Изобретение относится к размерной электрохимической обработке и может быть использовано в приборостроении и инструментальной промышленности для изготовления маркировочных клейм
Целью изобретения является повышение производительности изготовления клейм.
Поставленная цель достигается размещением последовательно ряда разъемных камер на подвижном столе и установлением подвижно относительно них ленты электрода-инструмента.
На фиг,1 схематично изображено устройство; на фиг.2 - узлы и механизмы, размещенные выше рабочего стола устройства, вид сверху; на фиг.З - устройство без элементов, изображенных на фиг.2Jвид сверху; на фиг.4 - пневматический привод камер прокачки и узла считывания кодовой информации; на фиг.З - элементарный электрод; на фиг.6 - схема обработки плоского клейма; на фиг.7 - участок электрода-инструмента с нанесенной на него информацией; на фиг.8 и 9 - заготовки клейм; на фиг.10 - схема обработки профильного клейма; на фиг.II и 12 - рабочая поверхность клейм; на фиг.13 и 14 - готовые клейма с различным профилем.
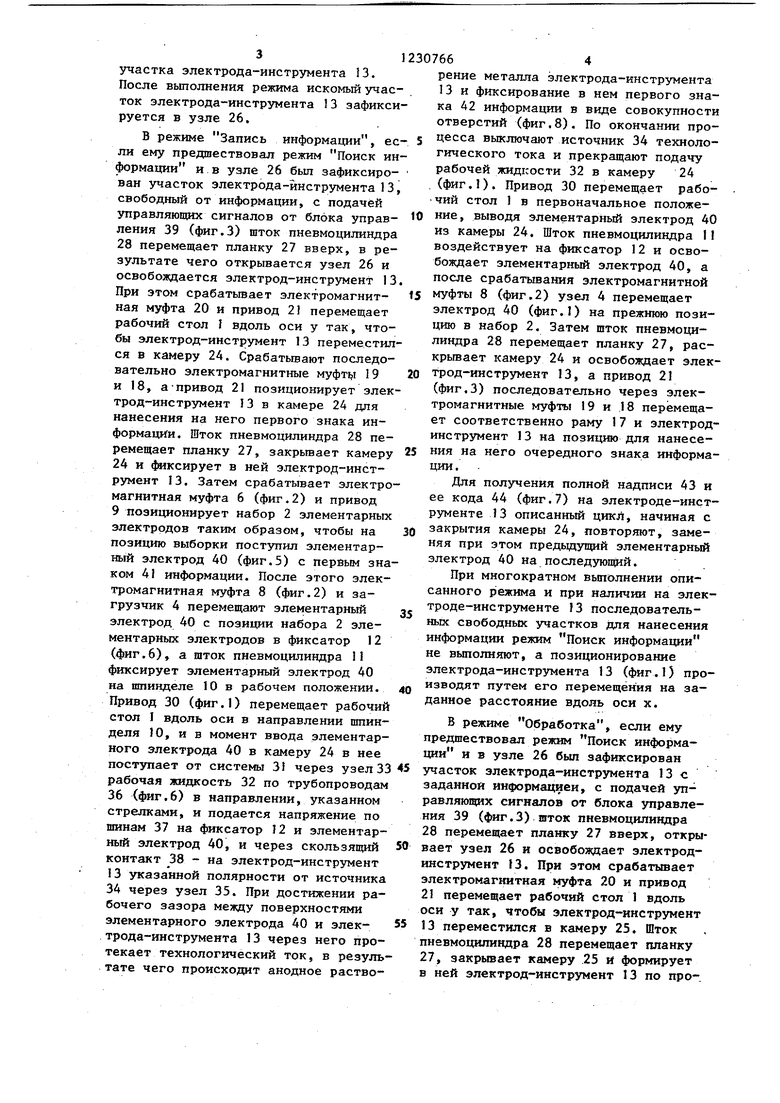
Над рабочим столом 1 (г.О на корпусе устройства с возможностью позиционирования закреплен набор 2 элементарных электродов, накопитель 3 заготовок клейм, загрузчик 4 (фиг.2) и неподвижно установлен бункер 5 готовых изделий. Набор 2 элементарных электродов, накопитель 3 и загрузчик 4 через электромагнитные муфты 6,7 и 8 соответственно кинематически связаны с приводом 9.
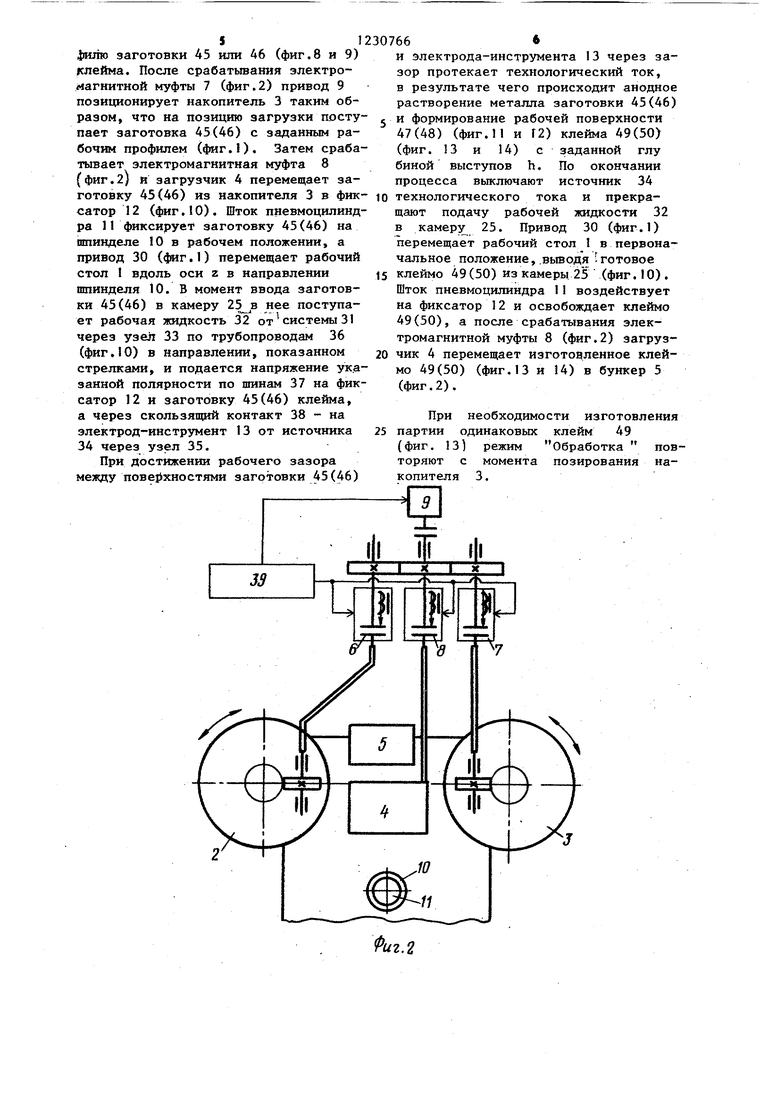
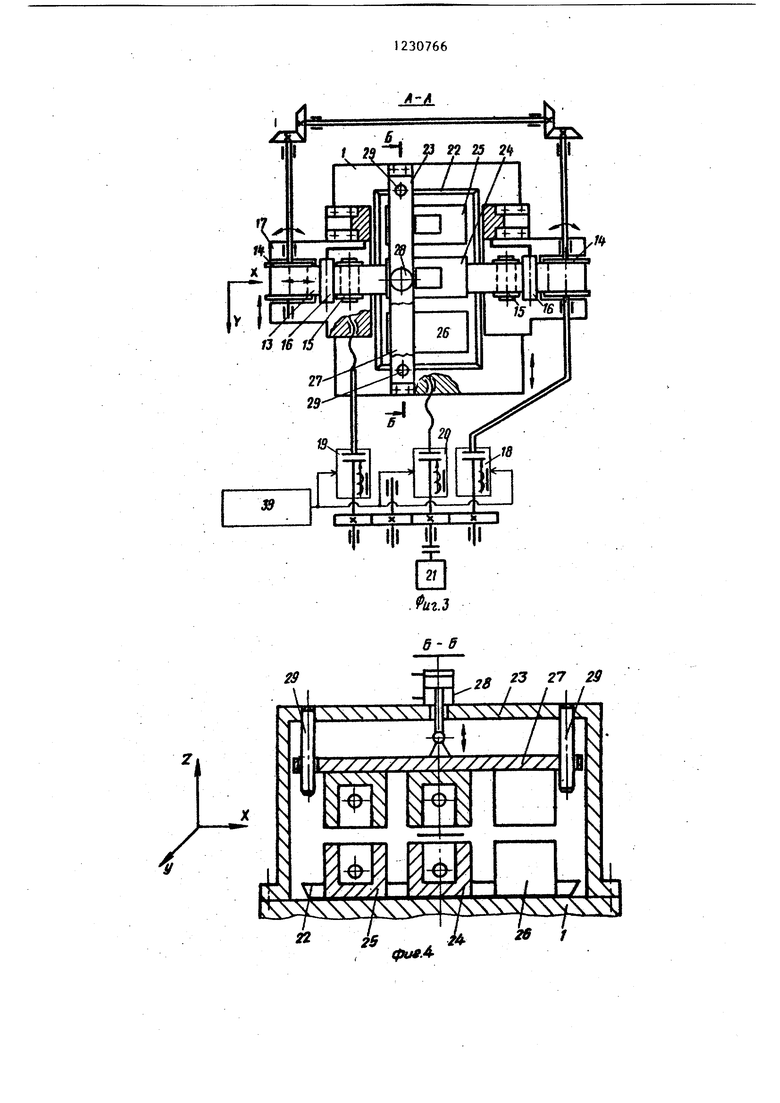
На шпинделе 10 установлен пиевмо- цилиндр 11 привода фиксатора 12 элементарных электродов и заготовок клейм. Электрод-инструмент 13 из металлической ленты размещен в плоскости обработки X и у на опорных катушках 14, направляющих роликах 15 и подпружиненных роликах 16, установленных с возможностью вращения на раме 17, которая закреплена на рабочем столе I с возможностью перемещения относительно последнего вдоль оси у. Опорные 14, рама 17 и рабочий стол 1 через электромагнитные муфты 18,19 и 20 (4мг.З) соответст-
30766
венно кинематически связаны с приводом 21 .
На рабочем столе 1 (фиг.4) неподвижно установлены поддон 22, крон5 штейн 23, нижние части камер 24 и 25 прокачки рабочей жидкости с прямолинейной и криволинейной поверхностями разъема соответственно и нижняя часть узла 26 считьгоания кодовой ин10 формации. Верхние части камер 24 и 25 и узла 26 установлены на планке 27, шарнирно связанной со штоком пневмрцилиндра 28 с возможностью ее перемещения вдоль оси z по направляюts щим 29, Установленным на кронштейне 23.
Стол I кинематически связан с приводом 30 рабочей подачи с возможностью его перемещения вдоль оси z
20 (4мг. 1).
В систему 31 прокачки залита рабочая жидкость 32 и введен узел 33 изменения направления прокачки через зону обработки. На выходе источника
25 34 установлен узел 35 изменения направления технологического тока. Система 31 связана с камерами 24 и 25 трубопроводами 36, а источник 34 технологического тока через узел 35 свя30 зан токонесущими шинами 37 с фиксатором 12 и через скользящий контакт 38 - с электродом-инструментом 13.
Блок управления 39 синхронизирует работу всего устройства.
5 Устройство для изготовления маркировочных клейм работает в режимах поиска информации, записи информации и ее обработки.
Режим Поиск информации при необходимости может предшествовать каждому из последуинцих режимов. .
В режиме Поиск информации с подачей управляющих сигналов от блока управления 39 (фиг.З) привод 21 пос ледовательио через электромагнитные муфты 19 и 20 перемещает соответственно раму 17 и рабочий стол 1 в положение, при котором электрод-инструмент 13 попадает в узел 26, шток
50 пневмоцилиидра 28 перемещает планку 27 (фиг.4) и закрывает узел 26, а привод 21 (фиг.З) через электромагнитную муфту I8 вращает опорные катушки 14 и перемещает электрод-иист5 румент 13 в зоне считывания кодовой информации узла 26 в направлении оси X. При этом происходит поиск свободного или с заданной информацией
40
участка электрода-инструмента 13. После вьтолнения режима искомый участок электрода-инструмента 13 зафиксируется в узле 26.
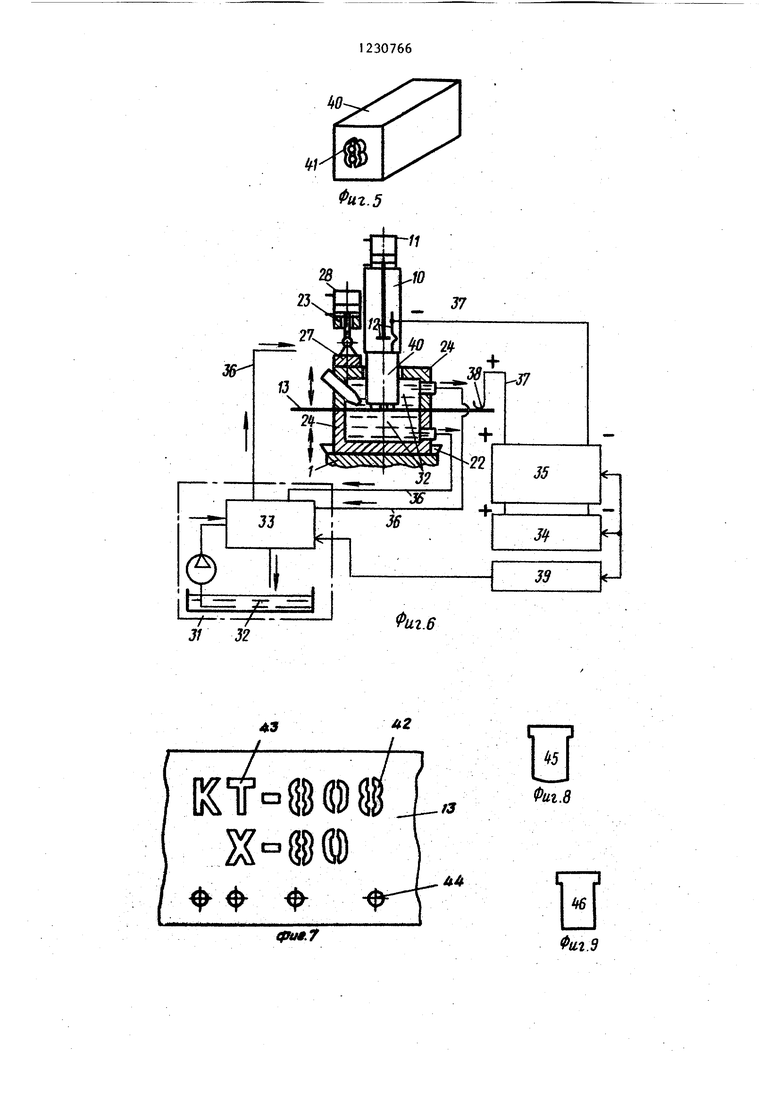
В режиме Запись информации, ее- ли ему предшествовал режим Поиск информации ив узле 26 был зафиксиро- ван участок электрода-инструмента 13, свободный от информации, с подачей управляющих сигналов от блока управ- ления 39 (фиг.3) шток пневмоцилиндра 28 перемещает планку 27 вверх, в результате чего открывается узел 26 и освобождается электрод-инструмент 13 При этом срабатывает электромагнит- нал муфта 20 и привод 2 перемещает рабочий стол f вдоль оси у так, чтобы электрод-инструмент 13 переместился в камеру 24. Срабатьшают последовательно электромагнитные муфтм I9 и 18, а-привод 21 позиционирует электрод-инструмент 13 в камере 24 для нанесения на него первого знака информации. Шток пневмодилиндра 28 перемещает планку 27, закрьгаает камеру 24 и фиксирует в ней электрод-инструмент 13. Затем срабатывает электромагнитная муфта 6 (фиг.2) и привод 9 позиционирует набор 2 элементарных электродов таким образом, чтобы на позицию выборки поступил элементарный электрод 40 (фиг.5) с первым знаком 41 информации. После этого электромагнитная муфта 8 (фиг.2) и загрузчик 4 перемещают элементарный электрод 40 с позиции набора 2 элементарных электродов в фиксатор 12 (фиг.6), а шток пневмоцилиндра 11 фиксирует элементарный электрод 40 на шпинделе 10 в рабочем положении. Привод 30 (фиг.1) перемещает рабочий стол I вдоль оси в направлении шпинделя 10, ив момент ввода элементарного электрода 40 в камеру 24 в нее поступает от системы 31 через узел 33 рабочая жидкость 32 по трубопроводам 36 (фиг.6) в направлении, указанном стрелками, и подается напряжение по шинам 37 на фиксатор 12 и элементарный электрод 40, и через скользящий контакт 38 - на электрод-инструмент 13 указанной полярности от источника 34 через узел 35. При достижении рабочего зазора между поверхностями элементарного электрода 40 и элек- трода-инструмента 13 через него протекает технологический ток, в результате чего происходит анодное растворение металла электрода-инструмента 13 и фиксирование в нем первого знака 42 информации в виде совокупности отверстий (фиг.8). По окончании процесса выключают источник 34 технологического тока и прекращают подачу рабочей жидкости 32 в камеру 24 (фиг.1). Привод 30 перемещает рабочий стол 1 в первоначальное положение, выводя элементарный электрод 40 из камеры 24. Шток пневмоцилиндра I1 воздействует на фиксатор 12 и освобождает элементарный электрод 40, а после срабатывания электромагнитной муфты 8 (фиг.2) узел 4 перемещает электрод 40 (фиг.1) на прежнюю позицию в набор 2. Затем шток пневмоцилиндра 28 перемещает планку 27, рас- крьшает камеру 24 и освобождает электрод-инструмент 13, а привод 21 (фиг.З) последовательно через электромагнитные муфты 19 и 18 перемещает соответственно раму 17 и электрод- инструмент 13 на позицию для нанесения на него очередного знака информации.
Для получения полной надписи 43 и ее кода 44 (фиг.7) на электроде-инструменте 13 описанный цикл, начиная с закрытия камеры 24, повторяют, заменяя при этом предыдущий элементарный электрод 40 на последующий.
При многократном выполнении описанного режима и при наличии на электроде-инструменте 13 последовательных свободных участков Для нанесения информации режим Поиск информации не выполняют, а позиционирование электрода-инструмента 13 (фиг.1) производят путем его перемещения на заданное расстояние вдоль оси х.
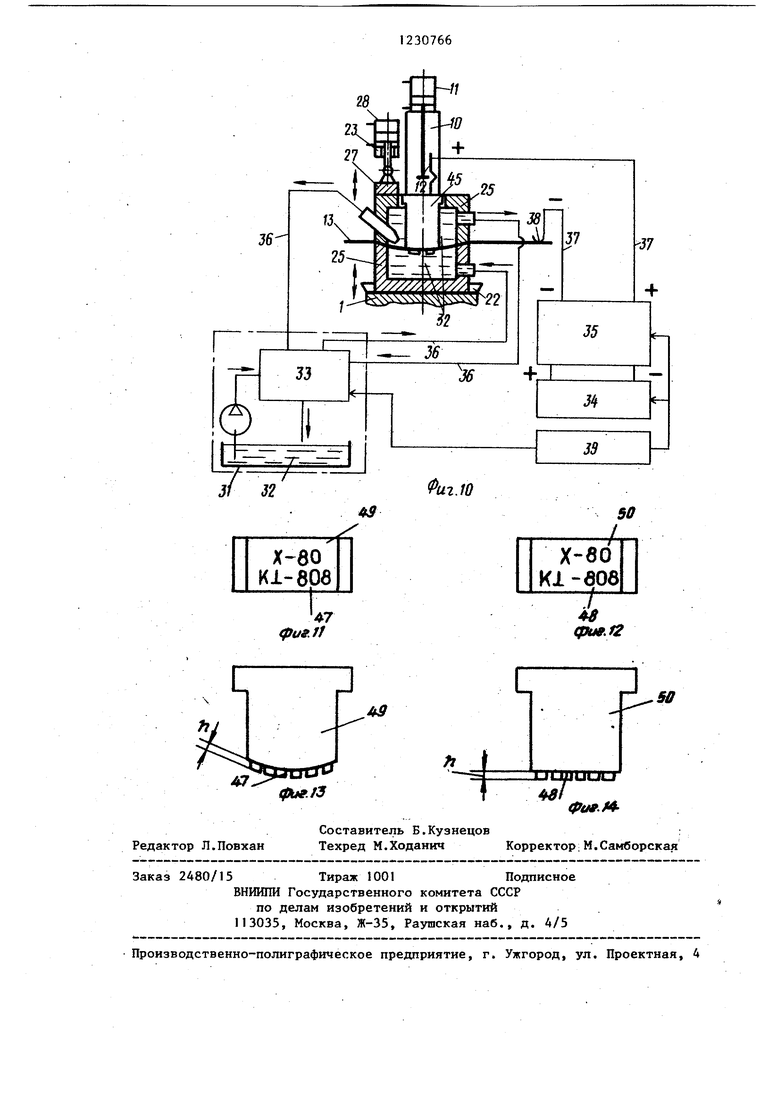
В режиме Обработка, если ему предшествовал режим Поиск информации и в узле 26 был зафиксирован участок электрода-инструмента 13с заданной информацией, с подачей управляющих сигналов от блока управления 39 (фиг.З) шток пневмоцилиндра 28 перемещает планку 27 вверх, открывает узел 26 и освобождает электрод- инструмент 13. При этом срабатывает электромагнитная муфта 20 и привод 21 перемещает рабочий стол 1 вдоль оси у так, чтобы электрод-инструмент 13 переместился в камеру 25. Шток пневмоцилиндра 2В перемещает планку 27, закрывает камеру 25 И формирует в ней электрод-инструмент 13 по проS1
4л1лю заготовки 45 или А6 (фиг.8 и 9) клейма. После срабатьгоания электромагнитной муфты 7 (фиг.2) привод 9 позиционирует накопитель 3 таким образом, что на позицию загрузки поступает заготовка 45(46) с заданным рабочим профилем (фиг.1). Затем срабатывает электромагнитная муфта 8 (фиг.2} и загрузчик 4 перемещает заготовку 45(46) из накопителя 3 в фиксатор 12 (фиг.10). Шток пневмоцилинд- ра 11 фиксирует заготовку 45(46) на шпинделе 10 в рабочем положении, а привод 30 (фиг.1) перемещает рабочий стол 1 вдоль оси Z в направлении шпинделя 10. В момент ввода заготовки 45(46) в камеру 25 в нее поступаТЦ.| t . J . .f f
ет рабочая жидкость 32 от системы 31 через узел 33 по трубопроводам 36 (фиг.10) в направлении, показанном стрелками, и подается напряжение ука занной полярности по шинам 37 на фик сатор 12 и заготовку 45(46) клейма, а через скользящий контакт 38 - на электрод-инструмент 13 от источника 34 через узел 35.
При достижении рабочего зазора мезвду пове1)хностями заготовки 45(46)
307666
и электрода-инструмента 13 через зазор протекает технологический ток, в результате чего происходит анодное растворение металла заготовки 45(46)
5 и формирование рабочей поверхности 47(48) (фиг.11 и Г2) клейма 49(50) (фиг. 13 и 14) с заданной глу биной выступов h. По окончании процесса выключают источник 34
10 технологического тока и прекращают подачу рабочей жидкости 32 в камеру 25. Привод 30 (фиг.1) перемещает рабочий стол 1 в первоначальное положение, .вьго од я готовое 15 клеймо 49(50) из камеры 25 (фиг. 10). Шток пневмоцилиндра 11 воздействует на фиксатор 12 и освобождает клеймо 49(50), а после срабатывания электромагнитной муфты 8 (фиг.2) загруз- 20 чик 4 перемещает изготовленное клеймо 49(50) (фиг.13 и 14) в бункер 5 (фиг.2).
При необходимости изготовления 25 партии одинаковых клейм 49
(фиг. 13) режим Обработка повторяют с момента позирования накопителя 3.
Риг.2
Jjld.
fill 1 I
| название | год | авторы | номер документа |
|---|---|---|---|
| РОТОРНАЯ ПОДАЧА ШТАМПОВОЧНОГО ПРЕССА | 1994 |
|
RU2102177C1 |
| Автоматическое загрузочное устройство | 1984 |
|
SU1220783A1 |
| Многоместное делительное устройство | 1980 |
|
SU918024A1 |
| Устройство для накопления и поштучной выдачи заготовок | 1983 |
|
SU1184590A1 |
| СТАНОК ДЛЯ ФАСОННОЙ ОБРЕЗКИ ТОРЦОВ ИЗДЕЛИЙ И ВЫРЕЗКИ В НИХ ОТВЕРСТИИ | 1970 |
|
SU277973A1 |
| Устройство для электроэрозионной обработки | 1984 |
|
SU1311878A2 |
| Автоматическая линия для изготовления витых ленточных разрезных магнитопроводов | 1985 |
|
SU1361645A1 |
| Пневматический клеймитель | 1990 |
|
SU1796451A1 |
| УСТРОЙСТВО для ПЕРЕКЛАДКИ И СТЫКОВКИ | 1973 |
|
SU374200A1 |
| Инструментальный магазин | 1989 |
|
SU1722777A1 |

Л
iJx
л L 1
(юлА
ftO
1
Фиг. 5
36
31 32
иг.6
43
42
а
45
t3
Фиг.
фм.7
Фил.д
| Устройство для электрохимического клеймения | 1975 |
|
SU607690A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
