Изобретение относится к способу производства компонента самолета из волоконно-металлического слоистого материала в соответствии с общей частью пункта 1 формулы изобретения, а также к манипуляционной системе в соответствии с пунктом 16.
Материал класса волоконно-металлического слоистого материала (ВМСМ) получает все более широкое применение для изготовления компонентов самолета, в частности, структурных компонентов самолета. Причиной этого служит то, что при помощи волоконно-металлических слоистых материалов можно достигнуть выдающихся механических свойств, и при этом очень легковесной конструкции. Волоконно-металлический слоистый материал состоит из металлических слоев и волокнистых слоев, наложенных друг на друга и соединенных обычной термореактивной смолой.
Процесс производства компонентов самолета из волоконно-металлических слоистых материалов является сложным, поскольку слои, которые необходимо наложить друг на друга, являются гибкими, по меньшей мере, волокнистые слои. Из-за эластичности слоев трудно достигнуть устойчивых манипуляционных процессов в ходе наложения слоев друг на друга. Другой проблемой является предотвращение образования полостей, когда один слой накладывается на другой слой.
По вышеуказанным причинам, процесс производства, в основном, выполняется вручную.
Тем не менее, были предложены подходы по внедрению автоматизированного процесса изготовления компонентов самолета из волоконно-металлических слоистых материалов. Известный способ (DE 10 2012 000 508 A1), являющийся отправной точкой настоящего изобретения, основан на манипуляционной системе, на одном конце которой оборудован исполнительный орган для выполнения манипуляций со слоями металла, а на втором конце - исполнительный орган для выполнения манипуляций с волокнистыми слоями. В такой манипуляционной системе соответствующие слои накладываются друг на друга в форме в последовательности наложения. Каждый цикл наложения содержит забор слоя из подаваемой стопки, транспортировку слоя в форму, помещение слоя на поверхности отложения в форме, и отложения размещенного слоя на поверхности отложения.
Для предотвращения образования полостей в ходе наложения слоев, слои крепятся к форме посредством электростатической зарядки.
Несмотря на то что известный способ в целом позволяет обеспечить автоматизированное производство компонентов самолета из волоконно-металлического слоистого материала, недостатком такого подхода является высокая сложность результирующей производственной системы, и, как следствие, большие затраты на наладку такой производственной системы.
Задачей изобретения является усовершенствование известного способа так, чтобы достигнуть стабильного автоматизированного производственного процесса при помощи производственной системой меньшей сложности.
Вышеуказанная задача достигается для способа в соответствии с общей частью пункта 1 формулы изобретения при помощи признаков характеризующей части пункта 1.
Идея, лежащая в основе изобретения, заключается в адаптации формы слоя, подлежащего наложению, к форме формы, до того, как соответствующий слой будет отложен. При этом допускается, чтобы между поверхностью слоя и поверхностью отложения достигался плоский контакт. При таком контакте можно предотвратить или, по меньшей мере, эффективно снизить, образование полостей.
Более точно, предлагается, чтобы после забора из стопки для подачи и до наложения на поверхность отложения, слой, подлежащий наложению, деформировался посредством концевого исполнительного органа так, чтобы согласовать форму слоя с формой поверхности отложения. Оказалось, что вышеуказанной деформации слоя можно достигнуть посредством самого концевого исполнительного органа. Это представляет особое преимущество, поскольку не требуется какого-либо дополнительного инструмента для деформации, а также не требуется какого-либо дополнительного манипуляционного этапа для адаптации формы слоя к поверхности отложения.
Предпочтительные варианты осуществления в соответствии с пунктами с 3 по 5 обеспечивают улучшенный захват слоя, подлежащего наложению, посредством захватного приспособления. Особо предпочтительно, чтобы захватное приспособление по меньшей мере частично обеспечивало плавающий захват слоя вдоль его поверхности так, чтобы в ходе предлагаемой деформации слоя внутри слоя не создавалось нежелательного механического натяжения (пункт 4).
Особо предпочтительные варианты осуществления по пункту 6 направлены на деформацию соответствующего слоя с низкой механической сложностью.
Основная идея, лежащая в основе предпочтительного варианта осуществления по пункту 8, заключается в заборе и деформации соответствующего слоя при помощи одного и того же концевого исполнительного органа. Оказалось, что в особенности при использовании вакуумных захватных элементов для захватного приспособления, допустимо даже применение одного и того же захватного элемента для захвата металлического слоя, а также волокнистого слоя. В отличие от учений предшествующего уровня техники, появляется возможность производить манипуляции с металлическими слоями и волокнистыми слоями при помощи одного и того же концевого исполнительного органа, так что соответствующий концевой исполнительный орган может быть применен особо эффективным образом.
Еще один предпочтительный вариант осуществления по пункту 14 обеспечивает возможность наложения соответствующего слоя без воздушных полостей, поскольку между поверхностью слоя и поверхностью отложения может быть установлен полностью плоский контакт.
Тем не менее, в зависимости от конструкции формы, может быть предпочтительно, чтобы форма слоя до его отложения по меньшей мере слегка отличалась от формы поверхности отложения. Это может предотвратить возрастание трения между слоем и поверхностью отложения в ходе помещения слоя в форму. Такое трение может также привести к увеличению числа нежелательных полостей между слоями.
В соответствии с пунктом 16 заявлена манипуляционная система для выполнения предложенного способа в целом. Ссылка сделана на все пояснения, относящиеся к предложенному способу, в случае, если такие пояснения подходят для описания манипуляционной системы.
Ниже изобретение будет описано на основании примера со ссылкой на чертежи. На чертежах:
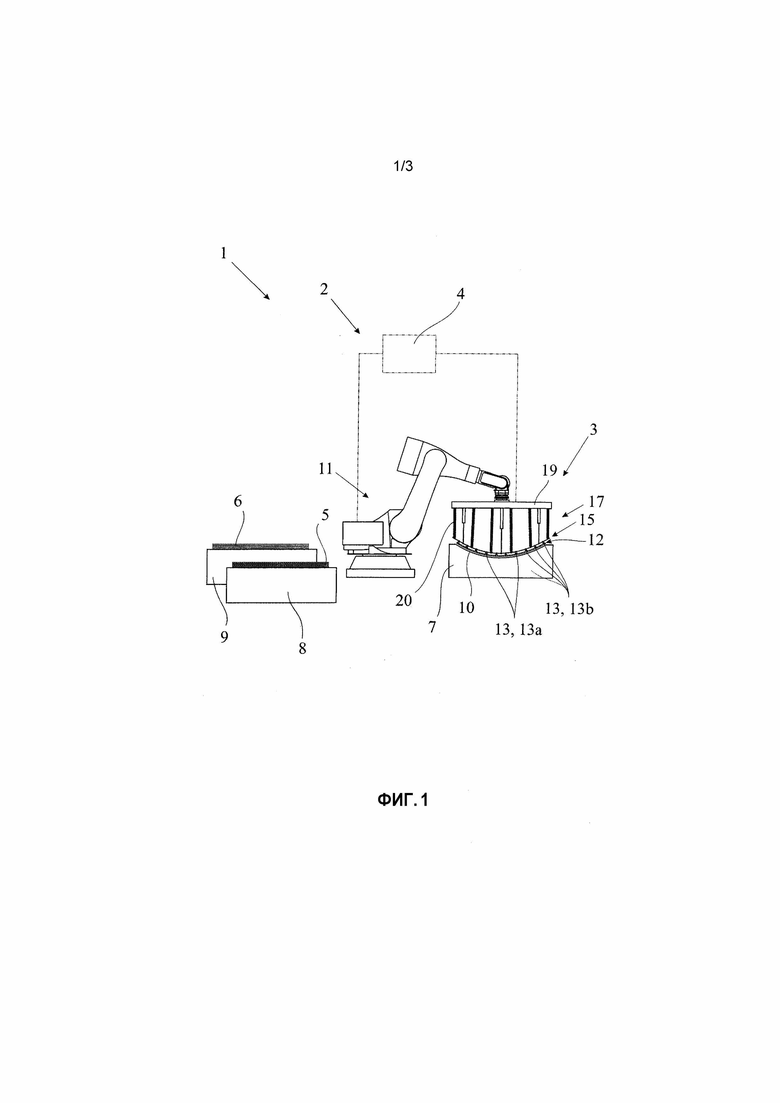
Фиг.1 изображает предлагаемую производственную систему для выполнения предложенного способа,
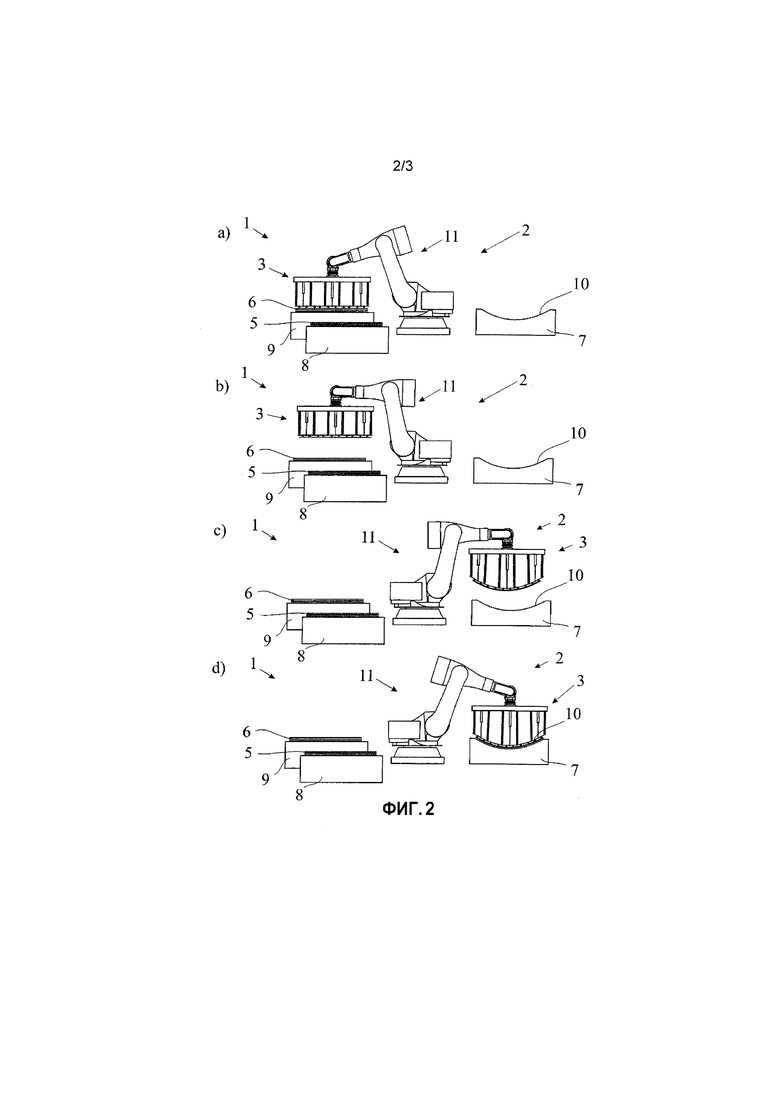
Фиг.2 изображает различные этапы предложенного способа а) забор слоя, b) транспортировку слоя, с) транспортировку и деформацию слоя и d) размещение слоя до его отложения и
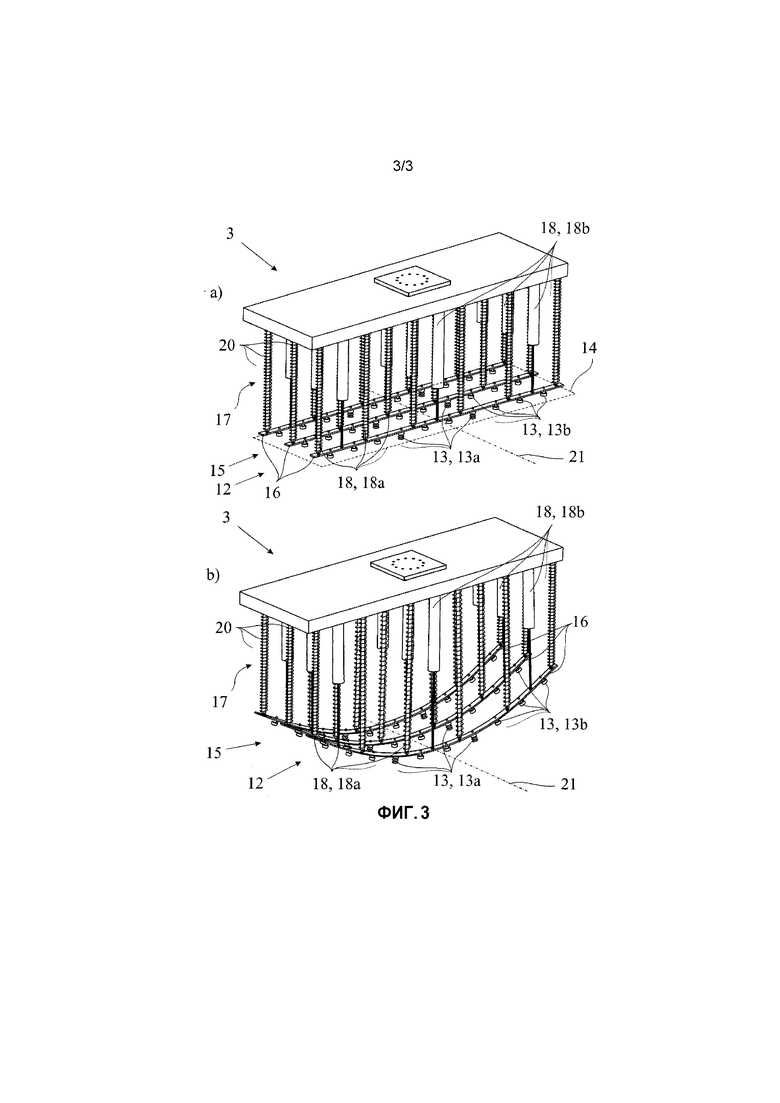
Фиг.3 изображает концевой исполнительный орган манипуляционной системы с Фиг.1 в его демонтированном состоянии, а) в конфигурации в соответствии с Фиг.2а и 2b и b) в конфигурации в соответствии с Фиг.2с и 2d.
Производственная система 1, показанная на чертежах, служит для изготовления компонента самолета из волоконно-металлического слоистого материала. Предпочтительно, такой компонент представляет собой часть структурного компонента самолета, в частности, часть фюзеляжа или крыла самолета. Здесь и предпочтительно компонент представляет собой часть внешней обшивки фюзеляжа. Компонент, соответственно, имеет форму полуоболочки.
Производственная система 1 содержит манипуляционную систему 2 с концевым исполнительным органом 3 и блоком 4 управления, относящемуся к манипуляционной системе 2. Блок 4 управления представляет собой электронный блок управления, который не только управляет перемещением манипуляционной системы 2, но также действиям концевого исполнительного органа 3. Производственная система 1 здесь и предпочтительно выполнена как роботизированный модуль.
В ходе изготовления по меньшей мере один металлический слой 5 и по меньшей мере один незатвердевший волокнистый слой 5 накладываются друг на друга в форме 4 посредством манипуляционной системы 2 в последовательности наложения. Тип слоев 5, 6 и последовательность наложения зависит от типа волоконно-металлического слоистого материала, из которого должен состоять конечный компонент. Металлический слой 5 может представлять собой металлический лист любого типа, волокнистый слой 6 может представлять собой волокнистый лист любого типа, который может быть выполнен из сухого волокнистого материала или из предварительно пропитанного волокнистого материала, также известного как препрег.
Особенно предпочтительно, если компонент из волоконно-металлического слоистого материала выполнен из так называемого материала GLARE® (эпоксидная смола, армированная слоями алюминия и стекловолокна). Здесь металлический слой 5 по меньшей мере частично представляет собой алюминиевый слой. Другие металлические материалы, такие как титан, также могут быть применены. Как правило, наружные слои компонента из волоконно-металлического слоистого материала представляют собой металлические слои 5. Толщина металлических слоев меньше 1,0 мм, предпочтительно от 0,2 мм до 0,5 мм, особенно предпочтительно - от 0,3 мм до 0,4 мм. Для предотвращения коррозии они подвергаются анодированию. Для обеспечения удовлетворительных сцепляющих свойств, они дополнительно покрываются подходящим покрытием.
Волокнистый слой 6 может состоять из предварительно пропитанного волокнистого материала или сухого волокнистого материала, который в ходе изготовления в любом случае не отвержден. Он может содержать разные типы волокон, такие как стекловолокно, арамидные волокна и тому подобное.
Помимо манипуляций с металлическими слоями 5 или волокнистыми слоями 6, могут также проводиться манипуляции со слоями клейкой ленты, которые могут накладываться между двумя металлическими слоями 5 или между двумя волокнистыми слоями 6 или между волокнистым слоем 6 и металлическим слоем 5. Предпочтительно, если два металлических слоя 5 накладываются друг на друга с частичным перекрытием, слой клейкой ленты располагается на участке перекрытия между двух металлических слоев 5. Слой клейкой ленты может обеспечивать герметичное соединение между двух соответствующих слоев.
Каждый цикл наложения содержит забор металлического слоя 5 или волокнистого слоя 6 или слоя клейкой ленты из соответствующей подающей стопки 8 в соответствии с определенной последовательностью наложения. Здесь и предпочтительно предусмотрено две подающие стопки 8, 9. Одна подающая стопка для обеспечения металлического слоя 5 и одна подающая стопка 9 для обеспечения волокнистого слоя 6. Оба типа слоев 5, 6 также могут подаваться из одной подающей стопки. Забор металлического слоя 5 из подающей стопки 8 или забор волокнистого слоя 6 из подающей стопки 9 зависят от последовательности наложения, которая в большей части зависит от слоистой структуры компонента из волоконно-металлического слоистого материала, который предстоит изготовить. Забор соответствующего слоя показан на Фиг.2а.
После этого, в рамках цикла наложения, захваченный слой 5, 6 транспортируется к форме, как показано на Фиг.2b. За транспортировкой слоя 5, 6 следует размещение слоя 5, 6 на поверхности отложения 10 в форме в соответствии с последовательностью наложения, за чем следует отложение размещенного слоя 5, 6 на поверхности отложения 10, как показано на Фиг.2d. Поверхность отложения 10 может представлять собой поверхность формы 7 или поверхность соответствующего слоя 5, 6, который был отложен в ходе предшествующего цикла наложения. Соответственно, точное размещение поверхности отложения 10 зависит от последовательности наложения. В любом случае, форма поверхности наложения 10 в большой степени определяется формой формы 7.
В зависимости от того, какие компоненты из волоконно-металлического слоистого материала предстоит изготовить в форме 7, соответственно поверхность отложения 10 может иметь выпуклую и/или вогнутую форму. форма 7, соответственного и поверхность отложения 10, могут иметь как выпуклые, так и вогнутые участки, например, при изготовлении компонентов из волоконно-металлического слоистого материала для участков самолета между фюзеляжем и крылом.
Для изобретения особенно важно, чтобы после забора из подающей стопки 8, 9 и до отложения на поверхности отложения 10, слои 5, 6, подлежащие наложению, были деформированы концевым исполнительным органом 3 так, чтобы согласовать форму слоя 5, 6 с формой поверхности отложения 10. Это показано на Фиг.2с. Здесь поверхность отложения имеет вогнутую форму, к которой слой 5, 6 адаптируется посредством концевого исполнительного органа 3.
Следует отметить, что этап деформации соответствующего слоя 5, 6 может быть выполнен в любое время между забором слоя 5, 6 и отложением слоя 5, 6. В предпочтительном варианте осуществления предложенного способа этап деформации выполняется в то время, как манипуляционная система 2 перемещается, в частности, в ходе этапа транспортировки. Тем не менее, может быть предпочтительно остановить перемещение манипуляционной системы 2 для этапа деформации, например, для достижения большей точности при деформации. Преимущества обеспечения этапа деформации были раскрыты в общей части спецификации. Возможность предотвращения образования полостей между слоями 5, 6 становится особенно очевидной при рассмотрении Фиг.2с, d.
В целом допустимо, чтобы манипуляционная система 2 содержала больше, чем один концевой исполнительный орган 3, например, если определенные производственные процессы необходимо выполнить параллельно. Все пояснения, приведенные в отношении одного показанного концевого исполнительного органа 3, в полной мере применимы к манипуляционной системе 2 с двумя или более чем двумя, концевыми исполнительными органами 3.
Манипуляционная система 2, показанная на чертежах, содержит манипулятор 11, приводимый в действие блоком 4 управления. Здесь и предпочтительно, манипулятор 11 представляет собой робот с последовательными осями. Он также может представлять собой робот с любым типом другой кинематики, например, кинематикой портального робота. Манипулятор 11 может также представлять собой конструкцию, созданную с учетом производственного процесса, описанного выше.
Концевой исполнительный орган 3, предпочтительно, содержит захватное приспособление 12 для захвата слоя 5, 6 в ходе забора. Захватное приспособление 12 включает в себя здесь и предпочтительно ряд захватных элементов 13, каждый из которых обеспечивает локализированное захватное взаимодействие с соответствующим слоем 5, 6. Захватное приспособление 12 определяет плоскость захвата 14, вдоль которой возможно захватное взаимодействие с соответствующим слоем 5, 6. Захватные элементы 13 распределены поперек плоскости захвата 14 захватного приспособления 12.
Захватное приспособление 12 приводится в действие блоком управления. Приведение в действие захватного приспособления 12 не только включает включение и выключение захватного взаимодействия, но также регулировку рабочих параметров концевого исполнительного органа 3, как будет описано ниже.
Особенно важно, чтобы при том, что захватные элементы 13 распределены по плоскости захвата 14, захватные элементы 13 приводились в действие по отдельности или группами блоком 4 управления. При этом можно выборочно приводить в действие захватные элементы 13, например, для предотвращения того, что неиспользуемые захватные элементы 13 будут нежелательно взаимодействовать с уже отложенными слоями 5, 6. Можно проводить манипуляции со слоями 5, 6, меньшими, чем внешний контур захватного приспособления 12.
Как можно видеть на Фиг.3, захватное приспособление 12 содержит по меньшей мере один захватный элемент 13а, здесь и предпочтительно несколько захватных элементов 13а, первого типа, и по меньшей мере один захватный элемент 13b, здесь и предпочтительно несколько захватных элементов 13b, второго типа. Это по существу обеспечивает повышенную гибкость захватного приспособления 12, поскольку при помощи блока 4 управления можно установить различные захватные характеристики. В предпочтительном варианте осуществления, показанном на Фиг.3, захватный элемент 13а первого типа обеспечивает плавающий захват слоя 5, 6 вдоль его поверхности так, что силы захвата действуют только перпендикулярно поверхности слоя 5, 6, и являются лишь минимальными в направлении вдоль поверхности слоя 5, 6. Это обеспечивает компенсирующее перемещение между слоями 5, 6 относительно захватного приспособления 12 в ходе деформации, так что нежелательное натяжение внутри слоя 5, 6 предотвращается. Для определения положения слоя 5, 6 вдоль его поверхности, захватный элемент 13b второго типа обеспечивает жесткий захват слоя 5, 6. Для однозначного определения положения слоя 5, 6 требуется по меньшей мере два захватных элемента 13b второго типа, которые расположены на определенном расстоянии друг от друга. Благодаря такому расстоянию, захватное приспособление способно обеспечить поддержку слоя 5, 6 также с точки зрения возможного поворота слоя 5, 6.
Существуют различные возможности для исполнения захватных элементов 13 захватного приспособления 12. В качестве примера можно привести клешневые захваты, игольчатые захваты, фиксирующие захваты и т.п. Здесь и предпочтительно, тем не менее, захватные элементы представляют собой вакуумные захватные элементы. В частности, захватные элементы 13а первого типа представляют собой вакуумные захватные элементы Бернулли, в то время как захватные элементы 13b второго типа представляют собой вакуумные захватные элементы Вентури. Применение вакуумных захватных элементов в настоящее время является предпочтительным, поскольку позволяет эффективно предотвратить повреждение слоев 5, 6, что имеет особую важность для компонентов самолета.
Как указано выше, деформация слоя 5, 6 осуществляется непосредственно концевым исполнительным органом 3. С этой целью, концевой исполнительный орган 3 содержит деформируемое поддерживающее приспособление 15, на котором располагается захватное приспособление 12. Здесь и предпочтительно, поддерживающее приспособление содержит сгибаемые поддерживающие полосы 16, на которых располагаются захватные элементы 13.
Концевой исполнительный орган 3 также содержит приводное приспособление 17 для деформации на основании привода поддерживающего приспособления 15. Для деформации захваченного слоя 5, 6, приводное приспособление 17 приводится в действие блоком 4 управления. Это можно увидеть при сравнении Фиг.3а и 3b.
Фиг.3 также показывает, что приводное приспособление 17 содержит по меньшей мере два привода 18, здесь и предпочтительно, несколько приводов 18, которые приводятся в действие блоком 4 управления.
Исполнение приводного приспособления 17 допустимо различными предпочтительными способами. Здесь и предпочтительно, приводы 18 приводного приспособления 17 представляют собой линейные приводы, которые приводятся в действие блоком 4 управления, соответственно. Здесь и предпочтительно, приводы 18 частично относятся к типу пневматического рычага, и частично - к типу пневматического поршневого привода. Соответственно, приводное приспособление 17 содержит по меньшей мере два привода 18 разного типа. Приводы 18 типа пневматического рычага обозначены ссылочной позицией 18а, а приводы 18 типа пневматического поршневого привода обозначены ссылочной позицией 18b. При помощи приводов 18а первого типа можно оказывать точные давящие усилия на поддерживающее приспособление 15, в то же время, обеспечивая некоторую эластичность. При помощи приводов 18b второго типа, давящие и тянущие усилия можно прилагать к поддерживающему приспособлению 15, так, чтобы приводы 18b второго типа обеспечивали точки для приложения сил, создаваемых приводами 18а первого типа. При такой комбинации приводов 18а, 18b, взаимодействующих друг с другом, можно достигнуть высокой гибкости, и, в то же время, точности при деформации поддерживающего приспособления 15, а, следовательно, и захваченного слоя 5, 6.
Что касается подробной конструкции, изображенной на Фиг.3, вышеуказанное применение приводов 18 разного типа является особенно предпочтительным, поскольку каждый из приводов 18 воздействует на поддерживающее приспособление 15, здесь - на поддерживающие полосы 16, в основном в перпендикулярном направлении относительно плоскости захвата 14, вдоль которой выровнены поддерживающие полосы 16. Приводы 18 расположены в один или несколько рядов и соединены с промежуточным приспособлением 19 на одном из их соответствующих концов и с поддерживающим приспособлением 15, здесь - с поддерживающими полосами 16, на другом из их соответствующих концов. По меньшей мере один из приводов 18 оснащен возвратной пружиной 20, которая может представлять собой винтовую пружину, выровненную с продольной протяженностью линейного привода 18.
Дополнительные детали конструкции захватного приспособления 12 можно получить из документа US 2014/0199153 A1, который пересмотрен заявителем и приведен здесь для ссылки.
Применение показанного захватного приспособления 12 для предложенной манипуляционной системы 2 обеспечивает потрясающую гибкость. В частности, благодаря тому, что в зависимости от приведения в действия вышеуказанных приводов 18 блоком 4 управления, поддерживающее приспособление 15 может принимать различные формы. Такие формы включают в себя выпуклые формы, вогнутые формы и их комбинацию. Также, степень деформации поддерживающего приспособления 15, а, следовательно и соответствующего слоя 5, 6, могут быть изменены в любое время. Поскольку деформации можно достигнуть посредством приводов, как указано выше, можно без труда изменить деформацию в любой момент в ходе изготовления, в частности, между двух циклов наложения.
Как следствие, можно заменить форму 7 для изготовления компонента из волоконно-металлического слоистого материала на другую форму 7 для изготовления другого компонента из волоконно-металлического слоистого материала с другой геометрией формы 7. Это может быть выполнено без необходимости в адаптации манипуляционной системы 2 механическим путем. Для изготовления разных компонентов из волоконно-металлического слоистого материала можно выполнить изменения только в и/или при помощи блока 4 управления. В частности, блок 4 управления изменяет движущий момент манипулятора и/или движущий момент приводов 18 и/или рабочие параметры захватного приспособления 12.
Преимуществом предложенного способа и предложенной манипуляционной системы 2 является тот факт, что можно обеспечить наложение слоев 5, 6 в форме плоских предварительно отрезанных слоев из соответствующей подающей стопки 8, 9. Поскольку деформация слоев 5, 6 обеспечивается концевым исполнительным органом 3, нет необходимости в обеспечении слоев 5, 6 из подающих стопок 8, 9 как слоев, прошедших предварительное формование. Это делает логистику производственного процесса менее сложной, и, следовательно, более экономичной. Контуры соответствующих слоев 5, 6 могут отличаться друг от друга. В частности, контуры отрезанных металлических слоев 5 и отрезанных волокнистых слоев 6 могут отличаться друг от друга. Предпочтительно, концевой исполнительный орган 3 проводит манипуляции со слоями 5, 6 разной ширины и/или длины в ходе изготовления компонента из волоконно-металлического слоистого материала. Ширина и/или длина металлических слоев 5 по сравнению с шириной, соответственно и длиной, волокнистых слоев 6, может изменяться в ходе производства одного компонента из волоконно-металлического слоистого материала от одного цикла наложения к другому циклу наложения. Предпочтительно, площадь поверхности волокнистых слоев 6 меньше, чем площадь поверхности металлических слоев 5. Дополнительно или альтернативно, площадь поверхности разных металлических слоев 5 или разных волокнистых слоев 6 может изменяться от одного цикла наложения к другому циклу наложения.
Увеличение эффективности также достигается благодаря тому факту, что по меньшей мере один металлический слой 5 и по меньшей мере один волокнистый слой 6, здесь и предпочтительно - все металлические слои 5 и все волокнистые слои 6, забираются и деформируются при помощи одного и того же концевого исполнительного органа 3. Соответственно, оказалось, что в целом нет необходимости в оборудовании различных концевых исполнительных органов 3 для разных слоев компонента из волоконно-металлического слоистого материала. В частности, это относится к слоя из вышеуказанных материалов GLARE®. В ходе производства можно оптимизировать различные рабочие параметры при помощи блока 4 управления. Здесь и предпочтительно, по меньшей мере один рабочий параметр концевого исполнительного органа 3 регулируется блоком 4 управления в зависимости от того, является ли слой 5, 6 металлическим слоем или волокнистым слоем. В частности, предпочтительно, чтобы в зависимости от того, с каким из слоев 5, 6 предстоит провести манипуляцию, блоком 4 управления могли быть установлены разные захватные усилия.
Другой регулировкой рабочего параметра является то, что в ходе деформации накладываемого слоя 5, 6 различные захватные элементы 13 приводятся в действие блоком 4 управления в зависимости от того, является слой 5, 6 металлическим слоем 5 или волокнистым слоем 6. Как было отмечено выше, при помощи блока управления также возможно приводить в действие захватные элементы 13 по отдельности или группами 4. В частности, предпочтительно, чтобы в ходе транспортировки и/или деформации волокнистых слоев 6 было активировано другое количество захватных элементов по сравнению с транспортировкой и/или деформацией металлических слоев 5, 6. Также следует отметить, что поверхности слоев 5, 6, подлежащих наложению, как правило, меньше, чем поверхность формы 7. Соответственно, наложение слоев 5, 6 означает создание плиточной структуры по поверхности формы.
Особым преимущество конструкции из волоконно-металлического слоистого материала является возможность установки особых механических свойств, эти механические свойства могут зависеть от направления силы, оказываемой на конструкцию. Этого можно достигнуть просто путем расположения волокнистых слоев 6 в особых ориентациях.
Предпочтительно, в волокнистых слоях 6 волокна располагаются однородно. Предпочтительно, все волокна по существу выровнены в одном направлении. При этом, можно легко определить вышеуказанные механические свойства путем наложения по меньшей мере двух волокнистых слоев 6 друг на друга с разной ориентацией волокон.
Наложение по меньшей мере двух волокнистых слоев 5, 6 друг на друга с разной ориентацией волокон может, тем не менее, также быть предпочтительным, если волокнистые слои 6 относятся к типу тканы материалов или плетеных материалов и т.п.
Предпочтительно, чтобы по меньшей мере один волокнистый слой 6 накладывался на другой волокнистый слой 6 так, чтобы ориентации волокон в этих двух слоях 6 были смещены друг относительно друга на 90°. В производственном процессе это означает, что первый волокнистый слой 6 откладывается под первым углом, и второй волокнистый слой 6 откладывается под вторым углом, при этом первый угол и второй угол не идентичны. Предпочтительно, разница между двумя углами составляет более 10°, предпочтительно - более 45°, более предпочтительно 45° и особо предпочтительно 90°. Весь диапазон углов для отложения слоев 5, 6 может быть реализован при помощи предложенной манипуляционной системы 2 просто путем поворота концевого исполнительного органа 3 посредством манипулятора 11 соответствующим образом.
Может иметь место другая свобода деформации слоев 5, 6 в зависимости от сложности изготавливаемого компонента. Здесь и предпочтительно, волокнистый слой 5 и металлический слой 6 деформируются по меньшей мере в двух декартовых направлениях. Может быть даже возможно, чтобы волокнистый слой 5 и металлический слой 6 деформировались в трех декартовых направлениях. Здесь и предпочтительно, волокнистый слой 5 и металлический слой 6 деформируются путем изгиба вокруг по меньшей мере одной оси изгиба, эта ось изгиба грубо показана на Фиг.3. Более предпочтительно, ось изгиба 21 располагается по существу параллельно поверхности соответствующего слоя 5, 6, и, следовательно, по существу параллельно плоскости захвата 14, как можно также видеть на Фиг.3.
Размещение накладываемого слоя 5, 6 которое предшествует отложению слоя 5, 6 на поверхности отложения 10, может быть осуществлено различными предпочтительными способами. В первом предпочтительном варианте осуществления, размещение накладываемого слоя 5, 6 происходит одновременно с контактом слоя 5, 6 с поверхностью отложения 10 вдоль контактной линии или точки контакта. Предпочтительно, контактная линия или точка контакта представляет собой одну контактную линию или одну точку контакта. При этом, в зависимости от формы 7, можно предотвратить образование полостей. В качестве альтернативы, размещение накладываемого слоя 5, 6 происходит одновременно с тем, как слой 5, 6 равномерно контактирует со всей поверхностью отложения. Это показано на Фиг.2. Поскольку производственная система, показанная на чертежах, обеспечивает высокую точность в размещении концевого исполнительного органа 2, плоский контакт между поверхностью слоев 5, 6 и поверхностью отложения 10 предотвращает образование полостей. В качестве другой альтернативы, размещение накладываемого слоя 5, 6 происходит одновременно с тем, как слой 5, 6 плавает непосредственно над поверхностью отложения 10. Слой 5, 6 мягко набрасывается на поверхность отложения 10. Благодаря очень короткому расстоянию набрасывания и вышеуказанной адаптации формы слоя 5, 6 с формой поверхности отложения 10, при такой альтернативе образование полостей также предотвращается.
Предложенная деформация соответствующего слоя может быть выполнена различными способами, которые могут быть предпочтительными в зависимости от формы 7.
В первом предпочтительном варианте осуществления, деформация накладываемого слоя 5, 6 концевым исполнительным органом 3 до его наложения выполняется так, чтобы форма слоя 5, 6 была идентична форме поверхности отложения. Это показано на Фиг.2.
Также может быть предпочтительно, чтобы деформация накладываемого слоя 5, 6 концевым исполнительным органом 3 до его наложения выполнялась так, чтобы форма слоя 5, 6 по меньшей мере слегка отклонялась от формы поверхности отложения 10. Это может быть предпочтительно, если любое трение должно быть исключено в ходе размещения слоя 5, 6 на поверхности отложения 10. В случае выпуклой поверхности отложения 10, это выполняется так, чтобы деформация слоя 5, 6 осуществлялась так, чтобы слой 5, 6 был менее выпуклым, чем поверхность отложения 10. В случае вогнутой поверхности отложения 10 (Фиг.1) это может быть выполнено путем деформации слоя 5, 6 так, чтобы поверхность слоя 5, 6 была более вогнута, чем поверхность отложения 10. Для другим конструкций формы 7 этот принцип также может быть применен соответствующим образом.
После вышеуказанного наложения слоев 5, 6 друг на друга, наложенная конструкция, предпочтительно, прессуется для того чтобы, в том числе, уменьшить количество возможных полостей. Предпочтительно, вместе с формой 7, наложенная конструкция затем, предпочтительно, транспортирует в автоклав, где она нагревается под давлением, активируя матрицу волокнистых слоев 6, если эти слои 6 выполнены из предварительно пропитанного материала. Такая термическая обработка выполняется на протяжении 3-10 часов под высоким давлением около 10 Бар. Последующие термические обработки или обработки давлением могут быть выполнены в соответствии с применимым материалом слоев. Можно отметить, что если волокнистые слои 6 выполнены из сухого волокнистого материала, они могут быть пропитаны после каждого размещения, или после нанесения матричного материала на волокнистые слои 6 до помещения в автоклав.
В соответствии со второй концепцией, имеющей независимую важность, манипуляционная система 2 для осуществления предложенного способа заявлена сама по себе. Как указано выше, манипуляционная система 2 содержит концевой исполнительный орган 3, и регулируется блоком 4 управления. Все пояснения, представленные в отношении предложенного способа, в полной мере применимы к предложенной манипуляционной системе 2.
Изобретение относится к способу изготовления компонента самолета из волоконно-металлического слоистого материала. Техническим результатом является упрощение производственной системы и повышение стабильности ее автоматизированной работы. Технический результат достигается способом с использованием манипуляционной системы (2) с концевым исполнительным органом (3) и блоком (4) управления, связанным с манипуляционной системой (2). При этом в способе металлический слой (5) и неотвержденный волокнистый слой (6) накладывают друг на друга в форме (7) манипуляционной системой (2) в последовательности наложения. Причем каждый цикл наложения включает забор металлического слоя (5) или волокнистого слоя (6) из соответствующей подающей стопки (8, 9) в соответствии с последовательностью наложения, транспортировку слоя (5, 6) к форме (7), размещение слоя (5, 6) на поверхности отложения в форме (7) в соответствии с последовательностью наложения и отложение размещенного таким образом слоя (5, 6) на поверхности (10) отложения. При этом после забора из подающей стопки (8, 9) и до отложения на поверхности (10) отложения накладываемый слой (5, 6) деформируют концевым исполнительным органом (3) так, чтобы согласовать форму слоя (5, 6) с формой поверхности (10) отложения. Причем металлический слой (5) и волокнистый слой (6) забирают и деформируют посредством одного и того же концевого исполнительного органа (3). 2 н. и 13 з.п. ф-лы, 3 ил.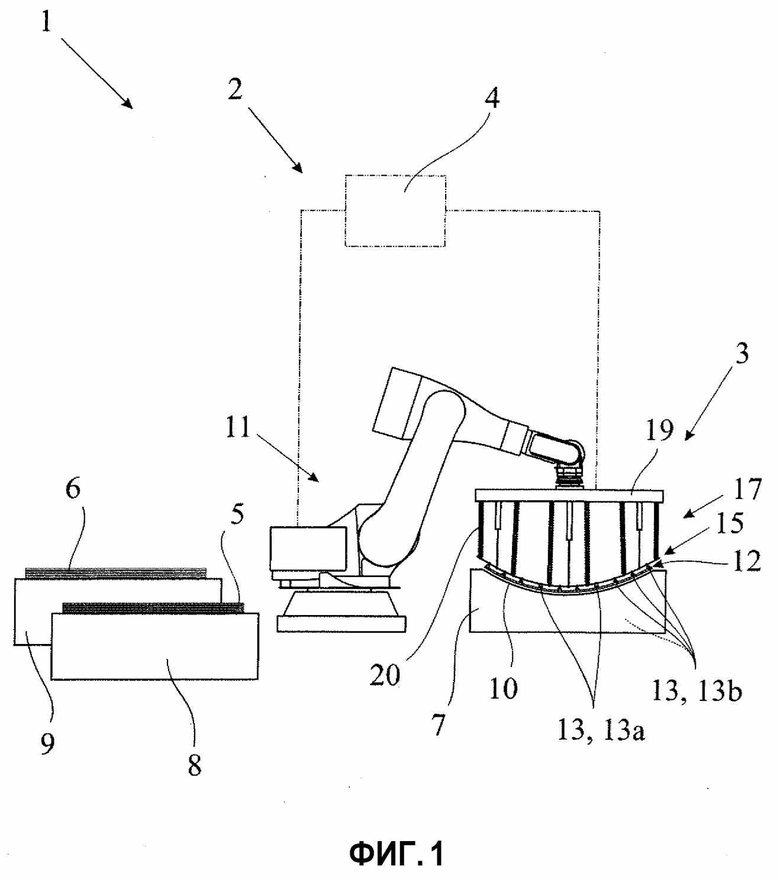
1. Способ изготовления компонента самолета из волоконно-металлического слоистого материала с использованием манипуляционной системы (2) с концевым исполнительным органом (3) и блоком (4) управления, связанным с манипуляционной системой (2), при котором по меньшей мере один металлический слой (5) и по меньшей мере один неотвержденный волокнистый слой (6) накладывают друг на друга в форме (7) манипуляционной системой (2) в последовательности наложения, при этом каждый цикл наложения включает забор металлического слоя (5) или волокнистого слоя (6) из соответствующей подающей стопки (8, 9) в соответствии с последовательностью наложения, транспортировку слоя (5, 6) к форме (7), размещение слоя (5, 6) на поверхности отложения в форме (7) в соответствии с последовательностью наложения и отложение размещенного таким образом слоя (5, 6) на поверхности (10) отложения, отличающийся тем, что после забора из подающей стопки (8, 9) и до отложения на поверхности (10) отложения накладываемый слой (5, 6) деформируют концевым исполнительным органом (3) так, чтобы согласовать форму слоя (5, 6) с формой поверхности (10) отложения, причем по меньшей мере один металлический слой (5) и по меньшей мере один волокнистый слой (6) забирают и деформируют посредством одного и того же концевого исполнительного органа (3).
2. Способ по п. 1, отличающийся тем, что манипуляционная система (2) содержит манипулятор (11), предпочтительно, робот с последовательными осями или портальный робот, при этом манипулятор (11) приводят в действие блоком (4) управления.
3. Способ по п. 1 или 2, отличающийся тем, что концевой исполнительный орган (3) содержит захватное приспособление (12), предпочтительно, ряд захватных элементов (13), для захвата слоя (5, 6) в ходе забора, при этом захватное приспособление (12) приводят в действие блоком (4) управления, предпочтительно, захватные элементы (13) приводят в действие по отдельности или группами посредством блока (4) управления.
4. Способ по любому из предшествующих пунктов, отличающийся тем, что захватное приспособление (12) содержит по меньшей мере один захватный элемент (13а) первого типа и по меньшей мере один захватный элемент (13b) второго типа, предпочтительно, чтобы захватный элемент (13а) первого типа обеспечивал плавающий захват слоя (5, 6) вдоль его поверхности, и чтобы захватный элемент (13b) второго типа обеспечивал жесткий захват слоя (5, 6).
5. Способ по любому из предшествующих пунктов, отличающийся тем, что захватные элементы (13) представляют собой вакуумные захватные элементы, предпочтительно, при этом по меньшей мере один из захватных элементов (13а) относится к вакуумным захватным элементами типа Бернулли, и/или, по меньшей мере один из захватных элементов (13b) относится к вакуумным захватным элементам типа Вентури.
6. Способ по любому из предшествующих пунктов, отличающийся тем, что концевой исполнительный орган (3) содержит деформируемое поддерживающее приспособление (15), причем захватное приспособление (12) расположено на поддерживающем приспособлении (15), при этом концевой исполнительный орган (3) также содержит приводное приспособление (17) для деформации поддерживающего приспособления (15) посредством привода, причем для деформации захваченного слоя (8, 9) приводное приспособление (17) приводится в действие блоком (4) управления, предпочтительно, приводное приспособление (17) содержит по меньшей мере два привода (18), предпочтительно по меньшей мере два линейных привода (18), которые приводят в действие блоком (4) управления, в частности, типа пневматического рычага (18а) и/или типа пневматического поршневого привода (18b), предпочтительно, приводное приспособление (17) содержит по меньшей мере два привода (18) разных типов.
7. Способ по любому из предшествующих пунктов, отличающийся тем, что накладываемые слои (5, 6) выполнены в виде плоских предварительно отрезанных слоев (5, 6) в подающей стопке (8, 9).
8. Способ по любому из предшествующих пунктов, отличающийся тем, что по меньшей мере один рабочий параметр концевого исполнительного органа (3) может быть отрегулирован блоком (4) управления в зависимости от того, представляет собой слой (5, 6) металлический слой (5) или волокнистый слой (6).
9. Способ по любому из предшествующих пунктов, отличающийся тем, что в ходе деформации накладываемого слоя (5, 6) разные захватные элементы (13) приводят в действие блоком (4) управления независимо от того, представляет ли собой слой (5, 6) металлический слой (5) или волокнистый слой (6).
10. Способ по любому из предшествующих пунктов, отличающийся тем, что внутри волокнистых слоев (6) волокна сориентированы однородно, предпочтительно, все волокна в основном выровнены в одном направлении, и/или по меньшей мере два волокнистых слоя накладывают друг на друга с разной ориентацией волокон.
11. Способ по любому из предшествующих пунктов, отличающийся тем, что волокнистый слой (6) и металлический слой (5) деформируют по меньшей мере в двух декартовых измерениях, предпочтительно, волокнистый слой (6) и металлический слой (5) деформируют в трех декартовых измерениях, и/или волокнистый слой (6) и металлический слой (5) деформируют путем изгиба вокруг по меньшей мере одной оси (21) изгиба, предпочтительно, по меньшей мере одна ось (21) изгиба расположена по существу параллельно поверхности соответствующего слоя (5, 6).
12. Способ по любому из предшествующих пунктов, отличающийся тем, что размещение накладываемого слоя (5, 6) осуществляют одновременно с контактом слоя (5, 6) с поверхностью (10) отложения вдоль линии контакта или точки контакта или что размещение накладываемого слоя (5, 6) осуществляют одновременно с равномерным контактом слоя (5, б) со всей поверхностью (10) отложения или размещение накладываемого слоя (5, 6) осуществляют одновременного с плаванием слоя (5, 6) непосредственно над поверхностью (10) отложения.
13. Способ по любому из предшествующих пунктов, отличающийся тем, что деформацию накладываемого слоя (5, 6) посредством концевого исполнительного органа (3) до его отложения осуществляют так, чтобы форма слоя (5, 6) была идентична форме поверхности (10) отложения.
14. Способ по любому из предшествующих пунктов, отличающийся тем, что деформацию накладываемого слоя (5, 6) посредством концевого исполнительного органа (5) до его отложения осуществляют так, чтобы форма слоя (5, 6) по меньшей мере слегка отклонялась от формы поверхности (10) отложения, предпочтительно, деформацию накладываемого слоя (5, 6) посредством концевого исполнительного органа (3) до его отложения осуществляют так, чтобы в случае выпуклой поверхности (10) отложения слой (5, 6) был менее выпуклым, чем поверхность (10) отложения, а в случае вогнутой поверхности (10) отложения поверхность слоя (5, 6) была более вогнутой, чем поверхность (10) отложения.
15. Манипуляционная система для осуществления способа по любому из предшествующих пунктов.
| DE 102012000508 A1, 18.07.2013 | |||
| US 6495086 B1, 17.12.2002 | |||
| US 20110256370 A1, 20.10.2011 | |||
| US 20140199153 A1, 17.07.2014 | |||
| Автоматизированный ленточный стартстопный телеграфный аппарат | 1950 |
|
SU100448A1 |

