Изобретение относится к области неразрушающего контроля и может быть использовано для контроля сплошности полимерного композиционного материала (ПКМ) в многослойных конструкциях «керамика - клеевое соединение - ПКМ - клеевое соединение - металл» летательных аппаратов.
Известен способ неразрушающего контроля клеевого соединения монолитных листов из полимерных композиционных материалов (Патент РФ № 2627539 С1, МПК G01N 29/36, опубл. 08.08.2017 Бюл.№ 22), сущность которого заключается в том, что осуществляют ввод ультразвуковых колебаний в материал одного из соединяемых листов и регистрацию сигналов, отраженных от дефектов, поверхностей раздела «лист - клеевой слой», «клеевой слой-лист» с помощью ультразвукового дефектоскопа, снабженного прямым совмещенным пьезоэлектрическим широкополосным преобразователем, при этом наличие дефектов в клеевом слое определяется по величине амплитуды ультразвукового сигнала, отраженного от клеевого слоя в месте расположения дефекта, относительно положения строба на экране дефектоскопа, устанавливаемого при настройке дефектоскопа на образце, имеющем искусственные дефекты клеевого слоя, причем положение и длительность строба выбираются таким образом, чтобы сигнал, отраженный от клеевого слоя, попадал в диапазон этого строба, а амплитуду сигнала от клеевого слоя объекта контроля устанавливают равной средней амплитуде сигнала от клеевого слоя образца в бездефектной зоне.
Недостатком данного способа является ограниченность его применения, так как он предназначен только для контроля сплошности клеевого слоя в конструкции «лист – клеевой слой – лист» и не применим для обнаружения дефектов в материалах склеиваемых разнородных листов и ПКМ.
Известен способ неразрушающего контроля монолитного листа совместно с клеевым слоем в многослойных конструкциях из полимерных композиционных материалов (Патент РФ № 2701204 С1, МПК G01N 29/36, опубл. 25.09.2019 Бюл.№ 27), предназначенный для контроля сплошности монолитного листа и обнаружения дефектов в клеевом слое клеевого соединения «лист – клеевой слой – лист – клеевой слой – заполнитель».
Сущность способа заключается в том, что наличие дефекта в листе определяется по величине амплитуды ультразвукового сигнала, отраженного от несплошности внутри листа, а наличие дефекта в клеевом слое определяется по величине амплитуды сигнала, отраженного от клеевого слоя в месте расположения дефекта клеевого слоя, относительно положения соответствующих стробов автоматической сигнализации дефектов (АСД), устанавливаемых при настройке дефектоскопа на образце, имеющем искусственные дефекты листа и клеевого слоя, причем обнаружение указанных дефектов производится при регистрации амплитуд ультразвуковых сигналов, отраженных от дефекта в листе и от дефекта клеевого слоя, которая осуществляется при одном акте сканирования поверхности одного из соединяемых листов, либо листа в соединении «лист - заполнитель», при этом положение, временная длительность и уровень по шкале амплитуд дефектоскопа первого из двух стробов АСД устанавливается при настройке на искусственном дефекте листа, а второго строба - на искусственном дефекте клеевого слоя, выполненных в образцах.
Недостатком данного способа является трудоемкий процесс настройки дефектоскопа на образцах, невысокая достоверность определения границ выявляемых дефектов и отсутствие возможности контроля сплошности ПКМ в составе конструкции «керамика - клеевое соединение - ПКМ - клеевое соединение - металл».
Наиболее близким по технической сущности (прототипом) является способ контроля сплошности в многослойных клеевых соединениях элементов конструкций летательных аппаратов из разнородных материалов (Патент РФ № 2755565 С1, МПК G01N 29/04, G01N 29/36, опубл. 17.09.2021 Бюл.№ 26), заключающийся в том, что ультразвуковые волны посредством прямого совмещенного ультразвукового пьезоэлектрического преобразователя вводятся в разнородные детали многослойных соединений «керамика - клеевое соединение - ПКМ - клеевое соединение - металл» летательных аппаратов, затем преобразуют отраженные при наличии дефекта – непроклея ультразвуковые волны в реверберационные колебания поверхности многослойного соединения, осуществляют анализ реверберационных колебаний на экране ультразвукового дефектоскопа, определяют закономерность изменения амплитуды и длительности реверберационных колебаний при нормативных параметрах клеевых соединений на образцах, причем предварительно калибруют ультразвуковой дефектоскоп по образцам, имитирующим многослойное соединение «керамика - клеевое соединение-ПКМ - клеевое соединение - металл» с искусственно созданными дефектами-непроклеями, при этом производят корректировку амплитуды реверберационных колебаний на объекте контроля до уровня реверберационных колебаний на образце, далее излучают в клеевые соединения многослойного соединения ультразвуковые волны, принимают реверберационные колебания при наличии дефекта-непроклея, затем корректируют диапазон развертки так, чтобы реверберационные колебания находились в пределах экрана дефектоскопа, далее анализируют диапазон развертки и делают заключение по признаку наличия реверберационных колебаний свидетельствующих о дефекте-непроклей многослойного клеевого соединения конструкции летательных аппаратов. Для уточнения размеров найденного реверберационным методом дефекта-непроклея клеевого многослойного соединения применяют амплитудный теневой ультразвуковой метод при котором ультразвуковые волны введенные в многослойное клеевое соединение посредством прямого излучающего ультразвукового пьезоэлектрического преобразователя со стороны керамики фиксируются прямым приемным ультразвуковым пьезоэлектрическим преобразователем расположенным с противоположной стороны многослойного клеевого соединения при отсутствии дефекта-непроклея, либо не фиксируются при наличии дефекта-непроклея из-за их затенения расположенным на пути распространения ультразвуковых волн дефектом-непроклеем, при этом ультразвуковые волны формируется в диапазоне частот от 2,25 МГц до 3,5 МГц, а несоосность прямых излучающего и приемного ультразвуковых пьезоэлектрических преобразователей не должна превышать половину диаметра их пьезоэлементов.
Недостатком указанного способа является то, что он не предназначен для контроля сплошности ПКМ в составе конструкции «керамика - клеевое соединение - ПКМ - клеевое соединение - металл».
Техническим результатом предлагаемого изобретения является расширение возможностей способа, описанного в прототипе, за счёт повышения достоверности неразрушающего контроля сплошности ПКМ и клеевого соединения «ПКМ-металл» в изделиях имеющих многослойную конструкцию «керамика - клеевое соединение - ПКМ - клеевое соединение - металл».
Указанный технический результат достигается тем, что предложен способ неразрушающего контроля полимерного композиционного материала в многослойных конструкциях, включающий ввод и приём отраженных, и прошедших ультразвуковых волн в объекте контроля, имеющего многослойную конструкцию «керамика - клеевое соединение - ПКМ - клеевое соединение - металл», получение и анализ реверберационных колебаний от дефекта-непроклея, корректировку реверберационных колебаний на образцах-имитаторах и объекте контроля, уточнение размеров дефекта-непроклея, выявленного реверберационным методом, с помощью амплитудно-теневого ультразвукового метода, при котором ввод ультразвуковых волн осуществляется со стороны керамики, а приём со стороны металла, отличающийся тем, что в местах отсутствия дефектов-непроклеев, в клеевых соединениях многослойной конструкции «керамика - клеевое соединение - ПКМ - клеевое соединение - металл» с помощью амплитудно-теневого ультразвукового метода, по уровню амплитуды прошедших ультразвуковых волн, контролируется сплошность ПКМ, а контроль непроклея в клеевом соединении «ПКМ-металл» осуществляют рентгенографическим способом после склейки ПКМ с металлом, но до склейки с керамикой.
Пример реализации предлагаемого способа иллюстрируется на фиг.1, 2, 3 и 4.
На фиг.1 приведена схема рентгенографического метода неразрушающего контроля клеевого соединения «ПКМ – металл», где 1 – источник рентгеновского излучения, 2 – ПКМ, 3 – клеевой слой между ПКМ и металлом, 4 – металл, 5 – детектор рентгеновского излучения.
На фиг. 2 представлен рентгеновский снимок фрагмента зоны клеевого соединения «ПКМ – металл», где 6 – непроклей.
На фиг. 3 (а, б) приведена схема контроля сплошности ПКМ амплитудно-теневым ультразвуковым методом, где 7 – излучающий пьезоэлектрический преобразователь, 8 – керамика, 9 – клеевой слой между керамикой и ПКМ, 10 – принимающий пьезоэлектрический преобразователь, 11 – несплошность ПКМ.
На фиг. 4 (а, б) представлены амплитуды сигналов ультразвуковой волны при контроле сплошности ПКМ в составе многослойной конструкции «керамика - клеевое соединение - ПКМ - клеевое соединение - металл», где а) - показана амплитуда сигнала от бездефектного участка изделия; б) - показана амплитуда сигнала от участка изделия с несплошностью в ПКМ.
Аналогично прототипу (Патент РФ № 2755565 С1, МПК G01N 29/04, G01N 29/36, опубл. 17.09.2021 Бюл.№ 26), сначала применяется реверберационный ультразвуковой метод контроля качества клеевого соединения «керамика-ПКМ». Для этого, используя совмещенный ультразвуковой пьезоэлектрический преобразователь, вводят со стороны керамики ультразвуковые волны в многослойную конструкцию «керамика - клеевое соединение - ПКМ - клеевое соединение - металл». При наличии дефекта-непроклея в клеевом соединении «керамика-ПКМ» возникают реверберационные колебания, которые фиксируются этим же ультразвуковым преобразователем, и не фиксируются в случае отсутствия дефекта-непроклея. Оценку качества рассматриваемого клеевого соединения осуществляют по результатам анализа амплитуды и длительности реверберационных колебаний на экране ультразвукового дефектоскопа. Для этого, аналогично прототипу, производят корректировку амплитуды и диапазона развертки реверберационных колебаний по образцам, имитирующим многослойное соединение «керамика – клеевое соединение – ПКМ – клеевое соединение – металл» с искусственно созданными дефектами-непроклеями. Сравнивая параметры реверберационных колебания, полученные на объекте контроля и на образцах, делают заключение о наличии непроклея в клеевом соединении «керамика – ПКМ». Размеры непроклея определяются по перемещению прямого совмещенного ультразвукового пьезоэлектрического преобразователя по поверхности керамики вдоль области с реверберационным колебаниями. Анализируя и размечая границы появления и исчезновения реверберационных колебаний определяют площадь непроклея.
После контроля клеевого соединения реверберационным ультразвуковым методом, размеры выявленных дефектов-непроклеев, аналогично прототипу, уточняются с использованием амплитудно-теневого ультразвукового метода. Для этого со стороны керамики, используя излучающий ультразвуковой преобразователь, вводят ультразвуковые волны, которые, пройдя через все слои многослойной конструкции, фиксируются другим приемным ультразвуковым преобразователем. Cоосно перемещая оба преобразователя по поверхностям контролируемого изделия в области непроклея, по отсутствию или уменьшению амплитуды ультразвуковых волн уточняют его границы.
В отличие, от прототипа для повышения достоверности результатов контроля, непроклей в клеевом соединении «ПКМ – металл» контролируется после склейки ПКМ с металлом, но до склейки с керамикой, используя при этом не реверберационно-ультразвуковой, а рентгенографический метод неразрушающего контроля. Для этого источник рентгеновского излучения 1 (фиг.1) располагают со стороны ПКМ 2, а детектор рентгеновского излучения 5 со стороны металла 4. Анализируя полученные рентгенографические снимки (фиг.2), делают заключение о наличии непроклея 6 и определяют его площадь. Причем источник рентгеновского излучения располагают как со стороны ПКМ, так и со стороны металла и детектор рентгеновского излучения располагают как со стороны металла, так и со стороны ПКМ.
В завершении заявленного технического решения после оценки качества клеевых соединений, при условии отсутствия дефектов в деталях из керамики и металла, проводится контроль сплошности ПКМ в составе многослойной конструкции «керамика - клеевое соединение - ПКМ - клеевое соединение - металл». Контроль сплошности ПКМ проводится с использованием амплитудно-теневого ультразвукового метода в областях, где не обнаружен дефект-непроклей клеевых соединений (фиг.3). Для этого излучающий 7 и принимающий 10 пьезоэлектрические преобразователи располагают на противоположных сторонах контролируемого изделия. Cоосно перемещая оба преобразователя по поверхностям контролируемого изделия, наблюдают за уровнем амплитуды ультразвуковой волны. В случае уменьшения амплитуды ультразвуковой волны на контролируемом изделии более чем на 50% (фиг.4) относительно уровня амплитуды на образце, имитирующим бездефектную многослойную конструкцию «керамика - клеевое соединение-ПКМ - клеевое соединение - металл», делают заключение о нарушении сплошности ПКМ. Границы нарушения сплошности ПКМ определяют по уменьшению амплитуды ультразвуковой волны в 2 раза относительно амплитуды на образце.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля сплошности в многослойных клеевых соединениях элементов конструкций летательных аппаратов из разнородных материалов | 2020 |
|
RU2755565C1 |
| Настроечный образец для ультразвуковой дефектоскопии многослойных изделий | 2022 |
|
RU2791171C1 |
| Способ неразрушающего контроля монолитного листа совместно с клеевым слоем в многослойных конструкциях из полимерных композиционных материалов | 2018 |
|
RU2701204C1 |
| Способ неразрушающего контроля клеевого соединения монолитных листов из полимерных композиционных материалов | 2016 |
|
RU2627539C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2018 |
|
RU2686488C1 |
| Способ ультразвукового контроля затесненных участков изделий из стеклопластика | 2023 |
|
RU2816862C1 |
| Способ ультразвукового контроля изделий переменной толщины из полимерных композиционных материалов | 2023 |
|
RU2797337C1 |
| УСТРОЙСТВО КОМПЛЕКСНОГО АВТОМАТИЗИРОВАННОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА МНОГОСЛОЙНЫХ ИЗДЕЛИЙ | 2015 |
|
RU2666159C2 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ФОРМЫ ТЕЛ ВРАЩЕНИЯ | 2012 |
|
RU2526518C2 |
| Настроечный образец для акустического контроля изделий из полимерных композиционных материалов | 2023 |
|
RU2823177C1 |


Использование: для неразрушающего контроля полимерного композиционного материала в многослойных конструкциях. Сущность изобретения заключается в том, что осуществляют ввод и приём отраженных и прошедших ультразвуковых волн в объекте контроля, имеющем многослойную конструкцию «керамика - клеевое соединение - ПКМ - клеевое соединение - металл», получение и анализ реверберационных колебаний от дефекта-непроклея, корректировку реверберационных колебаний на образцах-имитаторах и объекте контроля, уточнение размеров дефекта-непроклея, выявленного реверберационным методом, с помощью амплитудно-теневого ультразвукового метода, при котором ввод ультразвуковых волн осуществляется со стороны керамики, а приём - со стороны металла, при этом в местах отсутствия дефектов-непроклеев в клеевых соединениях многослойной конструкции «керамика - клеевое соединение - ПКМ - клеевое соединение - металл» с помощью амплитудно-теневого ультразвукового метода, по уровню амплитуды прошедших ультразвуковых волн, контролируется сплошность ПКМ, а контроль непроклея в клеевом соединении «ПКМ-металл» осуществляют рентгенографическим способом после склейки ПКМ с металлом, но до склейки с керамикой. Технический результат: повышение достоверности неразрушающего контроля сплошности ПКМ и клеевого соединения «ПКМ-металл» в изделиях, имеющих многослойную конструкцию «керамика - клеевое соединение - ПКМ - клеевое соединение - металл». 4 ил.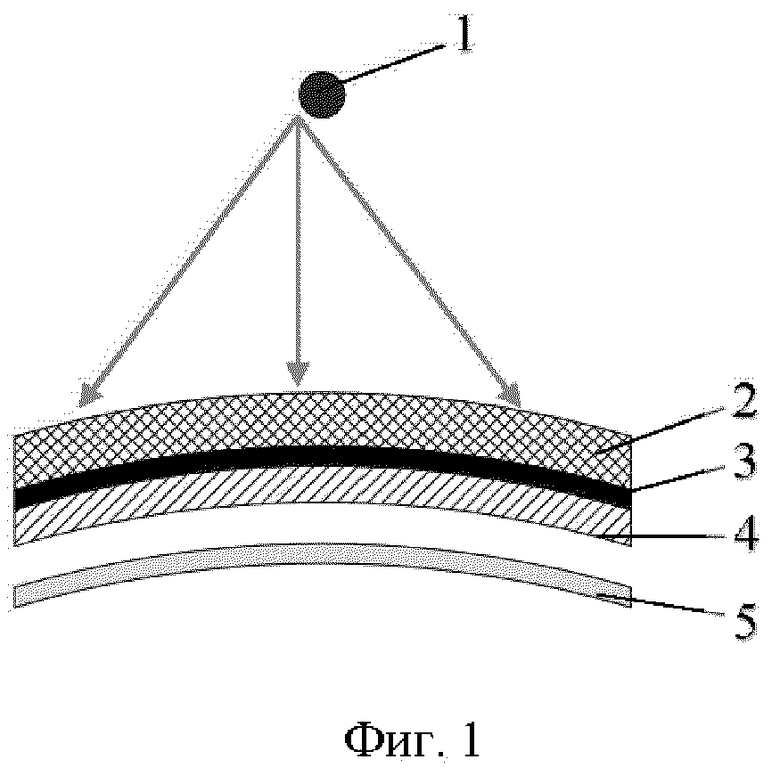
Способ неразрушающего контроля полимерного композиционного материала в многослойных конструкциях, включающий ввод и приём отраженных и прошедших ультразвуковых волн в объекте контроля, имеющем многослойную конструкцию «керамика - клеевое соединение - ПКМ - клеевое соединение - металл», получение и анализ реверберационных колебаний от дефекта-непроклея, корректировку реверберационных колебаний на образцах-имитаторах и объекте контроля, уточнение размеров дефекта-непроклея, выявленного реверберационным методом, с помощью амплитудно-теневого ультразвукового метода, при котором ввод ультразвуковых волн осуществляется со стороны керамики, а приём - со стороны металла, отличающийся тем, что в местах отсутствия дефектов-непроклеев в клеевых соединениях многослойной конструкции «керамика - клеевое соединение - ПКМ - клеевое соединение - металл» с помощью амплитудно-теневого ультразвукового метода, по уровню амплитуды прошедших ультразвуковых волн, контролируется сплошность ПКМ, а контроль непроклея в клеевом соединении «ПКМ-металл» осуществляют рентгенографическим способом после склейки ПКМ с металлом, но до склейки с керамикой.
| Способ контроля сплошности в многослойных клеевых соединениях элементов конструкций летательных аппаратов из разнородных материалов | 2020 |
|
RU2755565C1 |
| СПОСОБ ОБНАРУЖЕНИЯ ДЕФЕКТОВ В КЛЕЕВЫХ СОЕДИНЕНИЯХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2451289C2 |
| СПОСОБ ВЫЯВЛЕНИЯ НАРУШЕНИЙ СОЕДИНЕНИЯ ПОЛИЭТИЛЕНОВОГО АНТИКОРРОЗИОННОГО ПОКРЫТИЯ ЗАВОДСКОГО НАНЕСЕНИЯ С МЕТАЛЛИЧЕСКИМИ ТРУБАМИ | 1999 |
|
RU2188414C2 |
| СПОСОБ ВЫЯВЛЕНИЯ НАРУШЕНИЙ СОЕДИНЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ С МЕТАЛЛИЧЕСКИМИ ТРУБАМИ | 2005 |
|
RU2278378C1 |
| JP 2001226707 A, 21.08.2001 | |||
| US 2002162395 A1, 07.11.2002. | |||

