Изобретение относится к сварочному производству и может быть использовано для аргонодуговой наплавки рабочих органов почвообрабатывающих сельскохозяйственных машин, работающих в условиях динамических нагрузок и абразивного износа.
Известен порошковый сплав для наплавки лемехов посредством токов высокой частоты (авт. св. СССР №277976 опубл.), содержащий следующие компоненты, мас. %:
Недостатком данного сплава является то, что из-за высокого содержания углерода и хрома прочность сцепления твердого сплава с основным металлом низкая, а сплав склонен к образованию микротрещин и хрупкому разрушению.
Известен наплавочный порошок на железной основе (Патент RU №2696119 опубл.), содержащий следующие компоненты, мас. %:
Однако в данном наплавочном порошке содержание таких легирующих элементов как углерод, бор и кремний в указанных диапазонах способствует образованию заэвтектической структуры, насыщенной избыточными карбидами, вследствие чего наплавленный слой имеет твердость 62…64 HRc и сопротивление ударным нагрузкам порядка 30…35 ударов до разрушения. В результате этого упомянутый наплавочный порошок непригоден для наплавки деталей, работающих в условиях динамических нагрузок и абразивного износа.
Прототипом изобретения является СОРМАЙТ сплав наплавочный прутковый и порошкообразный (ГОСТ 11545-65), который содержит следующие компоненты, мас. %:
Недостатком данного сплава является то, что для повышения твердости, прочности и износостойкости наплавленному слою необходимо проводить термическую обработку. Содержание же углерода и кремния в указанных диапазонах приводит к росту микронапряжений в металлической матрице и, как следствие, повышенному абразивному износу и сколам при динамических нагрузках. Кроме того, в сплаве присутствует сера, которая является вредной примесью, и содержание ее в составе не допускается более, чем 0,05 мас. %. Сера, вступая во взаимодействие с железом, образует сернистое железо (Fe2S3), которое имеет температуру плавления более низкую, чем у сплава, и является труднорастворимым в расплавленном металле. В процессе кристаллизации сплава сернистое железо кристаллизуется между кристаллами наплавленного металла, что приводит к возникновению горячих трещин. Также в сплаве присутствует фосфор, который, как и сера, является вредной примесью и поэтому его содержание не должно превышать более, чем 0,05 мас. %. Фосфор, соединяясь с железом, образует фосфористое железо, которое обладает высокой хрупкостью и придает стали хладноломкость.
Задачей является усовершенствование состава для аргонодуговой наплавки рабочих органов почвообрабатывающих сельскохозяйственных машин, обеспечивающего повышение эксплуатационных свойств.
Техническим результатом изобретения является повышение физико-механических свойств, а именно твердости, прочности, ударной вязкости и прочности сцепления наплавленного слоя с основным металлом, а также повышение стойкости наплавленного металла к абразивному износу.
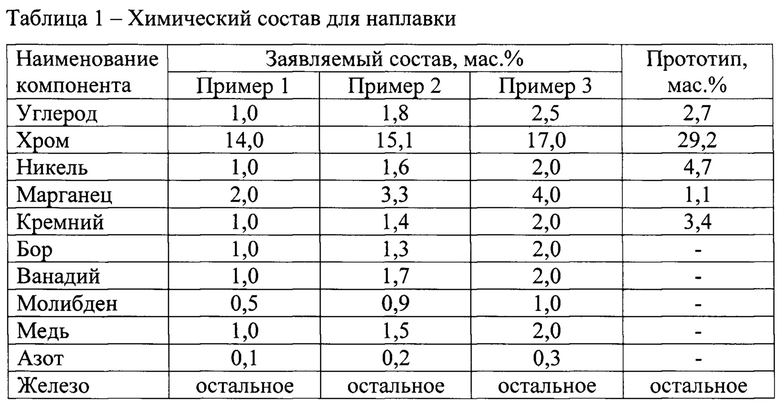
Технический результат достигается тем, что состав для наплавки содержит углерод, хром, никель, марганец, кремний, железо, при этом дополнительно содержит бор, ванадий, молибден, медь и азот при следующем соотношении компонентов, мас. %:
Упрочнение предложенного наплавочного материала и повышение его физико-механических свойств, происходит за счет образования карбидных фаз хрома, бора, ванадия с сохранением хорошей структурной стабильности наплавленного металла. Количество углерода выбрано из условия, при котором карбидообразующие элементы будут образовывать такое количество карбидов, которое обеспечит максимальную стойкость наплавленного металла к абразивному износу.
Заявленное содержание углерода и хрома в наплавленном металле позволяет придать сплаву структуру доэвтектического хромистого чугуна, состоящую в литом состоянии из зерен первичного аустенита и четверной аустенитокарбидной эвтектики, содержащей хром, бор, углерод, распределенной по границам аустенитных зерен. Указанное содержание хрома в сплаве позволяет обеспечить повышение стойкости наплавленного металла к абразивному износу за счет выделения дисперсных частиц карбидов типа (М7С3).
При уменьшении содержания углерода и хрома, структура сплава становится аустенитной, вместо дисперсных выделений частиц карбидов типа (М7С3) появляются крупные включения карбидов (М3С) цементитного типа, что приводит к снижению твердости и стойкости наплавленного слоя к абразивному износу; при увеличении содержания этих элементов сплав приобретает структуру заэвтектического чугуна с крупными выделениями первичных карбидов, что приводит к охрупчиванию наплавленного слоя и резкому снижению стойкости наплавленного металла к абразивному износу.
Введение марганца в состав для наплавки, способствует повышению стойкости наплавленного металла к абразивному износу, за счет образования марганцовистого метастабильного аустенита. Также, по сродству к углероду, марганец занимает промежуточное положение между хромом и железом, принимает участие в карбидообразовании, что способствует повышению ударной вязкости, прочности и стойкости наплавленного слоя к абразивному износу.
Содержание в составе для наплавки никеля в указанном диапазоне обеспечивает образование аустенитной структуры, так как аустенит, легированный никелем, надежно закрепляет карбидную фазу, предохраняя ее от выкрашивания, что приводит к повышению стойкости наплавленного металла к абразивному износу. Отсутствие превращения аустенита в мартенсит за счет содержания никеля в сочетании с марганцем и хромом при охлаждении наплавленного металла способствует сохранению высокой ударной вязкости, прочности и стойкости наплавленного металла абразивному износу.
Дополнительное введение в состав для наплавки меди в указанном диапазоне, способствует переохлаждению аустенита в наплавленном металле, так как соединения меди, хрома, марганца и никеля способствуют образованию аустенитной структуры по сечению наплавленного слоя, включая и зону сплавления, а также обеспечивают увеличение прочности сплавления наплавленного металла предложенного состава с основным металлом и снижают склонность наплавленного металла к абразивному износу и хрупкому разрушению.
Дополнительное введение азота в состав для наплавки в количестве 0,1-0,3 мас. %, способствует образованию нитридов и карбонитридов, и, распределяясь между карбонитридами и твердым раствором, обеспечивает повышение устойчивости последнего против распада, а в сочетании с марганцем и никелем сохранению высоких физико-механических свойств в условиях абразивного износа. При уменьшении содержания азота менее 0,1 мас. %, он почти полностью расходуется на образование упрочняющих фаз. При увеличении содержания азота более 0,3 мас. % образуется большое количество карбонитридов, которые выкрашиваясь в процессе изнашивания, снижают ударную вязкость и прочность наплавленного металла в условиях абразивного износа,
Ванадий являясь карбидо- и нитридообразующим элементом, совместно с углеродом и азотом образует упрочняющие фазы, что способствует повышению стойкости наплавленного металла к абразивному износу. Кроме этого образующиеся карбиды и карбонитриды, выделяясь из жидкого раствора и являясь центрами кристаллизации, способствуют измельчению структуры, что в свою очередь положительно сказывается на ударной вязкости и прочности наплавленного металла. Кроме этого дополнительное введение ванадия в количестве 1,0-2,0 мас. % способствует легированию основы наплавленного металла, повышая ее устойчивость против абразивного износа. Снижение содержания менее 1,0 мас. % ванадия малоэффективно из-за образования недостаточного количества упрочняющих фаз, способствующих повышению сопротивления абразивному износу; введение свыше 2,0 мас. % ванадия нецелесообразно из-за образования большого количества химических соединений ванадия, которые приводят к охрупчиванию наплавленного металла и снижению стойкости к абразивному износу.
Кремний, совместно с бором и марганцем, выполняет задачу флюсующих добавок, то есть окисляясь и всплывая на поверхности, предотвращают выгорание летучих элементов и проникновение окислительных процессов вглубь сварочной ванны. Кроме того, сочетание кремния и азота в указанных диапазонах обеспечивает повышение прочности, ударной вязкости, прочности сцепления наплавленного металла с основным металлом и стойкости наплавленного слоя к абразивному износу за счет образования нитридов кремния (Si3N4). Однако, увеличение содержания кремния более 2,0 мас. % приводит к охрупчиванию наплавленного слоя и образованию горячих трещин.
Введение в состав для наплавки бора в сочетании с азотом, хромом, никелем, молибденом, углеродом и железом, способствует образованию в наплавленном слое дисперсных частиц нитрида бора (BN) с гексагональной решеткой, а также получение в наплавленном металле высокотвердых фаз: боридов хрома (Сr2B), боридов никеля (NiB), боридов молибдена (МоВ), боридов железа (FeB) и легированного цементита (Fe3(CB)), обладающих большой устойчивостью, которые обеспечивают высокую твердость и стойкость наплавленного металла к абразивному износу. Содержание бора в сплаве менее 1,0 мас. % не обеспечивает требуемый эффект упрочнения и повышения стойкости наплавленного металла к абразивному износу; при содержании бора выше 2,0 мас. % происходит образование карбонитрида бора (BNC) - хрупкого химического соединения, что резко снижает ударную вязкость, прочность, а также стойкость наплавленного металла к абразивному износу. Кроме того, избыточное количество боридов ведет к ухудшению шлифуемости наплавленного слоя.
Добавление в состав для наплавки молибдена в сочетании с никелем способствует получению мелкокристаллической структуры и повышению стойкости наплавленного металла к абразивному износу. Кроме того, молибден связывает избыточный бор, образуя твердые растворы и препятствуя его выделению в газообразном виде при аргонодуговой наплавке. Также введение молибдена обусловлено необходимостью повышения прочности матрицы наплавленного металла без снижения ее стойкости к абразивному износу. Это проявляется в измельчении зерна аустенита матрицы и образовании сложных карбидов ((МоСr)2С3).
Таким образом, заявляемый состав для наплавки с указанными диапазонами количественных показателей компонентов, характеризуется высокой ударной вязкостью, прочностью, твердостью, прочностью сцепления наплавленного слоя с основным металлом, а также высокой стойкостью наплавленного металла к абразивному износу.
Заявляемый состав для наплавки и сплав известного состава готовили посредством расплавления шихты в индукционной высокочастотной печи с последующей отливкой в прутки диаметром 5 мм и длиной 270 мм, химический состав которых представлен в таблице 1.
Состав в виде литых прутков и сплав известного состава наплавлялись способом аргонодуговой сварки на образцы из стали марки Л53.
Наплавленные образцы подвергались сравнительным испытаниям по следующим показателям:
- ударная вязкость наплавленного металла определялась по ГОСТ 9454-78;
- испытание на прочность, а именно временное сопротивление проводилось по ГОСТ 1497-84;
- твердость по Роквеллу определялась в соответствии с ГОСТ 9013-59 (ИСО 6508-86);
- относительная износостойкость наплавленных образцов определялась на машине СМТ-1 в соответствии с ГОСТ 23.224-86.
Результаты испытаний представлены в таблице 2.
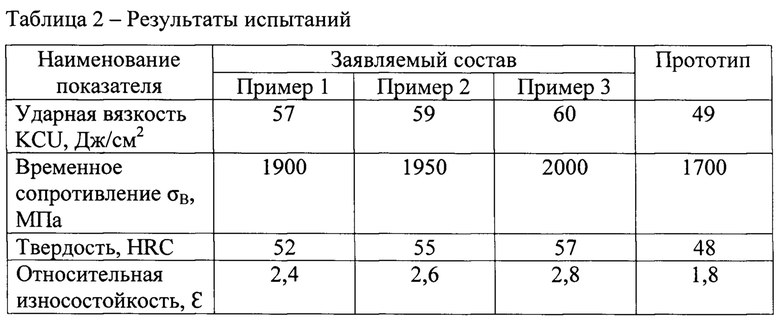
Таким образом, предлагаемый состав для наплавки позволяет повысить физико-механические свойства, а именно твердость, прочность, ударную вязкость и прочность сцепления наплавленного слоя с основным металлом, а также повысить стойкость наплавленного металла к абразивному износу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав для наплавки | 2020 |
|
RU2752721C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2011 |
|
RU2467854C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2012 |
|
RU2514754C2 |
| ШТАМПОВЫЙ СПЛАВ | 2011 |
|
RU2479664C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2011 |
|
RU2467855C1 |
| СПЛАВ ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 1999 |
|
RU2171165C2 |
| СТАЛЬ | 2012 |
|
RU2514901C2 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2010 |
|
RU2429957C1 |
| Штамповый сплав | 2020 |
|
RU2727463C1 |
| СОСТАВ ДЛЯ НАПЛАВКИ | 1992 |
|
RU2014193C1 |
Изобретение относится к сварочному производству и может быть использовано для аргонодуговой наплавки рабочих органов почвообрабатывающих сельскохозяйственных машин, работающих в условиях динамических нагрузок и абразивного износа. Состав для наплавки содержит, мас.%: углерод 1,0-2,5, хром 14,0-17,0, никель 1,0-2,0, марганец 2,0-4,0, кремний 1,0-2,0, бор 1,0-2,0, ванадий 1,0-2,0, молибден 0,5-1,0, медь 1,0-2,0, азот 0,1-0,3, железо - остальное. Техническим результатом изобретения является повышение физико-механических свойств, а именно твердости, прочности, ударной вязкости и прочности сцепления наплавленного слоя с основным металлом, а также повышение стойкости наплавленного металла к абразивному износу. 2 табл.
Состав для наплавки, содержащий углерод, хром, никель, марганец, кремний, железо, отличающийся тем, что дополнительно содержит бор, ванадий, молибден, медь и азот при следующем соотношении компонентов, мас.%:
| СПЛАВ ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ЧУГУННЫХ ПРОКАТНЫХ ВАЛКОВ | 2001 |
|
RU2197552C1 |
| Молоток | 1928 |
|
SU11545A1 |
| Сормайт | |||
| Сплав наплавочный прутковый и порошкообразный | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| JP 4310368 B2, 05.08.2009 | |||
| Способ определения измерений угловой скорости вращающейся системы | 1931 |
|
SU27499A1 |
| Прибор для измерения скорости течения воды | 1929 |
|
SU15167A1 |

