Изобретение относится к способу ремонта преимущественно крупногабаритных конструкций с сотовым заполнителем из полимерных композиционных материалов с повреждениями, негерметичность которых не позволяет использовать вакуумный мешок для установки заплат, компенсирующих потерю прочности, например, панелей воздушных и морских судов, демонтированных с изделия.
Известен клеевой способ ремонта повреждений агрегатов из полимерных материалов с использованием вакуумного давления (STRUCTUREREPAIRMANUAL, CHAPTER 51, BOEING-787, AIRBUSA-330), заключающийся в том, что на ремонтируемой поверхности агрегата устанавливается технологический пакет (вакуумный мешок), из-под которого через дренажную трубку, при помощи вакуумного насоса удаляется воздух, и приклеивание компенсирующей заплаты обеспечивается за счет разницы между атмосферным давлением вне технологического пакета и созданным разрежением под технологическим пакетом.
При негерметичности зоны ремонта крупногабаритной конструкции, особенно в том случае, если негерметичность не может быть устранена вследствие невозможности ее обнаружения из-за малых размеров течи, нарушения герметичности конструкции или ее конструктивных особенностей, указанный способ ремонта нельзя применить ввиду невозможности обеспечения вакуумного давления.
Известен «Способ ремонта длинномерных повреждений негерметичных крупногабаритных конструкций из композиционных материалов» (патент RU2756744C1, МПК В29С, опубл. 05.10.2021 г.) с использованием специального приспособления, оснащенного воздушным мешком и набором вакуумных присосок для удержания приспособления на поверхности ремонтируемой конструкции.
Недостатком указанного способа ремонта является необходимость наличия большого участка поверхности ремонтируемой конструкции для размещения специального приспособления, на котором не должно быть неровностей, крепежных швов и т.п. Кроме того, при случайной разгерметизации хотя бы одной из вакуумных присосок всё приспособление мгновенно отделяется от зоны ремонта за счет наддува воздушного мешка.
В качестве прототипа предлагаемого изобретения взято приспособление, предлагаемое в качестве прижима в патенте RU2756744С1, МПК В29С, опубл. 05.10.2021 г. Недостатком этого приспособления является недостаточная надежность его фиксации на поверхности ремонтируемого изделия и необходимость значительной площади свободной поверхности для его установки (не менее 1 м2). Предлагаемое изобретение устраняет недостатки прототипа.
Задачей заявленного изобретения является использование избыточного давления при приклеивании (формовании) в зоне ремонта компенсирующей заплаты, имеющей максимально возможную механическую прочность и аэродинамически чистую поверхность.
Целью заявленного изобретения является осуществление в условиях эксплуатации самолета способа ремонта, имитирующего прессовую или автоклавную технологию склеивания, позволяющую использовать максимально допустимое избыточное давление и, соответственно, обеспечить максимальную эффективность приклеивания заплат в зоне ремонта.
Для решения указанной задачи предлагается фиксировать воздушный мешок приспособления при помощи набора силовых элементов (металлических швеллеров или квадратных труб) и технологических шпилек, пропускаемых через специально просверленные отверстия в ремонтируемой конструкции. По окончании ремонта в отверстиях, просверленных для технологических шпилек, формируются клеевые вставки, обеспечивающие восстановление прочности агрегата в зоне отверстий.
Технический результат состоит в повышении надежности фиксации приспособления для создания избыточного давления и уменьшении требуемой площади для его установки.
Технический результат достигается тем, что в известном способе ремонта крупногабаритных сотовых негерметичных конструкций из композиционных материалов клеевыми заплатами с использованием приспособлений, обеспечивающих избыточное давление в зоне ремонта, согласно заявляемому изобретению в зоне ремонта со стороны установленной клеевой заплаты устанавливают оснастку, включающую набор силовых элементов и воздушный мешок со сжатым воздухом, размещенный в металлическом коробе, а в зоне ремонта с противоположной стороны устанавливают набор силовых элементов и металлический короб с мешком для противодавления, в ремонтируемой конструкции просверливают отверстия, в которых размещают технологические шпильки и закрепляют силовые элементы, после этого в воздушный мешок через пневмотрубку с манометром и воздушным редуктором подают воздух, создавая избыточное давление в зоне ремонта по окончании цикла отверждения клея, оснастку удаляют, при этом в отверстиях для технологических шпилек формуются клеевые вставки.
Силовые элементы могут быть выполнены в виде металлических швеллеров или квадратных труб.
Мешок для противодавления может быть заполнен сжатым воздухом или песком.
Максимальная механическая прочность и аэродинамически чистая поверхность зоны ремонта достигается за счет того, что в заявляемом способе ремонта крупногабаритных сотовых негерметичных конструкций из композиционных материалов, негерметичность которых не позволяет использовать вакуумный мешок для установки компенсирующих заплат, при ремонте повреждений используется упрощенная оснастка, имеющая в конструкции воздушный мешок со сжатым воздухом, размещенный в металлическом коробе, обеспечивающий избыточное давление в зоне ремонта, который фиксируется на ремонтируемом агрегате с помощью силовых элементов и технологических шпилек, проходящих через специально просверленные отверстия в ремонтируемом агрегате, в которых по окончании ремонтных работ формуются клеевые вставки, обеспечивающие дополнительное подкрепление конструкции вблизи зоны ремонта.
Сущность предлагаемого изобретения поясняется чертежами, где:
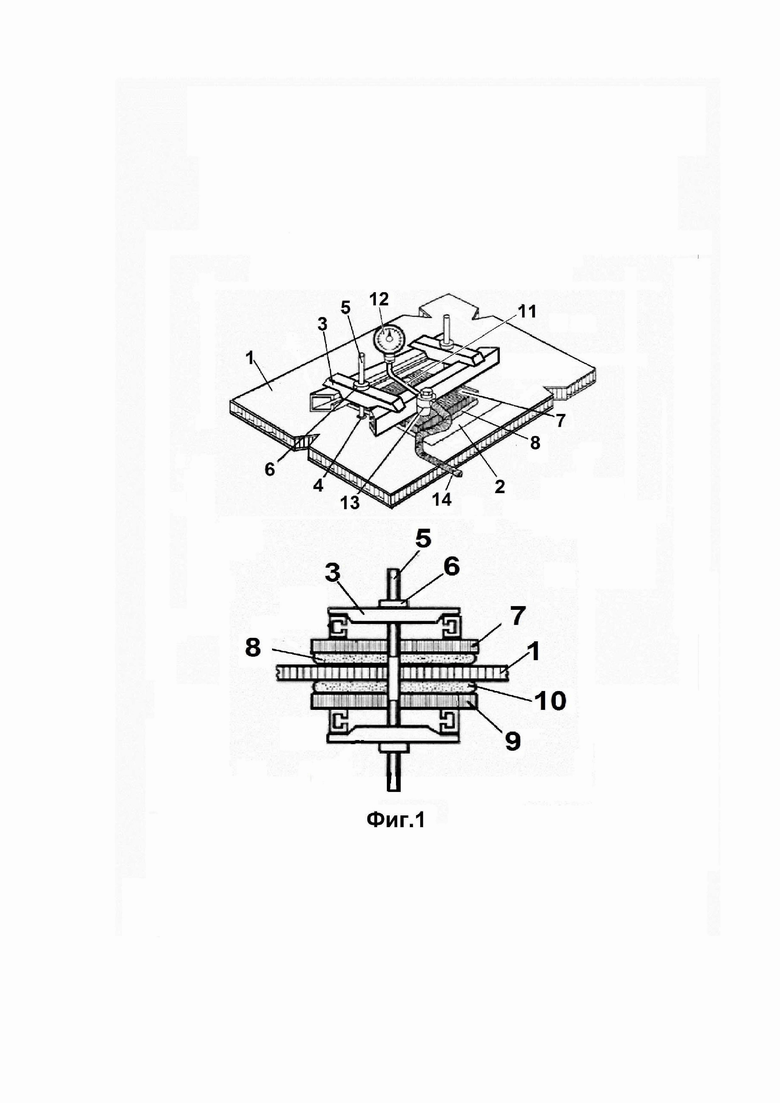
На фиг. 1 показана схема установки в зоне ремонта элементов оснастки, обеспечивающей технологическое давление;
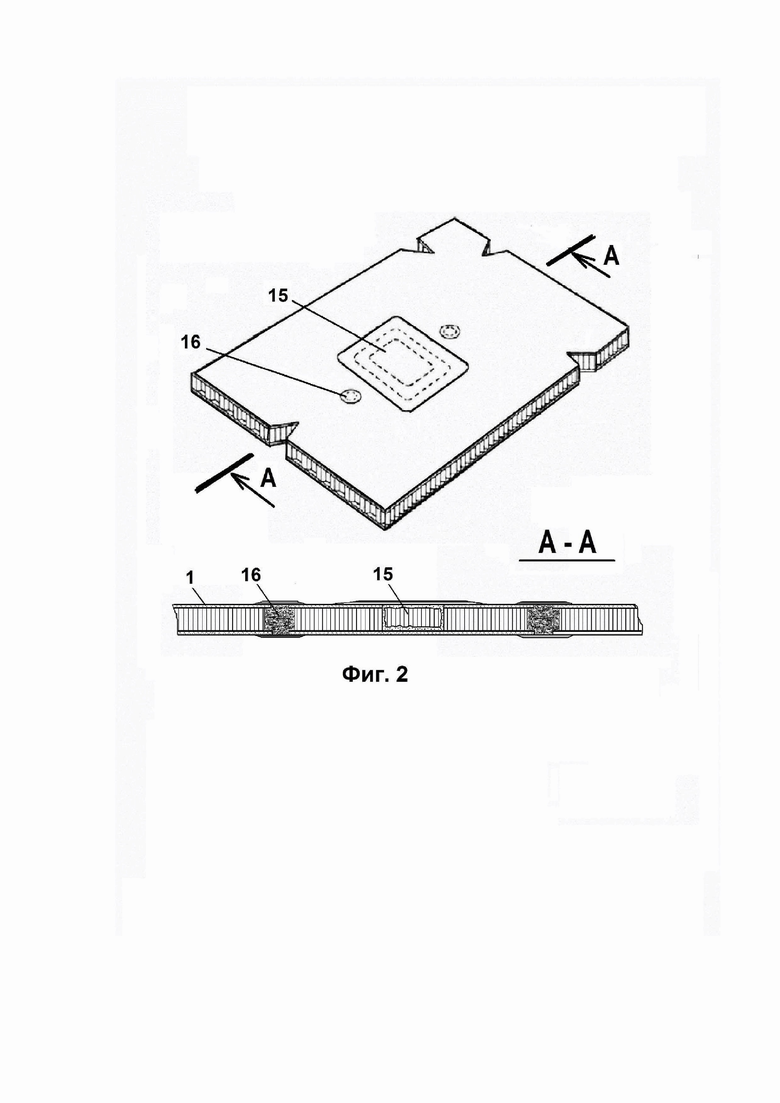
На фиг. 2 показана схема - вид отремонтированной зоны после выполнения работ.
Способ заключается в следующем.
На ремонтируемой конструкции 1 в зоне ремонта поверх обшивки выполняют сборку слоев заплаты и компонентов технологического пакета, поверх которых укладывают разделительную пленку и алюминиевый лист 2, по краям которого на расстоянии, определяемом размерами силовых элементов (швеллеров или квадратных труб) 3, с двух противоположных сторон от технологического пакета выполняются сквозные отверстия 4, в которые вставляют технологические шпильки 5, на которых с помощью стопорных гаек 6 со стороны ремонтируемой обшивки фиксируют металлический короб 7 и силовые элементы 3. В коробе 7 размещен воздушный мешок 8, в который подается избыточное давление. С противоположной стороны ремонтируемой конструкции 1 фиксируют стопорными гайками 6 металлический короб 9 с мешком для противодавления 10 и набор силовых элементов (аналог поз.3), обеспечивающих противодавление. После чего к воздушному мешку 8 подключают пневмотрубку 11 с манометром 12 и воздушным редуктором 13, которые подключаются к шлангу пневмосети 14 и включается подача воздуха в воздушный мешок 8 через воздушный редуктор 13; по окончании цикла отверждения клея в зоне ремонта в отверстиях для технологических шпилек выполняются вставки 16 из смеси эпоксидного клея и рубленого стекловолокна, обеспечивающие надежное соединение обшивок и сотового заполнителя и устойчивость этой зоны к ударным нагрузкам.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ДЛИННОМЕРНЫХ ПОВРЕЖДЕНИЙ НЕГЕРМЕТИЧНЫХ КРУПНОГАБАРИТНЫХ КОНСТРУКЦИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2021 |
|
RU2756744C1 |
| Способ клеевого ремонта аэродинамических поверхностей воздушных судов | 2020 |
|
RU2754706C1 |
| ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ РЕМОНТА ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2089393C1 |
| Способ изготовления композитной формообразующей оснастки для формования изделий из полимерных композиционных материалов | 2019 |
|
RU2720312C1 |
| СПОСОБ РЕМОНТА ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ С ОДНОСТОРОННИМ ДОСТУПОМ К ЗОНЕ РЕМОНТА | 2019 |
|
RU2723868C1 |
| Устройство для прижима при ремонте агрегатов из полимерных композиционных материалов | 2024 |
|
RU2841247C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И РЕМОНТА ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДВОЙНЫМ ПОВЕРХНОСТНО-ОРТОГОНАЛЬНЫМ ВАКУУМНО-ИНФУЗИОННЫМ ПРОЦЕССОМ (DSOVIM) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2833579C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2355583C2 |
| СПОСОБ СКЛЕИВАНИЯ ЭЛЕМЕНТОВ ДЛЯ ЛЕТАТЕЛЬНОГО АППАРАТА БЕЗ ИСПОЛЬЗОВАНИЯ АВТОКЛАВА | 2007 |
|
RU2425778C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ПАНЕЛЕЙ | 2005 |
|
RU2291057C1 |
Изобретение относится к способу ремонта длинномерных повреждений преимущественно крупногабаритных конструкций, монолитных или с сотовым заполнителем, из полимерных композиционных материалов, негерметичность которых не позволяет использовать вакуумный мешок для установки заплат, компенсирующих потерю прочности, например, панелей воздушных и морских судов. Способ ремонта крупногабаритных сотовых негерметичных конструкций из композиционных материалов, негерметичность которых не позволяет использовать вакуумный мешок для установки компенсирующих заплат, предполагает при ремонте повреждений на повреждённый агрегат устанавливать упрощенную оснастку. Оснастка включает набор силовых элементов и воздушный мешок со сжатым воздухом, размещенный в металлическом коробе. В зоне ремонта с противоположной стороны устанавливают набор силовых элементов и металлический короб с мешком для противодавления. В ремонтируемой конструкции просверливают отверстия, в которых размещают технологические шпильки и закрепляют силовые элементы. После этого в воздушный мешок через пневмотрубку с манометром и воздушным редуктором подают воздух, создавая избыточное давление в зоне ремонта по окончании цикла отверждения клея. Оснастку удаляют, при этом в отверстиях для технологических шпилек формуются клеевые вставки. Клеевые вставки обеспечивают дополнительное подкрепление конструкции вблизи зоны ремонта крупногабаритных сотовых негерметичных конструкций из композиционных материалов. Изобретение обеспечивает повышение надежности фиксации приспособления для создания избыточного давления и уменьшения требуемой площади для его установки. 4 з.п. ф-лы, 2 ил.
1.Способ ремонта крупногабаритных сотовых негерметичных конструкций из композиционных материалов клеевыми заплатами с использованием приспособлений, обеспечивающих избыточное давление в зоне ремонта, отличающийся тем, что в зоне ремонта со стороны установленной клеевой заплаты устанавливают оснастку, включающую набор силовых элементов и воздушный мешок со сжатым воздухом, размещенный в металлическом коробе, а в зоне ремонта с противоположной стороны устанавливают набор силовых элементов и металлический короб с мешком для противодавления, в ремонтируемой конструкции просверливают отверстия, в которых размещают технологические шпильки и закрепляют силовые элементы, после этого в воздушный мешок через пневмотрубку с манометром и воздушным редуктором подают воздух, создавая избыточное давление в зоне ремонта по окончании цикла отверждения клея, оснастку удаляют, при этом в отверстиях для технологических шпилек формуются клеевые вставки.
2. Способ ремонта по п.1, отличающийся тем, что силовые элементы выполнены в виде металлических швеллеров.
3. Способ ремонта по п.1, отличающийся тем, что силовые элементы выполнены в виде квадратных труб.
4. Способ ремонта по п.1, отличающийся тем, что мешок для противодавления заполнен сжатым воздухом.
5. Способ ремонта по п.1, отличающийся тем, что мешок для противодавления заполнен песком.
| СПОСОБ РЕМОНТА ДЛИННОМЕРНЫХ ПОВРЕЖДЕНИЙ НЕГЕРМЕТИЧНЫХ КРУПНОГАБАРИТНЫХ КОНСТРУКЦИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2021 |
|
RU2756744C1 |
| Способ клеевого ремонта аэродинамических поверхностей воздушных судов | 2020 |
|
RU2754706C1 |
| СПОСОБ РЕМОНТА ТОНКОСТЕННЫХ КОНСТРУКЦИЙ | 2000 |
|
RU2181083C2 |
| СПОСОБ РЕМОНТА ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ С ОДНОСТОРОННИМ ДОСТУПОМ К ЗОНЕ РЕМОНТА | 2019 |
|
RU2723868C1 |
| Прибор для определения шероховатости тканей, бумаги, кожи и т.п. материалов | 1937 |
|
SU56265A1 |
| СПОСОБ РЕМОНТА ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2000 |
|
RU2176954C1 |
| US 3814645 A1, 04.06.1974 | |||
| US 10302524 B2, 28.05.2019 | |||
| DE 3726991 A1, 23.02.1989. | |||

