Изобретение относится к сельскохозяйственному машиностроению, в частности к конструкциям и способам изготовления почвообрабатывающих рабочих органов сельхозтехники, типа стрельчатых лап и может использоваться для повышения срока службы органа и сохранения эффекта его самозатачивания в почве в течение всего периода эксплуатации до замены на новый.
Так известна стрельчатая лапа (аналог) с лезвиями, выполненными с наплавкой твердого сплава [А.С. SU 294565 А1, МПК6 А01В 39/20, Опубл.: 04.11.1971, Бюл. №7], которая для улучшения условий самозатачивания и сохранения постоянного соотношения толщин основного металла и упрочняющего слоя, имеет двухслойное лезвие, выполненное в поперечном сечении по ширине упрочняющего слоя в форме прямоугольной трапеции, каждое перо которого выполнено с перегибом и отогнуто книзу, кроме того, лезвие пера лапы имеет длину не более 3/4 от ее захвата. Недостатками этого изобретения являются трудность изготовления стрельчатой лапы вследствие сложной формы сечения и конструкции режущей части рабочего органа, требующих последовательного использования в ее производстве многоручьевого штампа, механической обработки и трудность сервисного обслуживания (монтаж, демонтаж, быстрая замена в полевых условиях) вследствие нахождения отверстий для крепления к держателю и крепежных элементов в почве, их засорению и коррозии.
Частично указанные недостатки устраняются при использовании другого аналога настоящего изобретения [Патент RU 2292696 С1, МПК6 А01В 35/20, А01В 39/20, Опубл.: 10.02.2007, Бюл. №4]. В этом аналоге лапа уже содержит в себе держатель с элементами крепления, соединенный с двумя приваренными под углом торцами друг к другу режущими пластинами, и дополнительно снабжена боковыми усилителями, жестко связанными с держателем и обратной от режущей кромки стороной каждой режущей пластины при помощи сварки, причем каждый боковой усилитель лапы установлен на режущих пластинах под углом 15÷80° к горизонтальной плоскости в зависимости от угла наклона торцевой поверхности держателя, с которой связан усилитель. Такая стрельчатая лапа устраняет недостаток предыдущего аналога, связанный с обслуживанием почвообрабатывающего органа, так как элементы ее крепления конструктивно вынесены из зоны усиленного засорения почвой и коррозии, находящейся в плоскости лапы, достигается повышение надежности работы лапы на обычных и твердых почвах, а также при ее работе на глубине до 22 см, однако трудность изготовления почвообрабатывающего органа остается по-прежнему высокой. Кроме того, недостатками этого аналога являются высокая металлоемкость, повышенный износ лезвия и потеря эффекта самозатачивания, так как наплавка твердого сплава, либо иные варианты создания упрочненного слоя на ее поверхности не осуществляются.
Наиболее близким по своей технической сущности (прототипом) заявляемого изобретения является способ изготовления почвообрабатывающей лапы (варианты), включающий сварку ее крыльев и хвостовика, закалку и упрочнение носовой части наплавкой [Патент RU 2397849 С1, МПК6 B23K 13/01, А01В 35/20, А01В 15/04, Опубл.: 27.08.2010, Бюл. №24]. При изготовлении сварной конструкции сварку крыльев осуществляют с образованием со стороны, противоположной сварному шву, V-образной кромки длиной 30÷70 мм с углом раскрытия 30÷55° и заполняют ее наплавочной, а при изготовлении штампованной лапы - наплавочной шихтой заполняют U-образную канавку длиной 15÷30 мм, выполненную по оси симметрии лапы на внешней стороне ее носовой части выполняют, после чего осуществляют индукционную наплавку с одновременным нагревом крыльев лапы под закалку, из условия повышения твердости наплавленного металла на 2÷8 единиц по HRCэ по сравнению с основным металлом. Использованием прототипа снижается металлоемкость изготовления стрельчатой лапы, уменьшается износ ее лезвия и восстанавливается эффект самозатачивания в носовой части, так как на нем образуется слой более твердого материала. Недостатками прототипа являются высокая трудоемкость изготовления стрельчатой лапы вследствие необходимости формирования V-образной кромки или U-образную канавки заданной длины и ее заполнения наплавочной шихтой; низкая универсальность способа; и неравномерный износ носовой части по отношению к крыльям лапы, что приводит к изменению конфигурации лапы, увеличению тягового усилия и ухудшению качественных показателей почвообработки.
Носовая часть стрельчатых лап, выполненных по прототипу в период эксплуатации, на почвах с повышенным содержанием абразивной составляющей или плотности, изменяет свою конфигурацию (рис.1), тяговое усилие увеличивается на 4÷7% а износ их носовой части по отношению к крыльям происходит 1,2÷1,5 раза быстрее.
Технической сущностью настоящего изобретения является снижение трудоемкости изготовления почвообрабатывающих рабочих органов стрельчатого типа, повышение универсальности способа и повышение износоустойчивости рабочих органов.
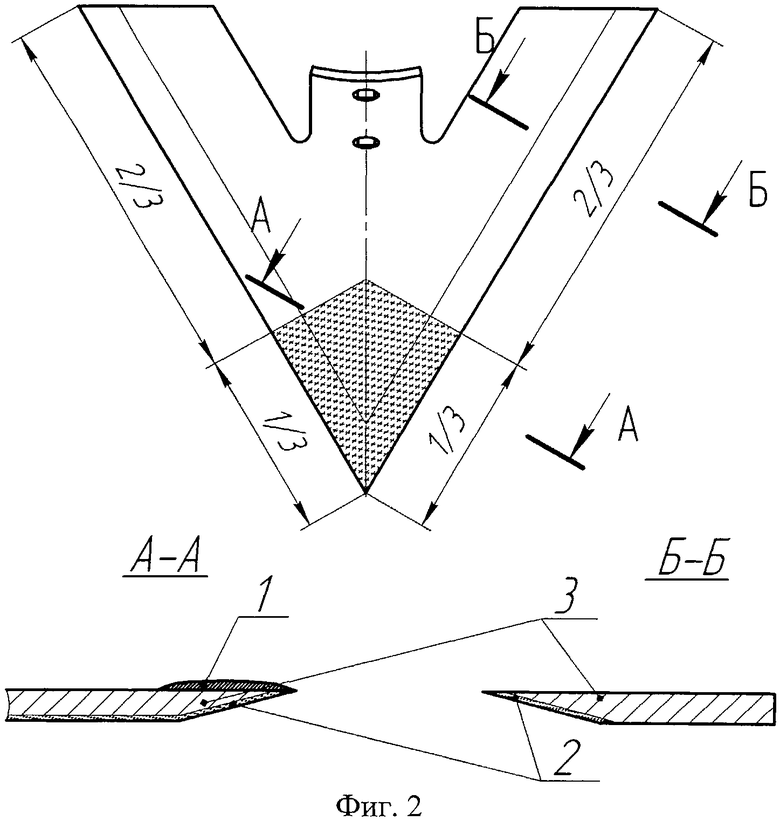
Настоящая техническая сущность достигается тем, что в способе изготовления почвообрабатывающего рабочего органа стрельчатого типа, включающем изготовление сварной или штампованной плоскорежущей лапы с элементами крепления, упрочнение ее носовой части и крыльев, закалку и отпуск, упрочнение носовой части и крыльев осуществляют одновременно сверху и снизу, причем сверху упрочнение ведут индукционной наплавкой твердым сплавом носка и режущей кромки крыльев не менее 1/3 их длины, а снизу - борированием по всей поверхности режущей кромки полосой не менее 3/4 их ширины, закалку осуществляют объемным способом в закалочной среде, после подстуживания рабочего органа до температуры закалки металла, из которого он изготовлен, после чего осуществляют низкий отпуск.
При реализации изобретения универсальность способа изготовления почвообрабатывающего рабочего органа стрельчатого типа повышается за счет проведения нескольких технологических операций упрочнения и нагрева за одну технологическую стадию в одном аппарате - ТВЧ-индукторе и исключения операции образования V-образной кромки или U-образной канавки заданной длины.
Трудоемкость способа снижается за счет того, что в предлагаемом способе одновременно осуществляются операции наплавки твердого сплава сверху носовой части и крыльев на 1/3 их длины, борирование снизу шихтой специального состава по всему периметру лезвия, на 3/4 его ширины, и ТВЧ-нагрев металла для последующей закалки. Извлеченные из индуктора рабочие органы подстуживают на воздухе до температуры закалки, осуществляют объемную закалку в подходящей жидкости, затем осуществляют отпуск детали в печи. Таким образом, носовая часть почвообрабатывающего рабочего органа стрельчатого типа упрочняется твердым сплавом, борированием и объемной закалкой.
Реализуемые в предлагаемом способе технологические операции увеличивают также и износостойкость рабочих органов, так как многослойное упрочняющее покрытие эффективно обеспечивает эффект самозатачивания и сохранение заданной геометрической (стрельчатой) формы изделия в процессе всего периода эксплуатации.
На рис.1 показана форма износа носка стрельчатой лапы, выполненной по прототипу, в зависимости от твердости почвы при установке их на почвообрабатывающем агрегате: 1, 2 - вне следа (плотность почвы 1,23÷1,41 г/см3); 3 - по следу агрегата (плотность почвы 1,48÷1,55 г/см3); 4, 5 - по следу трактора (плотность почвы 1,61÷1,83 г/см3).
На рис.2 дана схема конструкции почвообрабатывающей лапы по предлагаемому способу: 1 - носовая часть; 2 - крылья; 3 - хвостовик.
На рис.3 приведен схематический разрез носовой части почвообрабатывающего органа стрельчатого типа, выполненного по предлагаемому способу, по сечению А-А: 1 - слой наплавленного твердого сплава; 2 - борированный слой; 3 - термообработанный слой (сердцевина).
На рис.4 - микрофотография упрочненных слоев: а - слой наплавленного твердого сплава; б - термообработанный слой (сердцевина); в - борированный слой;
Пример 1. Общая реализация способа. Почвообрабатывающий рабочий орган стрельчатого типа (рис.2), после нанесения борирующей шихты снизу и насыпки наплавочной шихты сверху на его носовую часть и часть поверхности крыльев, помещают в ТВЧ-индуктор, где производят одновременно наплавку твердого сплава и борирование, нагревая его до температуры 1150÷1250°С в течение 40÷60 с и выдерживая при этой температуре 1÷2 мин, затем изделие вынимают из зоны действия высокочастотного электромагнитного поля, подстуживают на воздухе до температуры закалки, нормируемой нормативно-техническими документами на материал, из которого изготовлено изделие, затем производят отпуск готового изделия при температуре 150÷250°С в течение 1,5÷2 ч.
Пример 2. Конкретное выполнение способа. Подготавливают 6 штампованных стрельчатых лап из стали 50ХГА с геометрией изделия, соответствующей рис.2. Снизу по всему лезвию на 3/4 его ширины (15÷20 мм) наносят борирующую шихту, содержащую, масс.%: прокаленную буру - 30÷35, борный ангидрид - 20÷25, силикокальций - 10÷15, сварочный флюс АН348А - 30÷35, жидкое стекло - остальное. После высыхания состава сверху на носовую часть лапы и режущую кромку крыльев на 1/3 их длины наносят насыпанием наплавочную шихту, содержащую, масс.%: твердый сплав ПС-14-60 - 85÷88, плавленый флюс - 15÷12.
ТВЧ-нагрев подготовленных таким образом изделий осуществляют в специальном водоохлаждаемом петлевом индукторе, воспроизводящем их форму и геометрию, подключенном к высокочастотному ламповому генератору ВЧГ3-160/0,066. Настройка контура генератора и геометрия индуктора должны обеспечивать нагрев исследуемых образцов до температуры 1150÷1250°С в течение 40÷60 с, с последующей стабилизацией режима. Индукционный нагрев осуществляют на режимах: анодный ток - 5,5 А, сеточный ток - 0,8 А, анодное напряжение - 7,5 кВ, напряжение на нагрузочном контуре - 0,43 кВ.
После расплавления наплавочной шихты и достижения температуры на поверхности лезвия 1150÷1250°С (определяют пирометром) генератор выключают, упрочняемое изделие подстуживают на воздухе до температуры 860÷880°С (определяют пирометром), затем переносят в ванну с закалочной жидкостью (масло И-20).
Результаты определения твердости почвообрабатывающих рабочих органов стрельчатого типа, выполненных по примеру 2, после закалки приведены в табл.1, после отпуска - в табл.2.
Лабораторные и полевые испытания стрельчатой лапы СЗС-2,1, выполненных по предлагаемому способу, с упрочнением носовой и частичной крыльев индукционной наплавкой, борированием нижней части лезвия с последующей объемной закалкой и отпуском показали, что их износоустойчивость увеличилась 1,2÷1,5 раза, улучшилась механика обработки почвы с высоким содержанием абразивной составляющей (до 40%) и повышенной твердостью, снизилось тяговое усилие за счет сохранения их геометрической формы в течение всего периода эксплуатации и эффекта самозатачиваемости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЧВООБРАБАТЫВАЮЩЕЙ ЛАПЫ (ВАРИАНТЫ) | 2009 |
|
RU2397849C1 |
| СПОСОБ УПРОЧНЕНИЯ КУЛЬТИВАТОРНЫХ ЛАП ДВУСТОРОННЕЙ НАПЛАВКОЙ | 2022 |
|
RU2785597C1 |
| СПОСОБ УПРОЧНЕНИЯ РАБОЧЕГО ОРГАНА ПОЧВООБРАБАТЫВАЮЩЕЙ МАШИНЫ | 2012 |
|
RU2529610C2 |
| Способ упрочнения культиваторных лап | 2022 |
|
RU2787599C1 |
| СПОСОБ УПРОЧНЯЮЩЕГО ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2010 |
|
RU2484937C2 |
| Способ упрочнения наплавкой почвообрабатывающих ножей | 2020 |
|
RU2751159C1 |
| СПОСОБ УПРОЧНЕНИЯ СТРЕЛЬЧАТОЙ ЛАПЫ | 2020 |
|
RU2754568C1 |
| Культиваторная лапа | 2016 |
|
RU2628491C1 |
| Способ упрочнения лапы культиваторной | 2018 |
|
RU2684127C1 |
| Способ закалки наплавленных лап культиваторов | 1986 |
|
SU1435623A1 |

Способ включаюет изготовление сварной или штампованной плоскорежущей лапы с элементами крепления. Упрочнение носовой части и крыльев лапы осуществляют одновременно сверху и снизу. Сверху упрочнение ведут индукционной наплавкой твердым сплавом носка и режущей кромки крыльев не менее 1/3 их длины. Снизу упрочнение ведут борированием по всей поверхности режущей кромки полосой не менее 3/4 их ширины. Затем производят закалку объемным способом в закалочной среде с последующим подстуживанием рабочего органа до температуры закалки металла, из которого он изготовлен. После подстуживания осуществляют низкий отпуск. Такая технология позволит повысить срок службы рабочего органа и сохранить эффекта его самозатачивания в почве в течение всего периода эксплуатации. 4 ил.
Способ изготовления почвообрабатывающего рабочего органа стрельчатого типа, включающий изготовление сварной или штампованной плоскорежущей лапы с элементами крепления, упрочнение ее носовой части и крыльев, закалку и отпуск, отличающийся тем, что упрочнение носовой части и крыльев осуществляют одновременно сверху и снизу, причем сверху упрочнение ведут индукционной наплавкой твердым сплавом носка и режущей кромки крыльев не менее 1/3 их длины, а снизу - борированием по всей поверхности режущей кромки полосой не менее 3/4 их ширины, закалку осуществляют объемным способом в закалочной среде, после подстуживания рабочего органа до температуры закалки металла, из которого он изготовлен, после чего осуществляют низкий отпуск.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЧВООБРАБАТЫВАЮЩЕЙ ЛАПЫ (ВАРИАНТЫ) | 2009 |
|
RU2397849C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО ОРГАНА ПОЧВООБРАБАТЫВАЮЩЕГО ОРУДИЯ | 2005 |
|
RU2309830C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧИХ ОРГАНОВ КУЛЬТИВАТОРОВ | 2005 |
|
RU2309987C2 |
| ЛАПА КУЛЬТИВАТОРА | 2005 |
|
RU2292696C1 |
| Бетононасос | 1978 |
|
SU846780A1 |

