Изобретение относится к огнеупорной промышленности, в частности, к способу изготовления корундомуллитовых огнеупорных изделий, используемых в качестве огнеприпаса, футеровки и различной керамической оснастки высокотемпературных установок, печей, стендов, агрегатов и другой техники.
Известен патент на способ изготовления муллитокорундовых огнеупорных изделий (Патент РФ 2284974. Т.Ф. Баранова и др. Способ изготовления муллитокорундовых огнеупорных изделий, МПК С04В 35/185, С04В 35/101, опубл. 10.10.2006), включающий помол глинозема в присутствии гидрофобизирующей жидкости, приготовление водной формовочной массы из порошков муллита и электрокорунда с молотым глиноземом, формование заготовок изделий методом вибролитья, сушку и обжиг. Ингредиенты для формовочной массы включают фракции муллита (0,8-4,0 мм; 0,2-0,8 мм) и электрокорунда (0,8 мм; 0,5-0,63 мм; 0,01-0,32 мм).
Недостатком этого способа является использование крупнозернистых фракций корунда с размерами частиц до 1 мм и муллита до 4 мм, что приводит к расслоению формовочной массы и оседанию крупных зерен в процессе вибролитья. В результате этого заготовка и изделие получаются разноплотными по объему и, соответственно, имеют градиент всех свойств, что отрицательно влияет на эксплуатационные качества. При увеличении габаритных размеров изделий этот негативный эффект усугубляется.
Известен муллитокорундовый огнеупор (Патент РФ 2321571, М.Н. Дунаева и др. Муллитокорундовый огнеупор, МПК С04В 35/185, С04В 35/101, опубл. 10.04.2008), который изготовлен способом прессования из шихты, содержащей следующие компоненты (% мас): андалузит (35,5-40,0), боксит (47-48), тонкоизмельченный глинозем (9-11), тонкоизмельченную огнеупорную глину (4,0-5,5) и связующее - ортофосфорную кислоту (3,5-5,0 сверх 100%).
Недостатком указанного изобретения является присутствие в составе шихты глинистого компонента, содержащего в значительном количестве стеклообразующие оксиды, которые способствуют образованию легкоплавких фаз, приводящих к снижению огнеупорности и деформации изделий в процессе эксплуатации.
Наибольшую огнеупорность и стойкость к высокотемпературным деформациям имеют корундовые и корундомуллитовые материалы с муллитовой и корундомуллитовой связкой.
Известен способ изготовления корундовых огнеупорных изделий (Патент РФ 2271345. Замятин С.Р. и др. Способ изготовления корундовых огнеупорных изделий, МПК С04 В 35/101, опубл. 10.03.2006), включающий приготовление шихты путем увлажнения зернистой корундовой составляющей суспензией муллитообразующей добавки в водном растворе лигносульфоната с последующим смешиванием с тонкомолотой корундовой составляющей, прессование изделий из полученной шихты, их сушку и обжиг, при этом для приготовления шихты в качестве муллитообразующей добавки используют тонкомолотую смесь оксидов кремния и алюминия в эвтектическом соотношении SiO2:Al2O3=94,5% мас.: 5,5% мас. в количестве 2-4% мас. от общего содержания корундовых составляющих, а обжиг осуществляют при 1200-1500°С В известном способе используются фракции электрокорунда, содержащие крупные частицы - размером до 3 мм. Получаемые изделия обладают пределом прочности на сжатие при температурах до 1700°С не менее 50 Н/мм2 и температурой начала деформации под нагрузкой 1660°С
Недостатком данного способа является средний уровень стойкости к высокотемпературной деформации - 1660°С, обусловленный относительно небольшим количеством муллита (не более 15% мас), образующегося из 2- 4% мас. смеси S1O2 и AI2O3. Учитывая такое содержание муллита, получаемый в патенте материал авторы относят к корундовым материалам, которые, как известно, обладают относительно невысокой термостойкостью. Однако данных по термостойкости материала в патенте не представлено.
Наиболее близким к заявляемому изобретению является способ изготовления огнеупорных корундомуллитовых изделий, описанный в диссертационной работе Д.С. Тюлькина (Тюлькин Д.С «Разработка составов и технологии получения огнеупорных материалов на основе корунда и муллита с повышенной стойкостью к высокотемпературным деформациям». Диссертация на соискание ученой степени кандидата технических наук. -Томск, 2016. - 186 с.).
Способ включает предварительное приготовление тонкодисперсной составляющей шихты путем совместного помола в шаровой мельнице каолина и глинозема ГН в количествах 14,8% мас. и 25,2% мас. от состава сухих компонентов соответственно, до достижения среднего размера частиц dcp=2-4 мкм, приготовление шихты путем увлажнения электрокорунда двух фракций: 0,5-3,0 мм и 0-0,5 мм в количестве 45% и 15% мас. от состава сухих компонентов соответственно, раствором лигносульфоната с плотностью 1,1-1,3 г/см3 в количестве 5,5-7,0% мас. от массы сухих компонентов, с последующим смешиванием с тонкодисперсной составляющей шихты, протирку шихты через сито с размером ячеек 5 мм, прессование при давлении 80-100 МПа, обжиг изделий при 1650°С с выдержкой при конечной температуре 1,5 ч.
Материал, получаемый по описанному способу, имеет прочность при сжатии ≥70 МПа, прочность при изгибе ≥30 МПа, плотность ≥2,8 г/см3 и огнеупорность ≥1700°С. Огнеупорные корундомуллитовые изделия из этого материала обладают микроструктурой фрагментарного типа с каркасом из зерен электрокорунда, скрепленных керамической связкой из игольчатого муллита и тонкозернистого корунда.
Недостатком данного способа является невозможность достижения содержания муллита в материале в количестве более 20% мас., образующегося из 14,8% мас. каолина в процессе обжига. Как известно, именно муллитовая составляющая, менее склонная к рекристаллизации, обусловливает высокую деформационную устойчивость и термостойкость керамики. Поэтому для обеспечения повышенного уровня этих свойств необходимо большее содержание муллита в материале.
Другим недостатком технологии является высокое содержание в шихте каолина (14,8% мас). Содержание каолина свыше 10% мас. часто приводит к перепрессовкам даже при относительно низких давлениях прессования, увеличивает расширение заготовки в момент снятия усилия прессования и несколько снижает ее плотность. При последующем обжиге каолин переходит в муллит в виде звездчатых сростков с увеличением объема, и это при его избытке является причиной разуплотнения материала и появления внутренних напряжений в изделиях. При изготовлении массивных и сложнопрофильных изделий такие проблемы обостряются.
К недостатку способа можно отнести также присутствие в шихте крупных зерен с размерами частиц до 3 мм в большом количестве (~45% мас.), что не позволяет получать изделия с гладкой бездефектной поверхностью и ровными кромками без обкрашивания. Качественные поверхности и кромки необходимы для плотной стыковки футеровочных элементов без зазора с целью снижения тепловых потерь, а также повышения стойкости к вибрационным и ударным нагрузкам.
Еще одним недостатком способа является необходимость приложения высоких давлений прессования (80-100 МПа) для получения плотных бездефектных заготовок из крупнозернистой шихты и, следовательно, использование мощных прессов. Такая шихта при повышенных давлениях имеет высокое абразивное воздействие на металлическую оснастку и приводит к ее быстрому износу.
Заявляемое изобретение решает задачу повышения эксплуатационных свойств крупногабаритных и сложнопрофильных корундомуллитовых огнеупоров.
Технический результат, который может быть получен при использовании изобретения, заключается в повышении огнеупорности, качества поверхностей и кромок крупногабаритных и сложнопрофильных изделий при одновременном снижении давления прессования заготовок.
Указанный технический результат достигается тем, что в способе изготовления огнеупорных корундомуллитовых изделий, включающем приготовление шихты путем получения смеси из крупнозернистых и тонкодисперсных порошков и увлажнения ее связующим, протирку шихты, формование и обжиг изделий, смесь, включающую порошки в следующем соотношении, % мас.:
увлажняют связующим в виде кремнезоля, содержащего 25-40% мас. SiO2, в количестве 6-10% мас. сверх массы сухих компонентов, шихту протирают через сито с размером ячеек 1,6-2,0 мм, а изделия формуют при давлении прессования 35-55 МПа.
В отличие от прототипа, в заявляемом способе в качестве крупнозернистой составляющей вместо электрокорунда применяется смесь табулярного глинозема и электроплавленного муллита. Табулярный глинозем, получаемый высокотемпературной обработкой технического глинозема, имеет по сравнению с электрокорундом более низкую плотность (~3,7 г/см3), закрытую пористость (до 10% об.) и предназначен для изготовления огнеупоров с температурой эксплуатации до 1800°С.
Электроплавленный муллит характеризуется высокой температурой плавления - выше 1800°С и низкой величиной высокотемпературной деформации, что обусловливает его широкое применение в производстве высокоогнеупорных изделий.
Кроме того, электроплавленный муллит также, как и табулярный глинозем, имеет анизометричную форму частиц, обеспечивающую повышенную термостойкость огнеупоров на их основе.
Сочетание крупнозернистых фракций табулярного глинозема и электроплавленного муллита, имеющих разный КТЛР, также способствует повышению термостойкости огнеупоров за счет возникновения вокруг частиц локальных областей напряжений, гасящих распространение трещин.
Применение в крупнозернистой составляющей фракций порошков табулярного глинозема и муллита с размерами частиц, не превышающими 1,0 мм (преобладающий размер 0,7-0,9 мм), позволяет получать изделия с ровными кромками, имеющими малый радиус закругления, и сравнительно гладкой поверхностью. Увеличение размеров частиц крупнозернистых компонентов ухудшает качество кромок и поверхности изделий.
Использование в крупнозернистой составляющей табулярного глинозема в количестве менее 35% мас. и муллита в количестве более 25% мас. приводит к снижению прочности огнеупора, а при содержании табулярного глинозема более 45% мас. и муллита - менее 15% мас. происходит снижение огнеупорности материала.
Применение в составе тонкодисперсной составляющей электрокорунда с размерами частиц 0-12 мкм в количестве 25-35% мас. обеспечивает высокие показатели плотности и прочности, как у прототипа, за счет их высокой активности к спеканию. Электрокорунд с размерами частиц более 12 мкм менее активен к спеканию, и его использование приводит к снижению механических характеристик керамики. Содержание электрокорунда с размером частиц 0-12 мкм в количестве менее 25% мас. недостаточно для получения материала с высокими значениями прочности и плотности. Содержание электрокорунда с размером частиц 0-12 мкм в количестве более 35% мас. приводит к повышенным усадкам, деформации при обжиге и появлению макротрещин.
Введение в состав шихты муллита с размерами частиц 0-30 мкм, сопоставимыми с размерами частиц тонкодисперсного электрокорунда, в количестве 5-15% мас. обеспечивает его высокое и стабильное содержание в конечном керамическом материале и повышенную огнеупорность последнего. С учетом введенного крупнозернистого и тонкодисперсного муллита, а также образующегося из электрокорунда и кремнезоля, суммарное содержание муллита в огнеупоре составляет 26-50% мас., что в 1,2-2,5 раза выше, чем в материале-прототипе. Повышенное содержание муллита в материале по изобретению обусловливает более высокую его огнеупорность (на 50°С выше, чем у прототипа).
Введение в шихту порошка муллита в количестве менее 5% мас. не позволяет достигать показателей огнеупорности и термостойкости материала, превышающих значения таковых у прототипа, при этом наблюдается высокая усадка керамической связки с образованием трещин, разрывов и дефектов на поверхностях и кромках изделий. Использование более 15% мас. порошка муллита нецелесообразно из-за снижения прочности огнеупора и необходимости существенного повышения температуры спекания материала для обеспечения прочности.
Применение кремнезоля в качестве увлажняющей жидкости, временного связующего и пластификатора обеспечивает прочность прессовок, хорошее качество поверхностей и кромок крупногабаритных и сложнопрофильных изделий. В заявляемом способе используется кремнезоль с концентрацией по SiO2 25-40% мас. При концентрации кремнезоля менее 25% эффективность связующего снижается, при этом прочность прессовки уменьшается, что приводит к увеличению дефектности поверхностей и кромок. При концентрации кремнезоля более 40% увеличивается вязкость, и становится затруднительным его равномерное распределение в шихте.
В процессе обжига изделий образующийся из кремнезоля активный SiO2 переходит в муллит за счет реакции с электрокорундом, внося некоторый вклад в повышение общего содержания муллита в материале и, следовательно, его огнеупорности.
Количество кремнезоля, вводимого в шихту в заявляемом способе, составляет 6-10% мас. сверх массы сухих компонентов. Использование кремнезоля в количестве менее 6% мас. недостаточно для равномерного увлажнения порошков и приводит к снижению прочности прессовок и появлению дефектов на поверхностях и кромках изделий.
Введение кремнезоля в количестве более 10% мас. приводит к прилипанию прессовки к металлу пресс-формы.
Протирка шихты должна выполняться через сито с размерами ячеек, которые обеспечивают формирование гранул, состоящих из крупных зерен с оболочкой из тонкодисперсных компонентов, что благоприятно для получения однородных прессовок и конечного керамического материала. В способе-прототипе для шихты с крупнозернистыми компонентами до 3 мм используется сито с размерами ячеек 5 мм.
В заявляемом изобретении применяется сито с ячейками от 1,6 до 2,0 мм, что является оптимальным для шихты с размером крупной фракции до 1,0 мм. Применение сит с размером ячеек менее 1,6 мм приводит к разрушению гранул и появлению в составе шихты зерен без оболочки и отдельных гранул тонкодисперсных компонентов, что ухудшает однородность шихты и прессовок. Увеличение размеров ячеек свыше 2,0 мм несколько увеличивает скорость протирки, однако однородность шихты ухудшается за счет того, что оболочка на крупных зернах либо не образуется, либо имеет избыточную толщину.
Величина прилагаемого усилия прессования изделий определяется, в первую очередь, гранулометрическим составом шихты. В заявляемом способе размер частиц шихты не превышает 1,0 мм, в то время, как в прототипе используются крупнозернистые компоненты до 3 мм. Меньший размер частиц требует меньших усилий прессования: давление прессования изделий в заявляемом способе составляет 35-55 МПа против 80-100 МПа у прототипа.
При давлениях прессования ниже 35 МПа сырец и изделия имеют низкие значения плотности, прочности и неудовлетворительное качество поверхностей и кромок. Применение давлений прессования выше 55 МПа нецелесообразно, так как не приводит к существенному повышению качества и свойств изделий.
Способ по изобретению осуществляли следующим образом.
Корундомуллитовые огнеупорные изделия в виде выпукло-вогнутых плит с размерами 200×200×40 мм с профильными боковыми пазами изготавливали из шихты разных составов и с разными параметрами прессования и обжига (табл. 1).
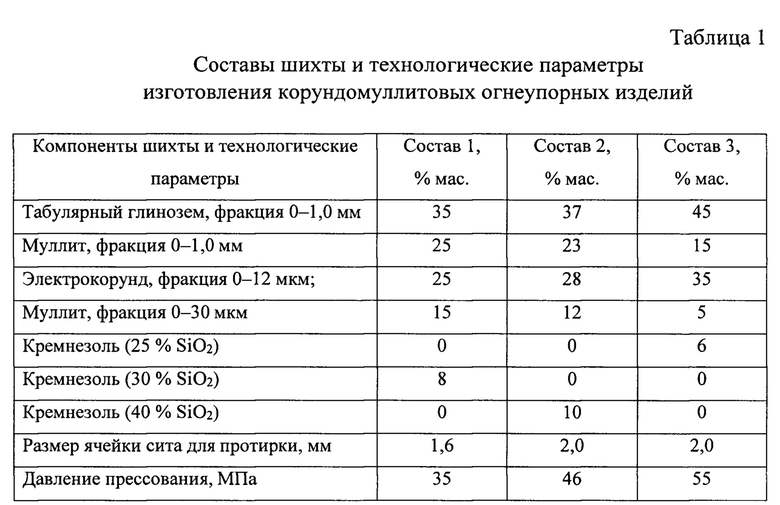
Шихту 3-х составов, указанных в таблице 1, готовили с добавлением кремнезоля смешиванием всех сухих компонентов до достижения визуальной однородности.
Увлажненную шихту протирали через сито с размером ячеек 1,6-2,0 мм.
Заготовки изделий формовали при давлениях прессования 35-55 МПа, сушили и обжигали при температуре 1650°С.
После формования и обжига проводили осмотр изделий для оценки качества кромок и поверхностей, а также для выявления брака. Контроль показал высокое качество кромок и поверхностей, отсутствие обкрашивания, пор, раковин, трещин и деформации изделий после обжига.
Свойства материала и изделий представлены в таблице 2.
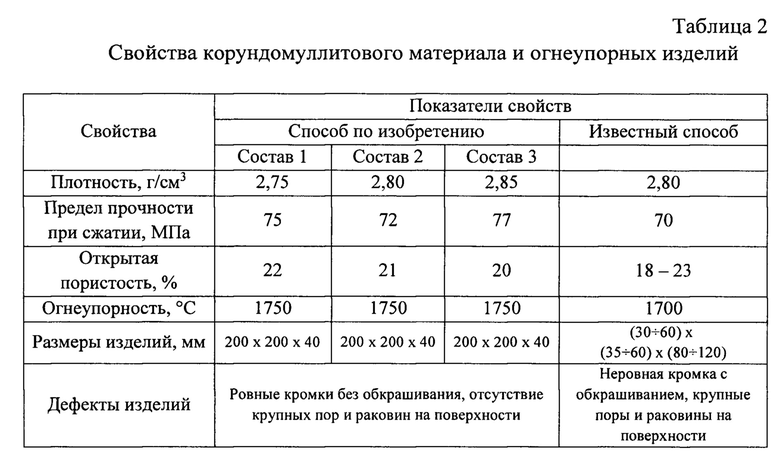
Материал изделий, изготовленных согласно заявляемому изобретению, имеет повышенную огнеупорность (1750°С против 1700°С у прототипа) при сопоставимых значениях плотности, прочности при сжатии и открытой пористости. Кроме того, коэффициент линейного термического расширения материала в диапазоне 20-1400°С, составляет (8,0-8,2)×10-6 1/К, а коэффициент теплопроводности при 20°С - 6,73-6,75 Вт/(м⋅К) (в прототипе не указаны).
Эти показатели достигнуты на изделиях существенно большего размера (объем изделий 1600 см3 против максимального объема - 450 см3 у прототипа) при более низких давлениях прессования (35-55 МПа против 80-100 МПа у прототипа). Изделия, изготовленные по изобретению, имеют меньшую дефектность и более высокое качество поверхностей и кромок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сложнопрофильных корундомуллитовых огнеупорных изделий | 2023 |
|
RU2822232C1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ ОГНЕУПОРОВ С ПРЕРЫВИСТЫМ ЗЕРНОВЫМ СОСТАВОМ | 1995 |
|
RU2098387C1 |
| Шихта на основе оксида алюминия и способ ее получения | 2021 |
|
RU2775746C1 |
| Способ получения конструкционной керамики на основе оксида алюминия | 2022 |
|
RU2789475C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛЮМОСИЛИКАТНЫХ И КОРУНДОВЫХ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 1998 |
|
RU2153482C2 |
| Шихта для изготовления огнеупоров | 1990 |
|
SU1738791A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЕРАЗЛИВОЧНОГО ПРИПАСА | 2001 |
|
RU2210459C2 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 2020 |
|
RU2742265C1 |
| ОГНЕУПОРНЫЙ МЕРТЕЛЬ | 1994 |
|
RU2079471C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОРУНДОВОЙ КЕРАМИКИ | 2001 |
|
RU2198860C2 |
Изобретение относится к огнеупорной промышленности, в частности к способу изготовления корундомуллитовых огнеупорных изделий, используемых в качестве огнеприпаса, футеровки и различной керамической оснастки высокотемпературных установок, печей, стендов, агрегатов и другой техники. Способ изготовления корундомуллитовых огнеупорных изделий включает приготовление шихты путем получения смеси из крупнозернистых и тонкодисперсных порошков, мас.%: табулярного глинозема (0-1,0 мм) 35-45; муллита (0-1,0 мм) 15-25; электрокорунда (0-12 мкм) 25-35; муллита (0-30 мкм) 5-15, увлажнения ее связующим в виде кремнезоля, содержащего 25-40 мас.% SiO2, в количестве 6-10 мас. % сверх массы сухих компонентов, протирку шихты через сито с размером ячеек 1,6-2,0 мм и формование изделий при давлении прессования 35-55 МПа. Заготовки обжигают при температуре 1650°С. Технический результат заключается в повышении огнеупорности, качества поверхностей и кромок крупногабаритных и сложнопрофильных изделий при одновременном снижении давления прессования заготовок. Прочность, плотность и открытая пористость изделий сопоставимы с прототипом. 2 табл.
Способ изготовления корундомуллитовых огнеупорных изделий, включающий приготовление шихты путем получения смеси из крупнозернистых и тонкодисперсных порошков и увлажнения ее связующим, протирку шихты, формование и обжиг изделий, отличающийся тем, что смесь, включающую порошки в следующем соотношении, % мас.:
увлажняют связующим в виде кремнезоля, содержащего 25-40% мас. SiO2, в количестве 6-10% мас. сверх массы сухих компонентов, шихту протирают через сито с размером ячеек 1,6-2,0 мм, а изделия формуют при давлении прессования 35-55 МПа.
| Шихта для изготовления огнеупоров | 1980 |
|
SU878752A1 |
| ВЫСОКОГЛИНОЗЕМИСТЫЙ ОГНЕУПОР | 2007 |
|
RU2335480C1 |
| Разгрузочный механизм к вертикальным трубчатым муфелям | 1929 |
|
SU19242A1 |
| CN 107602098 A, 19.01.2018 | |||
| CN 109851331 A, 07.06.2019. | |||

