЙСТВО ТЕПЛОВОГО КОНТРОЛЯ ТОЧНОСТИ ОБРАБОТКИ ДЕТАЛЕЙ | 2008 |
|
RU2381888C2 |
| СПОСОБ И УСТРОЙСТВО УПРАВЛЕНИЯ ТОЧНОСТЬЮ ОБРАБОТКИ ДЕТАЛЕЙ | 2008 |
|
RU2379169C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ МЕХАНИЧЕСКОЙ ОБРАБОТКОЙ | 1991 |
|
RU2025254C1 |
| US 6640676 B2, 04.11.2003. | |||

