Изобретение относится к технологии ремонта преимущественно крупногабаритных конструкций из полимерных композиционных материалов с длинномерными повреждениями, негерметичность которых не позволяет использовать вакуумный мешок для приклеивания заплат, компенсирующих потерю прочности, например, панелей воздушных и морских судов.
Известен клеевой способ ремонта повреждений агрегатов из полимерных материалов с использованием вакуумного давления, указанный, как единственно возможный, в руководствах по ремонту воздушных судов всех ведущих разработчиков самолетов, в том числе BOEING и AIRBUS, заключающийся в том, что на ремонтируемой поверхности агрегата, кроме технологического пакета, содержащего слои клеевого препрега, образующие заплату, технологические пленки, ткани и нагреватель, прикрепляется при помощи герметизирующего жгута фрагмент полимерной пленки - оболочки вакуумного мешка, из-под которой через штуцер, установленный в пленку, с помощью вакуумного насоса удаляется воздух, и технологическое давление осуществляется за счет разницы между атмосферным давлением вне пленки и созданного разрежения под пленкой.
При негерметичности ремонтируемой крупногабаритной конструкции, особенно в том случае, если негерметичность не может быть устранена, указанный способ ремонта теряет смысл ввиду невозможности обеспечения вакуумного технологического давления.
Для ремонта указанных вариантов конструкций могут использоваться средства оснащения, обеспечивающие избыточное давление в зоне ремонта, (патент РФ 1630210 А1 кл B66F 3/35, патент РФ 1462914 А1 кл. F16B 47/00). Однако размеры зоны ремонта и, соответственно, компенсирующей заплаты в этом случае ограничены размерами воздушного мешка, что не дает возможности ремонтировать длинномерные повреждения.
Технический результат настоящего изобретения состоит в том, что возможность ремонта длинномерных повреждений на негерметичных крупногабаритных конструкциях из полимерных композиционных материалов может обеспечиваться формованием с использованием приспособлений, обеспечивающих избыточное давление в зоне ремонта, непрерывного ряда компенсирующих заплат, укладываемых последовательно с нахлестом по схеме, характерной для расположения рыбьей чешуи, причем каждая последующая заплата устанавливается после приклеивания предыдущей заплаты и механической обработки повреждения для установки последующей заплаты, в том числе вышлифовывания конического углубления на кромке предыдущей заплаты для выкладки слоев последующей заплаты, причем размеры каждой из ряда устанавливаемых заплат зависят от размеров воздушного мешка, являющегося рабочим органом указанных вариантов оснастки.
Технический результат достигается за счет того, что в способе ремонта крупногабаритных конструкций из полимерных композиционных материалов, негерметичность которых не позволяет использовать вакуумный мешок для установки компенсирующих заплат при ремонте длинномерных повреждений используется оснастка, имеющая в конструкции воздушный мешок со сжатым воздухом, размещенный в металлическом коробе, обеспечивающем избыточное давление в зоне ремонта и фиксируемая на ремонтируемом агрегате с помощью струбцин или вакуумных присосок, при этом в зоне повреждения формуется ряд компенсирующих заплат, устанавливаемых внахлест, аналогично схеме, характерной для рыбьей чешуи.
Более подробно предлагаемая технология ремонта показана на чертежах, где:
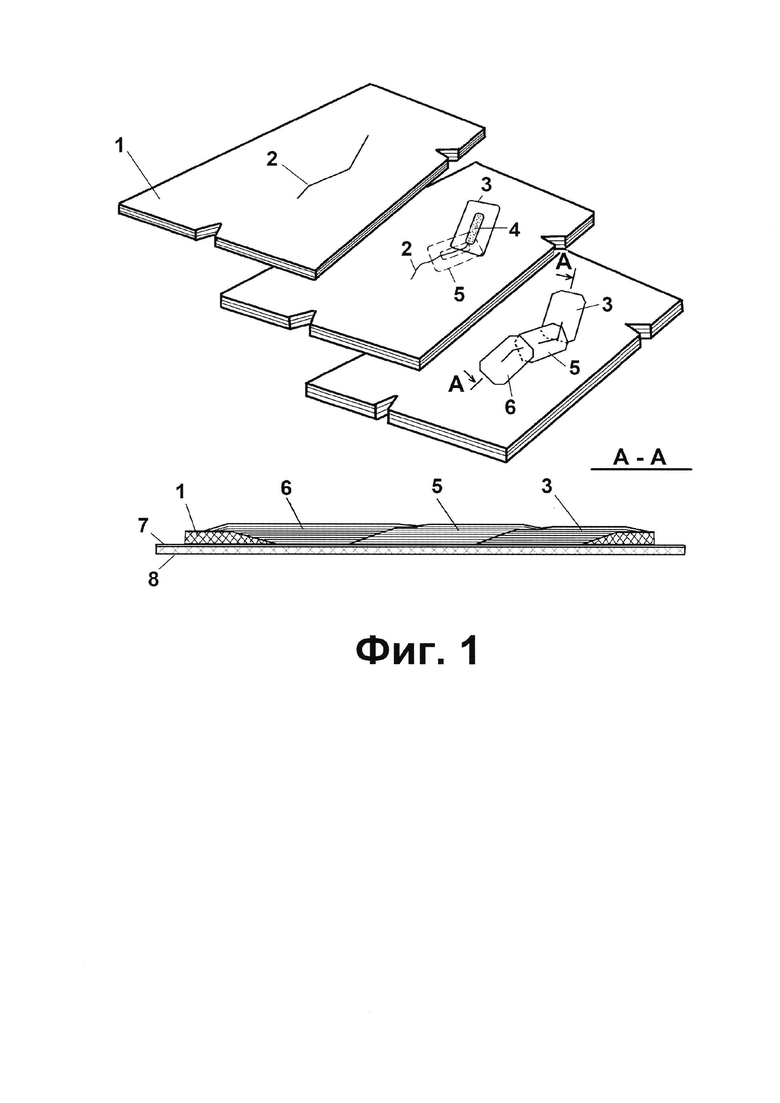
на фиг. 1 показана схема выкладки (сборки) непрерывного ряда компенсирующих заплат, уложенных по схеме «рыбья чешуя»;
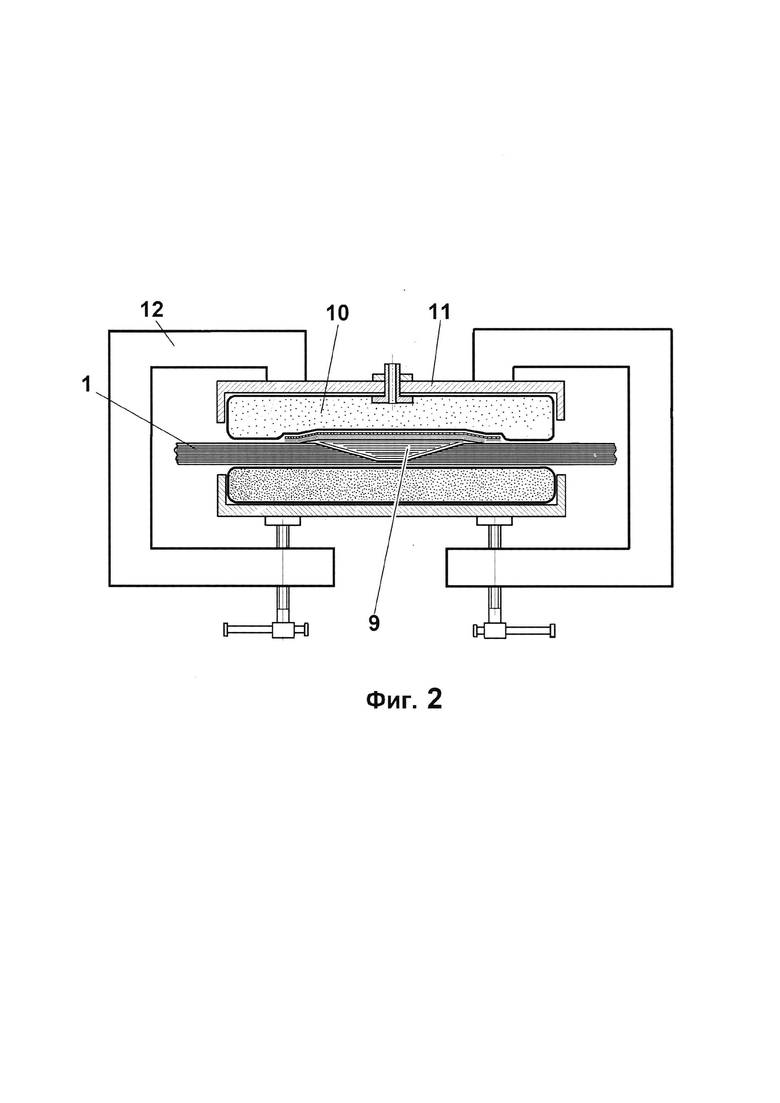
на фиг. 2 показана схема использования избыточного давления с помощью воздушного мешка, металлического короба и струбцин при ремонте агрегатов небольшой ширины;
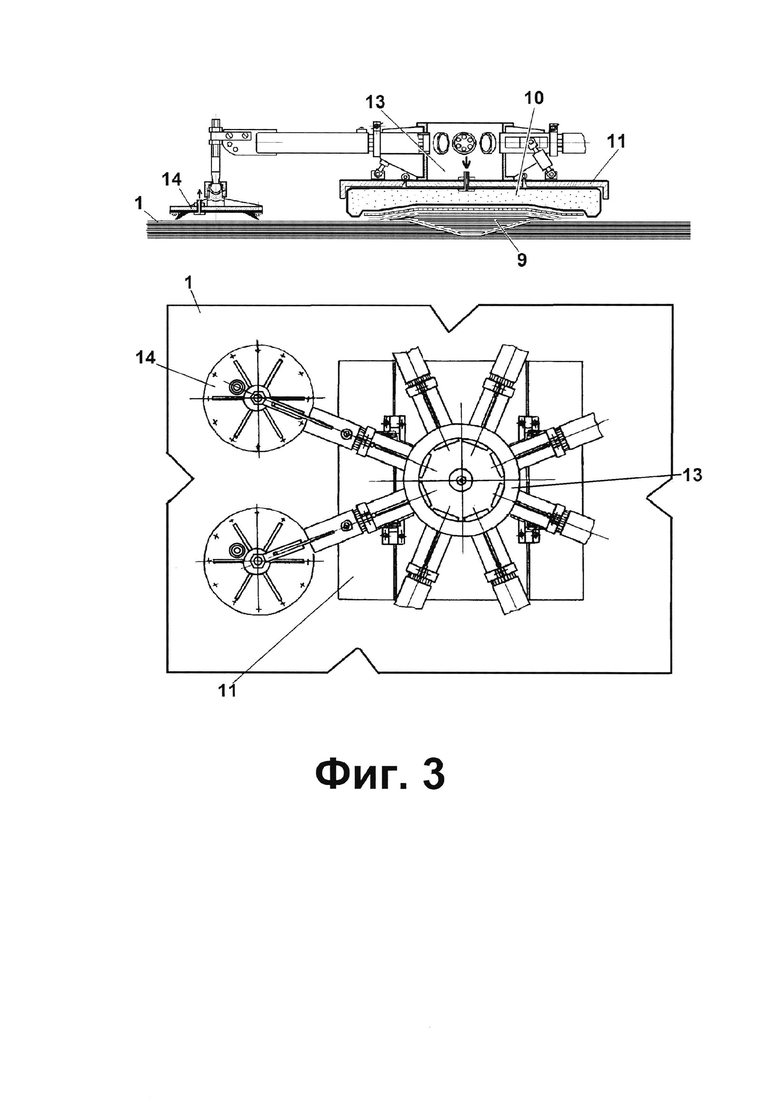
на фиг. 3 показана схема использования избыточного давления с помощью приспособления, имеющего вакуумные присоски, при ремонте агрегатов, имеющих значительные размеры.
Способ заключается в следующем.
На ремонтируемой конструкции 1 определяют место расположения повреждения 2, в одном из концов которого с учетом размера воздушного мешка определяют контур зоны 3 для установки первой заплаты, в которой выполняют соответствующую механическую обработки части поврежденного участка 4, после чего приклеивают (формуют) первую заплату, а затем определяют зону обработки для установки второй заплаты 5 с учетом нахлеста, не допуская наличия необработанных участков повреждения, в соответствии с принятой схемой выкладки по типу рыбьей чешуи, затем, после установки второй заплаты, повторяют весь комплекс подготовительных работ для установки третьей заплаты 6 и т.д.; при ремонте сквозных повреждений с нижней стороны зоны ремонта может укладываться разделительная пленка 7 с технологической прокладкой 8 (фиг. 1); сборка слоев заплаты и технологического пакета во всех случаях проводится по единой схеме 9, на агрегатах с ограниченной шириной для обеспечения избыточного давления используется воздушный мешок 10 в металлическом коробе 11, фиксируемый струбцинами 12 (фиг. 2), на крупногабаритных агрегатах воздушный мешок в металлическом коробе фиксируется с помощью приспособления 13, оснащенного вакуумными присосками 14 (фиг. 3).
Величина избыточного давления при описываемой схеме нагружения ограничивается недопустимостью деформации (продавливания) поверхности ремонтируемого агрегата либо, при использовании приспособления 13 (фиг. 3), соотношением размеров воздушного мешка и вакуумных присосок, определяемым зависимостью:
0,7*nп*Sвак>Pизб*Sвм,
где 0,7 - коэффициент, учитывающий реальную величину разряжения в присоске;
nп - число присосок, шт;
Sвак - площадь присоски, см2;
Ризб - избыточное давление в воздушном мешке, кгс/см2;
Sвм - площадь воздушного мешка, см2.
Реализация заявленного способа ремонта позволяет обеспечить возможность эффективного клеевого ремонта крупногабаритных, сложных и особо ответственных агрегатов воздушных и морских судов, изготовленных из полимерных композиционных материалов.
Предлагаемый способ ремонта крупногабаритных агрегатов воздушных и морских судов, позволяет восстановить их эксплуатационные качества с использованием доступных методов и средств.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ С ОДНОСТОРОННИМ ДОСТУПОМ К ЗОНЕ РЕМОНТА | 2019 |
|
RU2723868C1 |
| Способ ремонта крупногабаритных сотовых негерметичных конструкций из композиционных материалов | 2023 |
|
RU2815201C1 |
| Способ клеевого ремонта аэродинамических поверхностей воздушных судов | 2020 |
|
RU2754706C1 |
| ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ РЕМОНТА ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2089393C1 |
| СПОСОБ РЕМОНТА ТОНКОСТЕННЫХ КОНСТРУКЦИЙ | 2000 |
|
RU2181083C2 |
| СПОСОБ РЕМОНТА ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2000 |
|
RU2176954C1 |
| Устройство для прижима при ремонте агрегатов из полимерных композиционных материалов | 2024 |
|
RU2841247C1 |
| СПОСОБ РЕМОНТА МАГНИТОПРОВОДНОЙ ОБОЛОЧКИ | 2011 |
|
RU2499945C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И РЕМОНТА ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДВОЙНЫМ ПОВЕРХНОСТНО-ОРТОГОНАЛЬНЫМ ВАКУУМНО-ИНФУЗИОННЫМ ПРОЦЕССОМ (DSOVIM) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2833579C1 |
| Способ изготовления композитной формообразующей оснастки для формования изделий из полимерных композиционных материалов | 2019 |
|
RU2720312C1 |
Изобретение относится к способу ремонта длинномерных повреждений. Техническим результатом является повышение эффективности ремонта и восстановление эксплуатационных качеств изделий. Технический результат достигается способом ремонта длинномерных повреждений на негерметичных крупногабаритных конструкциях из полимерных композиционных материалов с использованием приспособлений, обеспечивающих избыточное давление в зоне ремонта. При этом в зоне ремонта формируется непрерывный ряд компенсирующих заплат, укладываемых последовательно с нахлестом по схеме, характерной для расположения рыбьей чешуи. Причем каждая последующая заплата устанавливается после приклеивания предыдущей заплаты и механической обработки повреждения для установки последующей заплаты, в том числе вышлифовывания части конического углубления на кромке предыдущей заплаты для выкладки слоев последующей заплаты. 3 ил.
Способ ремонта длинномерных повреждений на негерметичных крупногабаритных конструкциях из полимерных композиционных материалов с использованием приспособлений, обеспечивающих избыточное давление в зоне ремонта, отличающийся тем, что в зоне ремонта формируется непрерывный ряд компенсирующих заплат, укладываемых последовательно с нахлестом по схеме, характерной для расположения рыбьей чешуи, причем каждая последующая заплата устанавливается после приклеивания предыдущей заплаты и механической обработки повреждения для установки последующей заплаты, в том числе вышлифовывания части конического углубления на кромке предыдущей заплаты для выкладки слоев последующей заплаты.
| DE 3726991 A1, 23.02.1989 | |||
| СПОСОБ РЕМОНТА ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2000 |
|
RU2176954C1 |
| US 10302524 B2, 28.05.2019 | |||
| US 5569346 A1, 29.10.1996. | |||

