1
Изобретение относится к обработке метаппов давлением, в частности к производству гофрированных труб.
Целью изобретения является повышение коэффициента использования материала за счет исключения дополнительной технологической части трубы- заготовки, которая используется только для подачи и фиксации трубы-заготовки, а затем отделяется от готового изделия и удаляется в отход.
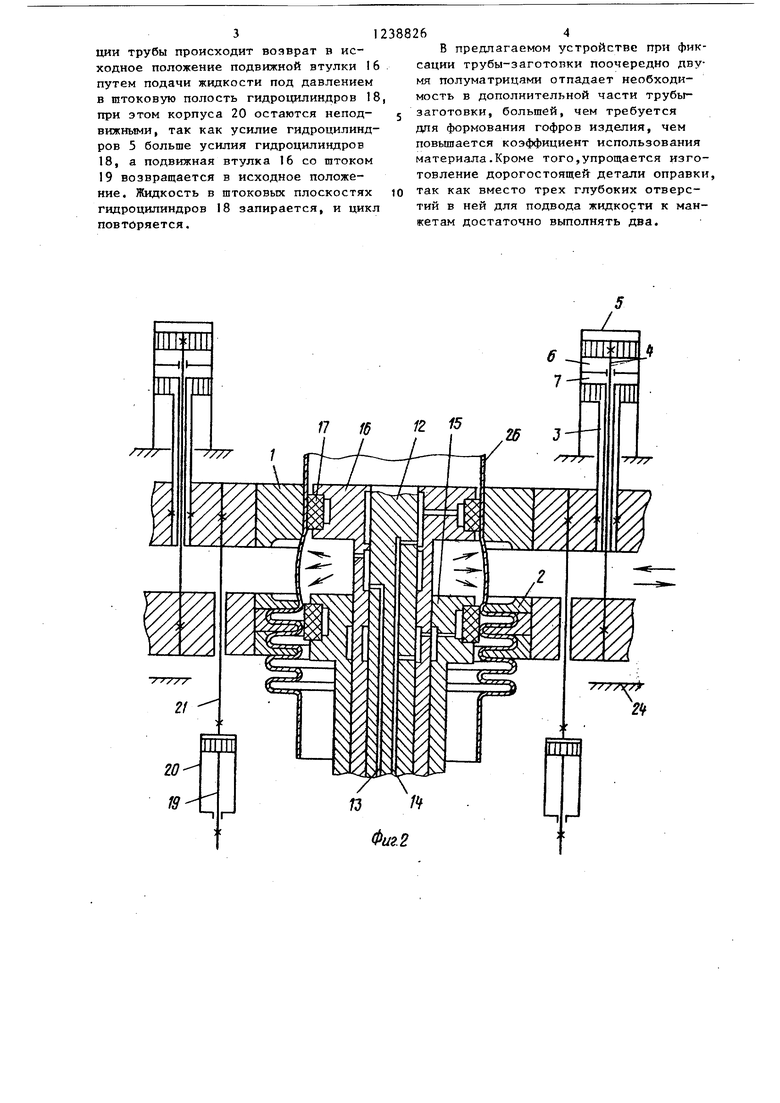
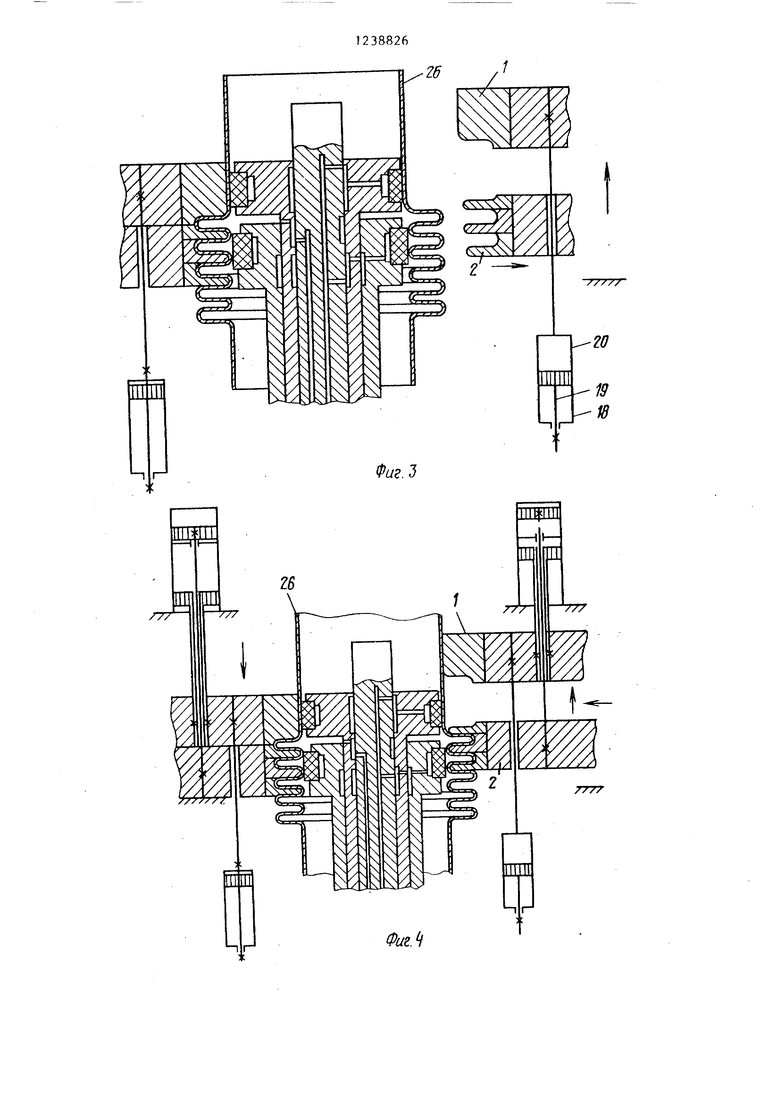
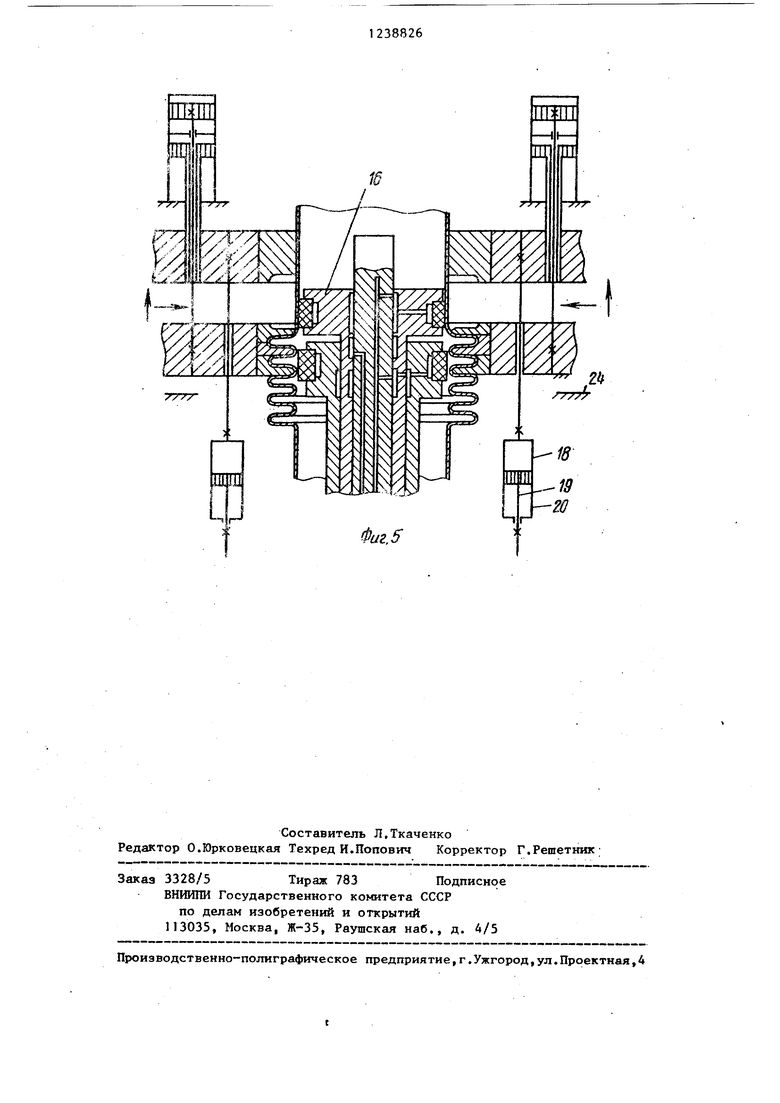
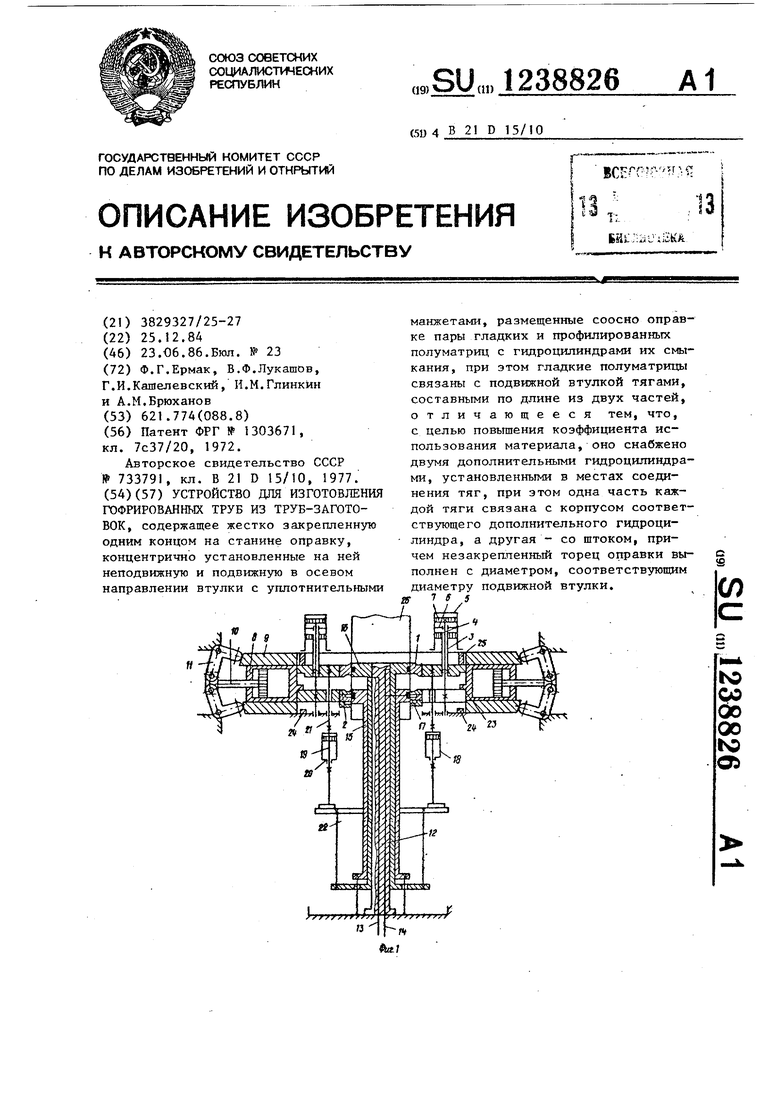
На фиг.1 представлено устройство с установленной трубой и сведенными полуматрицами, общий вид (подвижная втулка вверху); на фиг,2 - момент раздачи среднего участка трубы после ее фиксации полуматрицами; на фиг.З- момент после формования гофра и подачи его на шаг, отход правой пары полуматриц в исходное положение (подвижная втулка внизу);на фиг.4 - фиксация трубы по отформованному месту правой фигурной полуматрицей, при ее сведении; на фиг.5 - то же, левой фигурной полуматрицей, при ее сведении (подвижная втулка внизу).
Устройство содержит пару гладких полуматриц 1 и пару профилированных полуматриц 2, связанных со штоками .3 и 4 сдвоенных гидроцилиндров 5 осевого перемещения с полостями 6 и 7, а также с механизмамт-i смыкания, выполненными в виде гидроцилиндров 8, на корпусе которых установлены с двух сторон планки 9 со скосами. Штоки 0 гидроцилиндров 8 связаны с Г-образными рычагами 11, взаимодействующими с планками 9.
Устройство содержит также оправку 12 с каналами 13 и 14 подвода жидкости, а также неподвижную 15 и подвижную 16 втулки с манжетами 17. Торец оправки 12 выполнен одного диаметра с внутренним диаметром подвижной втулки 16. Кроме того, устройство содержит гидроцилиндры 18 со штоком 19 и корпусом 20, размещенные , в звене связи гладких полуматриц 1 с ПОДВ1-ШНОЙ втулкой 16 через составные части 2 и 22 тяг.
Для ограничения перемещения полуматриц в осевом направлении предназначены упоры 23-25.
Устройство работает следующим образом.
. Труба-заготовка 26 устанавливается сверху на подвижную 16 и неподвижную 15 втулки оправки 12, при этом полуматрицы 1 и 2 раскрыты (фиг.1).
5
10
388262
Зажим трубы на втулках осуществляется путем сближения полуматриц и 2 механизмом смыкания.
Для этого жидкость поступает Р бесгатоковую полость гидроцнлийдра 8 Поскольку перемещение 1П исключено рычагами 1, упкрзищимися з верхнюю плоскость г панок 9, то перемещается корпус цилиндра и связанные с ним полуматрИ1№ 1 и 2. При смыкании полуматриц рычаги 11 скользят по скосам планок 9 и запирают по,тумат
РИЦЬ .
После этого жидкость подается под )5 давлением по каналу 14 к манжетам 17, уплотняющим подлежащий гофрированию участок трубы. По каналу 13 прдает- ся жидкость, осуществляющая раздачу участка трубы (фиг. 2). При подач ё 20 давления в полости 7 гкдроцилиндров 5 штоки 3 перемещают полуматрицы 1 до соприкосновения с полуматрицами 2. Одновременно составные части 21 тяг, корпус 20, шток 19 и составные части 25 22 тяг перемещают вниз втулку 16 с манжетой 17. При этом в полости 6 цилиндров 5 давление больше, чем в полости 7, благодаря чему полуматркцы| 2 поддерживаются на упорах 23,
После осевого смыкания полуматриц 1 и 2 давление в полости 6 снимается, и полуматрицы вместе с от-т формованным гофром передвигаются на шаг гофра до упора 24.
Затем механизм смыкания отводит от трубы-заготовки 26 полуматрииь 1 и 2, например правые (фиг.З) осевые полуматрицы остаются неподвижными на месте, при этом левая полуматрица 2 удерживает трубу от выпадания. Гидроцилиндр 5 разводит полуматриць 1 и 2 в осевом направлении в исходное положение до упоров 25 и 23 (фиг.1). Одновременно в ггедрмцилиндр 18 (и бесгатоковую полость) подается под давлением жидкость. Шток 19 с подвижной втулкой 16 остаются непод- вижны1-1и, а корпус 20 с полуматрицей 1 совершает движение вверх до упора 25. Затем механизм смыкания приводит правые полуматрицы I и 2 к бе 26 (фиг,4). Правая полуматрица 2 заходит во впадину отформованного гофра, тем самым фиксирует трубу от выпадания, позволяя левым полуматрицам проделать аналогичное перемещение и зафиксировать трубу (фиг,5). После возврата обеих пар полуматриц 1 и 2 в исходное положение и фикса30
35
4С
45
50
55
312
ции трубы происходит возврат в исходное положение подвижной втулки 16 путем подачи жидкости под давлением в готоковую полость гидроцилиндров 18 при этом корпуса 20 остаются неподвижными, так как усилие гидроцилиндров 5 больше усилия гидроцилиндров 18, а подвижная втулка 16 со гатоком 19 возвращается в исходное положение. Жидкость в штоковых плоскостях гидроцилиндров 18 запирается, и цикл повтйряется.
В предлагаемом устройстве при фиксации трубы-заготовки поочередно двумя полуматрицами отпадает необходимость в дополнительной части трубы- заготовки, большей, чем требуется для формования гофров изделия, чем повьппается коэффициент использования материала.Кроме того,упрощается изготовление дорогостоящей детали оправки, так как вместо трех глубоких отверстий в ней для подвода жидкости к ман- кетам достаточно выполнять два.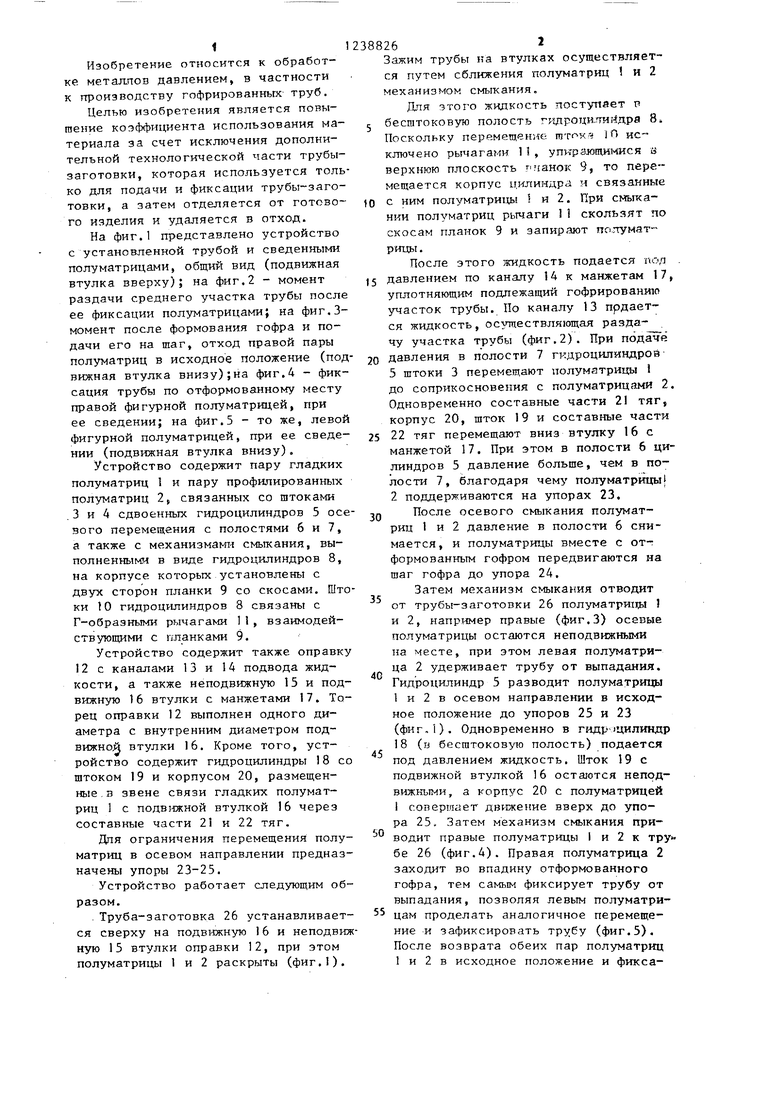
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления гофрированных труб | 1977 |
|
SU733791A1 |
| Устройство для изготовления гофрированных труб | 1986 |
|
SU1406886A1 |
| Устройство для изготовления гофрированных труб | 1980 |
|
SU889201A1 |
| Формующая головка станка для изготовления гофрированных труб | 1983 |
|
SU1146118A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ТРУБ | 2000 |
|
RU2198050C2 |
| Устройство для последовательного гофрирования труб | 1984 |
|
SU1247121A1 |
| Устройство для раздачи труб | 1980 |
|
SU893340A1 |
| Устройство для изготовления кольцевых гофров на трубных заготовках | 1987 |
|
SU1426670A1 |
| Блок пластинчатых полуматриц | 1982 |
|
SU1074623A1 |
| УСТРОЙСТВО ДЛЯ ПОСЛЕДОВАТЕЛЬНОГО ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ГОФРОВ НА ТРУБНЫХ ЗАГОТОВКАХ | 1991 |
|
SU1826241A1 |
Фиг.
| Воротник для крепления верхней части траншеи | 1985 |
|
SU1303671A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Устройство для изготовления гофрированных труб | 1977 |
|
SU733791A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
