ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к форме для изготовления трубы, которая используется в корругаторе пульсирующего типа и содержит по меньшей мере один вспомогательный формовочный блок для выборочного формования раструбного трубного соединения.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Для формования трубы с двойной или одинарной стенкой обычно используют движущийся туннель, образованный формовочными блоками, и экструдер. Гофрированную двустенную пластмассовую трубу, одна стенка которой образует наружные гофры, а внутренняя гладкая стенка имеет фиксированный диаметр, обычно изготавливают и используют во многих областях применения.
Гофрированную двустенную трубу и ребристые двустенные трубы других видов часто изготавливают при помощи обычного движущегося формовочного туннеля, в котором две цепи формовочных блоков циркулируют вокруг бесконечной направляющей, сближаются и перемещаются вместе, образуя указанный туннель.
Кроме того, известно формование двойной гофрированной пластмассовой трубы с использованием пульсирующего корругатора. В пульсирующем корругаторе взаимная последовательность формовочных блоков относительно друг друга остается одинаковой, а формовочные блоки перемещаются по отдельности. Например, два смежных формовочных блока, даже если они отделены от трубы и возвращены в начальное положение, не имеют обратного хода.
В патенте США №7104777 описан корругатор пульсирующего или возвратно-поступательного типа, в котором формовочные блоки выполнены с возможностью распознавания термической усадки в процессе формования, и размер формовочных блоков изменяется в зависимости от их последовательности.
Настоящее изобретение направлено на устранение проблем, связанных с изготовлением двустенной гофрированной пластмассовой трубы при помощи пульсирующего корругатора. В частности, изобретение относится к обеспечению соответствующего давления для поддержания экструдированной формованной пластмассы во время перемещения формовочных блоков.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Согласно изобретению, пульсирующий корругатор содержит главные формовочные блоки, применяемые для линейного формования гофрированной трубы двустенной конструкции, внутренняя стенка которой является гладкой и имеет первый диаметр, а наружная гофрированная стенка прикреплена к указанной внутренней стенке и обеспечивает ее упрочнение. Каждый гофр прикреплен к внутренней стенке и отходит от нее наружу до второго диаметра, превышающего первый диаметр. По меньшей мере один вспомогательный формовочный блок расположен перед указанными формовочными блоками и используется вместе с данными формовочными блоками для выборочного формования линейного раструбного двустенного соединения, выполненного как часть гофрированной трубы. Раструбное соединение имеет внутреннюю гладкую стенку указанного первого диаметра, к которой прикреплены наружные гофры, при этом максимальный диаметр гофров находится в диапазоне между первым и вторым диаметрами. В процессе формования указанной гофрированной двустенной трубы с использованием главных формовочных блоков, указанный по меньшей мере один вспомогательный формовочный блок находится в положении перед выпускными отверстиями для экструзии пластмассы, применяемыми для формования стенок гофрированной двустенной трубы. Контролер управляет пульсирующим движением главных формовочных блоков и выборочным использованием указанного по меньшей мере одного вспомогательного формовочного блока для перемещения вместе с указанными главными формовочными блоками для образования указанного раструбного соединения, отделения от указанных блоков и последующего возврата в указанное положение перед выпускными отверстиями. Контроллер регулирует давление источника воздуха, который обеспечивает подачу поддерживающего воздуха между указанными выпускными отверстиями для экструзии пластмассы при первом давлении для каждого гофра указанного первого диаметра и при меньшем давлении для поддержки сформованного последним гофра раструба, когда вспомогательный формовочный блок отводят от сформованных раструбных соединений и перемещают в указанное положение перед выпускными отверстиями.
Согласно аспекту изобретения, формовочные блоки и по меньшей мере один вспомогательный формовочный блок содержат гофры, имеющие одинаковый шаг, и главные формовочные блоки взаимодействуют с указанными сформованными гофрами раструба, освобожденными от указанного по меньшей мере одного вспомогательного формовочного блока, для продолжения охлаждения указанных гофров раструба.
Согласно аспекту изобретения, контроллер управляет силой вакуума, прикладываемой главными формовочными блоками к указанным гофрам первого диаметра, и обеспечивает подачу пониженного вакуума, когда соответствующий главный формовочный блок взаимодействует с гофром, образованным вспомогательным формовочным блоком.
Согласно предпочтительному аспекту изобретения, главные формовочные блоки и по меньшей мере один вспомогательный формовочный блок имеют одинаковую ориентацию и перемещаются в одном и том же направлении внутрь и наружу относительно формуемой двустенной гофрированной трубы.
Согласно еще одному аспекту изобретения, по меньшей мере один вспомогательный формовочный блок представляет собой один вспомогательный формовочный блок, который перемещается синхронно с главным формовочным блоком сразу после него относительно как отделения от гофрированной трубы, так и перемещения вдоль пульсирующего корругатора.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Предпочтительные варианты выполнения изобретения
проиллюстрированы чертежами, на которых:
Фиг. 1-13 изображают подобные виды в разрезе пульсирующего корругатора, на которых проиллюстрирована последовательность этапов изготовления двустенной гофрированной трубы, при этом и указанный корругатор, и способ изготовления обеспечивают формование выполненного как единое целое охватываемого раструбного соединения, в виде части сформованной гофрированной трубы с двойными стенками.
ПОДРОБНОЕ ОПИСАНИЕ
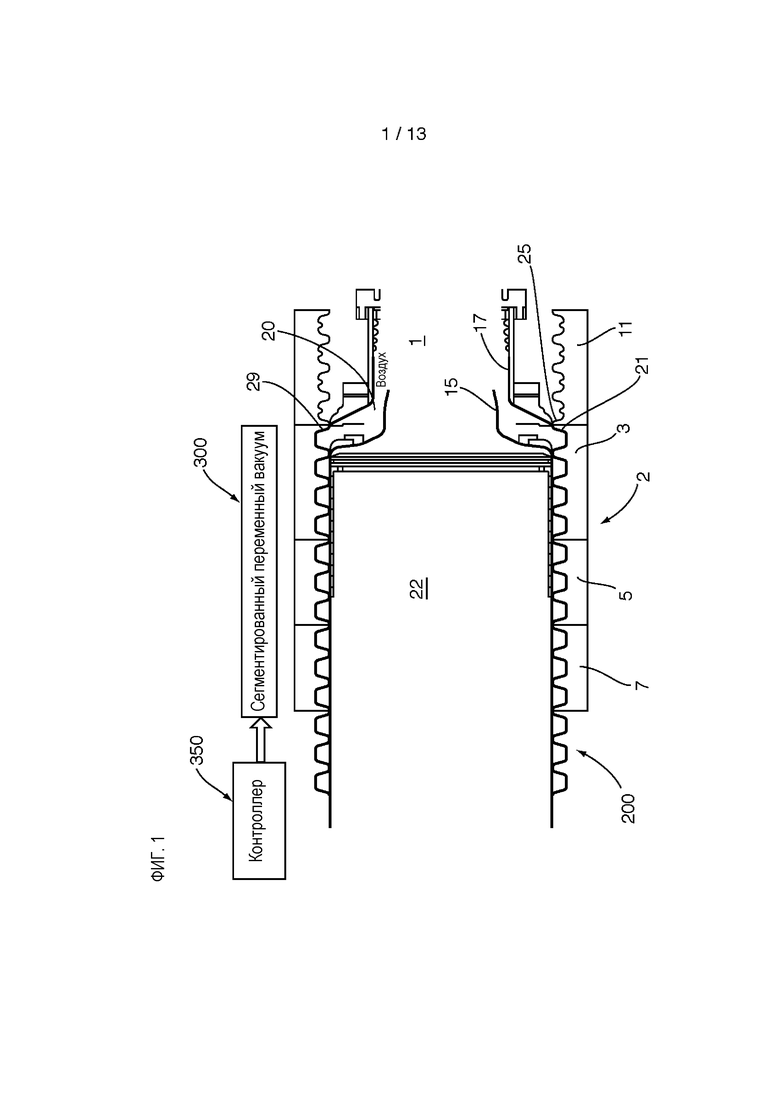
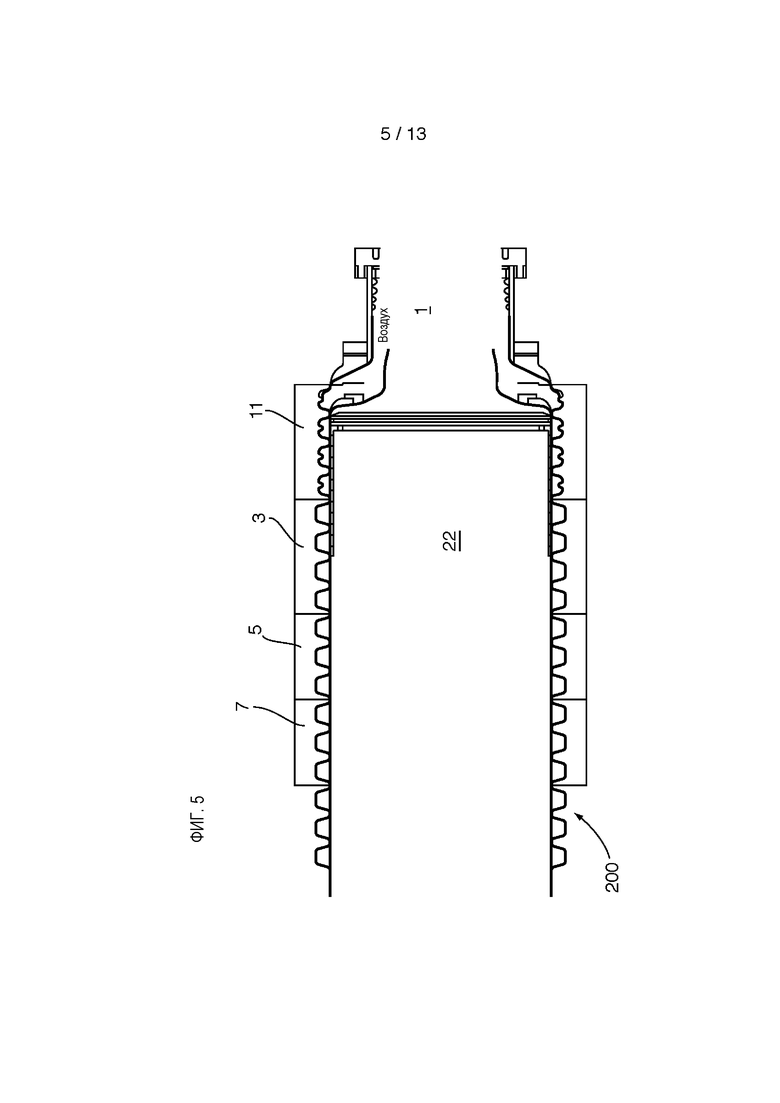
Фиг. 1 изображает вид в разрезе движущегося формовочного туннеля 2, а также часть экструзионной головки 1, обеспечивающей экструдирование пластмассовой пленки 17 для формования наружной гофрированной стенки и экструдирование пластмассовой пленки 15 для формования внутренней гладкой стенки двустенной гофрированной трубы. Экструдированные пластмассовые пленки, вместе с перемещающимися формовочными блоками и охлаждающей заглушкой 22, взаимодействуют, образуя гофрированную трубу 200 с двойными стенками.
Как изображено на фиг. 1, формовочный туннель 2 содержит главные формовочные блоки и по меньшей мере один вспомогательный формовочный блок. Главные формовочные блоки содержат верхний по потоку формовочный блок 3, промежуточный формовочный блок 5 и нижний по потоку формовочный блок 7. На чертеже показан вспомогательный формовочный блок 11, предназначенный для выборочного формования раструбного соединения. Хотя можно использовать дополнительные вспомогательные формовочные блоки, на чертеже показан только один вспомогательный формовочный блок, обеспечивающий формование линейного раструбного соединения.
На фиг. 1 также проиллюстрировано частичное формование гофра 21, расположенного непосредственно перед охлаждающей заглушкой 22. В зазоре между двумя пластмассовыми пленками 15 и 17 обеспечена подача поддерживающего воздуха 20, который способствует удерживанию пластмассовой пленки 17 и ее деформации в наружном направлении, приводя ее в контакт с образующей гофр полостью верхнего по потоку формовочного блока 3. Когда пленка 17 приблизилась к наружной стенке формовочного блока 3, сегментированный переменный вакуум 300 обеспечивает переменный вакуум, способствующий прижатию пленки 17 к наружному профилю формовочного блока и, в частности, к образующим гофры полостям. Необходим баланс давления 20 воздуха для эффективного перемещения пленки к гофру 21, но при этом давление должно быть не настолько высоким, чтобы сдувать или деформировать пленку 17 перед гофром 25. На фиг. 1 видно, что выступающая поверхность 25 находится в непосредственной близости от выпускного отверстия для экструзии пленки 17. При такой конструкции уменьшается вероятность деформирования или раздувания пленки 17 выше по потоку, но давление 20 воздуха не может быть слишком большим.
Существуют разные устройства для принципиального управления силой вакуума, действующего на каждую образующую гофр полость любого формовочного блока. Контроллер 350 задает функцию включения/ выключения и/или возможность настройки, а также управляет последовательностью формовочных блоков.
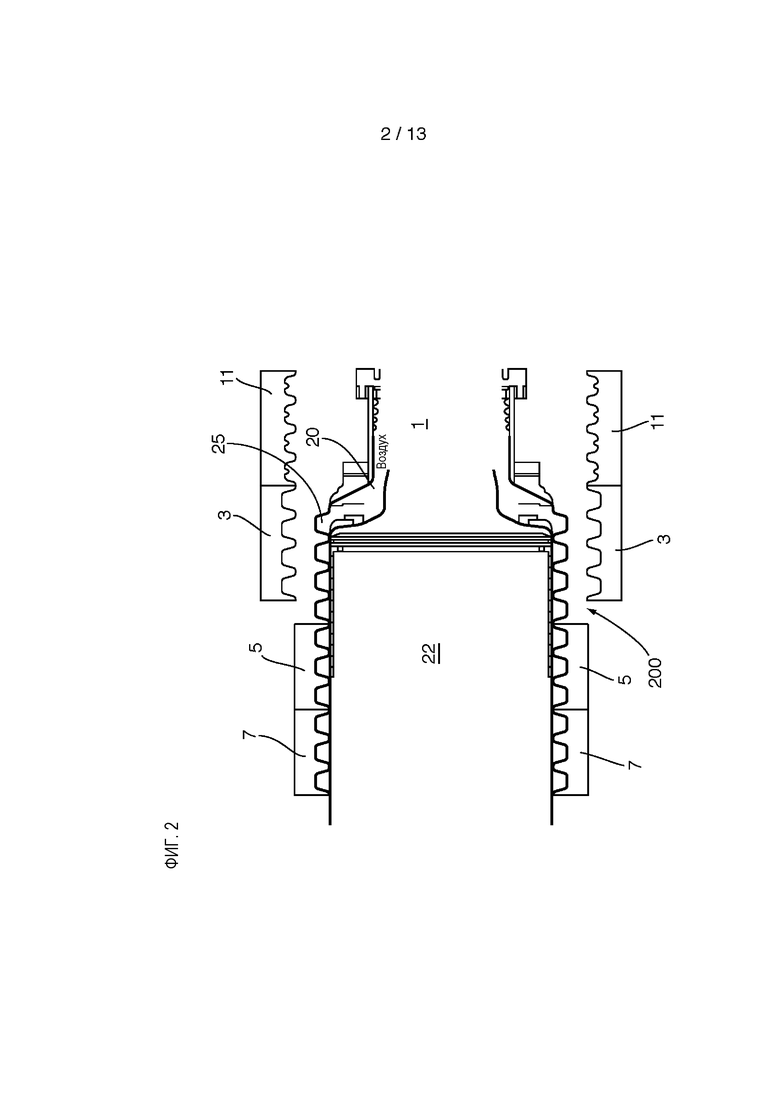
Понятно, что вакуум, соответствующий гофру 21 (подаваемый через формовочный блок), будет эффективным только при узком зазоре между пленкой 17 и наружной стенкой гофра. Если зазор является слишком большим, то давление воздуха может быстро падать и значительно уменьшать силу вакуума, действующую на пленку 17, особенно когда формовочные блоки отведены, как изображено на фиг.2. Для компенсации указанного эффекта давление 20 воздуха подталкивает пленку, перемещая ее в наружном направлении, и по меньшей мере обеспечивает опору для гофра.
При формовании гофрированной трубы главными формовочными блоками, давление 20 воздуха устанавливают на пониженный уровень, когда верхний по потоку формовочный блок 3 отводится наружу, как изображено на фиг. 2. В данном положении гофр 21 только что отформован, и пленка 17 остается достаточно мягкой и деформируемой. Кроме того, давление 20 воздуха в данный момент действует на весь гофр 21, который не имеет опоры, а также на часть пленки, ведущей к гофру.
В положении, изображенном на фиг. 2, давление воздуха предпочтительно уменьшают до уровня, необходимого для продолжения поддерживания гофра 21, но не настолько большого, чтобы вызвать деформацию пленки 17 выше по потоку или деформацию гофра 21 в наружном направлении. Некоторая незначительная деформация гофра 21 будет скорректирована, когда формовочный блок 3 снова начнет взаимодействовать с данным гофром, как изображено на фиг. 3. Источник вакуума, связанный с формовочным блоком 3, временно отключают.
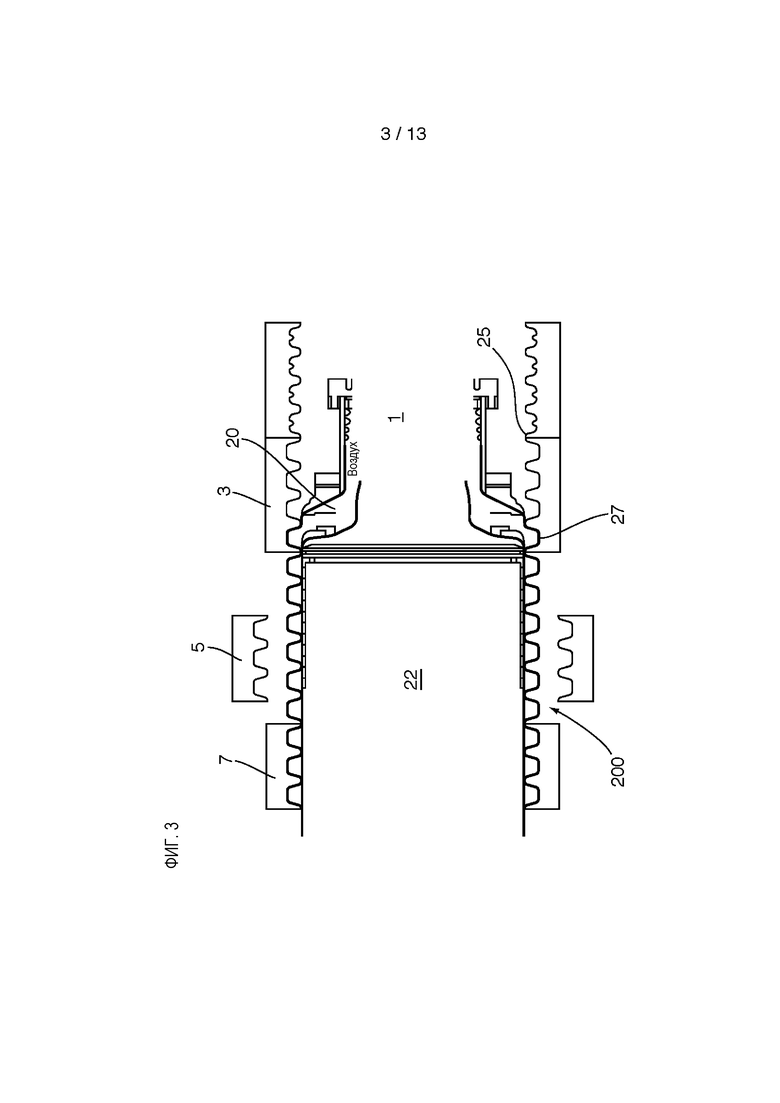
На фиг. 2 верхний по потоку формовочный блок 3 изображен частично сдвинутым вперед по потоку, тогда как на фиг. 3 верхний по потоку формовочный блок 3 показан в положении повторного взаимодействия гофра 21 с последней или самой нижней по потоку ячейкой гофра формовочного блока. Вспомогательный формовочный блок 11, формирующий раструб, перемещен вместе с верхним по потоку формовочным блоком 3. На фиг. 3 давление 20 воздуха оставляют на уровне, обеспечивающем поддержку пленки, и снова прикладывают силу вакуума, способствуя перемещению пластмассовой пленки для образования гофра. В данном положении задают давление воздуха, обеспечивающее взаимодействие обеих пластмассовых пленок с формовочными блоками, как изображено на чертеже, и предотвращающее смятие пластмассовой пленки 17 выше по потоку.
Когда выходная кромка направленного внутрь выступа формовочного блока, например кромка 29 на фиг. 1, взаимодействует с экструзионной головкой с образованием верхнего по потоку уплотнения, давление воздуха может быть на время повышено или подано в импульсном режиме, что способствует перемещению пленки наружу. Каждая образующая гофр полость формовочных блоков имеет такую выходную кромку, которая взаимодействует с экструзионной головкой.
На фиг. 3 показан промежуточный формовочный блок 5, который в данный момент отделен от гофрированной трубы 200 и частично перемещен выше по потоку. Вакуум, действующий на промежуточный формовочный блок 5, отключен. Сила вакуума приложена к единственному гофру 21 по полости 27.
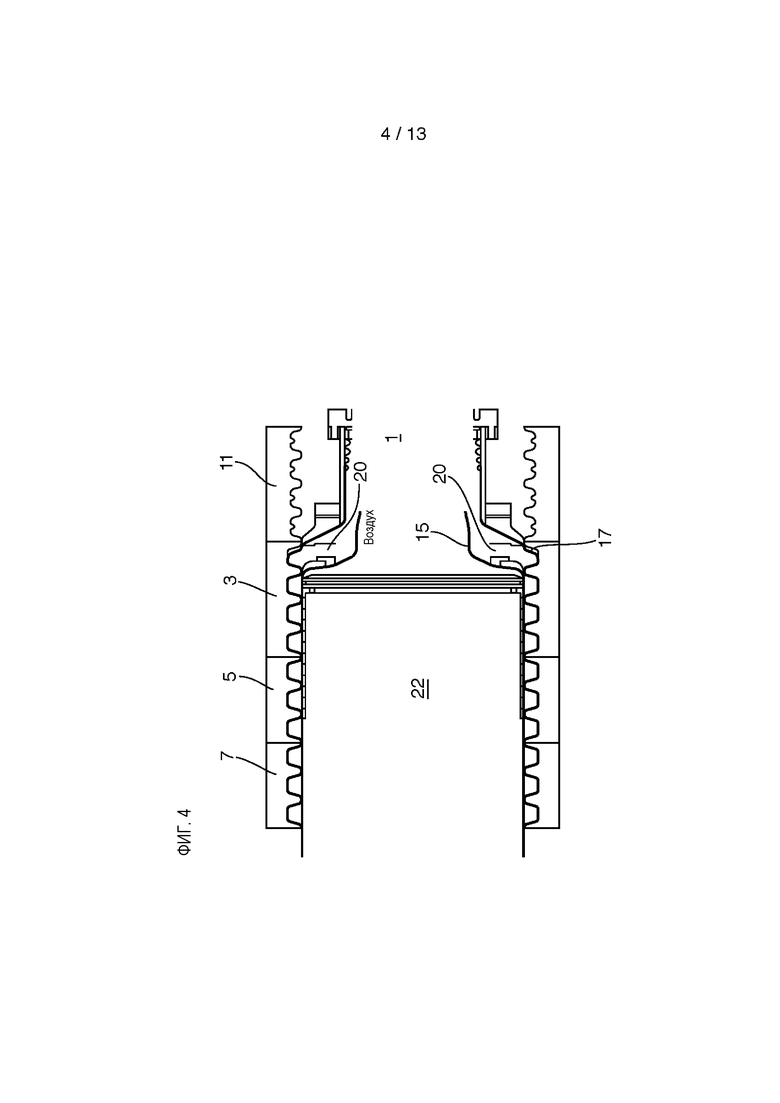
Как изображено на фиг. 4, и промежуточный формовочный блок 5, и нижний по потоку формовочный блок 7, отсоединен и перемещен выше по потоку для повторного взаимодействия с гофрированной трубой.
Согласно фиг. 4, вакуум, соответствующий каждой образующей гофр полости промежуточного формовочного блока 5 и нижнего по потоку формовочного блока 7, включен полностью, способствуя дополнительному охлаждению отформованных гофров. По мере охлаждения гофров возникает «усадка», и воздух может просачиваться в зазоры между образованной трубой и формовочными блоками. Этот просочившийся воздух обеспечивает дополнительное охлаждение. В формовочном блоке 3 вакуум включен для трех полностью отформованных гофров. Для самого верхнего по потоку гофра вакуум отключен до тех пор, пока выходная кромка 29 не окажется по существу напротив выпускного отверстия экструзионной головки, соответствующего пленке 17, и в такой момент вакуум включают.
Как изображено на фиг. 3, в данный момент вспомогательный формовочный блок 11 активирован контроллером 300, перемещен вокруг охлаждающей заглушки 22 и следует за верхним по потоку формовочным блоком 3. Промежуточный и нижний по потоку формовочные блоки тоже будут перемещаться ниже по потоку до прекращения взаимодействия с гофрированной трубой или до начала возвратного движения вверх по потоку. Для главных формовочных блоков вакуум может быть включен.
Вспомогательный формовочный блок 11 формирует гофры уменьшенного диаметра и в данном предпочтительном варианте выполнения все указанные гофры выполнены с центральной выемкой, предназначенной для размещения уплотнительного кольца. Для первых трех полностью отформованных гофров раструба, изображенных на фиг. 3, вакуум включен с более высоким давлением воздуха, пока формовочный блок не будет отведен.
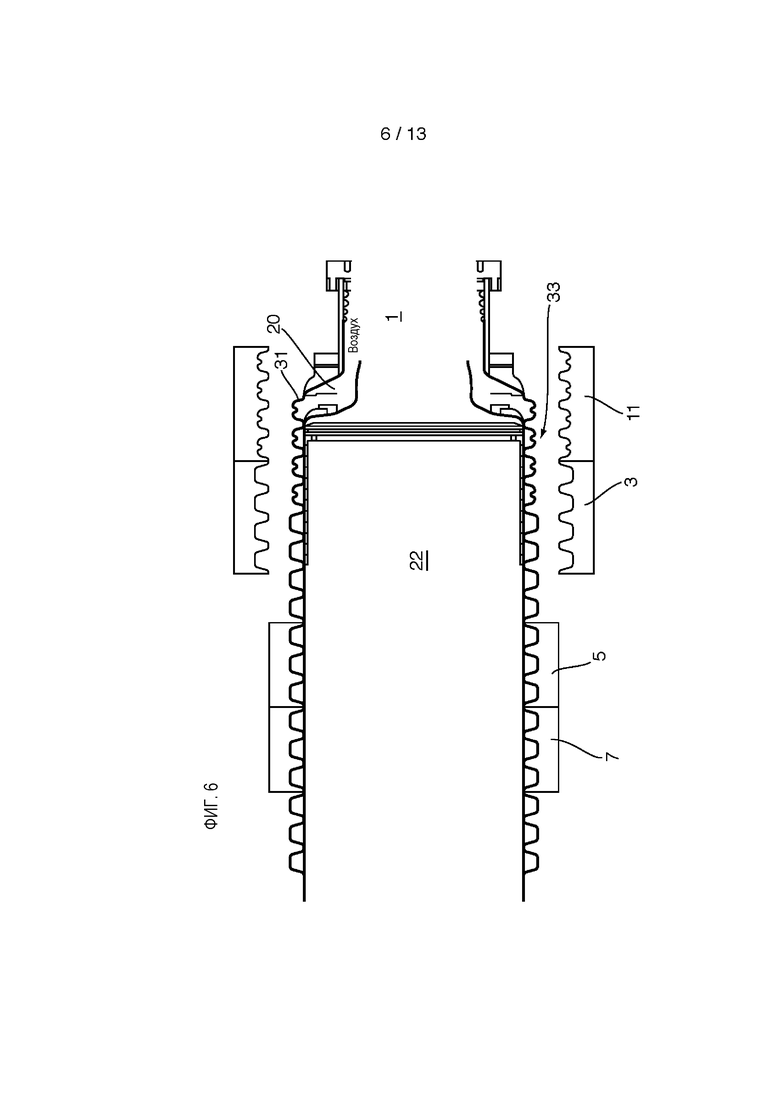
На фиг. 3 пластмассовые пленки 15 и 17 взаимодействуют со вспомогательным формовочным блоком 11, а вспомогательный формовочный блок готов к отделению от отформованного раструба и перемещению наружу относительно охлаждающей заглушки 22. Данный момент проиллюстрирован на фиг. 6, где и вспомогательный формовочный блок 11, и верхний по потоку формовочный блок 3 отцеплены от гофрированной трубы 200 и перемещаются вверх по потоку. Когда указанные формовочные блоки отделены от гофрированной трубы и раструба, давление 20 воздуха уменьшают, чтобы исключить деформацию самого верхнего по потоку гофра 31, который является, главным образом, самоподдерживающимся. Давление 20 воздуха является достаточным для поддержания гофра 31 до того момента, пока верхний по потоку формовочный блок 3 сможет снова взаимодействовать и поддерживать гофрированные части раструба.
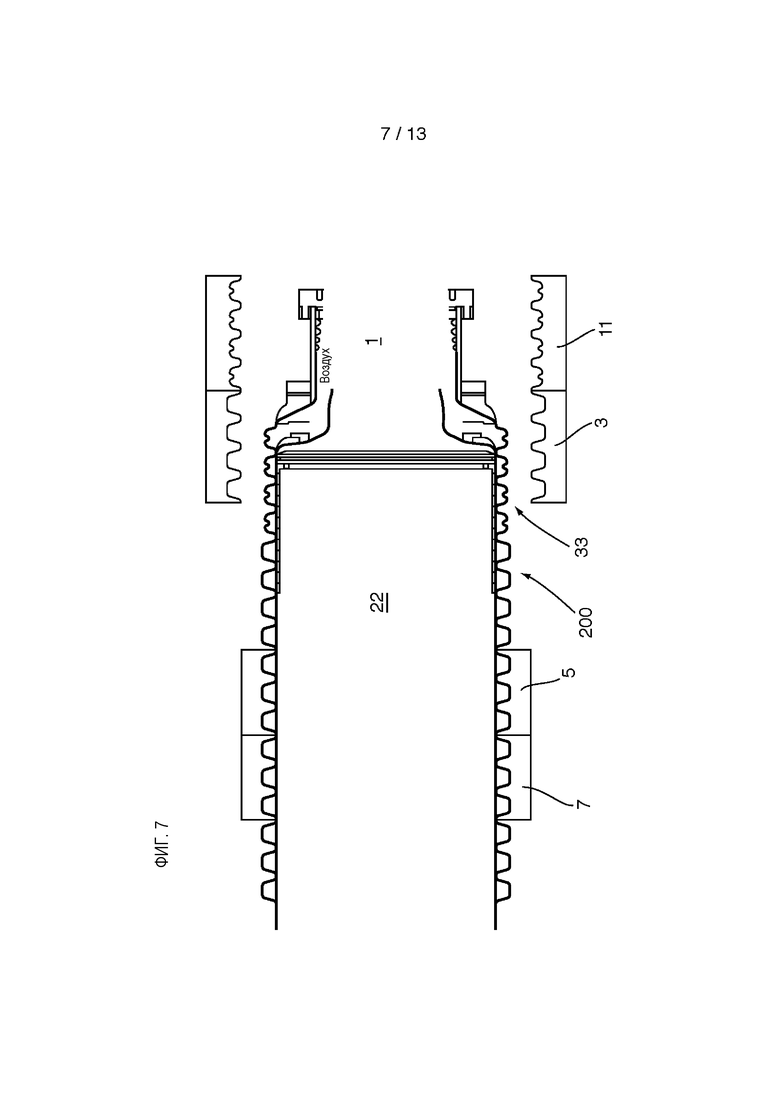
На фиг. 7 проиллюстрировано следующее движение верхнего по потоку формовочного блока 3 и вспомогательного формовочного блока 11.
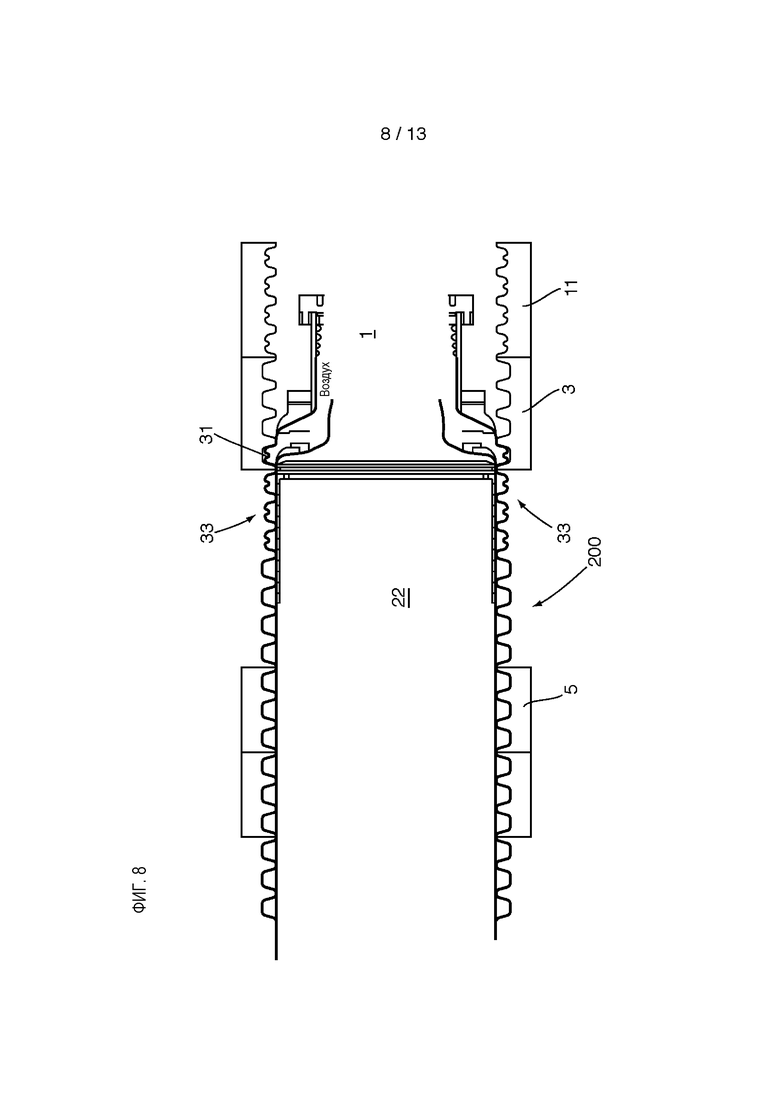
На фиг. 8 видно, что верхний по потоку формовочный блок 3 в данный момент перемещен во внутреннем направлении и снова взаимодействует с верхним по потоку гофром 31 раструбной части 33 и поддерживает его. Образующие гофры полости верхнего по потоку формовочного блока 3 имеют больший диаметр по сравнению с диаметром гофров раструба. При этом указанные полости являются достаточными для обеспечения опоры и охлаждения гофров раструба. Таким образом, верхний по потоку формовочный блок 3 и его образующие гофры полости обеспечивают опору для последнего отформованного гофра 31 раструба, а промежуточный формовочный блок 5 будет поддерживать другие отформованные гофры раструба. Согласно фиг. 8, давление 20 воздуха подают на уменьшенном поддерживающем уровне, чтобы исключить деформацию выше по потоку на экструзионной головке.
Сила вакуума может быть уменьшена, когда любой из главных формовочных блоков поддерживает гофры раструба.
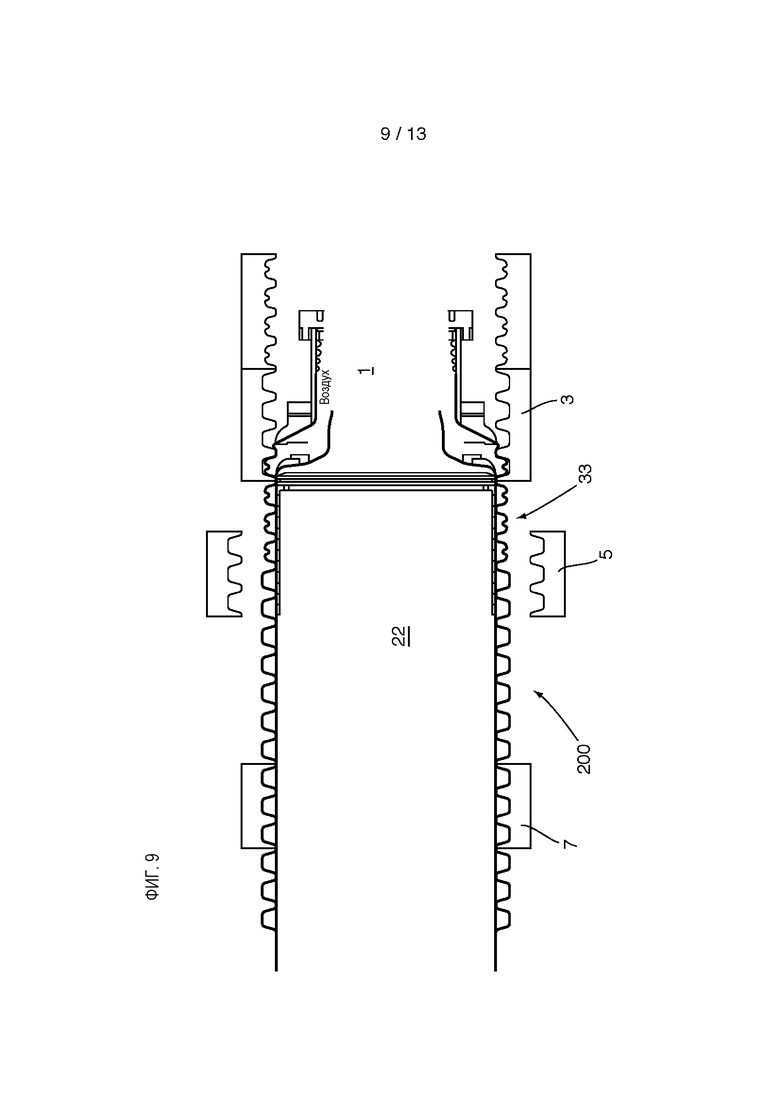
Как изображено на фиг. 9, промежуточный формовочный блок 5 отцеплен от гофрированной трубы 200 и перемещается вперед, чтобы совместно с верхним по потоку формовочным блоком 3 поддерживать нижнюю по потоку часть отформованного раструба.
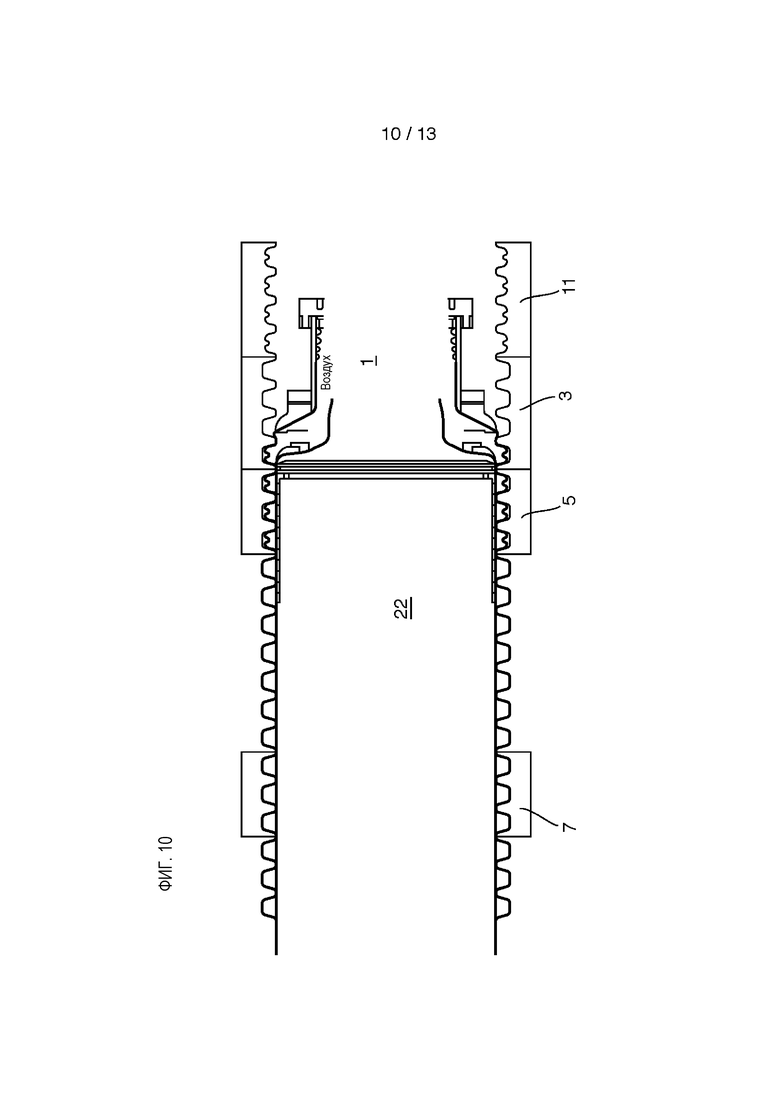
Как изображено на фиг. 10, промежуточный формовочный блок 5 в данный момент поддерживает дополнительные гофры раструба. И в этом случае, фактический размер ячейки образующих гофры полостей промежуточного формовочного блока 5 превышает размер отформованных гофров раструба, но указанные полости обеспечивают опору и дополнительное охлаждение гофра раструба. Вакуум, подаваемый к отдельным образующим гофра ячейкам промежуточного формовочного блока 5, а также к по меньшей мере образующей последний гофр полости верхнего по потоку формовочного блока 3, может быть снижен или может быть менее эффективным (из-за утечки воздуха), когда имеются гофры раструба. Сила вакуума является достаточной для поддержания наружной формы, но не для вытягивания наружной поверхности отформованного гофра раструба до состояния полного зацепления с полостями для формования гофров. Гофры раструбной части имеют уменьшенный диаметр, необходимый для образования должного соединения с охватывающим соединителем, который может иметь такой же диаметр, что и образованная труба, если каждая труба имеет соответствующий раструб. В альтернативном варианте охватывающий соединитель имеет две полости, размер одной из которых обеспечивает уплотнение с полноразмерной гофрированной трубой, а размер другой полости обеспечивает зацепление с раструбом. Поэтому на данном этапе уменьшена подача вакуума.
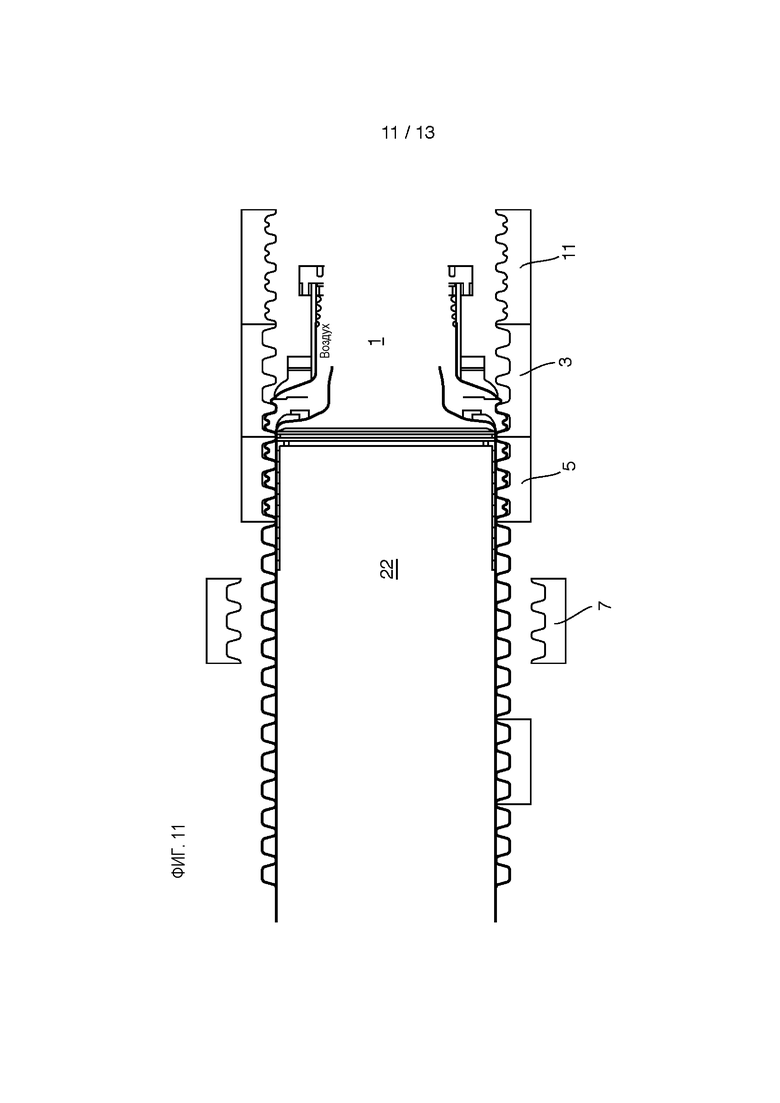
Изображенный на фиг.11 нижний по потоку формовочный блок 7 в данный момент отделен от гофрированной трубы и перемещается вверх по потоку.
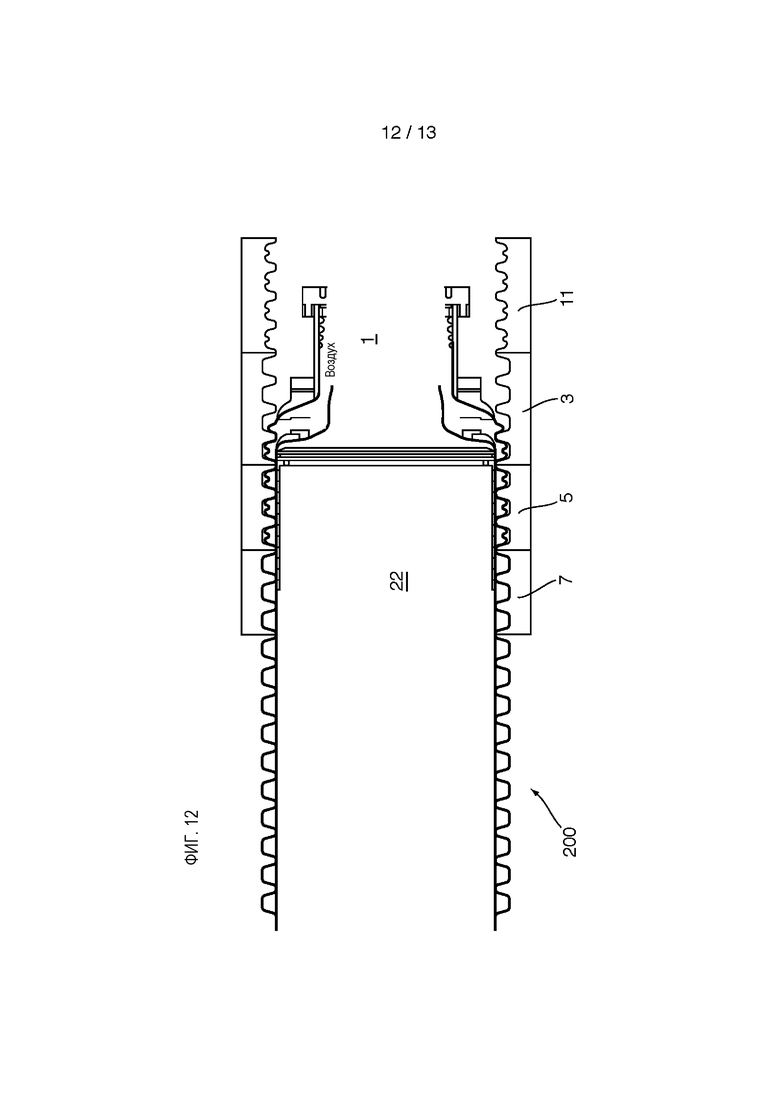
Как изображено на фиг. 12, нижний по потоку формовочный блок 7 снова взаимодействует с гофрами трубы.
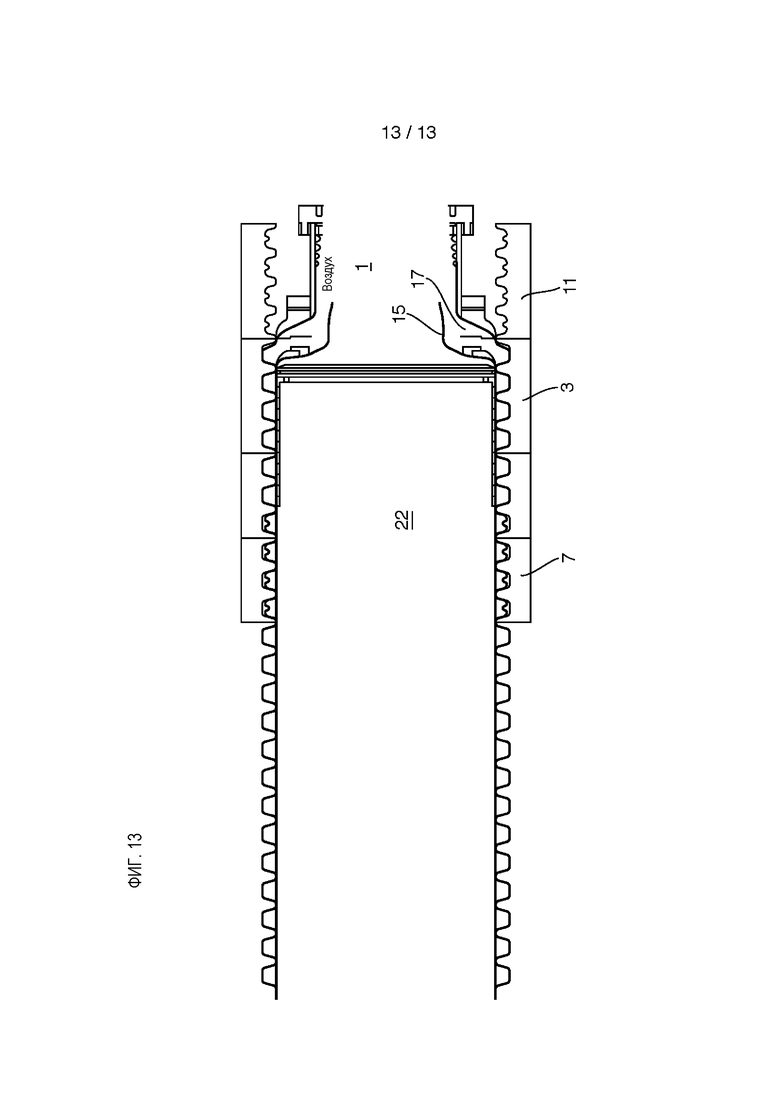
На фиг. 13 показано следующее положение гофрированной трубы, где имеет место пульсация формовочных блоков, и нижний по потоку формовочный блок 7 взаимодействует с несколькими гофрами раструба. Когда формовочный блок находится в данном положении, сила вакуума используется, главным образом, для создания воздушного потока для дополнительного охлаждения и задается наружная форма гофров раструба. Как видно на фиг. 13, верхний по потоку формовочный блок 3 готов к отцеплению от гофрированной трубы и будет работать в импульсном режиме выше по потоку для формования других гофров. Вспомогательный формовочный блок 11 не будет взаимодействовать с пленкой 17, и можно сказать, что он находится в исходном положении или положении исходного перемещения.
Для определения момента начала использования вспомогательного формовочного блока 11 для формования раструбного соединения применяют контроллер. Данный момент может быть задан в соответствии с запрограммированной длиной трубы, например раструб образуется в заданные моменты, или контроллер может быть настроен на формование раструба в разных положениях.
Чертежи и приведенное выше описание основаны на том, что вспомогательный формовочный блок 11 применяют для формования раструбного соединения только один раз. Однако понятно, что при необходимости формовочный блок можно отделить от трубы и перевести обратно в зацепление с трубой для формования более длинного раструба. Также можно использовать несколько вспомогательных формовочных блоков.
В предпочтительном варианте выполнения применяют три главных формовочных блока; однако система может удовлетворительно работать с использованием только двух главных формовочных блоков или более трех формовочных блоков. Кроме того, понятно, что вспомогательный формовочный блок 11 не обязательно должен быть единственным, а может использоваться несколько таких блоков. Добавление формовочных блоков может облегчать перестановку формовочных блоков обратно в верхние по потоку положения. Главные формовочные блоки были описаны как отдельные от вспомогательного формовочного блока, но вспомогательный формовочный блок может содержать несколько полноразмерных гофров. Данное устройство обеспечивает поддержку и совместное перемещение как главных, так и вспомогательных формовочных блоков.
При вышеуказанном устройстве линейные раструбные соединения можно формовать как единое целое с гофрированной трубой, используя пульсирующий корругатор и описанный в данном документе способ.
Хотя в данном документе подробно описаны разные предпочтительные варианты выполнения настоящего изобретения, специалисты в данной области техники поймут, что могут быть выполнены изменения, не выходящие за рамки прилагаемой формулы изобретения.
Предложен пульсирующий корругатор, содержащий по меньшей мере один вспомогательный формовочный блок, который выборочно используется для формования раструбного соединения при формовании гофрированной или ребристой трубы. Предпочтительно, главные формовочные блоки, применяемые для образования гофрированной трубы, также используют для дополнительного охлаждения образованного раструбного соединения после его отцепления от вспомогательного формовочного блока. Корругатор также содержит контроллер, применяемый для обеспечения разного давления воздуха, когда формовочные блоки проходят мимо выпускных экструзионных отверстий соответствующего экструдера. Изобретение обеспечивает соответствующее давление для поддержания экструдированной формованной пластмассы во время перемещения формовочных блоков. 4 з.п. ф-лы, 13 ил.
1. Пульсирующий корругатор, содержащий главные формовочные блоки, применяемые для линейного формования гофрированной трубы, имеющей двустенную конструкцию, причем указанная гофрированная труба имеет внутреннюю гладкую стенку первого диаметра и наружную гофрированную стенку, прикрепленную к указанной внутренней стенке на внутреннем крае каждого гофра и отходящую от нее наружу до второго диаметра, превышающего указанный первый диаметр,
по меньшей мере один вспомогательный формовочный блок, расположенный перед указанными главными формовочными блоками и используемый вместе с ними для выборочного формования линейного раструбного двустенного соединения в виде части указанной гофрированной трубы, при этом указанный раструбный соединитель имеет внутреннюю гладкую стенку указанного первого диаметра, к которой прикреплены наружные гофры, максимальный диаметр которых находится в диапазоне между указанными первым и вторым диаметрами, причем указанный по меньшей мере один вспомогательный формовочный блок в процессе формования указанной гофрированной двустенной трубы с использованием главных формовочных блоков находится в положении перед выпускными отверстиями для экструзии пластмассы, применяемыми для формования стенок гофрированной двустенной трубы,
контроллер для управления пульсирующим движением главных формовочных блоков и выборочным использованием указанного по меньшей мере одного вспомогательного формовочного блока для перемещения вместе с главными формовочными блоками для образования указанного раструбного соединения, отделения от указанных блоков и последующего возврата в указанное положение перед выпускными отверстиями,
причем указанный контроллер выполнен с возможностью регулирования давления источника воздуха, который обеспечивает подачу поддерживающего воздуха между указанными выпускными отверстиями для экструзии пластмассы при первом давлении для каждого гофра на указанном первом диаметре и при меньшем давлении для поддержки отформованного последним гофра раструба, когда вспомогательный формовочный блок отводится от отформованных раструбных соединений и перемещается в указанное положение перед выпускными отверстиями.
2. Пульсирующий корругатор по п. 1, в котором главные формовочные блоки и указанный по меньшей мере один вспомогательный формовочный блок содержат гофры, имеющие одинаковый шаг, при этом главные формовочные блоки выполнены с возможностью взаимодействия с указанными отформованными гофрами раструба, освобожденными от указанного по меньшей мере одного вспомогательного формовочного блока, для продолжения охлаждения указанных гофров раструба.
3. Пульсирующий корругатор по п. 2, в котором указанный контроллер выполнен с возможностью регулировки силы вакуума, прикладываемой главными формовочными блоками к указанным гофрам на указанном первом диаметре, и с обеспечением подачи уменьшенного вакуума, когда соответствующий главный формовочный блок взаимодействует с гофром, образованным вспомогательным формовочным блоком.
4. Пульсирующий корругатор по п. 1, в котором главные формовочные блоки и указанный по меньшей мере один вспомогательный формовочный блок имеют одинаковую ориентацию и выполнены с возможностью перемещения во внутреннем и наружном направлениях относительно формуемой двустенной гофрированной трубы в одном и том же направлении.
5. Пульсирующий корругатор по п. 1, в котором указанный по меньшей мере один вспомогательный формовочный блок представляет собой один вспомогательный формовочный блок, который выполнен с возможностью перемещения синхронно с главным формовочным блоком сразу за ним относительно как отделения от гофрированной трубы, так и перемещения в продольном направлении пульсирующего корругатора.
| ТАМПОНАЖНЫЙ СОСТАВ ДЛЯ ИЗОЛЯЦИИ ПРОНИЦАЕМЫХ ПЛАСТОВ | 2002 |
|
RU2231624C2 |
| УСТРОЙСТВО ДЛЯ ВОЛОЧЕНИЯ ПРОВОЛОКИ С ВИНТОВЫМ РЕЛЬЕФОМ | 1994 |
|
RU2072663C1 |
| Способ приготовления анатомических препаратов головного мозга эмбриона | 2022 |
|
RU2792088C1 |
| Устройство для изготовления гофрированных труб из труб-заготовок | 1984 |
|
SU1238826A1 |

