Изобретение относится к технологии ремонта полимерных конструкций, преимущественно листов большой толщины или монолитных панелей из полимерных композиционных материалов с односторонним подходом, например, панелей крыла самолета. В способе ремонта монолитных конструкций определяют границы зоны повреждения и сквозного выреза, вырезают поврежденную зону с образованием сквозного отверстия, а затем вдоль контура сквозного отверстия вырезают ступенчатое углубление, предназначенное для формования базового слоя заплаты, обеспечивающего герметичность донной части дефектной зоны, состоящего из двух слоев ткани, пропитанной клеем и клеевой линзы между ними, выполненной из смеси клея и отдельных волокон ткани. Из первого слоя ткани формируют основу герметичного слоя донной части повреждения, поверх которой выкладывается слой заплаты, для выравнивания которого между слоями ткани укладывается клеевая линза из жидкой смеси клея и отдельных волокон ткани, кривизна линзы определяется «по месту». После отверждения базового слоя заплаты выполняется вышлифовывание конического углубления, в котором собирается заплата, выполняемая из отдельных слоев препрега, отверждаемая под действием вакуумного давления. Реализация заявленного способа ремонта монолитных панелей из полимерных композиционных материалов позволяет производить ремонт дефектов любых размеров с высокой эффективностью в условиях эксплуатирующих организаций, в том числе без демонтажа агрегатов с самолета.
Изобретение относится к технологии ремонта монолитных панелей из полимерных композиционных материалов, преимущественно толстостенных листов или монолитных панелей с односторонним подходом, например, панелей крыла самолетов.
Известен способ ремонта монолитных панелей из полимерных материалов с односторонним подходом к зоне повреждения, предлагаемый специалистами одного из известных разработчиков самолетов.
В соответствии с этим способом ремонта вокруг дефекта (сквозного отверстия) вырезается коническое овальное углубление, в котором наибольший диаметр овального сквозного отверстия должен быть больше, чем наименьший диаметр ремонтной заплаты. Затем опорный слой ремонтной заплаты вместе с пружинящей стальной пластиной укрепляется на временном крепежном приспособлении, края пружинящей пластины приподнимаются и на поверхность опорного слоя заплаты со стороны его контакта с внутренней поверхностью ремонтируемой панели наносится клей, затем опорный слой заплаты, смазанный клеем, через овальное отверстие устанавливается с обратной (недоступной) стороны панели, где поворачивается на  оборота и прижимается к недоступной поверхности ремонтируемой панели с помощью пружинящей стальной пластины, которая и обеспечивает технологическое давление, необходимое для приклеивания изнутри монолитной панели опорного слоя заплаты. По-видимому, вследствие проблемы с герметичностью опорного слоя заплаты из-за отверстия для крепежного приспособления, процесс формования заплаты после приклеивания опорного слоя заплаты проводится в 3 этапа, первый из которых должен обеспечить герметичность донной части повреждения. Указанный способ ремонта имеет ряд существенных недостатков, в том числе: 1) состояние внутренней поверхности панели, недоступной для внешнего наблюдателя, к которой предполагается приклеивать опорный слой заплаты, неизвестно, и, соответственно, без специальной подготовки этой поверхности склеивание может не произойти; 2) при указанном способе установки опорного слоя возможно неправильное распределение клея на склеиваемой поверхности опорного слоям, что может существенно ухудшить характеристики клеевого соединения; 3) угол конуса углубления, вышлифовываемого для выкладки слоев заплаты, составляет в реальности около 1,5°, что обуславливает очень низкую эффективность от использования пружинящей прижимной пластины (деформация пружинящей пластины и, соответственно, величина давления на поверхность скоса минимальны); 4) трудоемкость предлагаемого способа ремонта очень высока вследствие тройного цикла формования заплаты.
оборота и прижимается к недоступной поверхности ремонтируемой панели с помощью пружинящей стальной пластины, которая и обеспечивает технологическое давление, необходимое для приклеивания изнутри монолитной панели опорного слоя заплаты. По-видимому, вследствие проблемы с герметичностью опорного слоя заплаты из-за отверстия для крепежного приспособления, процесс формования заплаты после приклеивания опорного слоя заплаты проводится в 3 этапа, первый из которых должен обеспечить герметичность донной части повреждения. Указанный способ ремонта имеет ряд существенных недостатков, в том числе: 1) состояние внутренней поверхности панели, недоступной для внешнего наблюдателя, к которой предполагается приклеивать опорный слой заплаты, неизвестно, и, соответственно, без специальной подготовки этой поверхности склеивание может не произойти; 2) при указанном способе установки опорного слоя возможно неправильное распределение клея на склеиваемой поверхности опорного слоям, что может существенно ухудшить характеристики клеевого соединения; 3) угол конуса углубления, вышлифовываемого для выкладки слоев заплаты, составляет в реальности около 1,5°, что обуславливает очень низкую эффективность от использования пружинящей прижимной пластины (деформация пружинящей пластины и, соответственно, величина давления на поверхность скоса минимальны); 4) трудоемкость предлагаемого способа ремонта очень высока вследствие тройного цикла формования заплаты.
Известен способ ремонта монолитных панелей из полимерных материалов с односторонним подходом к зоне повреждения (патент РФ №2176954 кл. В 29 С 73/10, 73/26).
В соответствии с этим способом определяют границы зоны повреждения, вырезают поврежденную зону с образованием сквозного отверстия, изготавливают накладку из последовательно наложенных друг на друга слоев клеевого препрега, при этом каждый последующий слой меньше предыдущего на величину нахлеста, а среднюю часть накладки, располагаемую в сквозном отверстии, предварительно отверждают путем нагрева и сжатия посредством тарированной струбцины вне ремонтной зоны, а при вклеивании накладки в зону повреждения ее укладывают минимальными слоями вниз, при этом края накладки, оставшиеся неотвержденными, выступающие за контур сквозного отверстия, укладывают на поверхность скоса отверстия зоны повреждения. Ремонт конструкции из композиционного материала описанным способом может осуществляться преимущественно под действием избыточного давления на ограниченном участке композитной панели, что может привести к ее механическому повреждению, кроме того, затруднен необходимостью надежной фиксации приспособления, обеспечивающего избыточное давление, на больших панелях, например, кессонах крыла самолета.
Технический результат настоящего изобретения состоит в том, чтобы избежать недостатков, упомянутых выше, и создать такую технологию, которая при относительной простоте реализации обеспечивала бы эффективный ремонт дефектов любых размеров на панелях из полимерных материалов большой толщины с использованием известных и широко применяемых технологических приемов, оборудования и оснастки.
Технический результат достигается за счет того, что в способе ремонта монолитных конструкций определяют границы повреждения и сквозного выреза, а также контур кругового несквозного ступенчатого углубления по краю сквозного выреза для последующего формования в несквозном ступенчатом углублении и в сквозном отверстии базового слоя заплаты, обеспечивающего герметичность донной части дефекта, состоящего из двух слоев ткани, пропитанной клеем и клеевой линзы между ними, выполненной из смеси клея и отдельных волокон ткани, причем из внешнего слоя ткани формируется основа герметичного слоя донной части повреждения, а второй слой ткани является основой для последующей выкладки компенсирующей ремонтной заплаты в коническом углублении, выполняемом в поврежденном участке обшивки.
Более подробно ремонт повреждения показан на чертежах, где:
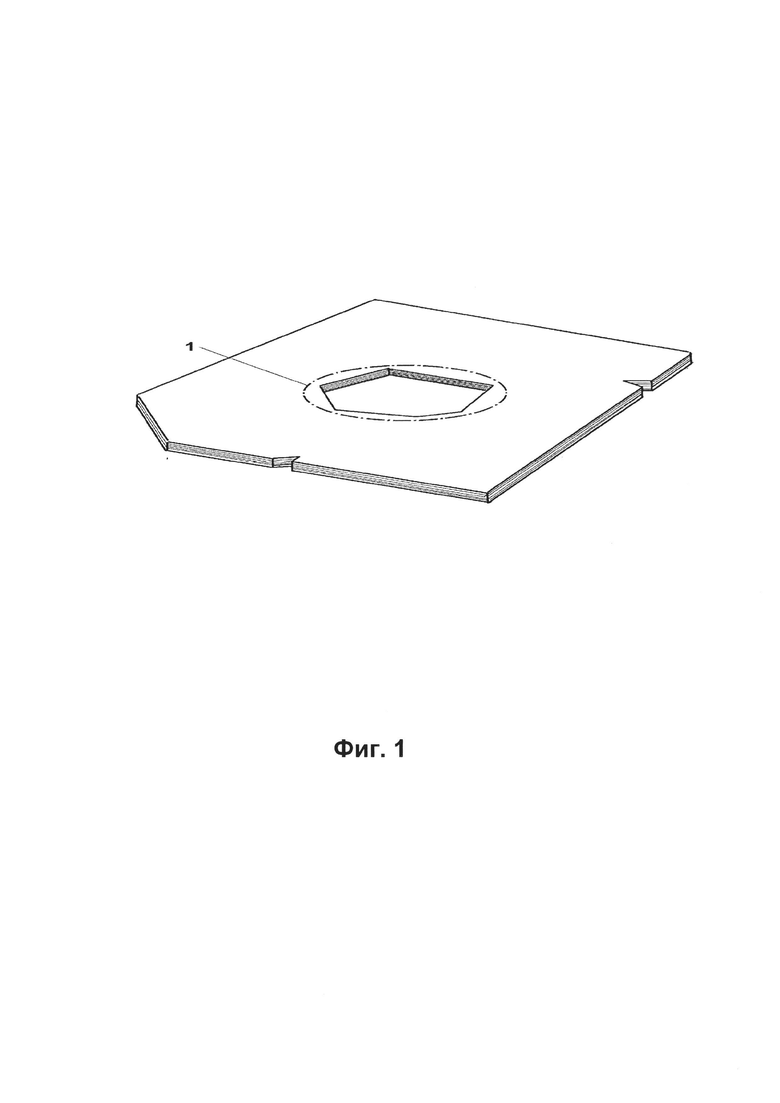
на фиг. 1 показан дефект и контур вырезки сквозного отверстия;
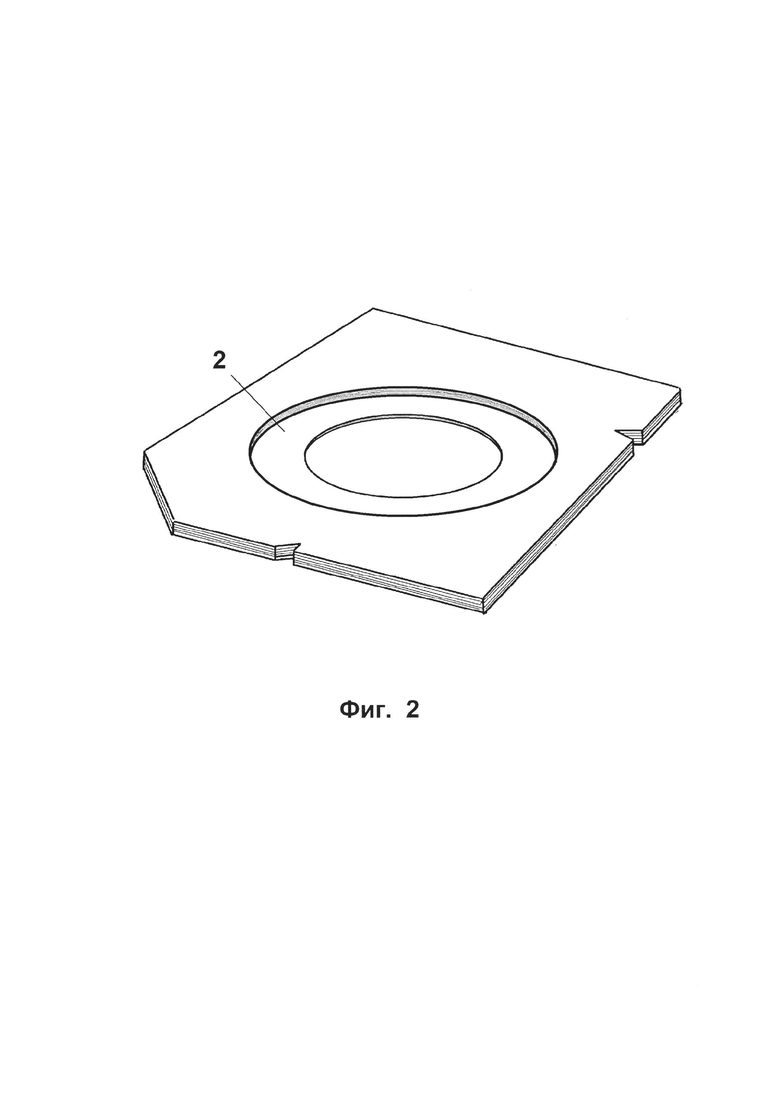
на фиг. 2 показано образование по периметру сквозного выреза ступенчатого углубления; выкладка в зоне повреждения слоя ткани,
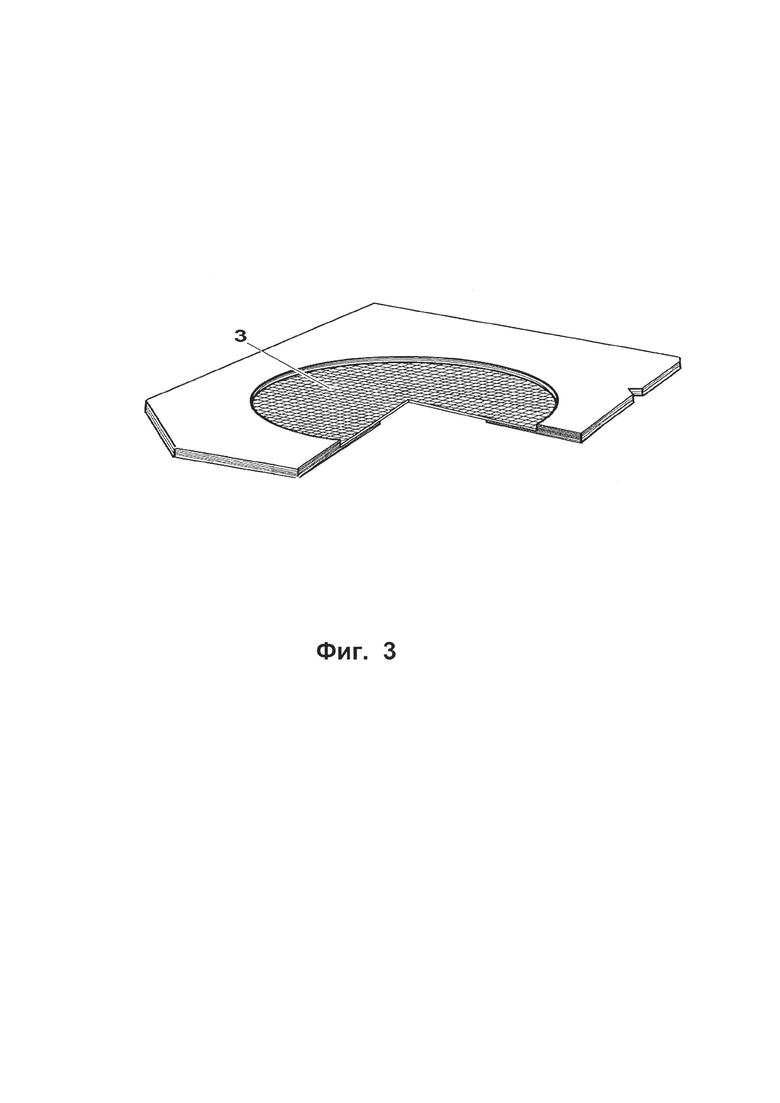
на фиг. 3 показана выкладка в ступенчатом углублении первой части базового слоя, а именно слоя ткани, являющегося основой герметичного слоя донной части повреждения;
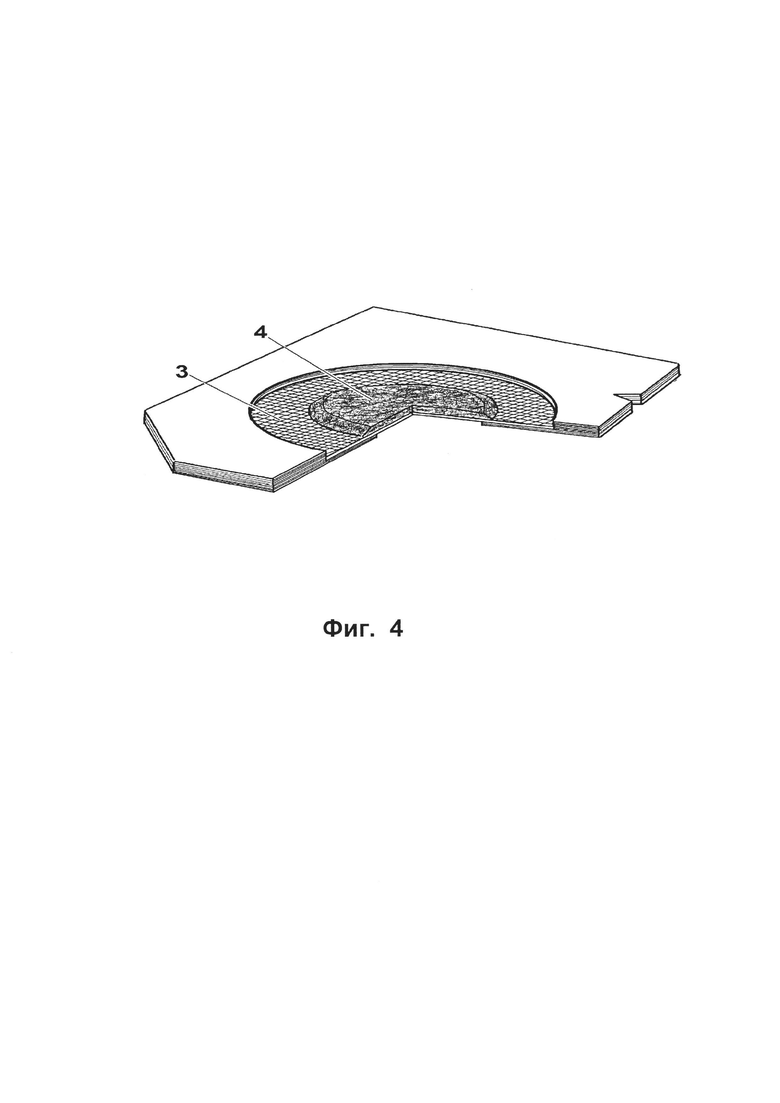
на фиг. 4 показано размещение на слое ткани, являющемся основой герметичного слоя донной части повреждения, клеевой линзы из смеси клея и рубленого волокна;
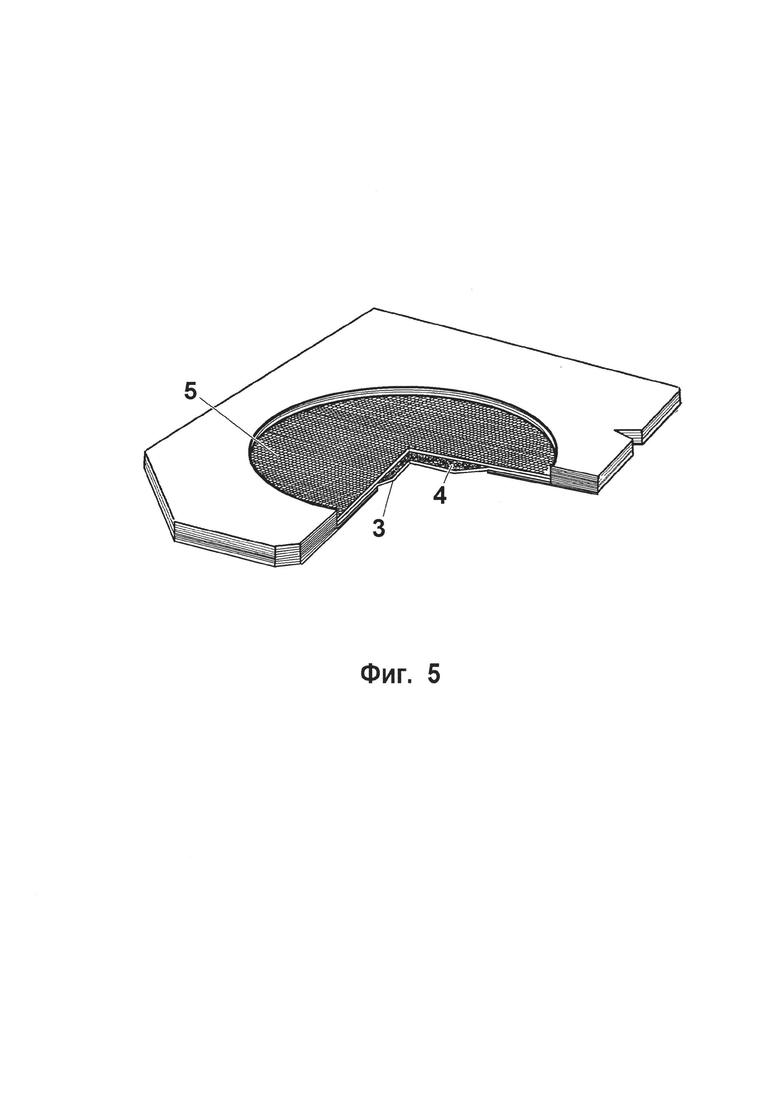
на фиг. 5 показано размещение на слое ткани, являющемся основой герметичного слоя донной части повреждения и клеевой линзе из смеси клея и волокна из ткани второго слоя ткани, пропитанной клеем, являющегося второй частью базового слоя заплаты;
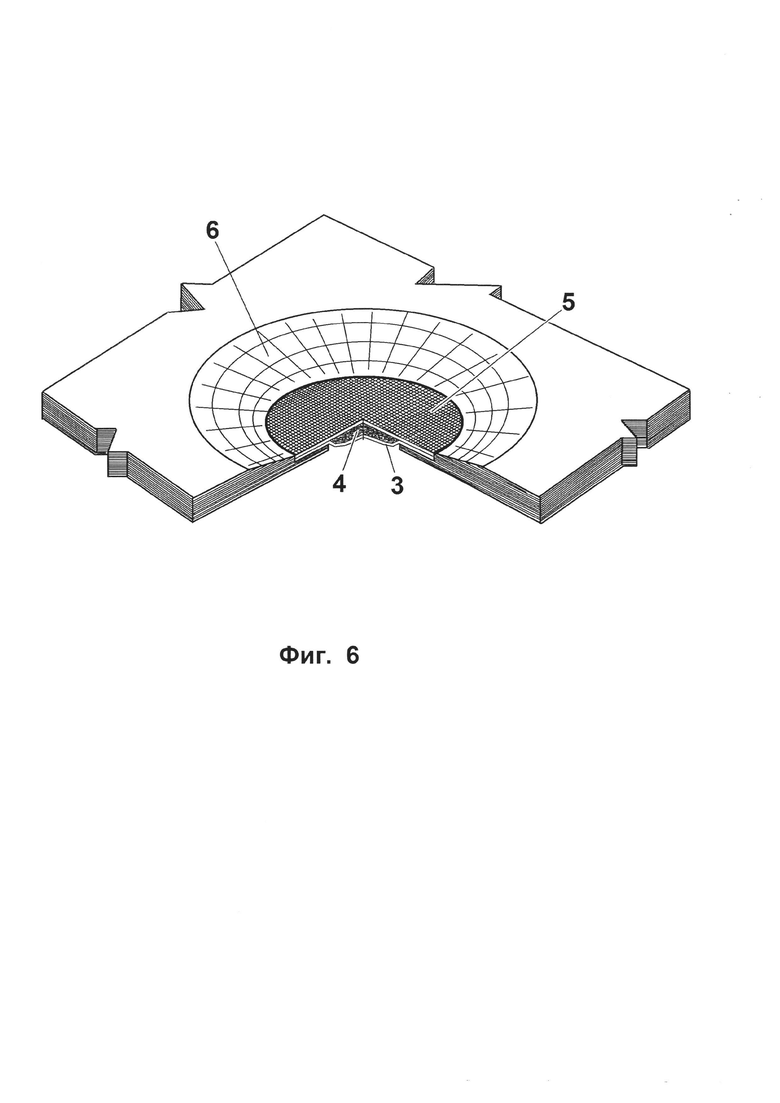
на фиг. 6 показано расположение в зоне повреждения конического углубления, выполняемого после отверждения базового слоя для сборки-выкладки слоев компенсирующей заплаты;
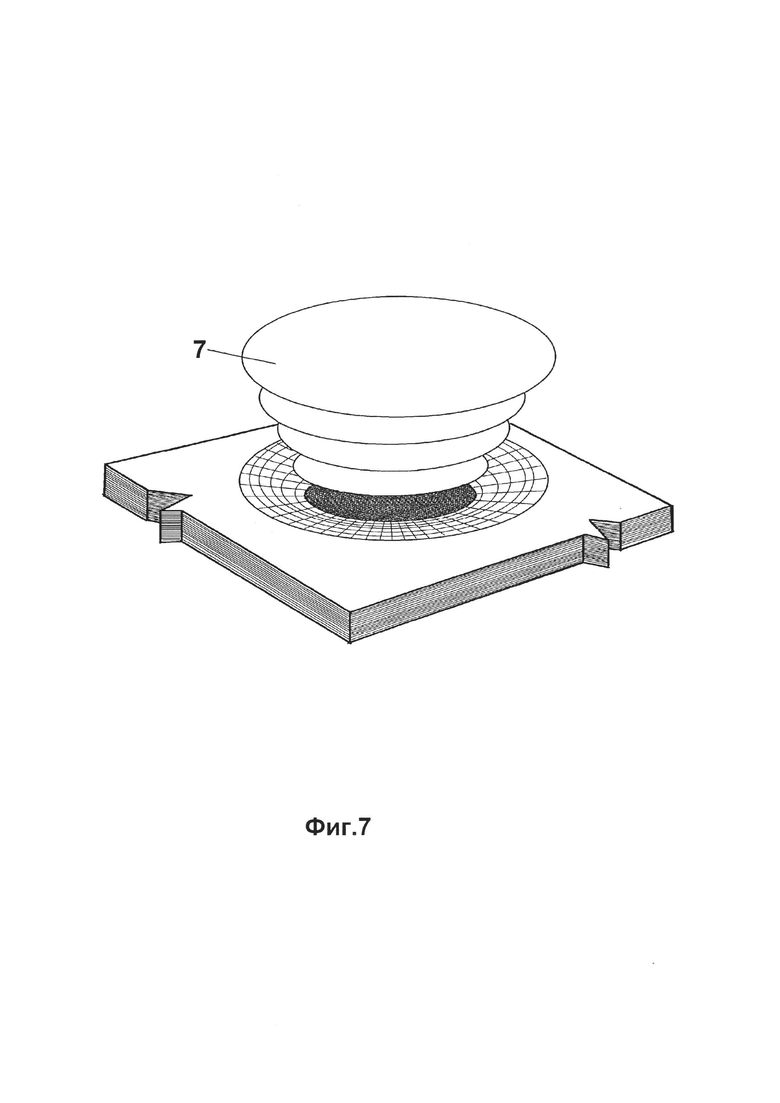
на фиг. 7 показано расположение слоев заплаты в коническом углублении в зоне повреждения;
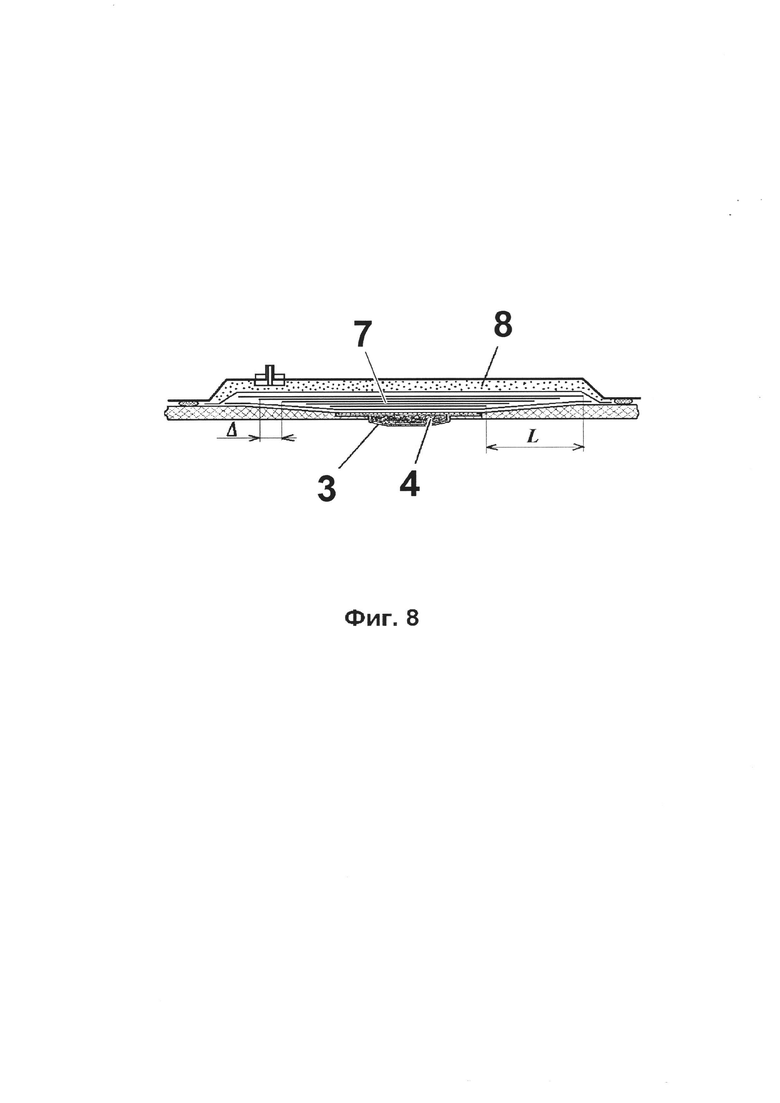
на фиг. 8 показан процесс отверждения слоев заплаты под действием вакуумного давления и нагрева (при необходимости) в вакуумном мешке.
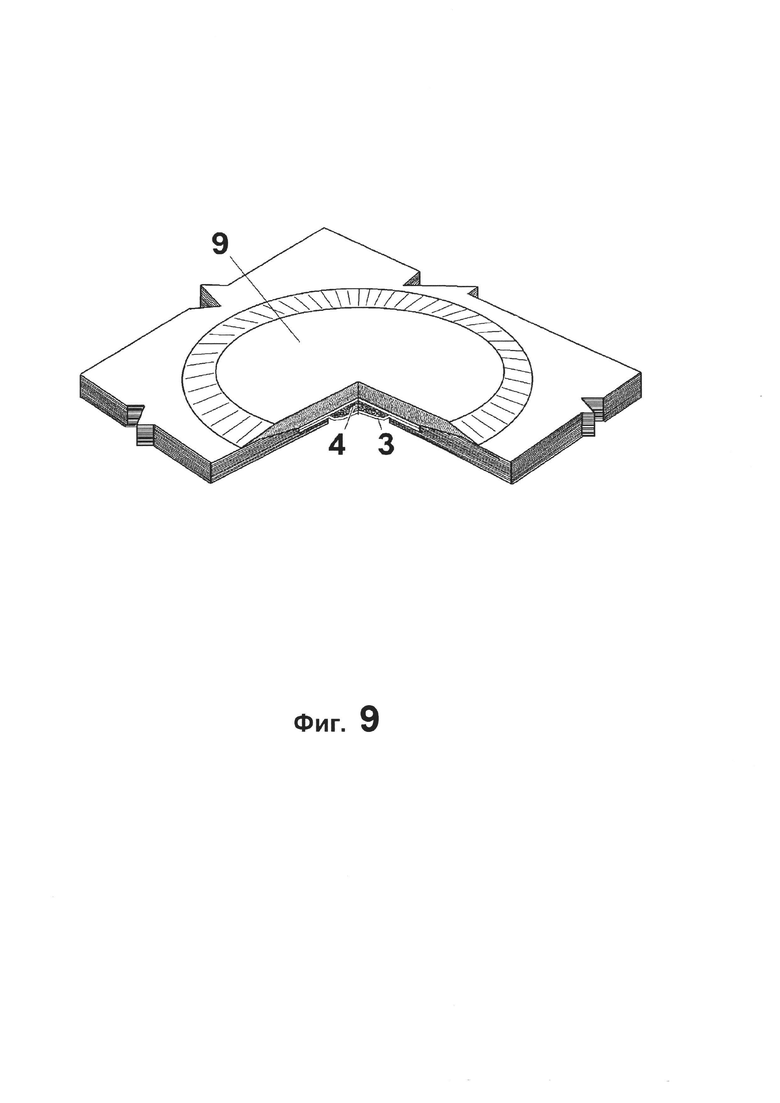
На фиг. 9 показана ремонтная заплата в окончательном виде, отформованная под вакуумным мешком.
Способ заключается в следующем.
Определяют границы 1 повреждения (фиг. 1), после чего в поврежденной зоне вырезают сквозное отверстие по намеченному контуру 1 (фиг. 2) с образованием вокруг отверстия ступенчатого углубления 2. По контуру ступенчатого углубления 2 (фиг. 3) укладывают слой ткани 3, пропитанный клеем, в средней части слоя 3 (фиг. 4) помещают клеевую линзу 4, поверх которой укладывают и выравнивают слой 5 (фиг. 5) компенсирующей заплаты, также пропитанный клеем. После отверждения клея, которым пропитаны слои ткани, составляющие базовый слой, вокруг ступенчатого углубления 2 вышлифовывают коническую поверхность 6 (фиг. 6) для сборки слоев 7 (фиг. 7), которые в последующем отверждают под вакуумным мешком 8 (фиг. 8) с целью получения компенсирующей заплаты 9 (фиг. 9).
Количество слоев n компенсирующей заплаты определяется соотношением
n=Нn/δм,
где Нn - толщина композитной панели в зоне повреждения;
δм - толщина монослоя заплаты без учета клея.
Величина нахлеста слоев заплаты Δ определяется соотношением
Δ=L/n,
где L - длина скоса конической выемки в зоне повреждения. Слои заплаты в коническую выемку выкладываются от меньшего к большему либо, при сборке заплаты вне зоны ремонта, слои заплаты выкладываются на разделительной пленке в обратном порядке от большего слоя к меньшему с учетом обеспечения заданной величины нахлеста Δ между слоями, после чего собранная заплата переворачивается и помещается в коническое углубление в зоне повреждения.
Реализация заявленного способа позволяет производить ремонт дефектов любых размеров с высокой эффективностью.
Предлагаемый способ ремонта изделий из полимерных материалов позволяет без демонтажа и вывода из строя объекта проводить ремонт с использованием известных, практически опробованных, технологических методов и средств. Способ обеспечивает сохранение эксплуатационных свойств монолитных конструкций и оптимальные прочностные характеристики отремонтированного участка поверхности изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ДЛИННОМЕРНЫХ ПОВРЕЖДЕНИЙ НЕГЕРМЕТИЧНЫХ КРУПНОГАБАРИТНЫХ КОНСТРУКЦИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2021 |
|
RU2756744C1 |
| СПОСОБ РЕМОНТА ТОНКОСТЕННЫХ КОНСТРУКЦИЙ | 2000 |
|
RU2181083C2 |
| СПОСОБ РЕМОНТА ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2000 |
|
RU2176954C1 |
| Способ клеевого ремонта аэродинамических поверхностей воздушных судов | 2020 |
|
RU2754706C1 |
| Способ ремонта крупногабаритных сотовых негерметичных конструкций из композиционных материалов | 2023 |
|
RU2815201C1 |
| ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ РЕМОНТА ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2089393C1 |
| Способ ремонта изделий из полимерных композиционных материалов | 2020 |
|
RU2740214C1 |
| Способ ремонта изделий из полимерных композиционных материалов | 2021 |
|
RU2793585C1 |
| СПОСОБ РЕМОНТА ВЫСОКОНАГРУЖЕННЫХ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1992 |
|
RU2039655C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И РЕМОНТА ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДВОЙНЫМ ПОВЕРХНОСТНО-ОРТОГОНАЛЬНЫМ ВАКУУМНО-ИНФУЗИОННЫМ ПРОЦЕССОМ (DSOVIM) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2833579C1 |
Изобретение относится к технологии ремонта изделий из полимерных композиционных материалов. Техническим результатом является обеспечение возможности ремонта указанных изделий из полимерных материалов без их демонтажа. Технический результат достигается способом ремонта монолитных изделий из полимерных композиционных материалов, при котором определяют границы зоны повреждения, вырезают поврежденную зону с образованием сквозного отверстия. Причем при подготовке зоны ремонта к установке слоев заплаты по краю сквозного отверстия выполняют ступенчатое углубление. По контуру ступенчатого углубления укладывают базовый слой, состоящий из ткани, пропитанной клеем, обеспечивающей герметичность донной части повреждения. В средней части ткани помещают клеевую линзу, выполненную из смеси клея и отдельных волокон ткани, и ткани, пропитанной клеем, представляющей собой первый слой компенсирующей заплаты, уложенной поверх клеевой линзы, с помощью которой выравнивают поверхность слоя компенсирующей заплаты, для последующего, после отверждения базового слоя, вышлифовывания конического углубления, в котором выкладываются слои компенсирующей заплаты, отверждаемые под вакуумным мешком. 9 ил.
Способ ремонта монолитных изделий из полимерных композиционных материалов, при котором определяют границы зоны повреждения, вырезают поврежденную зону с образованием сквозного отверстия, отличающийся тем, что при подготовке зоны ремонта к установке слоев заплаты по краю сквозного отверстия выполняют ступенчатое углубление, по контуру ступенчатого углубления укладывают базовый слой, состоящий из ткани, пропитанной клеем, обеспечивающей герметичность донной части повреждения, в средней части которой помещают клеевую линзу, выполненную из смеси клея и отдельных волокон ткани, и ткани, пропитанной клеем, представляющей собой первый слой компенсирующей заплаты, уложенной поверх клеевой линзы, с помощью которой выравнивают поверхность слоя компенсирующей заплаты, для последующего, после отверждения базового слоя, вышлифовывания конического углубления, в котором выкладываются слои компенсирующей заплаты, отверждаемые под вакуумным мешком.
| СПОСОБ РЕМОНТА ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2000 |
|
RU2176954C1 |
| МАГНИТНОЕ ЗАПИРАНИЕ ЗАТВОРА | 2013 |
|
RU2529921C1 |
| KR 1020160065941 A, 09.06.2016 | |||
| US 10213964 B2, 26.02.2019 | |||
| US 10302524 B2, 28.05.2019 | |||
| СПОСОБ РЕМОНТА ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2018 |
|
RU2694352C1 |

