Настоящее изобретение относится к способу и устройству для отбраковки дефектных плит из минерального волокна.
При производстве волокнистых плит из минеральной ваты полотно из волокон минеральной ваты формируется из минеральных волокон, образованных путем нагревания минерального материала в печи и последующего подвергания расплавленного минерального материала процессу прядения, в результате которого создаются минеральные волокна. На волокна наносят связующее и собирают их для формирования полотна из минерального волокнистого материала. Затем это полотно сушат в сушильной печи в непрерывной системе производства. Такой способ производства известен, например, из WO 95/20708.
Затем полотно обрезают и разрезают в продольном направлении (то есть в направлении перемещения полотна), а также в поперечном направлении. Края полотна также могут быть обрезаны, и на конвейере оказываются ряды смежных прямоугольных плит. Затем эти плиты передаются на операцию укладки, в ходе которой их укладывают и упаковывают.
Перед упаковкой плиты в каждом ряду проходят проверку качества, при которой плиты проверяют на наличие дефектов, и, если одна из плит в конкретном ряду является дефектной, весь ряд убирают из потока, обеспечивающего подачу на укладочное оборудование, поскольку укладочное оборудование требует подачи полных рядов смежных плит для выполнения надлежащей операции укладки. Плиты в ряду с одной или более дефектными плитами возвращают на переработку путем гранулирования и последующего повторного плавления материала в печи и, таким образом, используют повторно. Отрицательным аспектом такого подхода является то, что бездефектные плиты отбраковываются, если одна или более других плит в том же ряду содержит (содержат) дефекты.
При обычных размерах изготавливаемых плит из волокон минеральной ваты в каждом ряду содержатся три плиты, и при производстве может наблюдаться процент брака в 7% или даже до 12%. Хотя отбракованные плиты перерабатываются и поэтому материал не уходит в отходы, тем не менее существует потребность в уменьшении количества отбракованных плит, поскольку это повысит эффективность производства и снизит производственные затраты. Таким образом, техническая проблема, на решение которой направлено настоящее изобретение, состоит в уменьшении количества отбракованных плит для увеличения объема производства.
Эта техническая проблема решена согласно первому аспекту изобретения посредством способа отбраковки дефектных плит из минерального волокна в непрерывном процессе производства плит из минерального волокна, включающим в себя этапы, на которых:
обеспечивают непрерывный поток рядов из предварительно заданного числа плит из минерального волокна на первом конвейере с первым направлением перемещения,
исследуют каждую плиту в ряду на наличие дефектов,
перенаправляют одну или более дефектных плит на второй конвейер для дальнейшей обработки и переносят оставшиеся бездефектные плиты в ряд на третий конвейер, расположенный ниже по потоку от первого конвейера и имеющий третье направление перемещения; или, если в ряду не обнаружено дефектных плит, продолжают перемещение всего ряда на четвертый конвейер и затем на пятый конвейер, расположенные ниже по потоку от первого конвейера и имеющие то же направление перемещения, что и третий конвейер,
принимают неполный ряд бездефектных плит с третьего конвейера буферный стол, и
компонуют полный ряд из бездефектных плит, принятых на указанном буферном столе, и переносят указанный собранный полный ряд на пятый конвейер.
Благодаря изобретению эффективный процент брака может быть уменьшен, поскольку отделяются и отбраковываются только дефектные плиты, в то время как бездефектные плиты перегруппировываются в новый ряд на буферном столе и возвращаются в непрерывный поток рядов плит для упаковочной станции. Это достигается благодаря тому, что на буферном столе другой непрерывный поток рядов прерывается, при этом бездефектные плиты неполного ряда сохраняются на буферном столе и формируется новый ряд. Это увеличивает производительность производственной линии, при этом количество плит, подлежащих переработке, уменьшается. Тем самым повышается эффективность и рентабельность производственной линии плит из минеральной ваты.
Предпочтительно, чтобы этап компоновки полного ряда на буферном столе содержал применение поперечной приемной линии и сборочной линии, параллельной приемной линии, при этом указанный этап компоновки включает в себя перестановку принятых бездефектных плит в направлении перпендикулярном направлению потока в поперечной приемной линии и последующий перенос одной или более бездефектных плит на сборочную линию. Кроме того, буферный стол выполнен с возможностью вмещать по меньшей мере одну дополнительную плиту сверх предварительно заданного количества плит в ряду, так что приемная линия и сборочная линия содержат по меньшей мере одно положение для дополнительной плиты.
Предпочтительно, положение (положения) бездефектной плиты (бездефектных плит), принятой (принятых) на приемной линии буферного стола является (являются) известным (известными).
Согласно предпочтительному варианту осуществления положение (положения) плит, принятых на приемной линии буферного стола, регистрируется в блоке управления, выполненном с возможностью сравнения положения по меньшей мере одной плиты на сборочной линии с выявленным положением (положениями) и поперечного смещения положения принятой плиты (принятых плит) на приемной линии для расположения плиты (плит) в сборочной линии в еще незанятом (незанятых) положении (положениях) на ней.
В предпочтительном варианте осуществления изобретения первый передаточный конвейер расположен между первым конвейером и вторым и третьим конвейерами. Этот первый передаточный конвейер имеет отдельно перемещаемые передаточные конвейеры, расположенные смежно друг с другом и соответствующие предварительно заданному числу плит в ряду, так что обеспечивается перенаправление дефектных плит на второй конвейер и перенос бездефектных плит на третий конвейер. В настоящем предпочтительном варианте осуществления второй конвейер, принимающий дефектные плиты, расположен над третьим конвейером. Благодаря отдельно перемещаемым передаточным конвейерам дефектные, а также бездефектные, плиты в конкретном ряду могут быть перенесены путем непрерывного перемещения без нарушения потока в конвейерной системе.
Кроме того, третий конвейер предпочтительно выполнен с возможностью перемещения из первого положения для доставки бездефектных плит на буферный стол и второго положения для доставки полного ряда бездефектных плит на четвертый конвейер. В настоящем предпочтительном варианте осуществления этот четвертый конвейер расположен в виде обходного пути на уровне над буферным столом, где ряды плит продолжают непрерывно перемещаться на четвертом конвейере.
В настоящем предпочтительном варианте осуществления в каждом ряду находятся три плиты из минерального волокна. Однако понятно, что предварительно заданное число плит в рядах может быть любым другим числом, например, два, четыре, пять или даже больше.
В варианте осуществления изобретения этап исследования включает в себя визуальное исследование посредством одного или более датчиков. Предпочтительно исследование на наличие по меньшей мере двух типов дефектов из следующих дефектов: дефекты материала, недостаточный размер или наличие плит с не полностью отвержденным связующим.
Это предпочтительно, поскольку дефектные плиты затем могут быть дополнительно разделены и направлены для дальнейшей обработки в зависимости от типа обнаруженного дефекта, поскольку дополнительная обработка дефектных плит предпочтительно может включать в себя сортировку плит в соответствии с типами дефектов.
Согласно второму аспекту изобретения предложено устройство для отбраковки плит из минерального волокна в непрерывном процессе производства плит из минерального волокна, при этом указанное устройство содержит:
первый конвейер с первым направлением перемещения, переносящий непрерывный поток рядов, состоящих из предварительно заданного числа плит из минерального волокна,
один или более датчиков, выявляющих дефекты в каждой из плит в ряду,
второй конвейер для приема одной или более дефектных плит, перенаправляемых для дальнейшей обработки, и
третий конвейер, выполненный с возможностью приема оставшихся бездефектных плит в неполном ряду, при этом указанный третий конвейер расположен ниже по потоку от первого конвейера и имеет третье направление перемещения,
четвертый конвейер, расположенный ниже по потоку от первого конвейера и имеющий то же направление перемещения, что и третий конвейер, при этом указанный четвертый конвейер выполнен с возможностью приема полного ряда с бездефектными плитами и переноса указанного ряда бездефектных плит на пятый конвейер, и
буферный стол для приема неполного ряда бездефектных плит с третьего конвейера, на котором выполняют компоновку полного ряда из плит, принятых на указанном буферном столе с переносом указанного скомпонованного полного ряда бездефектных плит на пятый конвейер.
Таким образом, предложена система отбраковки отдельных плит, осуществляющая описанный выше способ. Устройство обеспечивает снижение эффективного процента брака, поскольку из потока продуктов отделяются и отбраковываются только дефектные плиты, в то время как все бездефектные плиты перегруппировываются в новый ряд на буферном столе и возвращаются в непрерывный поток рядов плит для упаковочной станции. Это увеличивает производительность производственной линии, при этом количество плит, подлежащих переработке, уменьшается Тем самым повышается эффективность и рентабельность производственной линии для плит из минеральной ваты.
Далее изобретение описано более подробно со ссылкой на прилагаемые чертежи, на которых:
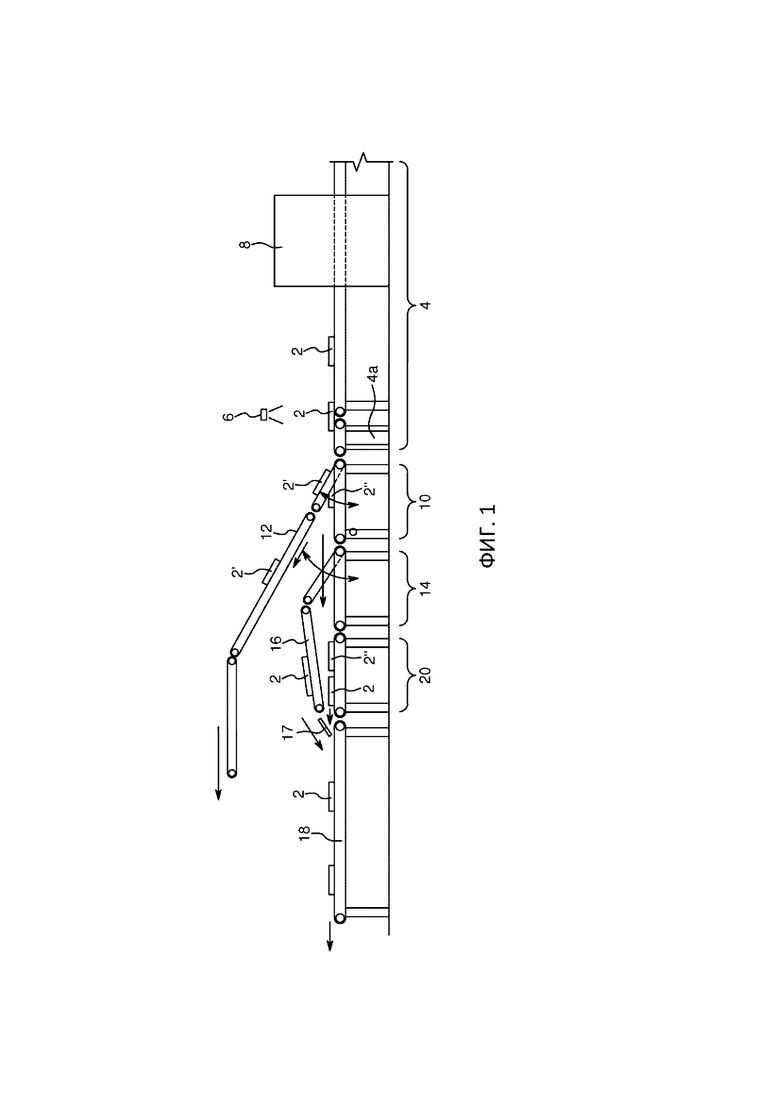
Фиг. 1 представляет собой схематический вид сбоку сортировочной секции производственной линии для производства плит из волокон минеральной ваты;
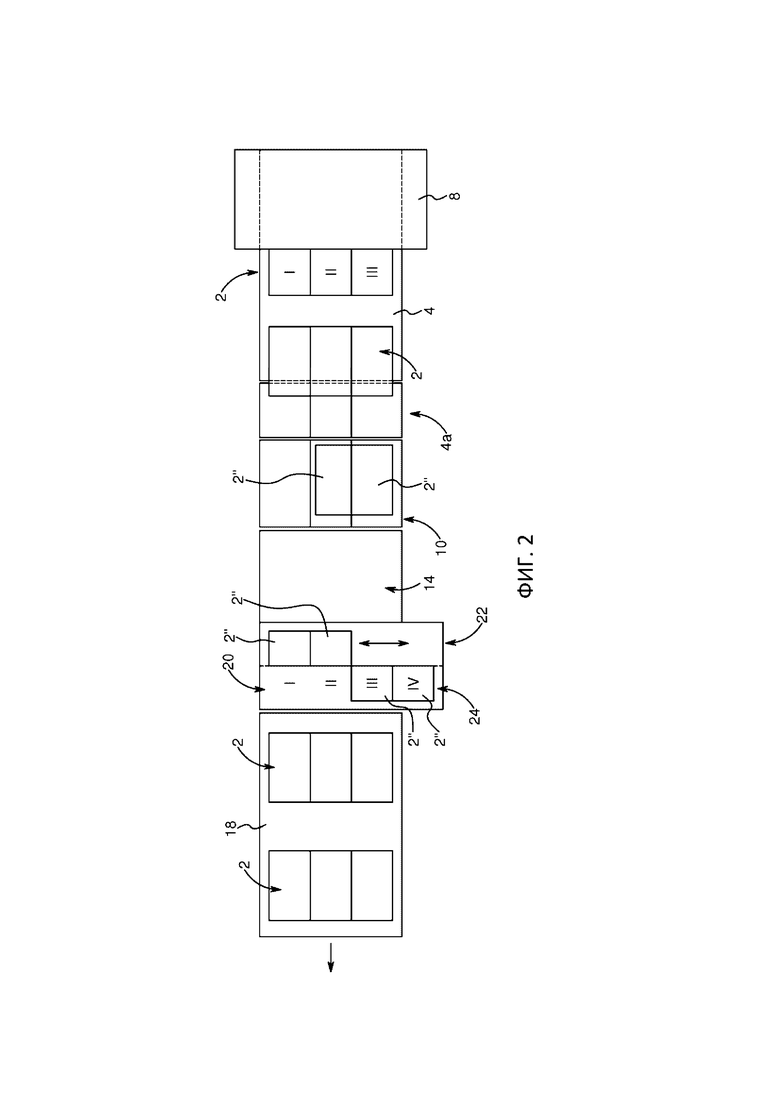
Фиг. 2 представляет собой вид сверху сортировочной секции производственной линии для производства плит из волокон минеральной ваты;
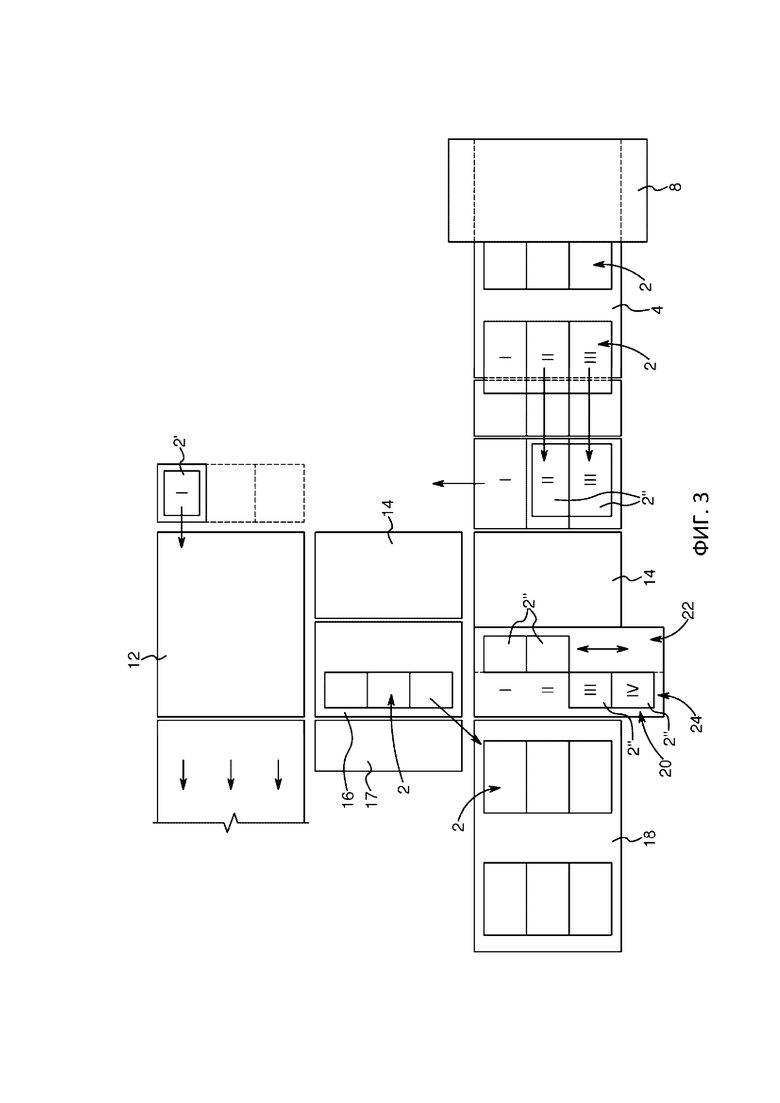
Фиг. 3 представляет собой вид сверху в разобранном виде сортировочной секции, показанной на фиг. 1 и 2, иллюстрирующий каждый уровень конвейерных систем;
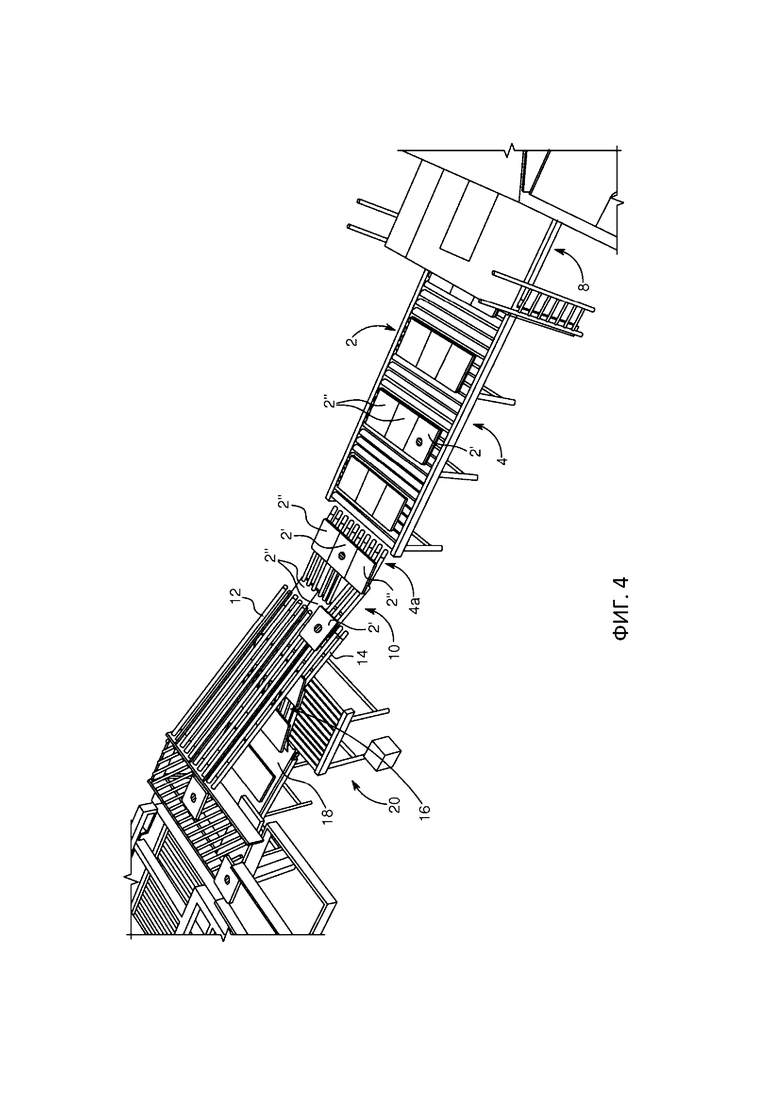
Фиг. 4-8 представляют собой виды в аксонометрии сортировочной секции производственной линии, когда ряды плит проходят через сортировочную секцию согласно изобретению.
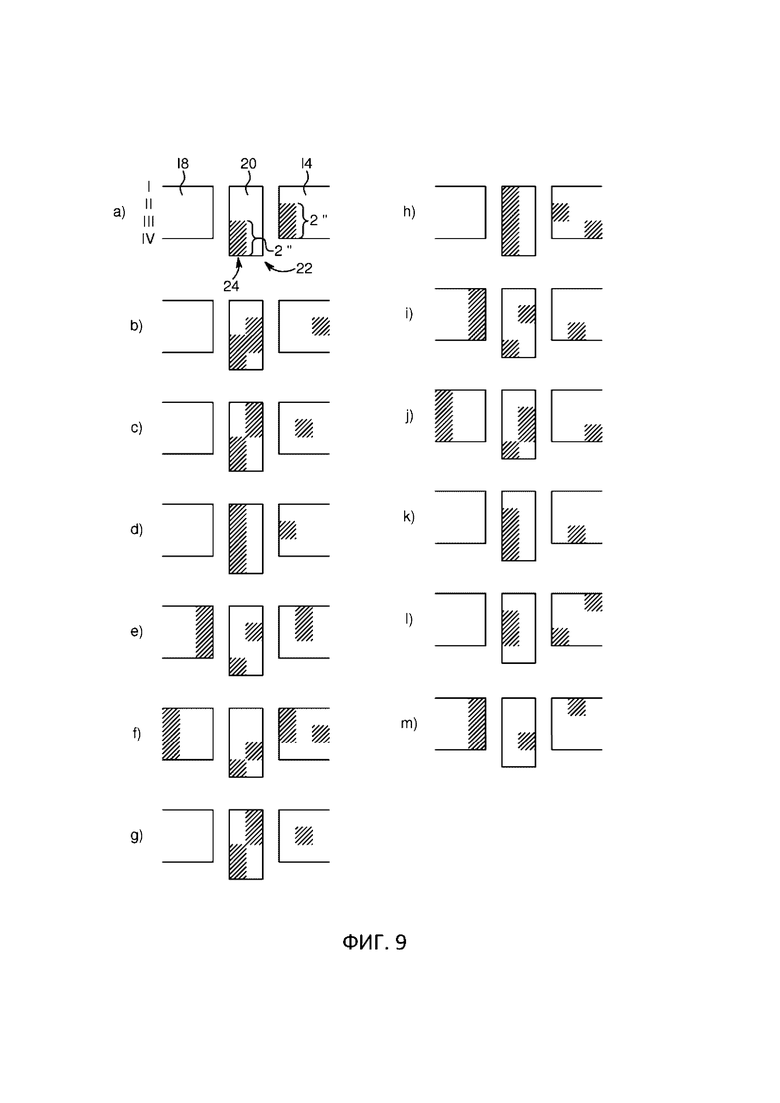
На фиг. 9 а)-9 m) схематически показано, как выполняют сортировку на буферном столе в устройстве и способе согласно изобретению.
Как показано на фиг. 1 и 2, ряды плит 2 из минеральной ваты расположены на первом конвейере 4 и получены в процессе формования с применением сушильной печи и режущих устройств 8, на производственной линии. Каждый ряд плит 2 в показанном варианте осуществления содержит три смежные плиты 2 (см. фиг. 2: I; II; III). Ряды плит 2 непрерывным образом проходят по конвейеру 4. При этом, каждый ряд 2 отделен предварительно заданным промежутком.
На первом конвейере 4 ряды плит 2 обнаруживаются сканирующим оборудованием 6, расположенным на нижнем по потоку конце 4а первого конвейера 4. Каждая плита 2 исследуется на наличие дефектов посредством сканирующего оборудования 6. Данные обнаружения плит 2, 2', 2'' регистрируются в системе управления (не показана) и дефектные плиты 2' перенаправляются с помощью передаточного конвейера 10, который, как показано на фиг. 2, содержит три смежных поворотных конвейера. Одна или более дефектных плит 2' в ряду направляются на второй конвейер 12, при этом бездефектные плиты 2'' затем переносятся на третий конвейер 14 ниже по потоку от передаточного конвейера 10.
Третий конвейер 14 расположен с возможностью поворота так, что, если на третий конвейер 14 поступает целый ряд бездефектных плит 2'', конвейер поворачивается вверх для направления полного ряда 2 бездефектных плит 2'' на четвертый конвейер 16. С четвертого конвейера 16, который представляет собой мостовой путь для полных рядов 2 над буферным столом 20, ряды плит 2, потенциально через спускной желоб 17, доставляются на пятый конвейер 18.
Поток плит от первого до пятого конвейера 4, 10, 14, 16, 18 проходит непрерывным образом с предварительно заданной скоростью потока.
Если ряд, поступающий на третий конвейер 14, является неполным, но вместо этого содержит одну или две бездефектные плиты 2'', эти бездефектные плиты 2'' переносятся на буферный стол 20, где плиты 2'' из неполных рядов повторно компонуются в полные ряды 2. Когда полный ряд плит 2 повторно скомпонован, ряд 2 переносится на пятый конвейер 18.
Этот буферный стол 20 включает в себя две параллельные поперечные линии 22, 24, каждая с четырьмя боковыми положениями I, II, III, IV (см. фиг. 2), где первые три положения соответствуют трем боковым положениям в рядах на конвейерах 4, 10, 14. Положение или положения бездефектных плит 2'', поступающих на приемную линию 22, является (являются) известными. На сборочной линии 24, которая находится ниже по потоку в направлении конвейера приемной линии 22, уже могут находится одна или более плит 2'' и их положение (положения) известно (известны). Поступающие плиты 2'' на приемной линии 22 могут переноситься вбок, т.е. в боковом направлении относительно направления конвейеров, так что плиты 2'' на приемной линии 22 переводятся в боковое положение, соответствующее свободному положению на сборочной линии 24. Предпочтительно плиты 2'' на сборочной линии 24 также могут быть перемещены в боковом направлении, так чтобы обеспечить свободные (не занятые) положения для поступающих плит 2''. Плита или плиты 2'' приемной линии затем направляется (направляются) на сборочную линию 24 для формирования полного ряда плит 2''. Когда повторно скомпонованный полный ряд плит 2 сформирован на буферном столе 20, ряд переносится на пятый конвейер 18 для дальнейшей обработки.
Пример этапов для формирования полного ряда 2 из бездефектных плит 2'' последовательно показан на фиг. 9, где а)-m), где схематически показано, как плиты 2'' принимаются на буферном столе 20 с третьего конвейера 14, переносятся в боковом направлении и направляются на буферный стол 20 и затем дополнительно переносятся на пятый конвейер 18.
На фиг. 3 схематично показаны уровни расположения конвейеров, показанные на фиг. 1, со вторым конвейером 12, который находится сверху на чертеже, при этом ниже находится третий конвейер 14, а «основной путь потока» с буферным столом 20 показан в самой нижней секции фиг. 3. Перенос плит 2', 2'' осуществляется с первого конвейера 4 на второй конвейер 12 или на третий конвейер 14 и затем либо на буферный стол 20, либо на четвертый конвейер 16, после чего полные ряды 2 бездефектных плит 2'' располагаются на пятом конвейере 18 и передаются дальше для дальнейшей обработки, такой как укладка и упаковка.
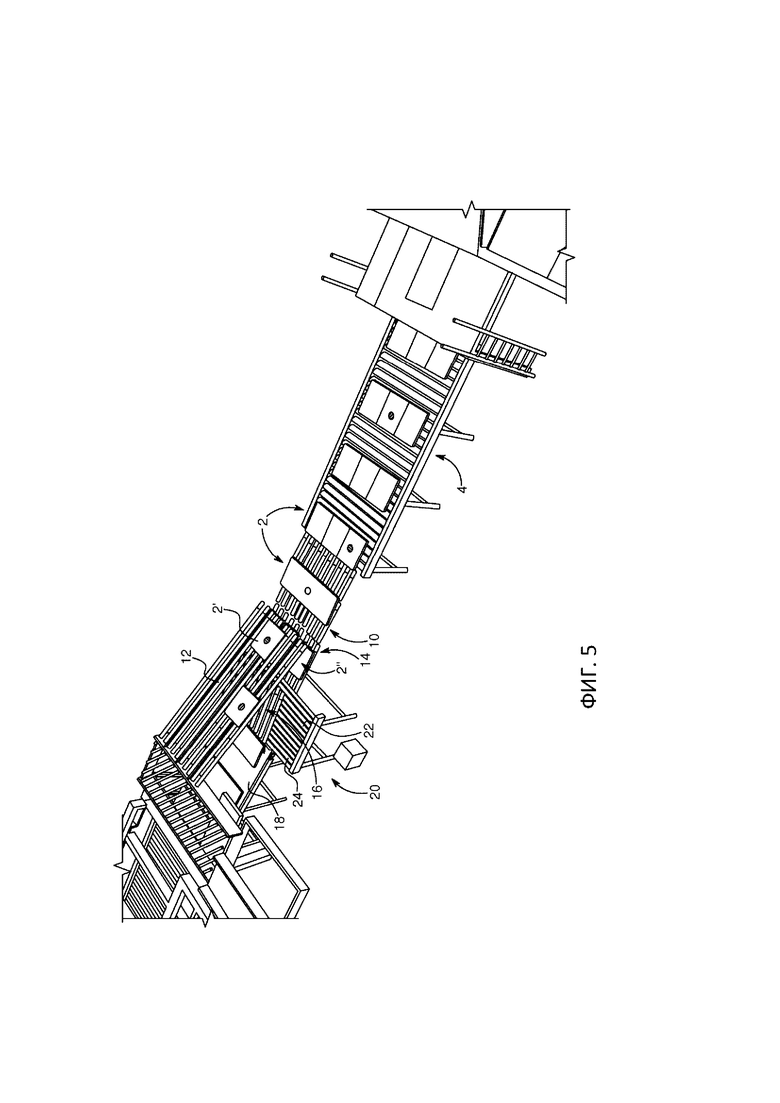
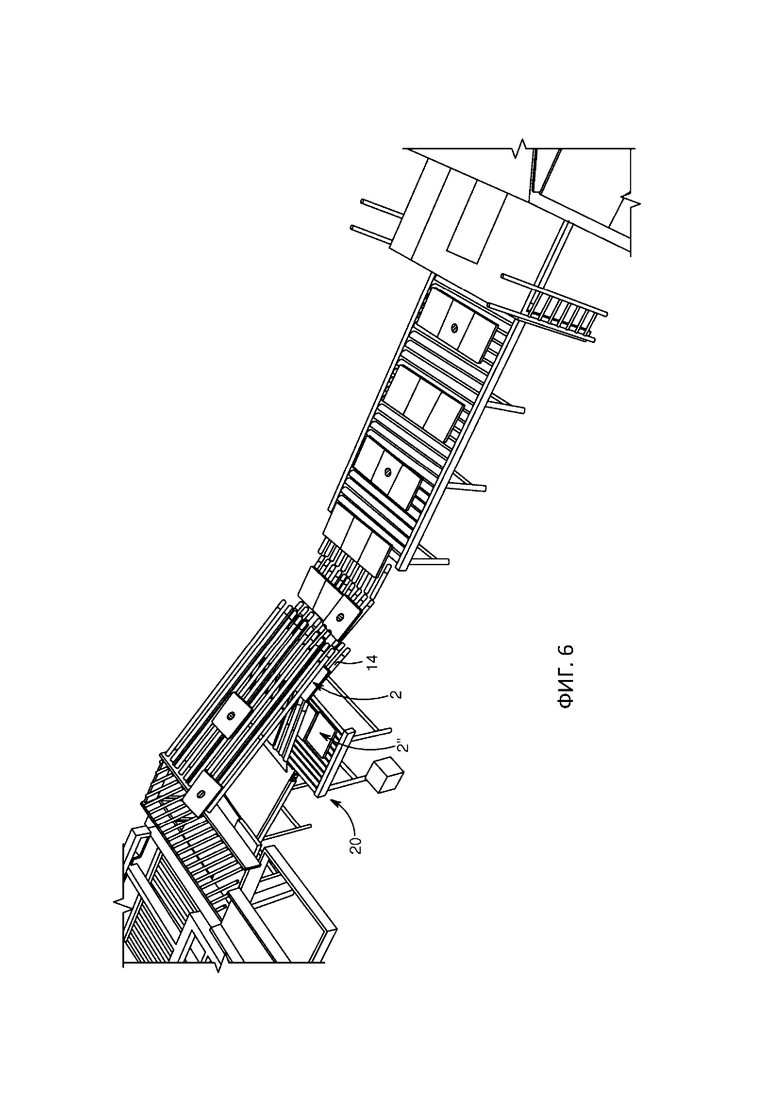
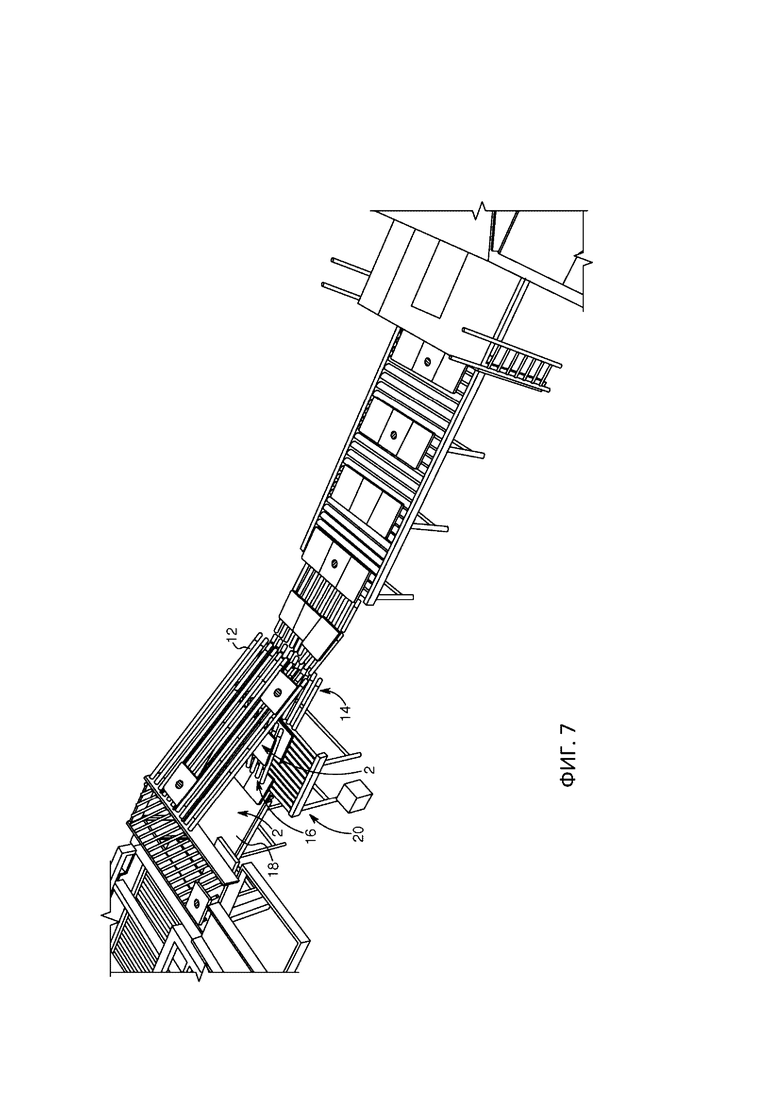
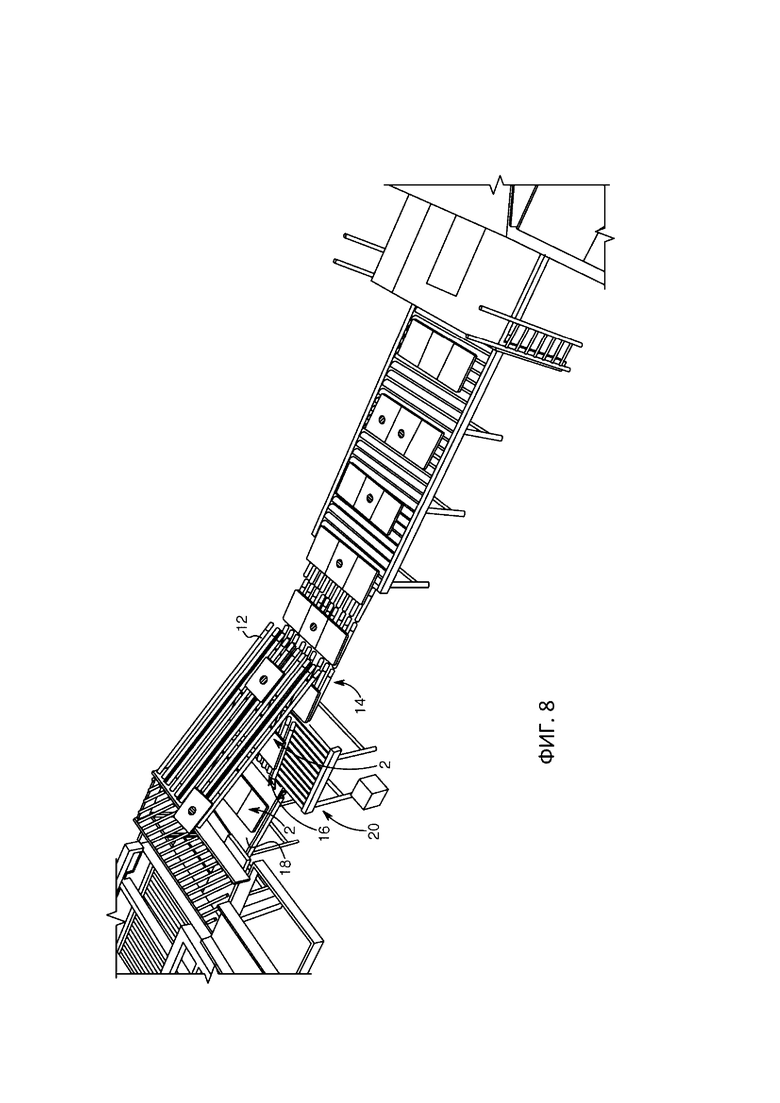
На фиг. 4-8 в аксонометрии показаны некоторые схематичные изображения варианта осуществления настоящего изобретения, иллюстрирующие сортировочную секцию производственной линии, производящей панели или плиты из волокон минеральной ваты. Ряды плит 2 непрерывным потоком проходят через сортировочную секцию. В настоящем варианте осуществления ряды плит 2 состоят из трех плит, но могут состоять из другого количества в зависимости от ширины полотна из волокон минеральной ваты, произведенного в верхней по потоку части производственной линии (не показана) и от предварительно заданной (стандартной) ширины плит.
Ряды плит 2 выходят из рабочей станции, такой как сушильная печь и режущие устройства 8, выше по потоку от сортировочной секции производственной линии. Ряды плит 2 были разрезаны на плиты и разделены на отдельные ряды плит 2 в процессе выше по потоку. Плиты в каждом ряду сканируются на наличие дефектов посредством сканирующего оборудования 6 (см. рис. 1), при этом положения дефектных плит 2', а также положения бездефектных плит 2'' записываются, в то время как плиты направляются на первый конвейер 4.
В настоящем варианте осуществления первый конвейер 4 представляет собой роликовый конвейер, где ряды плит транспортируются в направлении нижнего по потоку конца 4а первого конвейера 4 (т.е. справа налево на фигурах 4-8). На нижнем по потоку конце 4а первый конвейер может иметь три смежных конвейера, соответствующих положениям трех плит в рядах. Ниже по потоку от первого конвейера 4 предусмотрен передаточный конвейер 10. Этот передаточный конвейер состоит из трех смежных, по отдельности поворачиваемых, конвейеров, соответствующих положениям плит в рядах, так что каждая плита в ряду плит 2 принимается каждым передаточным конвейером 10. Как показано на фиг. 4, дефектная плита 2', которая расположена в левом положении в ряду плит, поворачивается вверх и переносится на второй конвейер 12, в то время как две другие бездефектные плиты 2'' (т.е. плиты в среднем и правом положениях в ряду) транспортируются передаточным конвейером 10 с конвейерами в самом нижнем положении далее к третьему конвейеру 14, который расположен под вторым конвейером 12.
Как показано на фиг. 4-8, дефектные плиты 2', перенесенные на второй конвейер 12, могут быть перенесены дальше для переработки или другой обработки. В конкретном варианте осуществления детекторы, сканирующие ряд плит 2, могут быть выполнены с возможностью обнаружения различных видов дефектов, таких как неотвержденный материал и дефектный материал или размеры. Со второго конвейера 12 дефектные плиты 2' могут быть транспортированы либо для дополнительного отверждения, либо для переработки.
Бездефектные плиты 2'' принимаются на третьем конвейере 14, который также отдельно поворачивается между самым нижним горизонтальным положением для направления бездефектных плит 2'' на буферный стол 20 или самым верхним положением для направления полного ряда бездефектных плит 2'' на четвертый конвейер 16.
Если на третий конвейер 14 поступает неполный ряд бездефектных плит 2'' (как показано на фиг. 5), третий конвейер 14 удерживается в нижнем (горизонтальном) положении, а бездефектная плита или плиты 2'' направляются на буферный стол 20.
Как показано на фиг. 6-8, когда на третий конвейер 14 поступает полный ряд бездефектных плит 2, ряд бездефектных плит 2 поворачивается вверх (фиг. 6) и полный ряд 2 подается на четвертый конвейер 16. (фиг. 7 и 8). С четвертого конвейера 16 ряды бездефектных плит 2 направляются на пятый конвейер 18, который расположен ниже по потоку от буферного стола 20. Чтобы плиты сохраняли свои положения в рядах, может быть предусмотрен спускной желоб 17, так чтобы ряд плит 2 плавно опускался на пятый конвейер 18.
Одна или две бездефектные плиты 2'' в их исходном положении (положениях) в ряду доставляется /доставляются на буферный стол 20. Буферный стол вытянут вбок, так что он содержит по меньшей мере одно дополнительное положение IV относительно числа плит в ряду плит 2. Плиты 2, 2', 2'' непрерывным потоком проходят через первый, второй или третий и четвертый конвейеры 4, 10, 14, 16, но, когда плиты 2" поступают на буферный стол 20, поток прерывается. Плиты 2" принимаются на приемной линии 22 на буферном столе 20.
Способ сортировки, выполняемый на буферном столе 20, схематично показан на фиг. 9 а)-9 m).
Положение (положения) принятых бездефектных плит 2'' известно (известны) в системе управления, при этом плиты 2'' могут перемещаться вбок, см., например, фиг. 9 b)-9 с), а затем направляются на сборочную линию 24, которая находится ниже по потоку (относительно общего направления потока) от приемной линии 22 буферного стола 20. Плиты 2'', поступающие с третьего конвейера 14 на фиг. 9 а), принимаются на приемной линии 22 буферного стола (фиг. 9 b)) и затем перемещаются вбок (см. фиг. 9 с)) для соответствия свободным положениям на сборочной линии 24, и затем плиты 2" направляются дальше на свободные положения на сборочной линии 24 (рис. 9 d)). Таким образом, полный ряд бездефектных плит 2'' повторно компонуется и затем ряд плит 2 переносится с буферного стола 20 на пятый конвейер 18 между полными рядами плит 2, доставленных на пятый конвейер 18 с четвертого конвейера 16.
Как показано на фиг. 9 е), бездефектная плита 2'' остается на сборочной линии 24 буферного стола 20, и затем может продолжаться следующая сборка или повторная компоновка ряда плит 2, как показано на фиг. 9 f)-9 m).
С помощью этого процесса параллельной сортировки на буферном столе 20 обеспечивается направление в процесс упаковки (не показан) только полных рядов плит 2 дальше вниз по потоку от сортировочного блока на производственной линии. Это предпочтительно, поскольку для процесса упаковки требуются полные ряды для выполнения укладки плит.
Выше описан предпочтительный вариант осуществления изобретения. Однако очевидно, что могут быть предусмотрены варианты и эквивалентные решения без выхода за пределы объема правовой охраны изобретения, определяемого прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ, СПОСОБ КОНТРОЛЯ И ПЕРЕДАЧИ ИНФОРМАЦИИ, СПОСОБ ИЗГОТОВЛЕНИЯ, ВКЛЮЧАЮЩИЙ СПОСОБ КОНТРОЛЯ, УСТРОЙСТВО КОНТРОЛЯ И ПРОИЗВОДСТВЕННАЯ УСТАНОВКА | 2017 |
|
RU2727913C1 |
| ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АВТОМОБИЛЕЙ | 2009 |
|
RU2489299C2 |
| СПОСОБ СОРТИРОВКИ И СОРТИРОВОЧНОЕ УСТРОЙСТВО ДЛЯ СОРТИРОВКИ ПЛАСТИНЧАТЫХ ИЗДЕЛИЙ, ПРЕДПОЧТИТЕЛЬНО ЗАГОТОВОК СТЕКЛЯННЫХ ЛИСТОВ, СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ЗАГОТОВОК СТЕКЛЯННЫХ ЛИСТОВ С ПОМОЩЬЮ СОРТИРОВОЧНОГО УСТРОЙСТВА ПОДОБНОГО ТИПА | 2019 |
|
RU2758733C1 |
| АППАРАТ ДЛЯ ОБРАБОТКИ МАТА ИЗ МИНЕРАЛЬНОГО ВОЛОКНА ПОСРЕДСТВОМ ОБНАРУЖЕНИЯ И УДАЛЕНИЯ ЛОКАЛИЗОВАННЫХ ДЕФЕКТОВ И СООТВЕТСТВУЮЩИЙ СПОСОБ | 2017 |
|
RU2736925C2 |
| Способ сортировки коконов | 1989 |
|
SU1807103A1 |
| Полуавтоматическая линия для окончательной обработки, сборки и контроля блок-картеров двух типоразмеров двигателей внутреннего сгорания | 1973 |
|
SU443745A1 |
| Устройство системы потокового поэкземплярного контроля качества и сортировки единичных изделий в виде плоских многоугольников правильной формы | 2022 |
|
RU2784322C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТВЕРЖДЕННОГО НЕТКАНОГО ПОЛОТНА ИЗ МИНЕРАЛЬНОГО ВОЛОКНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2152489C1 |
| УСТРОЙСТВО И СПОСОБ НЕПРЕРЫВНОГО ФОРМИРОВАНИЯ БЕЗДЕФЕКТНОГО ТРАНСПОРТИРУЮЩЕГО ПОЛОТНА | 2006 |
|
RU2431243C2 |
| СПОСОБ И УСТРОЙСТВО КОНТРОЛЯ ШИН В ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССЕ И УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ШИН ДЛЯ ТРАНСПОРТНЫХ СРЕДСТВ | 2016 |
|
RU2705443C2 |
Группа изобретений относится к способу и устройству для отбраковки дефектных плит из минерального волокна в непрерывном процессе производства плит из минерального волокна. Способ включает в себя этапы, на которых обеспечивают непрерывный поток рядов из предварительно заданного числа плит из минерального волокна на первом конвейере с первым направлением перемещения. При этом обеспечивают обнаружение дефектов в каждой из плит в ряду; обеспечивают перенаправление одной или более дефектных плит на второй конвейер для дальнейшей обработки и перенос оставшихся бездефектных плит в ряд на третий конвейер, расположенный ниже по потоку от первого конвейера и имеющий третье направление перемещения. Если в ряду не обнаружено дефектных плит, обеспечивают продолжение перемещения всего ряда на четвертый конвейер и затем на пятый конвейер, оба расположенные ниже по потоку от первого конвейера и имеющие то же направление перемещения, что и третий конвейер; обеспечивают прием неполного ряда бездефектных плит с третьего конвейера на буферном столе и компоновку полного ряда из бездефектных плит, принятых на указанном буферном столе, и обеспечивают перенос скомпонованного полного ряда на пятый конвейер. Изобретения направлены на уменьшение количества отбракованных плит для увеличения объема производства. 2 н. и 16 з.п. ф-лы, 9 ил.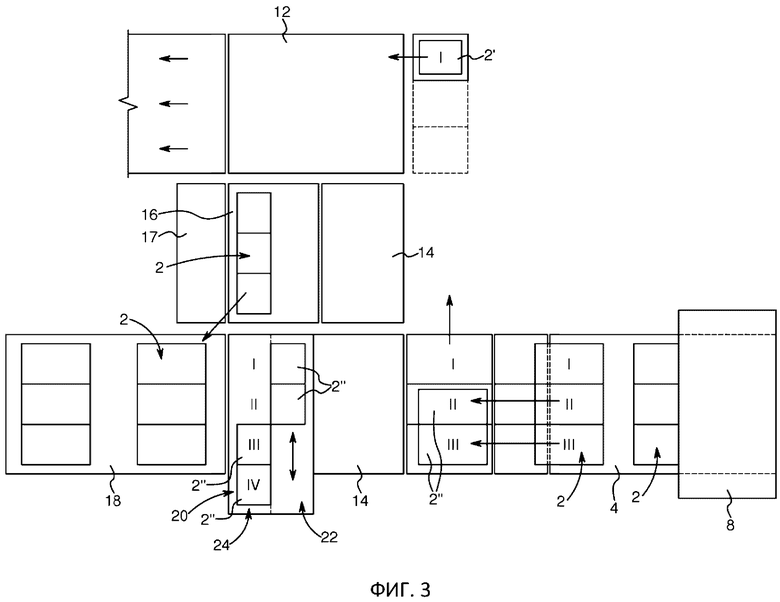
1. Способ отбраковки дефектных плит (2') из минерального волокна в непрерывном процессе производства плит (2) из минерального волокна, включающий в себя этапы, на которых:
обеспечивают непрерывный поток рядов (2) из предварительно заданного числа плит (2', 2'') из минерального волокна на первом конвейере (4) с первым направлением перемещения,
исследуют каждую плиту (2', 2'') в ряду на наличие дефектов,
перенаправляют одну или более дефектных плит (2') на второй конвейер (12) для дальнейшей обработки и переносят оставшиеся бездефектные плиты (2'') в ряд на третий конвейер (14), расположенный ниже по потоку от первого конвейера (4) и имеющий третье направление перемещения; или, если в ряду (2) не обнаружено дефектных плит (2''), продолжают перемещение всего ряда (2) на четвертый конвейер (16) и затем на пятый конвейер (18), расположенные ниже по потоку от первого конвейера (4) и имеющие то же направление перемещения, что и третий конвейер (16),
принимают неполный ряд бездефектных плит (2'') с третьего конвейера (14) на буферный стол (20), и
компонуют полный ряд (2) из бездефектных плит (2''), принятых на указанном буферном столе (20), и переносят указанный собранный полный ряд (2) на пятый конвейер (18).
2. Способ по п. 1, в котором этап компоновки полного ряда (2) на буферном столе (20) включает в себя применение поперечной приемной линии (22) и сборочной линии (24), параллельной приемной линии (22), при этом указанный этап компоновки включает в себя перестановку принятых бездефектных плит (2'') в направлении, перпендикулярном направлению потока в поперечной приемной линии (22), и последующий перенос одной или более бездефектных плит (2'') на сборочную линию (24).
3. Способ по п. 1 или 2, в котором буферный стол (20) выполнен с возможностью вмещать по меньшей мере одну дополнительную плиту сверх предварительно заданного количества плит в ряду, так что приемная линия (22) и сборочная линия (24) содержат по меньшей мере одно положение (IV) для дополнительной плиты.
4. Способ по любому из пп. 1-3, в котором положение (положения) (I, II, III) бездефектной плиты (бездефектных плит), принятой (принятых) на приемной линии (22) буферного стола (20) является (являются) известным (известными).
5. Способ по п. 1, дополнительно включающий в себя этап сравнения положения по меньшей мере одной плиты на сборочной линии (24) с известным положением (положениями) и этап поперечного смещения положения принятой плиты (принятых плит) на приемной линии (22), так чтобы расположить плиту (плиты) в сборочной линии (24) в еще не занятых положениях на ней.
6. Способ по любому из пп. 1-5, в котором этап перенаправления выполняют посредством первого передаточного конвейера (10), имеющего отдельно перемещаемые передаточные конвейеры, соответствующие предварительно заданному числу плит в ряду.
7. Способ по любому из пп. 1-6, в котором в каждом ряду находятся три плиты из минерального волокна.
8. Способ по любому из пп. 1-7, в котором этап исследования включает в себя визуальное исследование посредством одного или более датчиков (6).
9. Способ по любому из пп. 1-8, в котором этап исследования включает в себя исследование на наличие по меньшей мере двух типов дефектов из следующих дефектов: дефекты материала, недостаточный размер или наличие плит с не полностью отвержденным связующим.
10. Способ по любому из пп. 1-9, в котором дальнейшая обработка дефектных плит включает в себя сортировку плит в соответствии с типами дефектов.
11. Устройство для отбраковки плит из минерального волокна в непрерывном процессе производства плит из минерального волокна, содержащее:
первый конвейер (4) с первым направлением перемещения, переносящий непрерывный поток рядов, состоящих из предварительно заданного числа плит из минерального волокна,
один или более датчиков (6), выявляющих дефекты в каждой из плит в ряду,
второй конвейер (12) для приема одной или более дефектных плит, перенаправляемых для дальнейшей обработки, и
третий конвейер (14), выполненный с возможностью приема оставшихся бездефектных плит в неполном ряду, при этом указанный третий конвейер расположен ниже по потоку от первого конвейера и имеет третье направление перемещения,
четвертый конвейер (16), расположенный ниже по потоку от первого конвейера (4) и имеющий то же направление перемещения, что и третий конвейер (14), при этом указанный четвертый конвейер (16) выполнен с возможностью приема полного ряда с бездефектными плитами и переноса указанного ряда бездефектных плит на пятый конвейер (18), и
буферный стол (20) для приема неполного ряда бездефектных плит с третьего конвейера (14), на котором выполняют компоновку полного ряда из плит, принятых на указанном буферном столе (20) с переносом указанного скомпонованного полного ряда бездефектных плит на пятый конвейер (18).
12. Устройство по п. 11, в котором буферный стол (20) содержит поперечную приемную линию (22) и сборочную линию (24), параллельную приемной линии (22), при этом обе линии (22, 24) выполнены с возможностью перестановки принятых плит в направлении, перпендикулярном направлению потока конвейеров в поперечной приемной линии, и последующего переноса одной или более плит на сборочную линию (24).
13. Устройство по п. 11 или 12, в котором буферный стол (20) выполнен с возможностью вмещать по меньшей мере одну дополнительную плиту сверх предварительно заданного количества плит в ряду, так что приемная линия (22) и сборочная линия (24) содержат по меньшей мере одно положение (IV) для дополнительной плиты.
14. Устройство по любому из пп. 11-13, в котором положение (положения) бездефектной плиты (бездефектных плит), принятой (принятых) на приемной линии (22) буферного стола (20) является (являются) выявленным (выявленными) посредством одного или более детекторов.
15. Устройство по любому из пп. 11-14, содержащее блок управления, выполненный с возможностью сравнения положения по меньшей мере одной плиты на сборочной линии (24) с выявленным положением (положениями) и поперечного смещения положения принятой плиты (принятых плит) на приемной линии (22) для расположения плиты (плит) в сборочной линии (24) в еще не занятом (не занятых) положении (положениях) на ней.
16. Устройство по любому из пп. 11-15, содержащее первый передаточный конвейер (10), имеющий отдельно перемещаемые передаточные конвейеры, соответствующие предварительно заданному числу плит в ряду, так что обеспечено перенаправление дефектных плит на второй конвейер (12).
17. Устройство по любому из пп. 11-15, в котором третий конвейер (14) выполнен с возможностью перемещения из первого положения для доставки бездефектных плит на буферный стол (20) и второго положения для доставки полного ряда бездефектных плит на четвертый конвейер (16).
18. Устройство по любому из пп. 11-17, в котором в каждом ряду находятся три плиты из минерального волокна.
| WO 2004096455 A1, 11.11.2004 | |||
| Устройство для разглинизации скважин на воду | 1974 |
|
SU569689A1 |
| CN 104307768 B, 11.07.2017 | |||
| Разборный контейнер | 1973 |
|
SU463610A1 |
| RU 2015127907 A, 16.01.2017 | |||
| Устройство для обработки кирпича по толщине | 1949 |
|
SU84279A1 |

