ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к экструзионному оборудованию, в частности к экструзионной оснастке для экструзии трубчатого изделия.
УРОВЕНЬ ТЕХНИКИ
Трубчатые пластмассовые изделия изготавливают экструзией с использованием экструзионной головки, присоединенной к источнику расплавленной пластмассы. Экструзионная головка создает давление и продвигает расплавленную пластмассу к экструзионной оснастке, расположенной на выходе экструзионной головки. Экструзионная оснастка используется для приема расплавленной пластмассы и ее направления к экструзионному отверстию. Экструзионная оснастка для экструзии трубчатого изделия обычно содержит наружный цилиндрический элемент и установленный соосно с ним внутренний цилиндрический элемент, между которыми образованы один или несколько цилиндрических экструзионных каналов. На выходном конце экструзионной оснастки обычно установлен дроссель, образующий сужающееся экструзионное выпускное отверстие. Если трубчатое изделие двустенное, то используется второй канал экструзионной головки, а в экструзионной оснастке предусмотрен второй экструзионный канал, ограниченный третьим цилиндрическим элементом. Расплавленная пластмасса подается ко второму экструзионному выпускному отверстию, обычно расположенному за первым экструзионным выпускным отверстием.
Экструзионная оснастка для экструзии одностенной или двустенной трубы является дорогостоящей в изготовлении и требует использования крестовин для соединения друг с другом различных цилиндрических элементов и поддержания их в заданном положении друг относительно друга. Эти крестовины расположены в потоке расплавленной пластмассы и выполнены так, чтобы минимизировать разрыв потока пластмассы. Крестовины имеют специальную форму и служат для механического соединения отверстий экструзионной втулки в элементах с воздушными каналами. Для уменьшения разброса параметров сборка таких цилиндрических элементов должна быть очень тщательной.
Помимо довольно высокой стоимости изготовления и сборки такая экструзионная оснастка может быть уязвима в отношении повреждений. Если в каком-либо экструзионном канале возникает избыточное давление, то экструзионная оснастка может деформироваться и ломаться.
Согласно изобретению, предложено альтернативное устройство, которое эффективно в работе и имеет определенные преимущества по сравнению с принятой технологией.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Экструзионная оснастка для управления распределением расплавленной пластмассы между экструзионной головкой и экструзионным выпускным отверстием для формования непрерывного трубчатого пластмассового изделия, согласно изобретению, содержит просверленные по всей ее длине каналы, впускные отверстия которых, предназначенные для приема расплавленной пластмассы под давлением, удалены друг от друга и расположены в экструзионной головке. Выпускные отверстия просверленных каналов расположены в заданной конфигурации вблизи экструзионного выпускного отверстия до него. Экструзионное выпускное отверстие образовано между внутренней стенкой и наружной стенкой для экструдирования расплавленной пластмассы с получением трубчатого пластмассового изделия.
Согласно одному аспекту изобретения, указанные каналы сходятся в направлении от впускных отверстий к выпускным отверстиям, расположенным в заданной конфигурации.
Согласно предпочтительному аспекту изобретения, указанные каналы разделены на первую группу каналов и вторую группу каналов, а экструзионное выпускное отверстие состоит из первого экструзионного выпускного отверстия, связанного с первой группой каналов, и второго экструзионного выпускного отверстия, связанного со второй группой каналов. Полученное трубчатое пластмассовое изделие является двустенным.
Согласно одному аспекту изобретения, двустенное трубчатое пластмассовое изделие представляет собой гофрированное изделие, у которого внутренняя стенка имеет неизменяющееся поперечное сечение, а наружная стенка гофрирована и соединена с внутренней стенкой в выбранных местах по длине изделия.
Согласно еще одному аспекту изобретения, гофрированное изделие имеет удлиненное поперечное сечение.
Согласно следующему аспекту изобретения, удлиненное поперечное сечение изделия определяется указанной заданной конфигурацией и имеет в общем прямолинейную нижнюю часть и криволинейные концевые части, соединенные друг с другом криволинейной верхней частью.
Согласно следующему аспекту изобретения, количество каналов больше десяти.
Согласно еще одному аспекту изобретения, выпускные отверстия каналов выходят в общую смесительную камеру, содержащую на одном конце дроссель для образования равномерного экструзионного выпускного отверстия. Если каналы разделены на первую и вторую группы, то экструзионная оснастка имеет две смесительные камеры, по одной для каждого слоя пластмассы.
Согласно следующему аспекту изобретения, каналы соединены друг с другом между впускными и выпускными отверстиями общим соединительным кольцом, допускающим ограниченный поток расплавленной пластмассы между каналами.
Согласно следующему аспекту изобретения, экструзионная оснастка содержит по меньшей мере два соединенных корпуса, в которых просверлены каналы, причем каждый корпус имеет множество каналов. Если в канале есть отдельные участки, расположенные под разными углами, то в местах соединения может быть предусмотрен зазор, увеличивающий область накопления для улучшения потока.
Согласно изобретению, также предложена экструзионная оснастка для экструзии трубчатого изделия, имеющая входной конец для соединения с экструзионной головкой и выходной конец для выхода формуемого трубчатого экструдата через выпускное отверстие экструзионной оснастки. Экструзионная оснастка на входном конце содержит отдельные каналы, проходящие по ее длине, для приема расплавленной пластмассы из экструзионной головки и направления потока пластмассы к указанному выходному концу. Каждый отдельный канал вблизи указанного выходного конца имеет выпускное отверстие. Выпускные отверстия каналов расположены так, что распределяют потоки пластмассы в соответствии с конфигурацией, обеспечивающей образование формуемого трубчатого экструдата. Через выпускные отверстия каналов расплавленная пластмасса поступает в трубчатую смесительную камеру, на одном конце которой предусмотрено дросселирование для образования выпускного отверстия экструзионной оснастки, через которое экструдируется расплавленная пластмасса,
Согласно одному аспекту изобретения, отдельные каналы образованы в корпусном устройстве.
Согласно еще одному аспекту изобретения, каждый отдельный канал образован, по меньшей мере частично, путем сверления корпусного устройства.
Согласно следующему аспекту изобретения, отдельные каналы образуют в трубчатой смесительной камере конфигурацию, отличную от круговой.
Важным преимуществом конструкции экструзионной оснастки согласно изобретению является стабильность внутреннего давления расплава, так как различные сверленые каналы проходят через корпус оснастки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Предпочтительные варианты осуществления изобретения представлены на чертежах, на которых:
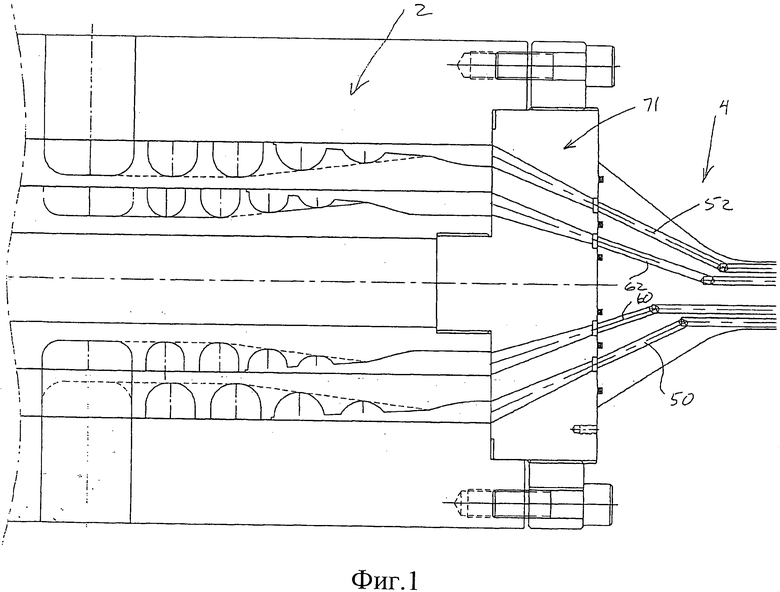
фиг.1 изображает экструзионную головку и часть присоединенной к ее выходу экструзионной оснастки,
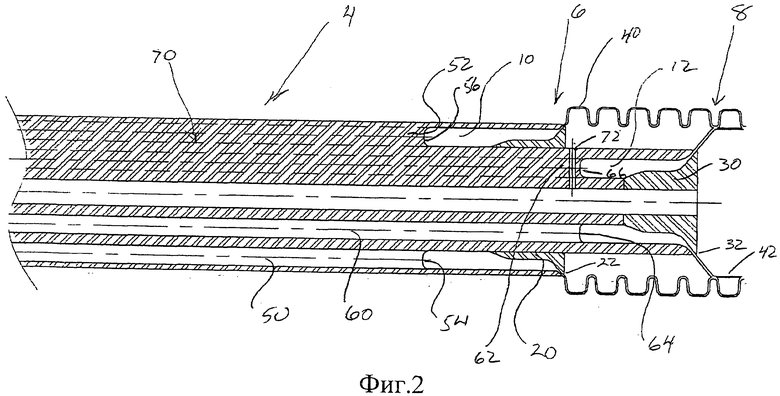
фиг.2 изображает частичный разрез экструзионной оснастки, имеющей отдельные каналы, и экструзию пластмассы с получением двустенного гофрированного трубчатого изделия,
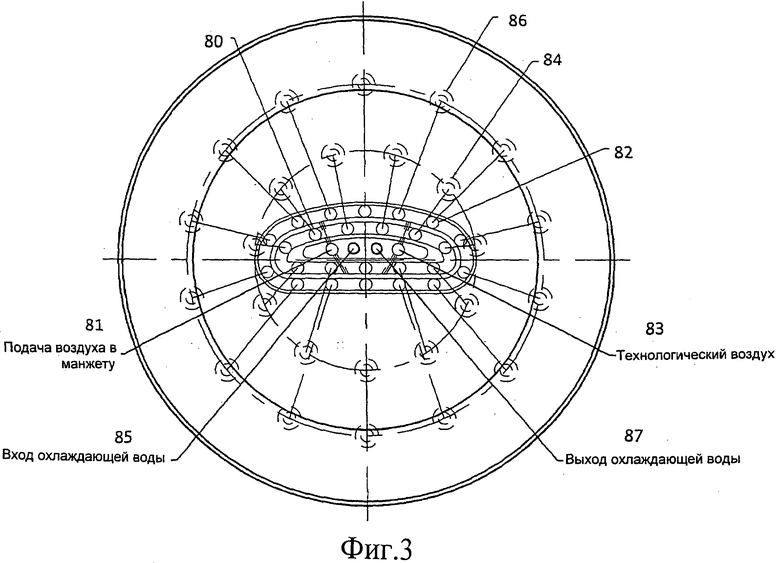
фиг.3 изображает с торца экструзионную оснастку без дросселей, установленных на выходе, чтобы были видны проходящие в ней каналы первой и второй групп, и
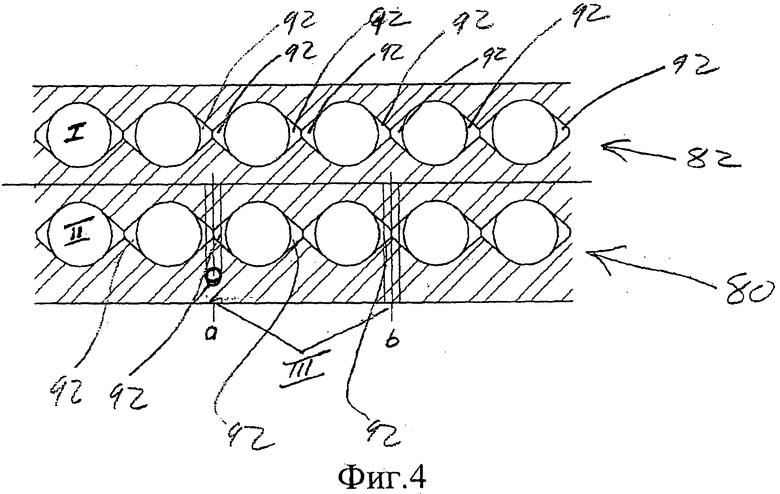
фиг.4 изображает частичный вид с торца, где видны выпускные отверстия, выходящие в смесительные камеры.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Экструзионное оборудование, изображенное на фиг.1 и 2, включает экструзионную головку 2, соединенную с экструзионной оснасткой 4, имеющей экструзионные выпускные отверстия 6 и 8. Экструзионная головка присоединена к подходящим устройствам подачи пластмассы. В данном варианте осуществления изобретения показаны два отдельных экструдера. Экструзионная оснастка содержит каналы 50 и 45 первой группы, показанные в разрезе на фиг.1, и дополнительные каналы (см. фиг.3), которые предпочтительно просверлены в ней и впускные отверстия которых соединены с экструзионной головкой. Выпускные отверстия 54 и 56 каналов 52 и 50 показаны на фиг.2 и являются частью выходного конца экструзионной оснастки. Каналы 60 и 62 второй группы предназначены для экструзии внутренней стенки гофрированной трубы, изображенной на выходном конце экструзионной оснастки. Каналы 60 и 62 имеют впускные отверстия, соединенные с экструзионной головкой, для приема расплавленной пластмассы и ее направления к выходному концу экструзионной оснастки. Канал 60 имеет выпускное отверстие 64, а канал 62 - выпускное отверстие 66.
Выпускные отверстия каналов 50, 52, 60 и 62 расположены на выходном конце экструзионной оснастки и выходят в смесительные камеры 10 и 12. Смесительная камера 10 соединена с первой группой каналов 50 и 52, а смесительная камера 12 - со второй группой каналов 60 и 62. Смесительные камеры расположены на выходном конце экструзионной оснастки. Для образования экструзионных щелей 22 и 32 предусмотрены дроссели 20 и 30, которые установлены в экструзионной оснастке и представляют собой отдельные элементы.
На фиг.2 видно, что большая часть экструзионной оснастки 4 образована цельным корпусом 70, предпочтительно имеющим несколько каналов просверленных по его длине, при этом корпус 70 обеспечивает интегральное соединение соседних каналов. Это придает экструзионной оснастке высокую прочность и упрощает ее изготовление. Смесительные камеры 10 и 12 предпочтительно образованы путем вытачивания полостей в концевых частях экструзионной оснастки.
Экструзионная оснастка 4 может состоять из нескольких соединенных корпусов, аналогичных корпусу 70. Один из таких дополнительных корпусов 71 показан на фиг.1. Этот дополнительный корпус тоже имеет каналы, предпочтительно просверленные по его длине. Для улучшения характеристик потока эти каналы могут быть профилированы, как правило, вблизи впускных и выпускных отверстий. Корпусы 70 и 71 могут быть механически соединены между собой с установкой в местах их соединения подходящих уплотнителей.
Сборка экструзионной оснастки, показанной на фиг.1 и 2, упрощается в связи с тем, что точность положения каналов достигается при их образовании. Корпусы сохраняют присущую им прочность, поскольку периферия каждого канала образована внутри единого корпуса,.
Экструзионная оснастка, показанная на фиг.1 и 2, содержит несколько элементов, соединенных по ее длине. При необходимости, можно разделить экструзионную оснастку по горизонтали. Предпочтительно иметь несколько соединенных цельных корпусов, каждый из которых имеет все каналы. Важным аспектом изобретения является наличие нескольких каналов, образованных в едином корпусе по всей его длине. При такой конструкции каналы могут быть расположены довольно близко друг к другу, причем на входе смесительных камер каналы предпочтительно также имеют определенную форму, соответствующую экструдируемому изделию. Конфигурация, образованная впускными отверстиями каналов, как правило, существенно отличается от конфигурации, образованной их выпускными отверстиями.
Это видно на фиг.3, где первая группа 80 каналов, предназначенных для образования внутренней стенки гофрированного изделия, имеет заданную конфигурацию расположения своих выпускных отверстий, которая состоит из по существу прямолинейной нижней части, криволинейных концевых частей и криволинейной верхней части. Выпускные отверстия второй группы 82 каналов, предназначенных для образования наружной стенки, расположены в конфигурации, подобной указанной первой заданной конфигурации и сосной с ней, но несколько превышающей ее по размерам. Такая конфигурация каналов имеет место на входе смесительных камер, в то время как на входном конце оснастки каналы первой группы расположены в круговой конфигурации 84, которую имеют соответствующие каналы экструзионной головки. Вторая группа 82 каналов тоже имеет круговую конфигурацию 86 расположения своих входных отверстий, связанных с соответствующими каналами экструзионной головки. Как видно на фиг.3, каналы в области экструзионной головки могут находиться на довольно большом расстоянии друг от друга, но затем они сходятся и суживаются, так что на входе смесительных камер выпускные отверстия этих каналов находятся близко друг к другу.
На фиг.3 показана группа технологических отверстий 81, 83, 85 и 87. Отверстия 81 и 83 предназначены для пропускания через экструзионную оснастку к экструзионному выпускному отверстию технологического воздуха. Отверстия 85 и 87 предназначены для циркуляции охлаждающей воды для отвода избыточного тепла. Для регулировки этих отверстий могут быть использованы средства автоматического управления.
Как видно на фиг.2, каналы сходятся друг к другу на входном конце экструзионной оснастки, а затем они имеют более длинные расположенные параллельно участки, по которым поток пластмассы направляется к смесительным камерам. Это обеспечивает однородность потока пластмассы до ее выхода из смесительных камер.
Предпочтительный аспект изобретения показан на фиг.4, где выпускные отверстия каналов в смесительной камере модифицированы так, что при поступлении потока пластмассы в соответствующую смесительную камеру он расходится. Выпускные отверстия имеют с каждой стороны V-образные выемки 92, и, таким образом, смежные выпускные отверстия соединены друг с другом. Это улучшает сплошность потока пластмассы в смесительной камере перед выходом через экструзионное выпускное отверстие.
В другом экструзионном оборудовании экструзионная оснастка предпочтительно имеет центральный канал и другие проходящие через нее каналы для ее эффективного охлаждения. Эти каналы также могут быть легко выполнены в экструзионной оснастке путем сверления.
Хотя ниже подробно описаны предпочтительные варианты осуществления изобретения, оно допускает различные изменения в соответствии с его сущностью и в пределах объема, определяемого формулой изобретения.
Настоящее изобретение относится к экструзионному оборудованию, а именно к экструзионной оснастке для экструзии трубчатого изделия. Техническим результатом заявленного изобретения является повышение прочности экструзионной оснастки и упрощение ее изготовления. Технический результат достигается в экструзионной оснастке для управления распределением расплавленной пластмассы между экструзионной головкой и экструзионным выпускным отверстием для формования непрерывного трубчатого пластмассового изделия. Оснастка содержит просверленные по ее длине каналы, имеющие впускные отверстия, удаленные друг от друга и расположенные в экструзионной головке, для приема расплавленной пластмассы под давлением и выпускные отверстия, расположенные в заданной конфигурации вблизи экструзионного выпускного отверстия до него. Причем экструзионное выпускное отверстие образовано между внутренней стенкой и наружной стенкой для экструдирования расплавленной пластмассы с получением указанного трубчатого пластмассового изделия. При этом просверленные каналы сходятся от впускных отверстий к выпускным отверстиям. 3 н.п., 17 з.п. ф-лы, 4 ил.
1. Экструзионная оснастка для управления распределением расплавленной пластмассы между экструзионной головкой и экструзионным выпускным отверстием для формования непрерывного трубчатого пластмассового изделия, содержащая
просверленные по ее длине каналы, имеющие впускные отверстия, удаленные друг от друга и расположенные в экструзионной головке, для приема расплавленной пластмассы под давлением и выпускные отверстия, расположенные в заданной конфигурации вблизи экструзионного выпускного отверстия до него,
причем экструзионное выпускное отверстие образовано между внутренней стенкой и наружной стенкой для экструдирования расплавленной пластмассы с получением указанного трубчатого пластмассового изделия,
а просверленные каналы сходятся от впускных отверстий к выпускным отверстиям.
2. Экструзионная оснастка по п.1, в которой просверленные каналы разделены на первую группу каналов и вторую группу каналов, а экструзионное выпускное отверстие включает первое экструзионное выпускное отверстие, связанное с первой группой каналов, и второе экструзионное выпускное отверстие, связанное со второй группой каналов, причем трубчатое пластмассовое изделие представляет собой двустенное трубчатое пластмассовое изделие.
3. Экструзионная оснастка по п.2, в которой двустенное трубчатое пластмассовое изделие представляет собой гофрированное изделие, имеющее внутреннюю стенку с неизменяющимся поперечным сечением и наружную гофрированную стенку, соединенную с внутренней стенкой.
4. Экструзионная оснастка по п.3, в которой указанное гофрированное изделие имеет удлиненное поперечное сечение.
5. Экструзионная оснастка по п.4, в которой указанное удлиненное поперечное сечение имеет в общем прямолинейную нижнюю часть и криволинейные концевые части, соединенные между собой криволинейной верхней частью.
6. Экструзионная оснастка по п.1, в которой выпускные отверстия всех каналов выходят в общую смесительную камеру, имеющую на одном конце дроссель для образования указанного экструзионного выпускного отверстия.
7. Экструзионная оснастка по п.6, в которой указанные каналы соединены друг с другом между впускными отверстиями и выпускными отверстиями общим соединительным кольцом, допускающим наличие потока расплавленной пластмассы между каналами.
8. Экструзионная оснастка по п.6, содержащая по меньшей мере два соединенных корпуса, в которых просверлены указанные каналы и каждый из которых имеет множество каналов.
9. Экструзионная оснастка по п.1, в которой количество указанных каналов больше десяти.
10. Экструзионная оснастка для экструзии трубчатого изделия, содержащая входной конец для соединения с экструзионной головкой и выходной конец для выхода формуемого трубчатого экструдата через выпускное отверстие экструзионной оснастки,
причем на входном конце экструзионная оснастка содержит отдельные каналы, проходящие по ее длине и имеющие каждый впускное отверстие для приема расплавленной пластмассы из экструзионной головки и направления потока пластмассы к указанному выходному концу;
каждый отдельный канал вблизи указанного выходного конца имеет выпускное отверстие,
выпускные отверстия указанных каналов расположены так, что распределяют потоки пластмассы в соответствии с конфигурацией, обеспечивающей образование формуемого трубчатого экструдата,
указанные выпускные отверстия обеспечивают поступление расплавленной пластмассы в трубчатую смесительную камеру, на одном конце которой предусмотрено дросселирование для образования указанного выпускного отверстия экструзионной оснастки, через которое экструдируется расплавленная пластмасса,
а указанные отдельные каналы выполнены путем сверления и сходятся от указанных впускных отверстий к указанным выпускным отверстиям.
11. Экструзионная оснастка по п.10, в которой указанные отдельные каналы образованы в экструзионном корпусном устройстве.
12. Экструзионная оснастка по п.10, в которой указанные отдельные каналы разделены на первую группу каналов для экструзии внутренней стенки изделия и вторую группу каналов для экструзии наружной стенки изделия.
13. Экструзионная оснастка по 10, в которой указанные отдельные каналы образуют в трубчатой смесительной камере конфигурацию, отличную от круговой.
14. Экструзионная оснастка по 13, выполненная с возможностью экструзии трубчатого изделия, имеющего первую, внутреннюю стенку и вторую, наружную стенку, причем указанные отдельные каналы образуют внутреннюю конфигурацию для образования указанной первой внутренней стенки и наружную конфигурацию для образования указанной второй наружной стенки.
15. Экструзионная оснастка по п.14, которая имеет удлиненную ось и в которой указанные отдельные каналы расположены вокруг этой оси.
16. Экструзионная оснастка по п.15, в которой отдельные каналы выполнены путем сверления.
17. Экструзионная оснастка по п.16, в которой указанные отдельные каналы образуют внутреннюю трубчатую удлиненную конфигурацию, имеющую в общем плоскую нижнюю часть, расположенные друг против друга криволинейные концевые части и криволинейную верхнюю часть, а также образуют соответствующую наружную трубчатую удлиненную конфигурацию, расположенную вокруг внутренней конфигурации соосно с ней.
18. Экструзионная оснастка по п.17, в которой трубчатая смесительная камера и оканчивающиеся в ней указанные отдельные каналы образованы в цельном элементе экструзионной оснастки.
19. Экструзионная оснастка по п.10, в которой указанные отдельные каналы соединены друг с другом между экструзионной головкой и смесительной камерой по меньшей мере одним непрерывным соединительным каналом.
20. Экструзионная оснастка для экструзии трубчатого изделия, содержащая входной конец для соединения с экструзионной головкой и выходной конец для выхода формуемого трубчатого экструдата и имеющая на входном конце проходящие по ее длине каналы для приема из экструзионной головки расплавленной пластмассы и направления потока пластмассы к указанному выходному концу,
причем вблизи выходного конца экструзионная оснастка имеет выпускные отверстия, расположенные на расстоянии друг от друга в конфигурации, обеспечивающей распределение потоков пластмассы для образования формуемого трубчатого экструдата, и предназначенные для прохода расплавленной пластмассы в трубчатую смесительную камеру мундштука экструзионной оснастки, имеющего дроссельное трубчатое выпускное отверстие на конце, противоположном указанным выпускным отверстиям.
| US 4081232 A, 28.03.1978 | |||
| US 4687430 A, 18.08.1987 | |||
| РУЧНОЙ ИНСТРУМЕНТ ДЛЯ УБОРКИ ДВОРОВЫХ ТЕРРИТОРИЙ ОТ СНЕГА И МУСОРА | 2006 |
|
RU2419703C2 |
| US 3461501 A, 19.08.1969 | |||
| US 2006231973 A1, 19.10.2006 | |||
| Способ изготовления алмазного бурового инструмента | 1982 |
|
SU1069981A2 |
| Экструзионная головка для изготовления двухслойных полимерных труб | 1975 |
|
SU656486A4 |
| ПОКРЫТАЯ ПУТЕМ СОЭКСТРУЗИИ ПЛИТА С ПЕРЕГОРОДКАМИ БЕЗ ЭФФЕКТА ТРЕУГОЛЬНИКА | 2004 |
|
RU2357862C2 |
| ОБЪЕМНЫЙ НАСОС ДЛЯ ВЯЗКИХ МАТЕРИАЛОВ И СПОСОБ ПРОИЗВОДСТВА ПНЕВМАТИЧЕСКИХ ШИН С ЕГО ИСПОЛЬЗОВАНИЕМ | 1995 |
|
RU2148729C1 |
| Выпускная головка шнек-машин для изготовления труб из термопластов | 1961 |
|
SU143227A1 |

