Изобретение относится к области термомеханической обработки металлов и сплавов для использования в авиационно-космической технике, морском судостроении, машиностроении и газотурбинном двигателестроении и может быть использовано для получения высокопрочных наноструктурированных прутков из титановых сплавов. Данным способом можно существенно повышать эксплуатационные свойства титановых сплавов в виде прутков, стержней, штанг и других длинномерных заготовок.
В повышение прочности сплава значительный вклад вносят механизм зернограничного упрочнения за счет уменьшения размера бета-зерен в соответствии с известным соотношением Холла-Петча для предела текучести и механизм дисперсионного упрочнения, связанного с выделением вторичной альфа-фазы [Кокс Ю.В. Физика прочности и пластичности. Пер. с англ., сборник. - М.: Металлургия, 1972. 304 с.] [1].
Зависимость предела выносливости от размера зерна часто описывают формулой, аналогичной зависимости Холла-Петча для предела текучести. При этом в большинстве случаев при уменьшении размера зерна до ультрамелкого диапазона (менее 1 мкм) усталостные свойства металлических материалов повышаются [A.Vinogradov, S.Hashimoto, Multiscale phenomena in fatigue of ultra-fine grain materials - an overview. // Materials Transactions. 2001. V.42(1). pp.74-84] [2]. Однако формирование в металлах и сплавах ультрамелкозернистой структуры не всегда приводит к увеличению усталостной долговечности, что может быть связано с их ограниченной пластичностью, которая зависит не только от размеров зерен, но и от таких особенностей структуры, как состояние границ, морфология и распределение вторичных фаз [Semenova I.P., Yakushina Е.В., Nurgaleeva V.V., Valiev R.Z. Nanostructuring of Ti-alloys by SPD processing to achieve superior fatigue properties. // International Joint Materials Research (formerly Z. Metallk.), Vol.100(2009), 12. P.1691-1696] [3].
Изобретение относится к альфа-бета-титановым сплавам, а также к способам их термомеханической обработки с улучшением механических свойств материала, и может быть использовано в машиностроении при изготовлении полуфабрикатов и изделий из легированных титановых сплавов.
Высоколегированные альфа-бета-сплавы относятся к классу титановых сплавов, в которых бета-фаза стабильна при комнатной температуре и претерпевает превращение лишь при нагреве, в результате чего они значительно упрочняются после закалки и старения [А.А. Ильин, Б.А. Колачев, И.С. Полькин. Титановые сплавы. Состав, структура, свойства. Справочник. - М.: ВИЛС - МАТИ, 2009. 519 с.] [4]. Известно также, что размер зерна матричной бета-фазы, а также морфология выделений вторичной альфа-фазы оказывают значительное влияние на прочность и пластичность сплава после старения. В частности, было показано, что уменьшение размера зерна бета-фазы до 10 мкм приводит к высоким показателям прочности с удовлетворительной пластичностью. [O.M. Ivasishin, P.E. Markovsky, S.L. Semiatin, C.H. Ward. Aging response of coarse- and fine-grained titanium alloys. // Materials Science Engeneering A Vol.405 (2005), p.296-305 ISSN 0921-5093] [5].
Известны способы повышения физико-механических свойств промышленных металлов и сплавов путем создания в них ультрамелкозернистых (УМЗ) структур с использованием методов интенсивной пластической деформации (ИПД), которые позволяют достигать очень больших пластических деформаций при относительно низких температурах (обычно 0,3…0,4 Тпл, К) в условиях высоких приложенных давлений [Р.З. Валиев, И.В. Александров. Объемные наноструктурные металлические материалы: получение, структура, свойства. - М.: ИКЦ «Академкнига», 2007, 398 с.: ил.] [6]. В качестве методов ИПД активное развитие получили интенсивная пластическая деформация кручением (ИПДК), равноканальное угловое прессование (РКУП), и их различные модификации. В частности, способ РКУП, реализующий деформацию массивных образцов простым сдвигом, заключается в неоднократном продавливании в специальной оснастке через два канала с одинаковыми поперечными сечениями, пересекающиеся обычно под углом 90° [Патент РФ №2181314, опубл. Б.И. 2002, №16] [7].
Известен способ термомеханической обработки двухфазных титановых сплавов, [патент РФ №2285738, C22F1/18, B21J5/00, опубл. 20.10.2006] [8]. Способ включает интенсивную пластическую деформацию заготовки в пересекающихся вертикальном и горизонтальном каналах при температуре 600°С с накопленной логарифмической степенью деформации не менее двух. Перед интенсивной пластической деформацией проводят термическую обработку, которая включает закалку с температуры полиморфного превращения минус 10°С в воду и высокотемпературное старение при температуре 675-700°С в течение 4-х часов с охлаждением на воздухе, а после интенсивной пластической деформации осуществляют экструдирование заготовки в несколько проходов при температуре 300°С с коэффициентом вытяжки не менее 1,2. Технический результат - улучшение прочностных характеристик двухфазных титановых сплавов (предела прочности, предела текучести, предела выносливости), а также их однородности по сечению заготовки при сохранении удовлетворительной пластичности.
Недостатком этого способа является необходимость наличия сложной оснастки (пресс-формы), низкая технологичность, т.к. для пластической деформации в пересекающихся вертикальном и горизонтальном каналах с накопленной логарифмической степенью деформации не менее двух, а затем экструдирования - характерна высокая трудоемкость и низкая производительность.
Известен способ термомеханической обработки, [патент РФ №2368697, C22F1/18, опубл. 27.09.2009] [9], которую проводят в десять стадий с многократными нагревами до температуры выше или ниже температуры полиморфного превращения и деформацией в процессе охлаждения до температуры ниже полиморфного превращения. Некоторые стадии обработки проводят с изменением направления деформации при чередовании осадки и вытяжки, что позволяет ликвидировать различно ориентированные дефекты, достигнуть более однородного химического состава и создать изотропную структуру.
Недостатками этого способа являются многостадийность и длительность процесса обработки заготовки и низкие механические свойства сплава по сравнению с предлагаемым способом.
Известно техническое решение «Обработка сплавов титан-алюминий-ванадий и изделия, изготовленные с ее помощью», [WO2004/101838, B21C37/00, С22F1/18, опубл. 2004.11.25] [10].
Предложен способ изготовления изделия из α-β-титанового сплава (варианты), изделие из α-β-титанового сплава и способ изготовления броневой плиты из α-β -титанового сплава. Способ изготовления изделия по варианту 1 из α-β -титанового сплава, содержащего, в массовых процентах, от примерно 2,9 до примерно 5,0 алюминия, от примерно 2,0 до примерно 3,0 ванадия, от примерно 0,4 до примерно 2,0 железа, от примерно 0,2 до примерно 0,3 кислорода, от примерно 0,005 до примерно 0,3 углерода, от примерно 0,001 до примерно 0,02 азота и менее примерно 0,5 одного или более элементов из группы: хром, никель, кремний или молибден, а также случайные примеси, включает в себя горячую обработку α-β-титанового сплава давлением для придания сплаву микроструктуры, пригодной для холодной деформации, и холодную обработку α-β -титанового сплава давлением.
В известном аналоге механические свойства титанового сплава, полученные указанной обработкой, существенно ниже, чем в предлагаемом способе.
Известен способ получения прутков из легированных металлов и сплавов [патент РФ 2038175, B21B1/02, B21B19/00, опубл. 27.06.1995] [11], включающий деформацию заготовки трехвалковой винтовой прокаткой со скручиванием, причем логарифмическая степень деформации скручивания составляет 0,10-0,65 от ее суммы с логарифмическим коэффициентом вытяжки, после винтовой прокатки заготовку дополнительно подвергают деформации редуцирования продольной прокаткой в калибрах с логарифмическим коэффициентом вытяжки, составляющим 0,30-0,80 от ее суммы, с логарифмической степенью деформации скручивания при винтовой прокатке. Наилучший эффект от применения способа получают при обработке легированных металлов и сплавов.
Недостатком известного способа являются низкие физико-механические свойства, которые можно существенно повысить предлагаемым способом.
Известен способ получения наноструктурированных прутков круглого сечения из титанового сплава ВТ22 [патент РФ № 2604075, C22F 1/18, B82Y 40/00, B21B 3/00, опубл. 10.12.2016] [12], который выбран за прототип.
Изобретение относится к области металлургии, а именно к термомеханической обработке титановых сплавов, и может быть использовано для получения высокопрочных наноструктурированных прутков круглого сечения из титанового сплава ВТ22. Способ включает нагрев заготовки до температуры 850°С, деформацию заготовки путем трехвалковой поперечно-винтовой прокатки в диапазоне температур 850-750°С со ступенчатым снижением температуры заготовки на каждом последующем проходе с непосредственной закалкой с прокатки после каждого прохода. Степень истинной логарифмической деформации заготовки на каждом проходе составляет 0,21-0,54, а суммарная истинная логарифмическая деформация составляет 1,2. После поперечно-винтовой прокатки полученный пруток подвергают старению при температуре 420-550°С в течение 5 или 10 часов. Получают наноструктурированные прутки круглого сечения из титанового сплава ВТ22 с повышенными механическими свойствами.
Предлагаемый способ, по сравнению с прототипом, позволяет существенно сэкономить электроэнергию и время, затраченное на нагрев заготовки, при сохранении механических свойств и сопротивления усталости сплава.
Технической задачей изобретения является разработка способа получения прутков круглого сечения из титанового сплава ВТ22 c высоким сопротивлением усталости.
Техническим результатом является получение прутков круглого сечения из титанового сплава ВТ22 с повышенными механическими свойствами и высоким пределом выносливости при многоцикловом нагружении (107 циклов).
Указанный технический результат достигается реализацией трех вариантов заявленного способа, которых объединяет то, что cпособ получения прутков круглого сечения из титанового сплава включает нагрев заготовок до температуры ниже температуры полиморфного превращения титанового сплава, деформацию заготовок трехвалковой поперечно-винтовой прокаткой с непосредственной закалкой с прокатки (НЗП) в воду полученных прутков и последующее их старение
Новизна первого варианта способа заключается в том, что деформацию заготовок трехвалковой поперечно-винтовой прокаткой проводят за четыре прохода, причем перед первым проходом заготовки нагревают до температуры 850°C, проводят последовательно первый проход прокатки, подстуживание прокатанных на первом проходе заготовок в течение 8-10 секунд, второй проход прокатки заготовок и последующую НЗП; затем нагревают прокатанные на втором проходе заготовки до температуры 800°C, проводят третий проход прокатки заготовок с последующей НЗП; далее нагревают прокатанные на третьем проходе заготовки до температуры 750°C, проводят четвертый проход прокатки заготовок с последующей НЗП, при этом на каждом проходе прокатку заготовок осуществляют с истинной логарифмической степенью деформации, равной 0,36-0,78, а суммарная истинная логарифмическая деформация в заготовках составляет 2,6, полученные прутки подвергают старению при температуре 450°C в течение 5 часов.
Новизна второго варианта способа заключается в том, что деформацию заготовок трехвалковой поперечно-винтовой прокаткой проводят за четыре прохода, причем перед первым проходом заготовки нагревают до температуры 850°C, проводят последовательно первый проход прокатки, подстуживание прокатанных на первом проходе заготовок в течение 8-10 секунд, второй проход прокатки заготовок и последующую НЗП; затем нагревают прокатанные на втором проходе заготовки до температуры 800°C, проводят последовательно третий проход прокатки, подстуживание прокатанных на третьем проходе заготовок в течение 8-10 секунд и четвертый проход прокатки заготовок с последующей НЗП, при этом на каждом проходе прокатку заготовок осуществляют с истинной логарифмической степенью деформации, равной 0,36-0,78, а суммарная истинная логарифмическая деформация в заготовках составляет 2,6, полученные прутки подвергают старению при температуре 520°C в течение 5 часов.
Новизна третьего варианта способа заключается в том, что деформацию заготовок трехвалковой поперечно-винтовой прокаткой проводят за пять проходов, причем перед первым проходом заготовки нагревают до температуры 850°C, проводят последовательно первый, второй, третий, четвертый и пятый проходы прокатки с подстуживанием прокатанных на каждом проходе заготовок в течение 8-10 секунд, а после пятого прохода прокатки полученные прутки подвергают НЗП, при этом на каждом проходе прокатку заготовок осуществляют с истинной логарифмической степенью деформации, равной 0,31-0,68, а суммарная истинная логарифмическая деформация заготовок составляет 2,6, полученные прутки подвергают старению при температуре 520°C в течение 5 часов.
Раскрытие сущности изобретения.
Все варианты способа получения наноструктурированных прутков круглого сечения из титанового сплава ВТ22, включают деформацию заготовок прокаткой, при этом нагревают заготовки до температуры (850°С) ниже температуры полиморфного превращения (860°С), а деформацию заготовок осуществляют трехвалковой поперечно-винтовой прокаткой со снижением температуры заготовок в последующем проходе с непосредственной закалкой с прокатки (НЗП) после заданного количества проходов прокатки, затем заготовки подвергают старению. Прокатку проводят в диапазоне температур 850-750°С. При этом в каждом варианте способа после заданного количества проходов прокатки проводят НЗП в воду. Старение заготовок проводят при температуре 450 или 520°С в течение 5 часов.
По первому варианту способ получения наноструктурированных прутков круглого сечения из титанового сплава ВТ22 включает деформацию заготовок трехвалковой поперечно-винтовой прокаткой с общим количеством проходов прокатки равным четырем. Нагрев заготовок осуществляют перед первым, третьим и четвертым проходом прокатки, начиная с температуры 850°C и ступенчатым снижением температуры на 50°C перед третьим и четвертым проходом прокатки. Второй проход прокатки осуществляют с подстуживанием (задержка 8-10 секунд). Непосредственную закалку с прокатки в воду осуществляют после второго, третьего и четвертого проходов прокатки. Затем проводят старение полученных прутков при температуре 450°C в течение 5 часов. В результате получают заготовки c высоким сопротивлением усталости.
Причем в первом варианте способа каждую трехвалковую поперечно-винтовую прокатку осуществляют с истинной логарифмической степенью деформации заготовки равной 0,36-0,78, при этом суммарная истинная логарифмическая деформация в заготовках составляет 2,6.
По второму варианту способ получения наноструктурированных прутков круглого сечения из титанового сплава ВТ22 включает деформацию заготовок трехвалковой поперечно-винтовой прокаткой с общим количеством проходов прокатки равным также четырем. Нагрев заготовок осуществляют перед первым проходом прокатки до температуры 850°C, а перед третьим проходом прокатки - до 800°C. Второй и четвертый проходы прокатки осуществляют с подстуживанием (задержка 8-10 секунд). Непосредственную закалку с прокатки в воду, осуществляют после второго и четвертого проходов прокатки. Затем проводят старение полученного прутка при температуре 520°C в течение 5 часов.
Причем во втором варианте способа каждую трехвалковую поперечно-винтовую прокатку осуществляют с истинной логарифмической степенью деформации заготовки равной 0,36-0,78, при этом суммарная истинная логарифмическая деформация в заготовках составляет 2,6.
По третьему варианту способ получения наноструктурированных прутков круглого сечения из титанового сплава ВТ22 включает деформацию заготовок трехвалковой поперечно-винтовой прокаткой с общим количеством проходов прокатки равным пяти. Нагрев заготовки осуществляют перед первым проходом прокатки до температуры 850°C. Второй и все следующие проходы прокатки осуществляют с подстуживанием (задержка 8-10 секунд). Непосредственную закалку с прокатки в воду, осуществляют после последнего прохода прокатки. Затем проводят старение полученных прутков при температуре 520°C в течение 5 часов.
Причем в третьем варианте способа каждую трехвалковую поперечно-винтовую прокатку осуществляют с истинной логарифмической степенью деформации заготовки равной 0,31-0,68, при этом суммарная истинная логарифмическая деформация в заготовках составляет 2,6.
Известно, что высокие механические свойства сплавов достигаются структурным состоянием с высокой дисперсностью зеренно-субзеренных структур, выделений упрочняющих вторичных (мартенситных и интерметаллидных) фаз.
При осуществлении всех вариантов способа интенсивная пластическая деформация при заявленном снижении температуры трехвалковой поперечно-винтовой прокатки обеспечивает получение ультрамелкозернистой структуры. Непосредственная закалка с прокатки приводит к пересыщению твердого раствора и выпадению из него при старении дисперсной упрочняющей фазы, которая благодаря однородной ультрамелкозернистой структуре сплава распределяется равномерно в его объеме. Это обеспечивает повышение уровня прочностных свойств. Непосредственная закалка с прокатки предотвращает интенсивный рост зерен в ультрамелкозернистой структуре заготовки и повышает производительность обработки.
Подтверждением соответствия технического решения критериям «новизна» и «изобретательский уровень» является наличие следующих признаков:
- деформация заготовки титанового сплава ВТ22, нагретой ниже температуры полиморфного превращения, трехвалковой поперечно-винтовой прокаткой с заявленным снижением температуры заготовки на каждом проходе приводит к получению в заготовке однородной ультрамелкозернистой структуры;
- непосредственная закалка с прокатки (НЗП) приводит к пересыщению твердого раствора и выпадению из него при старении дисперсной упрочняющей фазы, которая, благодаря ультрамелкозернистой структуре сплава, распределяется равномерно как в объеме зерен, так и по их границам.
Благодаря сочетанию многократной трехвалковой поперечно-винтовой прокатки, непосредственной закалки с прокатки и последующего старения при заявленных температурных режимах получаются прутки наноструктурированного титанового сплава ВТ22 c высоким сопротивлением усталости.
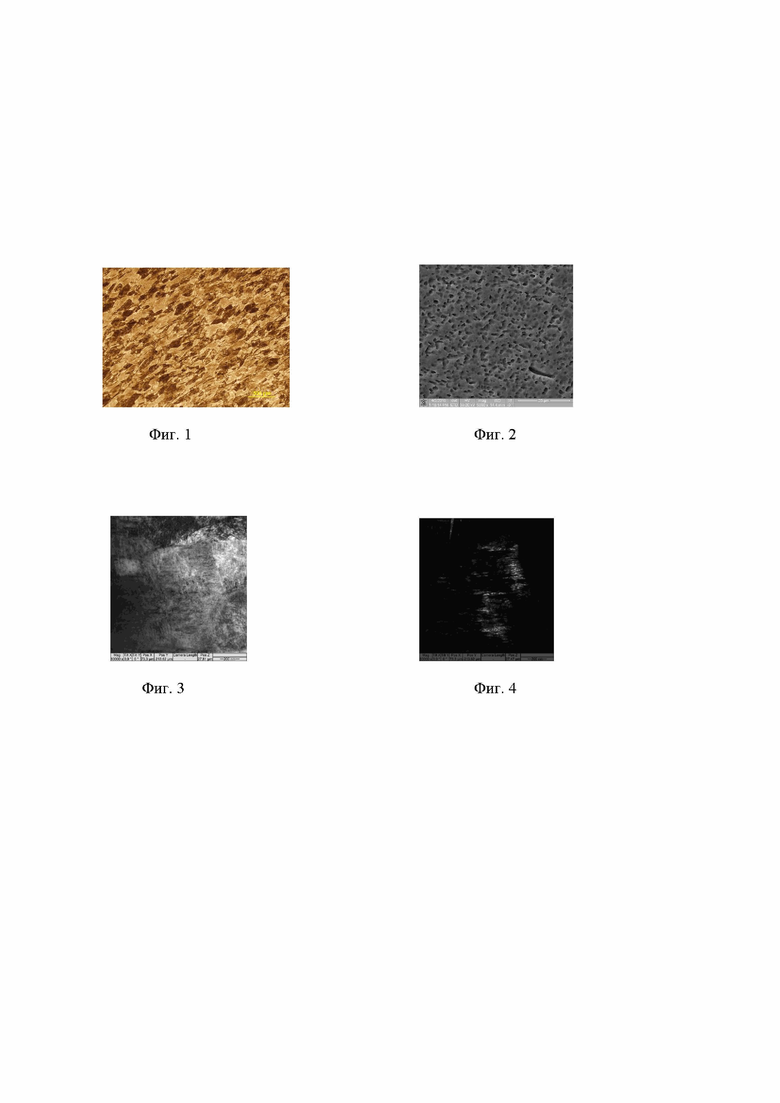
Заявленное изобретение подтверждается следующими изображениями, полученными оптической, растровой и просвечивающей электронной микроскопией представленными на фиг. 1-4.
На фиг. 1 представлена крупнозернистая структура исходного титанового сплава ВТ22 (оптическая микроскопия). Исходная структура заготовки диаметром 40 мм.
На фиг. 2 представлена ультрамелкозернистая структура прутка титанового сплава ВТ22 диаметром 17 мм, полученного первым вариантом способом (растровая электронная микроскопия). При осуществлении второго варианта способа получается подобная структура.
На фиг. 3 представлена микроструктура прутка ультрамелкозернистого наноструктурированного титанового сплава ВТ22 диаметром 17 мм с тонкоигольчатыми мартенситными выделениями размером 24х100÷150 нм, которые появляются после старения прутка, полученного первым вариантом способа (просвечивающая электронная микроскопия - светлопольное изображение).
На фиг. 4 представлена микроструктура прутка ультрамелкозернистого наноструктурированного титанового сплава ВТ22 диаметром 17 мм с тонкоигольчатыми мартенситными выделениями размером 24х100÷150 нм, которые появляются после старения прутка, полученного первым вариантом способа (просвечивающая электронная микроскопия - темнопольное изображение).
Изобретение осуществляется следующим образом.
В предложенном способе для экспериментальных исследований используют легированный крупнозернистый титановый сплав ВТ22 следующего химического состава, вес.%: 5,3372 Al; 0,1396 Si; 5,7228 V; 1,3556 Cr; 0,9648 Fe; 0,0226 Ni; 0,0102 Cu; 0,03 Zr; 4,6304 Mo; 3,8072 О; 0,0164 С; остальное Ti.
Во всех вариантах способа проводят многократную поперечно-винтовую прокатку исходной заготовки легированного крупнозернистого титанового сплава ВТ22 диаметром 40 мм в бочкообразных валках с НЗП после заданного количества проходов прокатки, при этом после каждого прохода обеспечивают снижение температуры заготовки в диапазоне температур ниже температуры полиморфного превращения и увеличение коэффициента вытяжки заготовки. В результате получают пруток меньшего диаметра, равного 17 мм. Затем проводят старение полученного прутка при температуре 450°C или 520°C с выдержкой 5 часов.
В первом варианте способа проводят деформацию исходной заготовки трехвалковой поперечно-винтовой прокаткой с общим количеством проходов прокатки равным четырем. Нагрев заготовки осуществляют перед первым, третьим и четвертым проходом прокатки, начиная с температуры 850°C и ступенчатым снижением температуры на 50°C на каждом проходе. Непосредственную закалку с прокатки (НЗП) в воду, осуществляют после второго, третьего и четвертого проходов прокатки. Затем проводят старение полученного прутка при температуре 450°C в течение 5 часов.
Во втором варианте способа проводят деформацию исходной заготовки трехвалковой поперечно-винтовой прокаткой с общим количеством проходов прокатки также равным четырем. Нагрев заготовки осуществляют перед первым проходом прокатки до температуры 850°C, а перед третьим проходом прокатки - до 800°C. Непосредственную закалку с прокатки в воду осуществляют после второго и четвертого проходов прокатки. Затем проводят старение полученного прутка при температуре 520°C в течение 5 часов.
В третьем варианте способа проводят деформацию исходной заготовки трехвалковой поперечно-винтовой прокаткой с общим количеством проходов прокатки равное пяти. Нагрев заготовки осуществляют перед первым проходом прокатки до температуры 850°C. Непосредственную закалку с прокатки в воду, осуществляют после последнего прохода прокатки. Затем проводят старение полученного прутка при температуре 520°C в течение 5 часов.
Определение механических свойств, таких как предел прочности (σВ), предел текучести (σ0,2) относительное удлинение (δ), проводили на образцах в соответствии с ГОСТ 1497 по стандартной методике. Предел выносливости (σ-1) 107 циклов (растяжение - сжатие) определяли по ГОСТу 25.502-79.
Примеры конкретного выполнения:
Пример 1 (осуществление первого варианта способа).
Проводят первый проход трехвалковой поперечно-винтовой прокатки исходной заготовки легированного крупнозернистого титанового сплава ВТ22 диаметром 40 мм на мини стане винтовой прокатки «14-40» в бочкообразных валках, предварительно заготовку нагревают до температуры 850°C, второй проход прокатки заготовки проводят сразу же через 8-10 секунд поcле первого прохода прокатки без предварительного нагрева заготовки, далее проводят НЗП в воду. Далее нагревают заготовку до температуры 800°C и проводят третий проход прокатки и НЗП в воду. Четвертый проход прокатки осуществляют после нагрева заготовки до температуры 750°C и НЗП в воду. Получают заготовку диаметром 17 мм. Истинная логарифмическая степень деформации заготовки за один проход прокатки составляет 0,36-0,78, при этом суммарная истинная логарифмическая деформация в заготовке составляет 2,6. Затем проводят старение заготовки при температуре 450°C в течение 5 часов.
Пример 2 (осуществление второго варианта способа).
Проводят первый проход трехвалковой поперечно-винтовой прокатки исходной заготовки легированного крупнозернистого титанового сплава ВТ22 диаметром 40 мм на мини стане винтовой прокатки «14-40» в бочкообразных валках, предварительно заготовку нагревают до температуры 850°C, второй проход прокатки заготовки проводят сразу же через 8-10 секунд поле первого прохода прокатки без предварительного нагрева заготовки, далее проводят НЗП в воду. Затем нагревают заготовку до 800°C и проводят третий проход прокатки. Четвертый проход прокатки заготовки осуществляют сразу же через 8-10 секунд поcле третьего прохода прокатки без предварительного нагрева заготовки и проводят НЗП в воду. Получают заготовку диаметром 17 мм. Истинная логарифмическая степень деформации заготовки за одну прокатку составляет 0,36-0,78, при этом суммарная истинная логарифмическая деформация в заготовке составляет 2,6. Затем проводят старение заготовки при 520°C в течение 5 часов.
Пример 3 (осуществление третьего варианта способа).
Проводят первый проход трехвалковой поперечно-винтовой прокатки исходной заготовки легированного крупнозернистого титанового сплава ВТ22 диаметром 40 мм на мини стане винтовой прокатки «14-40» в бочкообразных валках, предварительно заготовку нагревают до температуры 850°C, второй и все последующие три прохода прокатки заготовки проводят сразу же через 8-10 секунд после предыдущего прохода прокатки заготовки без предварительного нагрева заготовки, после пятого прохода прокатки проводят НЗП в воду. Получают заготовку диаметром 17 мм. Истинная логарифмическая степень деформации заготовки за одну прокатку составляет 0,31-0,68, при этом суммарная истинная логарифмическая деформация в заготовке составляет 2,6. Затем проводят старение заготовки при 520°C в течение 5 часов.
В результате осуществления примеров 1-3 получены прутки титанового сплава ВТ22 диаметром 17 мм с однородной ультрамелкозернистой структурой с размером элементов зеренно-субзеренной структуры менее 0,5 микрона.
Механические свойства титанового сплава ВТ22 (производитель ОАО «Корпорация ВСМПО-АВИСМА», г. Верхняя Салда, РФ), по способу-прототипу и после термомеханической обработки по предлагаемому способу приведены в таблице
Таблица
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННЫХ ПРУТКОВ КРУГЛОГО СЕЧЕНИЯ ИЗ ТИТАНОВОГО СПЛАВА ВТ22 | 2015 |
|
RU2604075C1 |
| Способ винтовой прокатки сплавов системы титан-цирконий-ниобий | 2019 |
|
RU2717765C1 |
| СПОСОБ ПОЛУЧЕНИЯ СУБМИКРОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРЫ В НЕЛЕГИРОВАННОМ ТИТАНЕ | 2008 |
|
RU2389568C1 |
| СПОСОБ ПОЛУЧЕНИЯ СОРТОВОГО ПРОКАТА ИЗ ТИТАНОВЫХ СПЛАВОВ | 1999 |
|
RU2175581C2 |
| СПОСОБ ПОЛУЧЕНИЯ УЛЬТРАМЕЛКОЗЕРНИСТЫХ ТИТАНОВЫХ ЗАГОТОВОК | 2003 |
|
RU2237109C1 |
| СПОСОБ ПОЛУЧЕНИЯ УЛЬТРАМЕЛКОЗЕРНИСТЫХ ТИТАНОВЫХ ЗАГОТОВОК | 2000 |
|
RU2175685C1 |
| СПОСОБ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ ЗАГОТОВОК ИЗ ТИТАНОВЫХ СПЛАВОВ | 2010 |
|
RU2439195C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК ИЗ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 2011 |
|
RU2469122C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 2005 |
|
RU2285740C1 |
| Способ получения прутков из сверхупругих сплавов системы титан-цирконий-ниобий | 2018 |
|
RU2692003C1 |
Изобретение относится к металлургии, а именно к получению прутков круглого сечения из титанового сплава. Заявлены варианты способа получения прутков круглого сечения из титанового сплава. Способ включает нагрев заготовок до температуры ниже температуры полиморфного превращения титанового сплава, деформацию заготовок трехвалковой поперечно-винтовой прокаткой с непосредственной закалкой с прокатки (НЗП) в воду полученных прутков и последующее их старение. Деформацию заготовок трехвалковой поперечно-винтовой прокаткой проводят за четыре или пять проходов, причем перед первым проходом заготовки нагревают до температуры 850°C, на каждом проходе прокатку заготовок осуществляют с истинной логарифмической степенью деформации, равной 0,36-0,78, а суммарная истинная логарифмическая деформация в заготовках составляет 2,6, полученные прутки подвергают старению при температуре 450°C в течение 5 часов. После первого прохода прокатки можно проводить подстуживание заготовок в течение 8-10 секунд с последующим подогревом до температуры второго прохода прокатки. Получают прутки с высокими значениями механических свойств и высоким пределом выносливости при многоцикловом нагружении (107 циклов). 3 н.п. ф-лы, 4 ил., 1 табл., 3 пр.
1. Способ получения прутков круглого сечения из титанового сплава, включающий нагрев заготовок до температуры ниже температуры полиморфного превращения титанового сплава, деформацию заготовок трехвалковой поперечно-винтовой прокаткой с непосредственной закалкой с прокатки (НЗП) в воду полученных прутков и последующее их старение, отличающийся тем, что деформацию заготовок трехвалковой поперечно-винтовой прокаткой проводят за четыре прохода, причем перед первым проходом заготовки нагревают до температуры 850°C, проводят последовательно первый проход прокатки, подстуживание прокатанных на первом проходе заготовок в течение 8-10 секунд, второй проход прокатки заготовок и последующую НЗП; затем нагревают прокатанные на втором проходе заготовки до температуры 800°C, проводят третий проход прокатки заготовок с последующей НЗП; далее нагревают прокатанные на третьем проходе заготовки до температуры 750°C, проводят четвертый проход прокатки заготовок с последующей НЗП, при этом на каждом проходе прокатку заготовок осуществляют с истинной логарифмической степенью деформации, равной 0,36-0,78, а суммарная истинная логарифмическая деформация в заготовках составляет 2,6, полученные прутки подвергают старению при температуре 450°C в течение 5 часов.
2. Способ получения прутков круглого сечения из титанового сплава, включающий нагрев заготовок до температуры ниже температуры полиморфного превращения титанового сплава, деформацию заготовок трехвалковой поперечно-винтовой прокаткой с непосредственной закалкой с прокатки (НЗП) в воду полученных прутков и последующее их старение, отличающийся тем, что деформацию заготовок трехвалковой поперечно-винтовой прокаткой проводят за четыре прохода, причем перед первым проходом заготовки нагревают до температуры 850°C, проводят последовательно первый проход прокатки, подстуживание прокатанных на первом проходе заготовок в течение 8-10 секунд, второй проход прокатки заготовок и последующую НЗП; затем нагревают прокатанные на втором проходе заготовки до температуры 800°C, проводят последовательно третий проход прокатки, подстуживание прокатанных на третьем проходе заготовок в течение 8-10 секунд и четвертый проход прокатки заготовок с последующей НЗП, при этом на каждом проходе прокатку заготовок осуществляют с истинной логарифмической степенью деформации, равной 0,36-0,78, а суммарная истинная логарифмическая деформация в заготовках составляет 2,6, полученные прутки подвергают старению при температуре 520°C в течение 5 часов.
3. Способ получения прутков круглого сечения из титанового сплава, включающий нагрев заготовок до температуры ниже температуры полиморфного превращения титанового сплава, деформацию заготовок трехвалковой поперечно-винтовой прокаткой с непосредственной закалкой с прокатки (НЗП) в воду полученных прутков и последующее их старение, отличающийся тем, что деформацию заготовок трехвалковой поперечно-винтовой прокаткой проводят за пять проходов, причем перед первым проходом заготовки нагревают до температуры 850°C, проводят последовательно первый, второй, третий, четвертый и пятый проходы прокатки с подстуживанием прокатанных на каждом проходе заготовок в течение 8-10 секунд, а после пятого прохода прокатки полученные прутки подвергают НЗП, при этом на каждом проходе прокатку заготовок осуществляют с истинной логарифмической степенью деформации, равной 0,31-0,68, а суммарная истинная логарифмическая деформация заготовок составляет 2,6, полученные прутки подвергают старению при температуре 520°C в течение 5 часов.
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННЫХ ПРУТКОВ КРУГЛОГО СЕЧЕНИЯ ИЗ ТИТАНОВОГО СПЛАВА ВТ22 | 2015 |
|
RU2604075C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ И СПОСОБ ПОЛУЧЕНИЯ ТОНКОЙ ПРОВОЛОКИ ИЗ СПЛАВА СИСТЕМЫ НИКЕЛЬ-ТИТАН С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ | 2013 |
|
RU2536614C2 |
| Способ получения объёмных наноструктурированных полуфабрикатов из сплавов с памятью формы на основе никелида титана (варианты) | 2019 |
|
RU2717764C1 |
| Способ винтовой прокатки сплавов системы титан-цирконий-ниобий | 2019 |
|
RU2717765C1 |
| US 20190017159 A1, 17.01.2019 | |||
| JP 59082101 A, 12.05.1984 | |||
| CN 104971940 A, 14.10.2015. | |||

