Область техники, к которой относится изобретение
[Область техники]
[0001]
Настоящее изобретение относится к элементу из TiAl сплава, способу его изготовления и способу ковки элемента из TiAl сплава и, в частности, относится к элементу из сплава TiAl для горячей ковки, способу его изготовления и способу ковки элемента из TiAl сплава.
[Предпосылки создания изобретения]
[0002]
TiAl сплав (алюминид титана) представляет собой сплав, изготовленный из интерметаллического соединения Ti (титана) и Al (алюминия). TiAl сплав обладает превосходной термостойкостью, имеет меньший вес и более высокую удельную прочность, чем сплавы на основе Ni. Соответственно, сплав применяют для деталей авиационного двигателя, таких TiAl как лопатки турбины и подобное. Поскольку TiAl сплав обладает плохой пластичностью и является материалом, который трудно обрабатывать, то в случае горячей ковки TiAl сплава проводится изотермическая ковка. Кроме того, для предотвращения окисления TiAl сплава горячую ковку выполняют со TiAl сплавом, покрытым оболочкой из Ti, сплава Ti или им подобного, имеющего такое же сопротивление деформации, как и сопротивление деформации TiAl сплава (см. Патентная литература 1).
[Список ссылок]
[Патентная литература]
[0003]
[PTL 1] опубликованная заявка на патент Японии № 2008-229680
[Сущность изобретения]
[Техническая задача]
[0004]
Когда TiAl сплав окисляется, на поверхности образуется обогащенный кислородом слой, называемый α-слоем. α-слой представляет собой материал, который трудно обрабатывать, он имеет более высокую твердость, чем основной материал, и обладает низкой пластичностью. Таким образом, если на поверхности TiAl сплава формируется α-слой, то при горячей ковке может возникнуть ковочная трещина. Если TiAl сплав подвергается горячей ковке в воздушной атмосфере, когда он покрыт оболочкой для предотвращения окисления TiAl сплава и подавления образования α-слоя, сложные сварочные работы Ti, сплава Ti и подобного должны выполняться при покрытии оболочкой. Кроме того, в некоторых случаях оболочка плотно примыкает к TiAl сплаву после горячей ковки и работа по удалению оболочки является трудной. Как описано выше, когда TiAl сплав подвергается горячей ковке при покрытии оболочкой, существует вероятность того, что работа при горячей ковке будет сложной, а обрабатываемость уменьшится.
[0005]
Таким образом, целью настоящего изобретения является создание элемента из TiAl сплава, способа его изготовления и способа ковки элемента из TiAl сплава, которые могут улучшить обрабатываемость при горячей ковке.
[Решение проблемы]
[0006]
Элемент из TiAl сплава, согласно настоящему раскрытию, представляет собой элемент из TiAl сплава для горячей ковки, содержащий подложку, выполненную из TiAl сплава, и слой Al, сформированный на поверхности подложки, причем слой Al содержит Al в качестве основного компонента и содержит Ti.
[0007]
Элемент из TiAl сплава, согласно настоящему раскрытию, может включать в себя пленку из оксида алюминия, выполенную на поверхности слоя Al и изготовленную из оксида алюминия.
[0008]
В элементе из TiAl сплава, согласно настоящему раскрытию, толщина слоя Al может составлять 10 мкм или более до 100 мкм или менее.
[0009]
В элементе из TiAl сплава, согласно настоящему раскрытию, TiAl сплав может содержать 41 ат.% или более до 44 ат.% или менее Al, 4 ат.% или более до 6 ат.% или менее Nb, 4 ат.% или более до 6 ат.% или менее V, и 0,1 ат.% или более до 1 ат.% или менее B, причем остаток представляет собой Ti и неизбежные примеси.
[0010]
Способ изготовления элемента из TiAl сплава в соответствии с настоящим раскрытием представляет собой способ изготовления элемента из TiAl сплава для горячей ковки, включающий в себя этап формирования подложки для формирования подложки путем плавления и литья исходного материала из TiAl сплава, и этап формирования слоя Al для формирования слоя Al, содержащего Al в качестве основного компонента и содержащего Ti, на поверхности подложки путем диффузионного покрытия подложки алюминием.
[0011]
В способе изготовления элемента из TiAl сплава согласно настоящему раскрытию на этапе формирования слоя Al подложку можно погрузить в порошок для обработки, полученный путем смешивания порошка исходного материала из Al, активатора, и ингибитора спекания, и подвергнуть термической обработке в неокислительной атмосфере при температуре 650°C или выше до 800°C или ниже.
[0012]
В способе изготовления элемента из TiAl сплава согласно настоящему раскрытию исходный материал из TiAl сплава может содержать 41 ат.% или более до 44 ат.% или менее Al, 4 ат.% или более до 6 ат.% или менее Nb, 4 ат.% или более до 6 ат.% или менее V, и 0,1 ат.% или более до 1 ат.% или менее B, причем остаток представляет собой Ti и неизбежные примеси.
[0013]
Способ ковки элемента из TiAl сплава согласно настоящему раскрытию представляет собой способ ковки элемента из TiAl сплава для горячей ковки, включающий в себя этап формирования слоя Al для формирования слоя Al, содержащего Al в качестве основного компонента и содержащего Ti, на поверхности подложки, изготовленной из TiAl путем диффузионного покрытия подложки алюминием, и этап горячей ковки для горячей ковки подложки, на которой слой Al формируется в воздушной атмосфере.
[0014]
В способе ковки элемента из TiAl сплава согласно настоящему раскрытию на этапе формирования слоя Al подложку можно погрузить в порошок для обработки, полученный путем смешивания порошка исходного материала из Al, активатора и ингибитора спекания, и подвергнуть термической обработке в неокислительной атмосфере при температуре от 650°C или выше до 800°C или ниже.
[0015]
В способе ковки элемента из TiAl сплава согласно настоящему раскрытию сплав TiAl может содержать 41 ат.% или более до 44 ат.% или менее Al, 4 ат.% или более до 6 ат.% или менее Nb, 4 ат.% или более до 6 ат.% или менее V, и 0,1 ат.% или более до 1 ат.% или менее B, причем остаток представляет собой Ti и неизбежные примеси.
[0016]
Поскольку указанная выше конфигурация может легче предотвращать образование α-слоя при горячей ковке в воздушной атмосфере и подавлять ковочную трещину, можно улучшить обрабатываемость при горячей ковке.
[Краткое описание чертежей]
[0017]
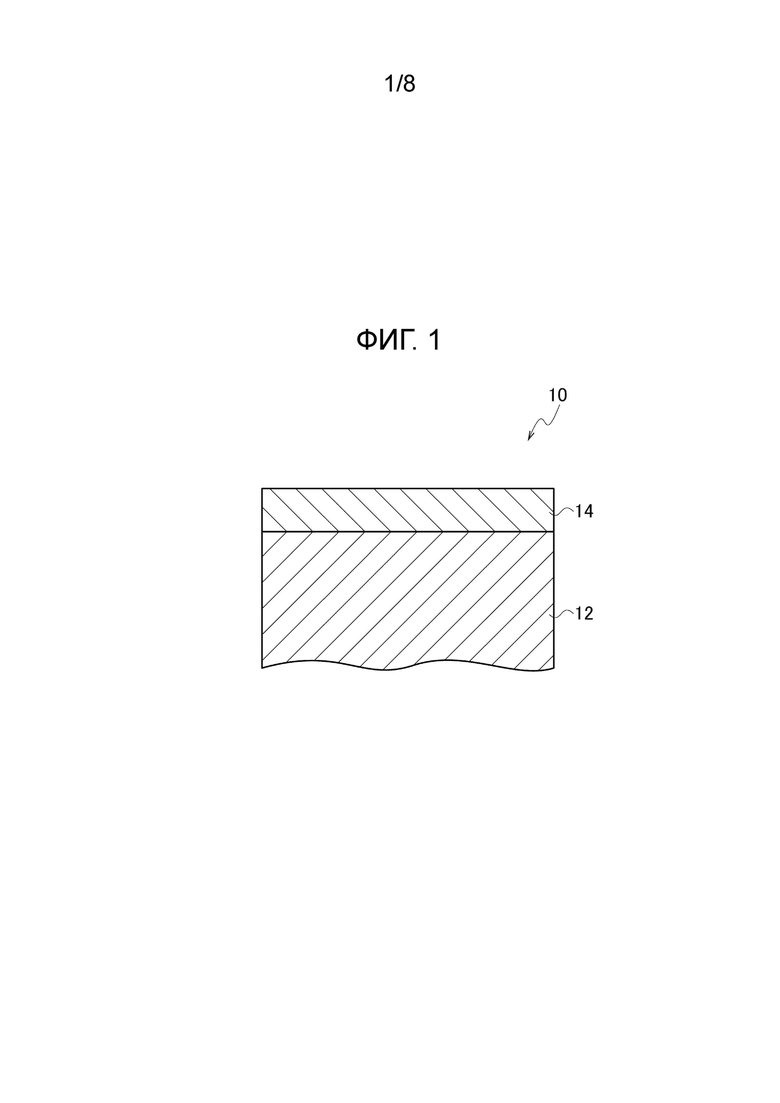
[Фиг. 1] На Фиг. 1 представлен вид в поперечном разрезе, показывающий конфигурацию элемента из TiAl сплава для горячей ковки в одном из вариантов осуществления настоящего изобретения.
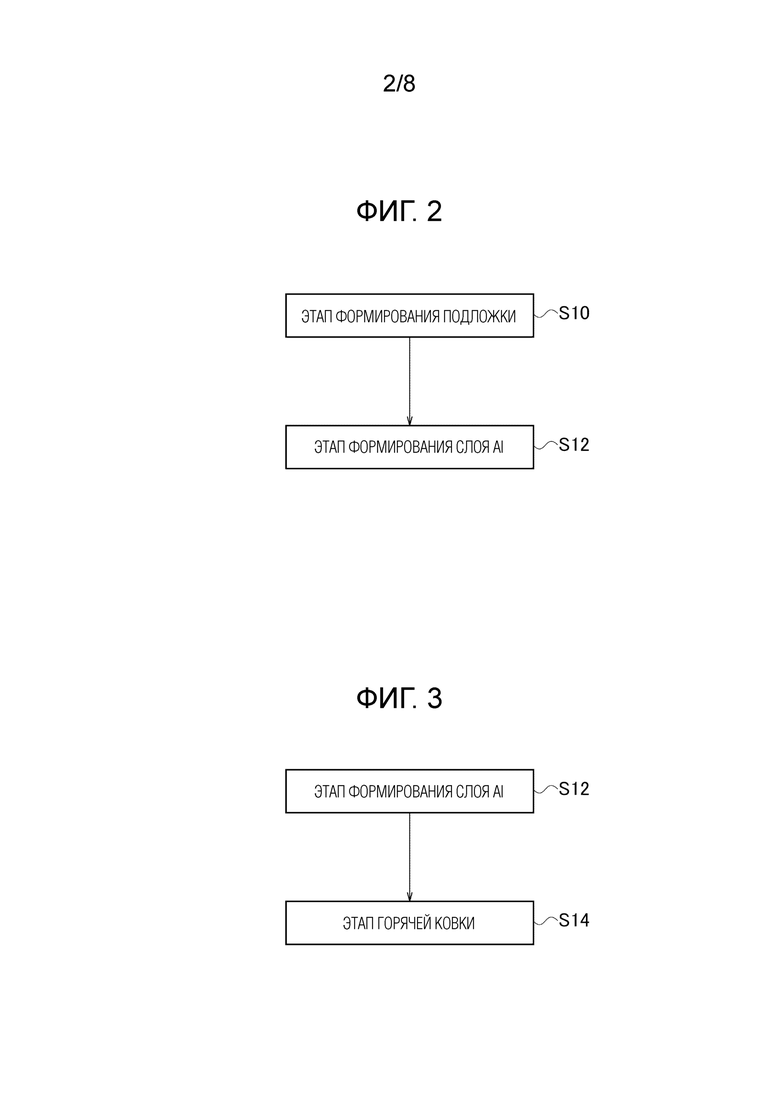
[Фиг. 2] На Фиг. 2 представлена блок-схема, показывающая конфигурацию способа изготовления элемента из TiAl сплава для горячей ковки в этом варианте осуществления настоящего изобретения.
[Фиг. 3] На Фиг. 3 представлена блок-схема, показывающая конфигурацию способа ковки элемента из TiAl сплава для горячей ковки в одном из вариантов осуществления настоящего изобретения.
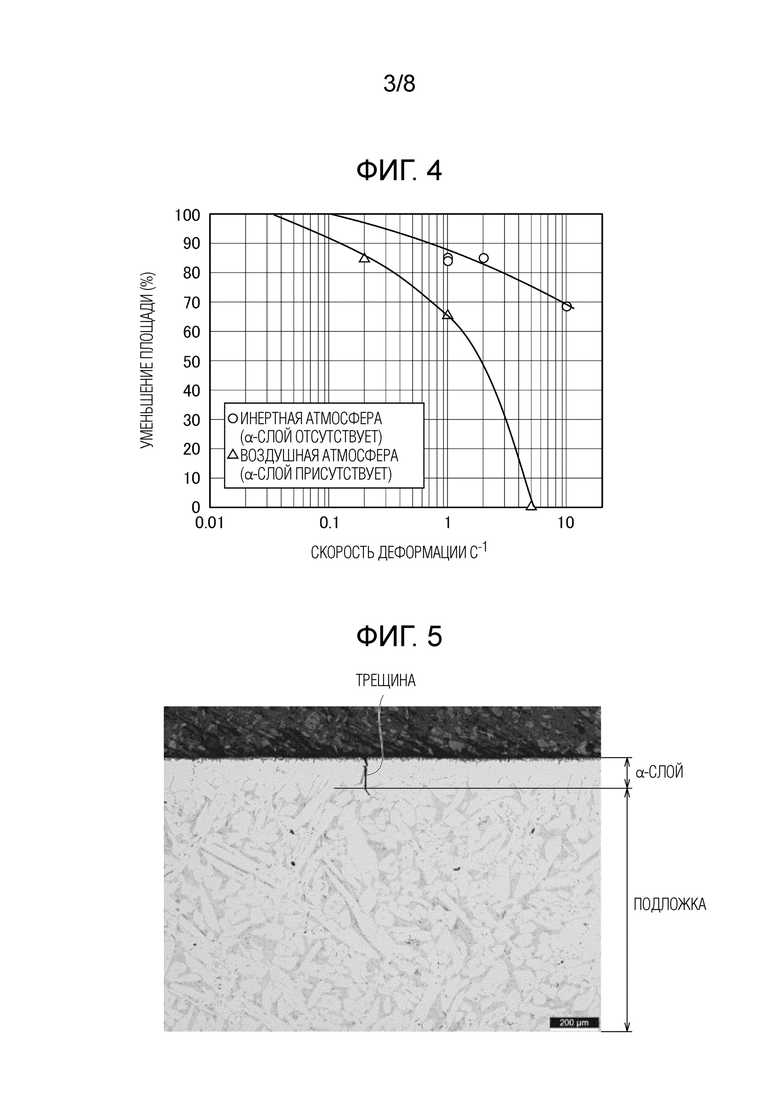
[Фиг. 4] На Фиг. 4 представлен график, иллюстрирующий результаты измерений уменьшения площади подложки в этом варианте осуществления настоящего изобретения.
[Фиг. 5] На Фиг. 5 представлена фотография, показывающая результат наблюдения металлографической структуры подложки, испытанной в воздушной атмосфере, в этом варианте осуществления настоящего изобретения.
[Фиг. 6] На Фиг. 6 представлены фотографии, показывающие результаты наблюдения металлографических структур образцов в Примере 1 и Сравнительном примере 1 в этом варианте осуществления настоящего изобретения.
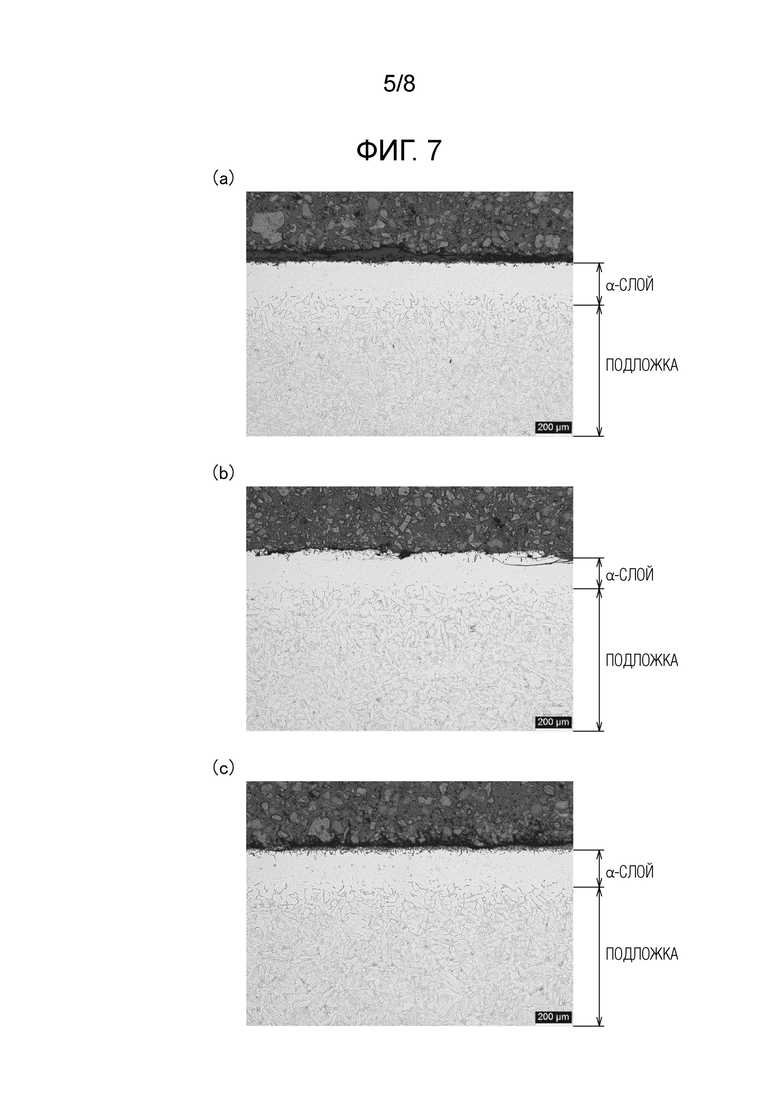
[Фиг. 7] На Фиг. 7 представлены фотографии, показывающие результаты наблюдения металлографических структур образцов в Сравнительных примерах 2-4 в этом варианте осуществления настоящего изобретения.
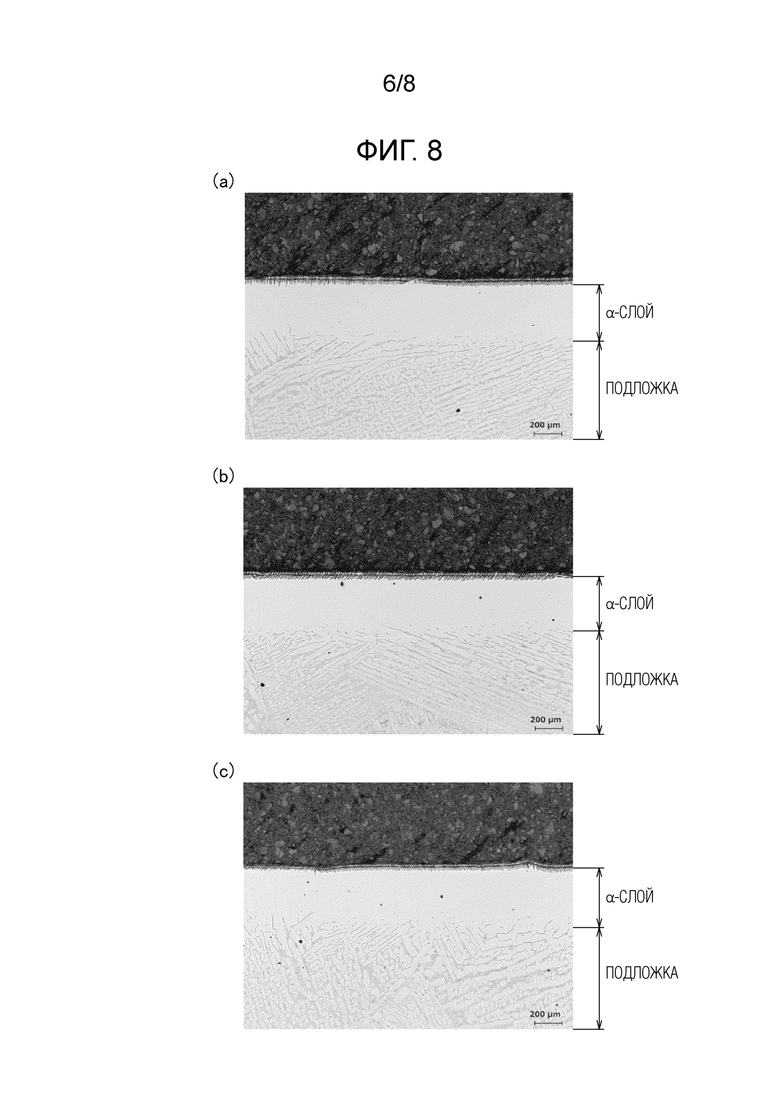
[Фиг. 8] На Фиг. 8 представлены фотографии, показывающая результаты наблюдения металлографических структур образцов в 5-7 в этом варианте осуществления настоящего изобретения.
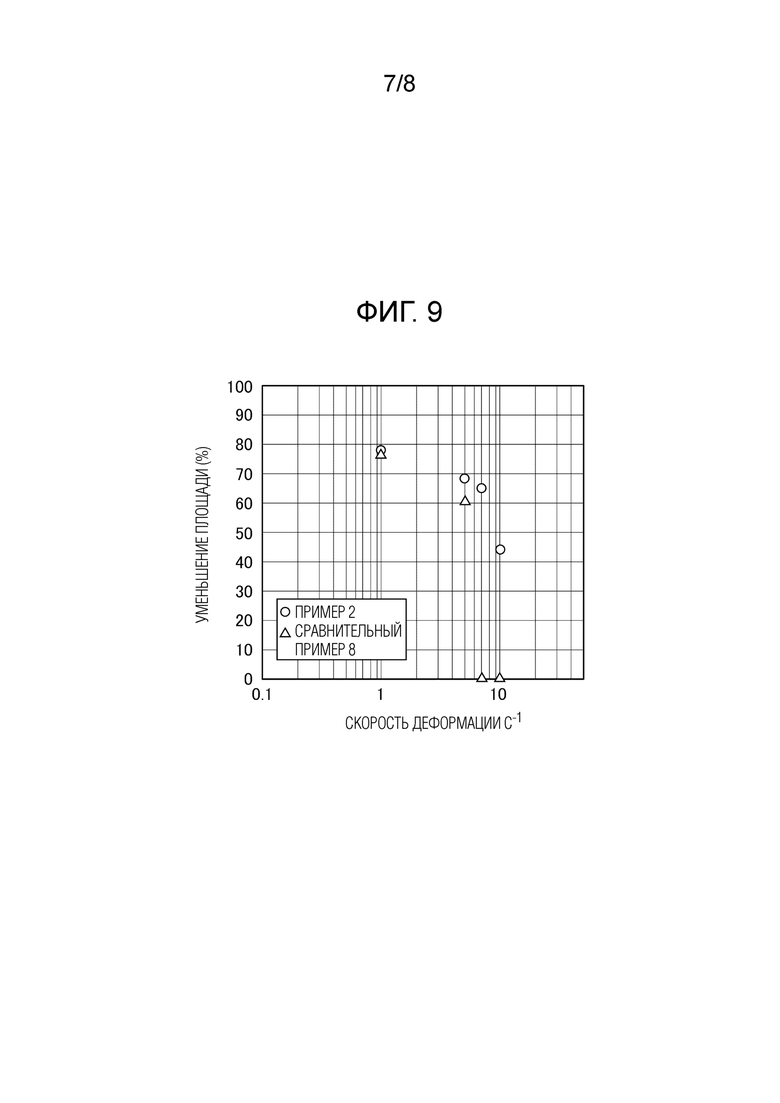
[Фиг. 9] На Фиг. 9 представлен график, иллюстрирующий результаты измерений уменьшения площади в каждом образце в этом варианте осуществления настоящего изобретения.
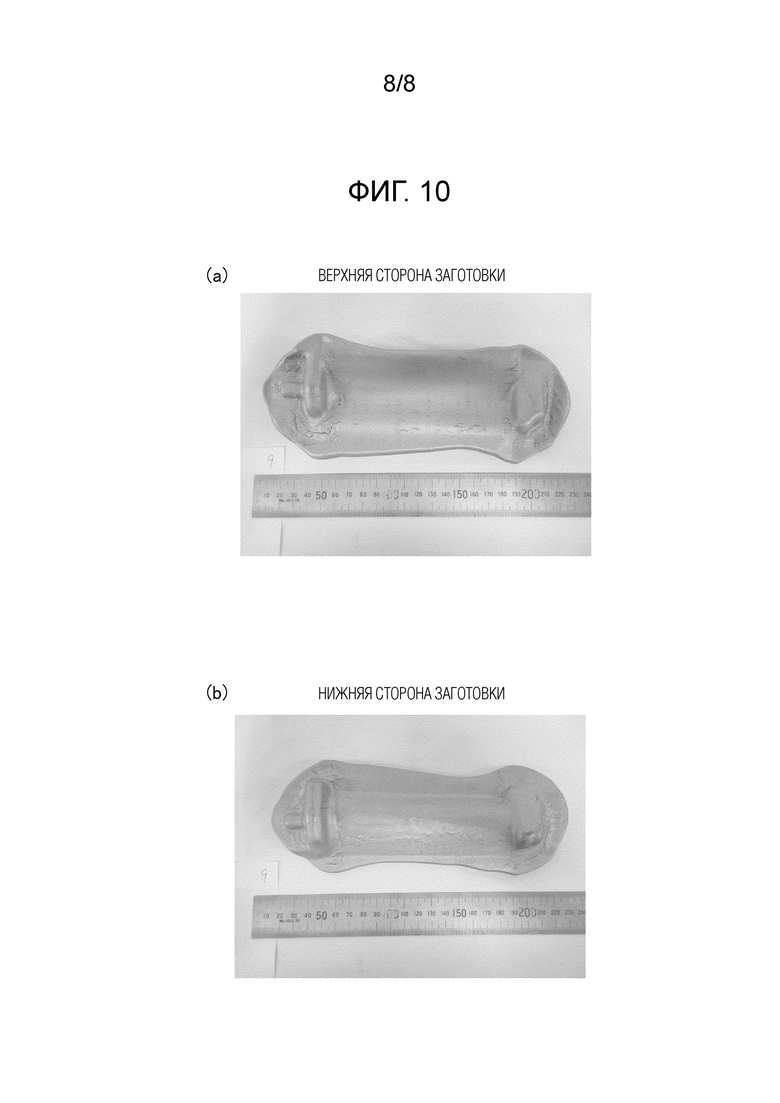
[Фиг. 10] На Фиг. 10 представлены фотографии, показывающие результаты наблюдения внешнего вида после испытания горячей ковкой в этом варианте осуществления настоящего изобретения.
[Описание вариантов осуществления]
[0018]
Один из вариантов осуществления настоящего изобретения подробно описан ниже с использованием чертежей. На Фиг. 1 представлен вид в поперечном разрезе, показывающий конфигурацию элемента 10 из TiAl сплава для горячей ковки. Элемент 10 из TiAl сплава для горячей ковки содержит подложку 12, выполненную из TiAl сплава, и слой 14 Al, сформированный на поверхности подложки 12.
[0019]
Подложка 12 выполнена из TiAl сплава. TiAl сплав может содержать TiAl (γ-фаза), Ti3Al (α2-фаза) или подобное, которые представляют собой интерметаллические соединения Ti (титана) и Al (алюминия). В состав сплава для TiAl сплава может входить только Ti и Al, но не входят другие компоненты сплава. В состав сплава для TiAl сплава может входить Ti, Al, и другие компоненты. В качестве других компонентов сплава может быть, по меньшей мере, один элемент, выбранный, например, из Nb (ниобия), V (ванадия), Мо (молибдена), Та (тантала), Cr (хрома), Mn (марганца), Ni (никеля) Si (кремния), B (бора), Cu (меди), Fe (железа) и подобного.
[0020]
В качестве TiAl сплава можно использовать TiAl сплав, который имеет низкое сопротивление деформации при высокой температуре и который может быть подвергнут высокоскоростной ковке с высокой скоростью деформации. Сплав TiAl, содержащий от 41 до 44 ат.% Al, от 4 до 6 ат.% Nb, от 4 до 6 ат.% V, и от 0,1 до 1 ат.% B, а остаток представляет собой Ti и неизбежные примеси (здесь и далее этот TiAl сплав иногда TiAl называют сплавом для высокоскоростной ковки), можно использовать в качестве TiAl сплава, который может подвергаться высокоскоростной ковке как описано выше. TiAl сплав для высокоскоростной ковки имеет металлографическую структуру, в которой размер кристаллического зерна составляет 200 мкм или менее, и содержатся бориды (TiB, TiB2, или им подобные) с размером частиц 100 мкм или менее. Таким образом, пластичность велика, и качества горячей ковки можно улучшить. Поскольку высокоскоростной ковочный TiAl сплав обладает очень хорошими деформационными свойствами при высокой температуре при горячей ковке, TiAl сплав для высокоскоростной ковки можно подвергать высокоскоростной ковке со скоростью деформации от 1 с-1 до 10 с-1.
[0021]
Слой 14 Al может быть сформирован на поверхности подложки 12, содержит Al в качестве основного компонента и содержит Ti. В этом случае основным компонентом слоя 14 Al является компонент, содержащийся в наибольшем количестве в слое 14 Al среди компонентов, содержащихся в слое 14 Al. Поскольку основным компонентом слоя 14 Al является Al, при горячей ковке в воздушной атмосфере, которая является окислительной атмосферой, на поверхности слоя 14 Al образуется пленка оксида алюминия с превосходной стойкостью к окислению. Это может подавить образование α-слоя в TiAl сплаве, из которого выполнена подложка 12.
[0022]
В частности, когда α-слой формируется на TiAl сплаве, при горячей ковке в воздушной атмосфере может возникнуть ковочная трещина, поскольку α-слой является хрупким. Кроме того, когда на TiAl сплаве для высокоскоростной ковки образуется α-слой, поскольку при горячей ковке может возникнуть ковочная трещина, TiAl сплав для высокоскоростной ковки трудно обрабатывать с высокой скоростью деформации. Между тем, когда на поверхности подложки 12 образуется слой 14 Al, пленка оксида алюминия формируется на поверхности слоя 14 Al за счет селективного окисления. Таким образом, подавляется проникновение кислорода и подавляется образование α-слоя. Тем самым можно предотвратить возникновение ковочной трещины при горячей ковке. Кроме того, поскольку ковочную трещину при горячей ковке можно подавить также и в TiAl сплаве для высокоскоростной ковки, можно выполнять высокоскоростную ковку с более высокой скоростью деформации.
[0023]
Пленка оксида алюминия, образованная селективным окислением слоя 14 Al, образует тонкую защитную оксидную пленку и обладает отличным сцеплением. Даже если пленка оксида алюминия отслаивается в ходе горячей ковки, часть слоя 14 Al, где пленка оксида алюминия отслоилась, сразу селективно окисляется и образуется новая пленка оксида алюминия. Например, керамическая пленка, сформированная путем нанесения и обжига керамического покрытия, представляет собой пористую пленку. Таким образом, кислород проникает через эту керамическую пленку и может образоваться α-слой. Кроме того, керамическая пленка, образованная физическим осаждением из паровой фазы (например, методом распыления, методом ионного осаждения, методом вакуумного осаждения или им подобным), имеет толщину тонкой пленки. Таким образом эта керамическая пленка обладает высокой проницаемостью для кислорода и может отслаиваться и может образоваться α-слой. Как описано выше, нанесение покрытия на поверхность подложки 12 с помощью слоя 14 Al образует пленку оксида алюминия, которая служит превосходной защитной оксидной пленкой при горячей ковке в воздушной атмосфере, и слой 14 Al может, таким образом, подавлять α-слой интенсивнее, чем керамические пленки, образованные с помощью других способов покрытия.
[0024]
Слой 14 Al может быть сформирован так, чтобы он содержал Ti. Формирование слоя 14 Al, содержащего Ti, может улучшить сцепление между подложкой 12 и слоем 14 Al. Ti, содержащийся в слое 14 Al, может быть Ti, диффундировавшим из подложки 12. Формирование слоя 14 Al в качестве диффузионного слоя, содержащего Ti, диффундировавший из подложки 12, может дополнительно улучшить сцепление между подложкой 12 и слоем 14 Al.
[0025]
Слой 14 Al можно сформировать так, чтобы он имел концентрацию Al более высокую, чем в подложке 12. Концентрация Al в слое 14 Al может составлять 60 или более, может составлять, может составлять 70 ат.% или более, и может составлять 80 ат.% или более или 90 ат.% или более. Концентрация Al в слое 14 Al может иметь значение, измеренное, например, с помощью энергодисперсионного рентгеновского анализа (EDX) или ему подобного. Концентрация Ti в слое 14 Al может быть постоянной в направлении толщины слоя 14 Al или может иметь место градиент концентрации. Например, слой 14 Al можно сформировать так, чтобы он имел такой градиент, что концентрация Ti увеличивается от стороны поверхности слоя 14 Al к стороне подложки в направлении толщины слоя 14 Al.
[0026]
Слой 14 Al может быть изготовлен из TiAl2, TiAl3 или подобного, которые являются интерметаллическими соединениями с более высоким содержанием алюминия, чем TiAl (γ-фаза) и Ti3Al (α2-фаза). Слой 14 Al может быть изготовлен только из TiAl2 или только из TiAl3. Альтернативно, слой 14 Al может быть изготовлен как из TiAl2, так и из TiAl3. В частности, слой 14 Al может быть сформирован из смешанного слоя, полученного смешением TiAl2 и TiAl3, или из двух слоев: слоя TiAl2 и слоя TiAl3.
[0027]
Слой 14 Al может содержать Al, Ti и другие компоненты. Слой 14 Al может содержать, по меньшей мере, один компонент, выбранный из Nb, V, Mo, Ta, Cr, Mn, Ni, Si, B, Cu, Fe, и т.п., в качестве других компонентов. Например, если слой 14 Al содержит Cr или Si с превосходной стойкостью к окислению, стойкость к окислению можно улучшить. Например, эти другие компоненты могут содержаться в слое 14 Al, поступив путем диффузии из подложки 12 в слой 14 Al. Если подложка 12 изготовлена из TiAl сплава для высокоскоростной ковки, слой 14 Al может быть сформирован из диффузионного слоя, содержащего Ti, диффундировавшего из подложки 12, и также содержащего, по меньшей мере, один из компонентов Nb, V, и B, диффундировавших из подложки 12.
[0028]
Толщина слоя 14 Al может составлять от 10 мкм до 100 мкм. Когда толщина слоя 14 Al составляет менее 10 мкм, толщина пленки оксида алюминия, образованной селективным окислением, также мала, и кислород может проникать через пленку оксида алюминия. Когда толщина слоя 14 Al превышает 100 мкм, слой 14 Al может отслаиваться.
[0029]
Толщина слоя 14 Al может составлять от 10 мкм до 30 мкм. Толщина слоя 14 Al составляет 30 мкм или менее, потому что слой 14 Al удаляется механической обработкой или ей подобным после горячей ковки и, таким образом, требуется только предотвращать окисление и подавлять образование α-слоя во время горячей ковки. Кроме того, уменьшение толщины слоя 14 Al может сократить время термической обработки при диффузионном покрытии, что будет описано далее.
[0030]
(Способ изготовления элемента 10 из TiAl сплава 10 для горячей ковки)
Далее описывается способ изготовления элемента 10 из TiAl сплава для горячей ковки. На Фиг. 2 представлена блок-схема, показывающая конфигурацию способа изготовления элемента 10 из TiAl сплава для горячей ковки. Способ изготовления элемента 10 из TiAl сплава для горячей ковки включает в себя этап (S10) формирования подложки и этап (S12) формирования слоя Al.
[0031]
Этап (S10) формирования подложки является этапом формирования подложки 12 из TiAl сплава путем плавления и литья исходного материала из TiAl сплава. Исходный материал из TiAl сплава расплавляется и отливается в вакуумной индукционной плавильной печи с тем, чтобы сформировать подложку 12, образованную из слитка или ему подобного. Устройство литья, используемое для литья обычных металлических материалов, можно использовать для литья исходного материала из TiAl сплава.
[0032]
Например, если подложка 12 должна быть сформирована из TiAl сплава для высокоскоростной ковки, сплав, имеющий состав сплава, содержащий от 41 до 44 ат.% Al, от 4 до 6 ат.% Nb, от 4 до 6 ат.% V, и от 0,1 до 1 ат.% B, а остаток представляет собой Ti и неизбежные примеси, может использоваться в качестве исходного материала из TiAl сплава. Поскольку TiAl сплав для высокоскоростной ковки имеет указанный выше состав сплава, TiAl сплав для высокоскоростной ковки не проходит через область с одной только α-фазой в процессе охлаждения от температуры плавления. Если сплав проходит через область с одной только α-фазой, пластичность уменьшается из-за укрупнения кристаллических зерен. Поскольку литой TiAl сплав для высокоскоростной ковки не проходит через область с одной только α-фазой, подавляется укрупнение кристаллических зерен.
[0033]
Кроме того, литой TiAl сплав для высокоскоростной ковки имеет металлографическую структуру, в которой размер кристаллического зерна составляет 200 мкм или менее, и содержатся бориды с размером частиц 100 мкм или менее. Этот борид сформирован в форме иглы и состоит из TiB, TiB2 или подобного. Поскольку литой TiAl сплав для высокоскоростной ковки имеет металлографическую структуру, в которой содержатся мелкие кристаллические зерна с диаметром кристаллического зерна 200 мкм или менее и бориды с размером частиц 100 мкм или менее, как описано выше, и свойства горячей ковки можно улучшить.
[0034]
Подложка 12 может быть сформирована посредством ГИП (горячего изостатического прессования) после литья. Воздействие на подложку 12 ГИП может подавить внутренние дефекты, такие как дефект литья. Устройство для ГИП, используемое для обработки посредством ГИП обычных металлических материалов, можно использовать для обработки посредством ГИП.
[0035]
Этап (S12) формирования слоя Al является этапом формирования слоя 14 Al, содержащего Al в качестве основного компонента и содержащего Ti, на поверхности подложки 12 путем диффузионного покрытия подложки 12 алюминием. Диффузионное покрытие алюминием (алюминирование) можно выполнить посредством погружения подложки 12 в порошок для обработки, полученный путем смешивания порошка исходного материала из Al, активатора и ингибитора спекания, и термической обработки подложки 12 в неокислительной атмосфере при температуре от 650°C до 800°C.
[0036]
Алюминиевый порошок, такой как порошок чистого Al, порошок сплава Al или тому подобное, можно использовать в качестве порошка исходного материала из Al. Основным компонентом порошка сплава Al может быть Al. В этом случае основным компонентом порошка сплава Al является компонент, содержащийся в наибольшем количестве в порошке сплава Al среди компонентов, содержащихся в порошке сплава Al. Когда порошок Al используется в качестве порошка исходного материала из Al, стоимость производства может быть уменьшена, поскольку порошок Al не содержит других компонентов сплава. Между тем, когда используется порошок сплава Al-Cr, порошок сплава Al-Si или тому подобное, содержащий Cr или Si с превосходной стойкостью к окислению, можно улучшить стойкость к окислению слоя 14 Al. Следует отметить, что порошок из смеси порошка Al и порошка из других элементов-добавок можно использовать в качестве порошка исходного материала из Al вместо порошка сплава Al. Например, когда необходимо сформировать слой 14 Al путем диффузионного покрытия подложки 12 алюминием и кремнием, можно использовать либо порошок сплава Al-Si, либо порошок из смеси порошка Al и порошка Si. Кроме того, когда подложка 12 изготовлена из сплава TiAl для высокоскоростной ковки, порошок исходного материала из Al может не содержать других компонентов сплава, и используется порошок Al, такой как как порошок чистого Al. Это связано с тем, что сцепление между подложкой 12 и слоем 14 Al в случае, когда порошок Al используется в качестве порошка исходного материала из Al, лучше, чем в случае, когда порошок сплава Al, такой как порошок сплава Al-Cr, используется в качестве порошка исходного материала из Al.
[0037]
В качестве активатора можно использовать галогенид, такой как хлорид и фторид. Например, в качестве активатора можно использовать хлорид аммония (NH4Cl) или подобное. В качестве ингибитора спекания можно использовать порошок оксида алюминия (Al2O3) или что-то подобное. Коммерческие продукты или что-то подобное можно использовать для порошка исходного материала из Al, активатора и ингибитора спекания.
[0038]
Затем путем смешивания порошка исходного материала из Al, активатора и ингибитора спекания готовят порошок для обработки. Например, порошок для обработки может содержать от 5 мас.% до 40 мас.% порошка исходного материала из Al и от 1 мас.% до 5 мас.% активатора, а остаток представляет собой ингибитор спекания. Доля порошка исходного материала из Al может составлять от 5 мас.% до 20 мас.% или может составлять от 10 мас.% до 20 мас.%. Затем порошок для обработки помещают в керамический контейнер или тому подобное, а подложку 12 погружают и укладывают в порошок для обработки.
[0039]
Подложка 12, погруженная в порошок для обработки подвергается термической обработке в неокислительной атмосфере. Термическая обработка вызывает реакцию порошка исходного материала из Al и активатора и образуется, например, галогенид алюминия, такой как хлорид алюминия. Образующийся галогенид алюминия вступает в реакцию с подложкой 12, и это вызывает осаждение Al на поверхности подложки 12 и образование слоя осажденного Al. Затем Ti диффундирует из подложки 12 в слой осажденного Al, и формируется слой 14 Al. Когда порошок сплава Al-Cr, порошок сплава Al-Si или тому подобное используют в качестве порошка исходного материала из Al, Cr, Si или подобное можно осадить на поверхность подложки 12 вместе с Al. Кроме того, когда подложка 12 содержит другие компоненты сплава в дополнение к Ti и Al, эти другие компоненты сплава могут диффундировать в осажденный слой Al и образовать слой 14 Al. Например, когда подложка 12 изготовлена из TiAl сплава для высокоскоростной ковки, слой 14 Al может содержать, по меньшей мере, один из компонентов Nb, V, и B, диффундировавших из подложки 12.
[0040]
Температура термической обработки может составлять от 650°C до 800°C. Когда температура термической обработки ниже 650°C, галогенид алюминия практически не образуется, и поэтому формирование слоя Al 14 затруднено. Когда температура термической обработки выше 800°C, образуется большое количество галогенида алюминия. Таким образом, толщина слоя 14 Al становится большой, и слой 14 Al может отслаиваться.
[0041]
Время термической обработки может составлять от пять минут до двух часов. Когда время термической обработки меньше пяти минут, Al на поверхность подложки 12 практически не осаждается и, таким образом, затруднено формирование слоя 14 Al. Когда время термической обработки превышает два часа, на поверхности подложки 12 осаждается большое количество Al. Таким образом, толщина слоя 14 Al становится большой, и слой 14 Al может отслаиваться.
[0042]
Атмосфера при термической обработке может быть неокислительной атмосферой, например, инертной атмосферой, такой как газообразный аргон, восстановительной атмосферой, такой как газообразный водород или разреженной атмосферой для предотвращения окисления и тому подобного для подложки 12 и порошка исходного материала из Al. Устройство термической обработки, используемое при диффузионном покрытии обычных металлических материалов, можно использовать в качестве устройства для диффузионного покрытия. После термической обработки подложка 12, на которой сформирован слой 14 Al, извлекается из порошка для обработки и порошок или что-то подобное, приставшее к ней, удаляется с помощью щетки или с помощью ультразвуковой очистки или чего-то подобного.
[0043]
Если подложка 12 изготовлена из TiAl сплава для высокоскоростной ковки, TiAl сплав для высокоскоростной ковки не проходит через область с одной только α-фазой во время термической обработки (в том числе процесс повышения температуры и процесс охлаждения при термической обработке) при диффузионном покрытии. Поскольку TiAl сплав для высокоскоростной ковки не проходит через область с одной только α-фазой во время термической обработки при диффузионном покрытии, укрупнение кристаллических зерен может быть подавлено.
[0044]
После этапа (S12) формирования слоя Al может быть выполнен этап окисления для окисления подложки 12, на которой формируется слой 14 Al, чтобы сформировать пленку оксида алюминия на поверхности слоя 14 Al. Предварительное формирование пленки оксида алюминия перед горячей ковкой в воздушной атмосфере может подавить образование α-слоя во время горячей ковки. На этапе окисления можно использовать печь с обычной атмосферой или что-то подобное. Разумеется, способ может не предусматривать этап окисления, как описано выше, и пленка оксида алюминия формируется на поверхности 14 Al посредством селективного окисления слоя 14 Al во время повышения температуры при горячей ковке в воздушной атмосфере.
[0045]
(Способ ковки материала 10 из TiAl сплава для горячей ковки)
Далее описывается способ ковки элемента 10 из TiAl сплава для горячей ковки. На Фиг. 3 представлена блок-схема, показывающая конфигурацию способа ковки элемента 10 из TiAl сплава для горячей ковки. Способ ковки элемента 10 из TiAl сплава для горячей ковки включает в себя этап (S12) формирования слоя Al и этап (S14) горячей ковки. Этап (S12) формирования слоя Al является этапом формирования слоя 14 Al, содержащего Al в качестве основного компонента и содержащего Ti на поверхности подложки 12 путем диффузионного покрытия алюминием подложки 12, изготовленной из TiAl сплава. Поскольку этап (S12) формирования слоя Al такой же, как этап (S12) формирования слоя Al указанном выше способе изготовления элемента 10 из TiAl сплава для горячей ковки, этот этап обозначен той же ссылочной позицией, и его подробное описание опущено.
[0046]
Этап (S14) горячей ковки представляет собой этап горячей ковки в воздушной атмосфере подложки 12, на которой сформирован слой 14 Al. В процессе повышения температуры при горячей ковке в воздушной атмосфере, которая является окислительной атмосферой, слой 14 Al избирательно окисляется, и на поверхности слоя 14 Al образуется пленка оксида алюминия. Эта пленка оксида алюминия служит защитной оксидной пленкой и при горячей ковке в воздушной атмосфере подавляет проникновение кислорода и предотвращает образование α-слоя. Поскольку образование α-слоя предотвращается при горячей ковке, может быть подавлена ковочная трещина.
[0047]
Кроме того, поскольку при горячей ковке предотвращается образование α-слоя, скорость деформации при горячей ковке можно увеличить. В частности, когда образуется α-слой, ковочная трещина может сформироваться в α-слое. Таким образом, в TiAl сплаве может образоваться ковочная трещина, и скорость деформации при горячей ковке увеличить трудно. Между тем, когда образование α-слоя удалось подавить, скорость деформации при горячей ковке можно увеличить. Таким образом, может быть осуществлена высокоскоростная ковка.
[0048]
В указанном выше TiAl сплаве для высокоскоростной ковки, содержащем от 41 до 44 ат.% Al, от 4 до 6 ат.% Nb, от 4 до 6 ат.% V, и от 0,1 до 1 ат.% B, а остаток представляет собой Ti и неизбежные примеси, если при горячей ковке формируется α-слой, существует вероятность образования ковочной трещины. Таким образом трудно выполнять высокоскоростную ковку со скоростью деформации от 1 с-1 до 10 с-1. Между тем, если при горячей ковке подавляется формирование α-слоя, может осуществляться высокоскоростная ковка со скоростью деформации от 1 с-1 до 10 с-1.
[0049]
Температура нагревания при горячей ковке может составлять от 1200°C до и 1350°C. Например, когда сплав для высокоскоростной ковки нагревают до температуры TiAl от 1200°C до 1350C, TiAl сплав для высокоскоростной удерживается в двухфазной области с α-фазой+β-фазой или трехфазной области с α-фазой+β-фазой+γ-фазой. Поскольку нагретый TiAl сплав для высокоскоростной ковки содержит β-фазу с превосходными характеристиками при высокотемпературной деформации, TiAl сплав для высокоскоростной ковки может быть легко деформирован. Кроме того, TiAl сплав для высокоскоростной ковки не проходит через область с одной только α-фазой при повышении температуры от комнатной температуры до температуры нагревания от 1200°C до 1350°°C. Таким образом, подавляется укрупнение кристаллических зерен. Это подавляет снижение пластичности, и качества горячей ковки можно дополнительно улучшить.
[0050]
Ковочное устройство и способ ковки для обычных металлических материалов, такой как свободная ковка, объемная штамповка, штамповка обкатыванием, прессование выдавливанием или подобный, можно использовать в качестве способа горячей ковки. Пленка оксида алюминия и слой 14 Al, остающиеся после горячей ковки, можно легко удалить путем механической обработки, полировки или тому подобного.
[0051]
Следует отметить, что элемент 10 из TiAl сплава для горячей ковки можно использовать в качестве ковочного материала, когда такие детали, как лопатка турбины, которая является частью авиационного двигателя, формируются с помощью горячей ковки в воздушной атмосфере. Кроме того, когда TiAl сплав для высокоскоростной ковки используется для подложки 12 элемента 10 из TiAl сплава для горячей ковки, может осуществляться высокоскоростная ковка со скоростью деформации от 1 с-1 до 10 с-1. Таким образом, можно повысить выработку таких деталей, как лопатки турбины.
[0052]
Как описано выше, в этом варианте осуществления подложка, изготовленная из TiAl сплава с использованием диффузионного покрытия алюминием, и затем подвергается горячей ковке в воздушной атмосфере. Это может предотвратить образование α-слоя и подавить ковочную трещину. Таким образом нет необходимости выполнять сложные сварочные работы и тому подобное, выполняемые общепринятым способом, когда TiAl сплав покрыт оболочкой из Ti, сплава Ti или тому подобного, имеющего сопротивление деформации, такое же, как у TiAl сплава. Таким образом, можно улучшить обрабатываемость при горячей ковке. Кроме того, если TiAl сплав покрывают оболочкой из Ti, сплава Ti или тому подобного и подвергают горячей ковке, оболочка плотно прилипает к TiAl сплаву после горячей ковки, и в некоторых случаях работа по удалению оболочки становится трудной. Однако в указанной выше конфигурации пленка оксида алюминия и слой Al, остающиеся после горячей ковки, можно легко удалить путем механической обработки, полировки или тому подобного. Таким образом, улучшается обрабатываемость при горячей ковке. Кроме того, в указанной выше конфигурации, поскольку диффузионное покрытие алюминием выполняется с использованием недорогого порошка исходного материала из Al, стоимость изготовления может быть снижена по сравнению с использованием оболочки из Ti, сплава Ti или чего-то подобного, что стоит дорого.
[0053]
В этом варианте осуществления можно предотвратить образование α-слоя при горячей ковке в воздушной атмосфере и подавить ковочную трещину. Таким образом, горячую ковку можно выполнить с более высокой скоростью деформации. Например, при обычной изотермической ковке TiAl сплава горячая ковка выполняется с низкой скоростью деформации (например, от 5×10-5 с-1 до 5×10-1 с-1). Между тем указанный выше TiAl сплав для высокоскоростной ковки можно подвергать высокоскоростной ковке со скоростью деформации от 1 с-1 до 10 с-1. Таким образом, можно повысить выработку таких деталей, как лопатки турбины.
Пример
[0054]
(Литье из TiAl сплава)
Исходный материал из TiAl сплава был расплавлен и отлит в высокочастотной плавильной вакуумной печи для образования подложки. В качестве исходного материала для TiAl сплава использовали материал с составом сплава, содержащим 43 ат.% Al, 4 ат.% Nb, 5 ат.% V и 0,2 ат.% B с остатком, представляющим собой Ti и неизбежные примеси. Таким образом, подложка была изготовлена из TiAl сплава для высокоскоростной ковки.
[0055]
(Оценка подложки по показателю пластичности при горячей ковке)
Литую подложку оценивали по показателю пластичности при горячей ковке, чтобы оценить влияние α-слоя на горячую ковку. В частности, уменьшение площади у подложки измеряли путем проведения испытания на растяжение с использованием установки для испытаний от Gleeble. Температура испытаний составляла от 1250°C до 1275°C. Уменьшение площади рассчитывали путем измерения степени уменьшения поперечного сечения разрушенной части разрушенного материала. Атмосферы при испытаниях представляли собой инертную атмосферу газообразного аргона и воздушную атмосферу. Скорости деформации в инертной атмосфере составляли 1 с-1, 2 с-1 и 10 с-1. Скорости деформации в воздушной атмосфере составляли 0,2 с-1, 1 с-1 и 5 с-1.
[0056]
[Фиг. 4] На Фиг. 4 представлен график, иллюстрирующий результаты измерений уменьшения площади подложки. На графике, показанном на Фиг. 4, горизонтальная ось представляет скорость деформации, вертикальная ось представляет уменьшение площади, белые кружки представляют уменьшение площади в инертной атмосфере, а белые треугольники представляют уменьшение площади в воздушной атмосфере. Уменьшение площади у подложки, испытанной в инертной атмосфере, было больше, чем в подложке, испытанной в воздушной атмосфере. При испытании в воздушной атмосфере уменьшение площади составило фактически 0% при скорости 5 с-1 деформации и произошло хрупкое разрушение. Между тем, при испытании в инертной атмосфере уменьшение площади составило около 70% даже при скорости деформации 10с-1.
[0057]
Предполагается, что это произошло потому, что у подложки, испытанной в инертной атмосфере, не образовался α-слой, в то время как у подложки, испытанной в воздушной атмосфере, α-слой образовался. На Фиг. 5 представлена фотография, показывающая результат наблюдения металлографической структуры подложки, испытанной в воздушной атмосфере. У подложки, испытанной в воздушной атмосфер, образовался α-слой и в α-слое была обнаружена трещина. Между тем, у подложки, испытанной в инертной атмосфере, образования α-слоя не было обнаружено.
[0058]
Из этого результата было установлено, что при формировании α-слоя, пластическая деформация TiAl сплава становится затруднительной и при горячей ковке TiAl сплава может возникнуть ковочная трещина. Кроме того, было установлено, что при формировании α-слоя, TiAl сплав для высокоскоростной ковки почти пластически не деформируем при скорости деформации выше 1 с-1 и горячая ковка на высокой скорости, таким образом, невозможна.
[0059]
(Оценка по показателю подавления α-слоя)
Образцы Примера 1 и Сравнительных примеров 1-7 оценивали с точки зрения подавления α-слоя. Во-первых, описываются способы изготовления образцов. Указанную выше литую подложку использовали в качестве подложки соответствующих образцов.
[0060]
В образце в Примере 1 подложка была покрыта алюминием с использованием диффузии, чтобы сформировать слой Al на поверхности подложки. При диффузионном покрытии использовали порошок для обработки, полученный смешением порошка чистого алюминия, порошка хлорида аммония (NH4Cl) и порошка оксида алюминия. Доля порошка чистого алюминия в порошке для обработки составляла 20 мас.%. Порошок для обработки помещали в керамический контейнер, а подложку погружали в порошок для обработки и подвергали термической обработке в инертной атмосфере газообразного аргона. Условия термообработки были такими, что температура термообработки составляла от 650°C до 800°C, а время термообработки составляло от пяти минут до двух часов. Слой Al анализировали с помощью энергодисперсионного рентгеновского анализа (EDX) после диффузионного покрытия, и концентрация Al в слое Al составляла 70 ат.% или более. Кроме того, было обнаружено, что, поскольку слой Al содержит Ti, Ti, диффундировал из подложки и вошел в состав слоя Al.
[0061]
В образце Сравнительного примера 1 использовалась подложка без покрытия (подложка, как таковая). В образцах, представленных в Сравнительных примерах 2-4, керамическое покрытие, полученное смешением керамического порошка, связующего вещества и растворителя, наносили на поверхность подложки и подвергали обжигу при 350°C или выше для образования керамической пленки. В образце Сравнительного примера 2 использовали керамический порошок, содержащий оксид алюминия (Al2O3) и диоксид кремния (SiO2) в качестве основного компонента. В образце Сравнительного примера 3 использовался керамический порошок, содержащий оксид алюминия (Al2O3) в качестве основного компонента. В образце Сравнительного примера 4, использовался керамический порошок, содержащий диоксид циркония (Zr2O) в качестве основного компонента.
[0062]
В образцах, представленных в Сравнительных примерах 5-7, керамическая пленка на основе титана была сформирована на поверхности подложки путем распыления. Керамическая пленка на основе титана в образце Сравнительного примера 5 представляла собой нитрид титана (TiN). Керамическая пленка на основе титана в образце Сравнительного примера 6 представляла собой титано-алюминиевый нитрид (TiAlN). Керамическая пленка на основе титана в образце Сравнительного примера 7 была сформирована из двух слоев титана (Ti) и титано-алюминиевого нитрида (TiAlN). Толщина пленки керамической пленки на основе титана в каждом образце составляла около 5 мкм.
[0063]
Затем каждый образец подвергался термической обработке в воздушной атмосфере и оценивался с точки зрения образования α-слоя. Температура термической обработки составляла от 1250°C до 1275°C. Чтобы выполнить оценку α-слоя металлографическую структуру в поперечном сечении образца наблюдали с помощью оптического микроскопа после термической обработки. В таблице 1 приведены результаты оценки подавления α-слоя в соответствующих образцах.
[0064]
[Таблица 1]
[0065]
На Фиг. 6 представлены фотографии, показывающая результаты наблюдения металлографических структур образцов в Примере 1 и Сравнительном примере 1. На Фиг. 6(a) представлена фотография образца Примера 1. На Фиг. 6(b) представлена фотография образца Сравнительного примера 1. В образце Примера 1 на поверхности подложки сформировался слой Al и не было обнаружено образования α-слоя. Толщина слоя Al составляла от 50 до 100 мкм. Между тем, в образце Сравнительного примера 1 было выявлено образование α-слоя.
[0066]
На Фиг. 7 представлены фотографии, показывающая результаты наблюдения металлографических структур образцов в Сравнительных примерах 2-4. На Фиг. 7(a) представлена фотография образца Сравнительного примера 2. На Фиг. 7(b) представлена фотография образца Сравнительного примера 3. На Фиг. 7(c) представлена фотография образца Сравнительного примера 4. В образцах в Сравнительных примерах 2-4 было выявлено образование α-слоя. Предполагается, что причина этого заключается в следующем. Керамическая пленка, образованная керамическим покрытием, не была плотной. Таким образом, кислород проникал через керамическую пленку и образовывался α-слой.
[0067]
На Фиг. 8 представлены фотографии, показывающая результаты наблюдения металлографических структур образцов в 5-7. На Фиг. 8(a) представлена фотография образца Сравнительного примера 5. Фиг. 8(b) представлена фотография образца Сравнительного примера 6. Фиг. 8(c) представлена фотография образца Сравнительного примера 7. В образцах, представленных в Сравнительных примерах 5-7, было выявлено образование α-слоя. Предполагается, что причина этого заключается в следующем. Керамическая пленка на основе титана, образованная методом распыления, представляла собой тонкую пленку. Таким образом, кислород проникал через керамическую пленку на основе титана и образовывался α-слой.
[0068]
Из этих результатов было обнаружено, что диффузионное покрытие подложки алюминием и формирование слоя Al на поверхности подложки может подавлять образование α-слоя, даже когда подложка подвергается термическому воздействию в воздушной атмосфере.
[0069]
(Оценка подложки, на которой был сформирован слой Al, по показателю пластичности при горячей ковке)
Подложка, на которой был сформирован слой Al, была оценена с точки зрения пластичности при горячей ковке. Сначала описываются способы изготовления образцов из Примера 2 и Сравнительного Примера 8. Указанная выше литая подложка, подвергнутая ГИП, использовалась в качестве подложки каждого образца. В образце Примера 2, подложка, подвергнутая ГИП, была диффузно покрыта алюминием, чтобы сформировать слой Al на поверхности подложки, подвергнутой ГИП. Диффузионное покрытие алюминием выполняли тем же способом, что и для образца в Примере 1. Образец в Сравнительном примере 8 представлял собой подложку, подвергнутую ГИП, без покрытия (подложку, подвергнутую ГИП, как таковую).
[0070]
Измеряли уменьшение площади в каждом из образцов из Примера 2 и Сравнительного примера 8. Уменьшение площади измеряли, выполняя испытание на растяжение с использованием установки для испытаний от Gleeble, как в указанной выше оценке подложки по показателю пластичности при горячей ковке. Температура испытания составляла от 1250°C до 1275°C. Атмосфера испытания была воздушной атмосферой. Скорость деформации составляла 1 с-1, 5 с-1, 7 с-1 и 10 с-1.
[0071]
На Фиг. 9 представлен график, иллюстрирующий результаты измерений уменьшения площади в каждом образце. На графике, показанном на Фиг. 9, горизонтальная ось представляет скорость деформации, вертикальная ось представляет уменьшение площади, белые кружки представляют уменьшение площади в образце Примера 2, а белые треугольники представляют уменьшение площади в образце Сравнительного примера 8. Уменьшение площади в образце Примера 2 было больше, чем в образце Сравнительного примера 8. В частности, уменьшение площади в образце Примера 2 было больше, чем в образце Сравнительного примера 8, когда скорость деформации составляла 1 с-1 или выше, 5 с-1 или выше, и 10 с-1 или выше.
[0072]
В образце Сравнительного примера 8 уменьшение площади составило фактически 0% при скорости деформации 7 с-1 или выше, при этом произошло хрупкое разрушение. Между тем, в образце Примера 2 уменьшение площади составляло приблизительно от 60% до 70% при скорости деформации 7 с-1 и составило приблизительно от 40% до 50% при скорости деформации 10 с-1. Каждый образец оценивали с точки зрения наличия или отсутствия α-слоя после испытания. Образование α-слоя было обнаружено в образце Сравнительного примера 8, в то время как образования α-слоя не было обнаружено в образце Примера 2. Как описано выше, было обнаружено, что образец Примера 2 имел превосходную пластичность при горячей ковке в воздушной атмосфере.
[0073]
(Испытание горячей ковкой)
Испытание горячей ковкой было выполнено для образца Примера 2. В испытании горячей ковкой образец подвергали ковке с прессующим штампом со скоростью деформации 10с-1, в то время как его удерживали в двухфазной области с α-фазой+β-фазой при температуре от 1250°C до 1275°C в воздушной атмосфере. На Фиг. 10 представлены фотографии, показывающая результаты наблюдения внешнего вида после испытания горячей ковки. На Фиг. 10(a) представлена фотография, показывающая верхнюю сторону заготовки. На Фиг. 10(b) представлена фотография, показывающая нижнюю сторону заготовки. Как показано на Фиг. 10, в образце после горячей ковки не было ковочной трещины, и было обнаружено, что горячая ковка на высокой скорости возможна.
[Промышленная применимость]
[0074]
Поскольку настоящее изобретение может легче предотвращать образование α-слоя при горячей ковке в воздушной атмосфере и подавлять ковочную трещину, настоящее изобретение полезно в таких детали, как лопатка турбины, которая является частью авиационного двигателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ напыления защитных покрытий для интерметаллического сплава на основе гамма-алюминида титана | 2019 |
|
RU2716570C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИТЫХ ЗАГОТОВОК ИЗ ЗАЭВТЕКТОИДНЫХ ИНТЕРМЕТАЛЛИДНЫХ СПЛАВОВ НА ОСНОВЕ ФАЗ γ-TiAl+α-TiAl | 2012 |
|
RU2503738C2 |
| Интерметаллический сплав на основе TiAl | 2016 |
|
RU2633135C1 |
| СПОСОБ ПОЛУЧЕНИЯ БАЗОВОГО β-γ-TiAl-СПЛАВА | 2010 |
|
RU2490350C2 |
| Интерметаллический сплав на основе TiAl | 2015 |
|
RU2621500C1 |
| ИНТЕРМЕТАЛЛИДНЫЙ СПЛАВ НА ОСНОВЕ γ-TiAl ФАЗЫ ДЛЯ ИЗГОТОВЛЕНИЯ ЛОПАТКИ ТУРБИНЫ НИЗКОГО ДАВЛЕНИЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ЛОПАТКИ ИЗ ИНТЕРМЕТАЛЛИДНОГО СПЛАВА НА ОСНОВЕ γ-TiAl ФАЗЫ | 2021 |
|
RU2777775C1 |
| СПОСОБ ОБРАБОТКИ ЛИТЫХ ЗАЭВТЕКТОИДНЫХ СПЛАВОВ НА ОСНОВЕ АЛЮМИНИДОВ ТИТАНА γ-TiAl И α-TiAl | 2001 |
|
RU2203976C2 |
| ПОВЕРХНОСТНО ОБРАБОТАННЫЙ ТИТАНОВЫЙ МАТЕРИАЛ С ВЫСОКИМ СОПРОТИВЛЕНИЕМ ОКИСЛЕНИЮ, СПОСОБ ЕГО ПОЛУЧЕНИЯ И СИСТЕМА ВЫПУСКА ДВИГАТЕЛЯ | 2005 |
|
RU2308540C2 |
| Высокотемпературный сплав на основе TIAL | 1991 |
|
SU1839683A3 |
| ЛЕГКИЙ КЛАПАН ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ ИЗ КОМПОЗИЦИОННОГО ЖАРОПРОЧНОГО МАТЕРИАЛА НА ОСНОВЕ ТИТАНА И ЕГО ИНТЕРМЕТАЛЛИДОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2437948C1 |

Изобретение относится к металлургии, а именно к элементу из TiAl сплава и может быть использовано для изготовления деталей авиационного двигателя. Элемент из TiAl сплава для изготовления детали авиационного двигателя горячей ковкой содержит подложку, выполненную из TiAl сплава, и слой Al, сформированный непосредственно на поверхности подложки, причем слой Al содержит 70 ат.% или более Al и содержит Ti. Способ изготовления элемента из TiAl сплава для горячей ковки включает этап формирования подложки путем плавления и литья исходного материала из TiAl сплава и этап формирования слоя Al, содержащего 70 ат.% или более Al и содержащего Ti, непосредственно на поверхности подложки путем диффузионного покрытия подложки алюминием. На этапе формирования слоя Al подложку погружают в порошок для обработки, полученный путем смешивания порошка исходного материала из Al, активатора и ингибитора спекания, и подвергают термической обработке в неокислительной атмосфере при температуре от 650°C или выше до 800°C или ниже. Ковку элемента из TiAl сплава для горячей ковки проводят в воздушной атмосфере. Обеспечивается улучшение обрабатываемости при горячей ковке. 3 н. и 5 з.п.ф-лы, 10 ил., 1 табл., 1 пр.
1. Элемент из TiAl сплава для изготовления детали авиационного двигателя горячей ковкой, содержащий:
подложку, выполненную из TiAl сплава; и
слой Al, сформированный непосредственно на поверхности подложки, причем слой Al содержит 70 ат.% или более Al и содержит Ti.
2. Элемент из TiAl сплава по п. 1, отличающийся тем, что он дополнительно содержит пленку из оксида алюминия, выполненную на поверхности слоя Al и изготовленную из оксида алюминия.
3. Элемент из TiAl сплава по п. 1 или 2, отличающийся тем, что толщина слоя Al составляет от 10 мкм или более до 100 мкм или менее.
4. Элемент из TiAl сплава по любому из пп. 1-3, отличающийся тем, что TiAl сплав содержит от 41 ат.% или более до 44 ат.% или менее Al, от 4 ат.% или более до 6 ат.% или менее Nb, от 4 ат.% или более до 6 ат.% или менее V и от 0,1 ат.% или более до 1 ат.% или менее B, причем остаток представляет собой Ti и неизбежные примеси.
5. Способ изготовления элемента из TiAl сплава по любому из пп.1-4 для горячей ковки, включающий:
этап формирования подложки для формирования подложки путем плавления и литья исходного материала из TiAl сплава; и
этап формирования слоя Al для формирования слоя Al, содержащего 70 ат.% или более Al и содержащего Ti, непосредственно на поверхности подложки путем диффузионного покрытия подложки алюминием, причем
на этапе формирования слоя Al подложку погружают в порошок для обработки, полученный путем смешивания порошка исходного материала из Al, активатора, и ингибитора спекания, и подвергают термической обработке в неокислительной атмосфере при температуре 650°C или выше до 800°C или ниже.
6. Способ по п. 5, отличающийся тем, что исходный материал из сплава TiAl содержит от 41 ат.% или более до 44 ат.% или менее Al, от 4 ат.% или более до 6 ат.% или менее Nb, от 4 ат.% или более до 6 ат.% или менее V и от 0,1 ат.% или более до 1 ат.% или менее B, причем остаток представляет собой Ti и неизбежные примеси.
7. Способ ковки элемента из TiAl сплава по любому из пп.1-4 для горячей ковки, включающий:
этап формирования слоя Al для формирования слоя Al, содержащего 70 ат.% или более Al и содержащего Ti, непосредственно на поверхности подложки, изготовленной из TiAl сплава путем диффузионного покрытия подложки алюминием; и
этап горячей ковки для горячей ковки подложки, на которой сформирован слой Al, в воздушной атмосфере, причем на этапе формирования слоя Al подложку погружают в порошок для обработки, полученный путем смешивания порошка исходного материала из Al, активатора, и ингибитора спекания, и подвергают термической обработке в неокислительной атмосфере при температуре 650°C или выше до 800°C или ниже.
8. Способ по п. 7, отличающийся тем, что TiAl сплав содержит от 41 ат.% или более до 44 ат.% или менее Al, от 4 ат.% или более до 6 ат.% или менее Nb, от 4 ат.% или более до 6 ат.% или менее V и от 0,1 ат.% или более до 1 ат.% или менее B, причем остаток представляет собой Ti и неизбежные примеси.
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ И ЗАГОТОВКА ИЗ АЛЮМИНИДА ТИТАНА, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ | 2001 |
|
RU2222635C2 |
| US 20040045644 A1, 11.03.2004. | |||

