Область техники, к которой относится изобретение
Изобретение относится к области охлаждения металлических деталей изготовленных посредством литья, в частности, к печи с охлаждением для направленного затвердевания литой металлической детали и к способу охлаждения для направленного затвердевания литой металлической детали с использованием такой печи.
Уровень техники
Так называемые способы литья по выплавляемым восковым моделям или же по выплавляемым моделям особенно пригодны для производства металлических деталей сложной формы. Следовательно, литьё по выплавляемой модели применимо, в частности, в производстве лопаток для газотурбинных двигателей.
При литье по выплавляемым моделям первый этап состоит в изготовлении модели из материала с относительно не высокой температурой плавления, например, из воска или смолы, на которую затем наносится литейная форма. После затвердевания литейной формы материал из нее удаляют. Затем жидкий металл заливают в эту форму для заполнения полости, образованной моделью внутри формы после её удаления. После охлаждения и полного затвердевания металла литейную форму раскрывают или разрушают для извлечения металлической детали, имеющей вид модели.
Для одновременного производства нескольких деталей несколько моделей могут быть объединены в один блок, при этом каждая модель соединена со стержнем, формирующим внутри литейной формы каналы для заливки расплавленного металла.
Под «металлом» в данном контексте понимаются как чистые металлы, так и их сплавы.
Для использования преимуществ, создаваемых металлическими сплавами, с целью достижения оптимальных термомеханических свойств в литой детали необходимо обеспечить направленное затвердевание металла в литейной форме.
Под «направленным затвердеванием», в данном контексте, подразумевается контроль за зародышеобразованием и ростом твёрдых кристаллов в заданном направлении в расплавленном металле во время его перехода из жидкого состояния в твёрдое. Целью такого направленного затвердевания является предупреждение возникновения негативных эффектов по границам зёрен в детали. Таким образом, направленное затвердевание может быть столбчатым или монокристаллическим. Столбчатое направленное затвердевание заключается в ориентации всех границ зёрен в одном и том же направлении с тем, чтобы снижалось их содействие распространению трещин. Монокристаллическое направленное затвердевание состоит в обеспечении затвердевания заготовки в виде одного кристалла таким образом, чтобы исключались границы зёрен.
Заготовки после направленного затвердевания могут достигать не только особо высоких механических свойств по всем осям нагрузки, но также повышенной термической стойкости, поскольку становится возможным обойтись без добавок для усиления связи между кристаллическими зёрнами. Следовательно, произведённые при этом металлические детали могут эффективно применяться, например, на горячих участках турбины.
В способах литья с направленным затвердеванием жидкий металл заливается в литейную форму, содержащую центральный стержень, расположенный по главной оси между чашей и основанием, и множество литейных полостей, выполненных в виде блока и расположенных вокруг центрального стержня, причём каждая полость сообщена с чашей посредством подводящего канала. После заливки расплавленного металла в полости литейной формы посредством чаши расплав постепенно охлаждается по упомянутой главной оси в направлении от основания к чаше. Это может достигаться, например, путём постепенного извлечения литейной формы из печи или нагревательной камеры по главной оси вниз при охлаждении основания.
Благодаря постепенному охлаждению расплава, начиная от основания, затвердевание металла начинается вблизи этого основания и распространяется в направлении, параллельном главной оси.
Тем не менее в ходе затвердевания и охлаждения металла существенные температурные градиенты могут присутствовать между разными участками литейной формы и вызывать коробления и термомеханические напряжения в детали. Для ограничения этих напряжений применяется медный охладитель, поддерживающий в зоне охлаждения температуру около 300°С и предназначенный для снижения температурных градиентов в детали во время направленного охлаждения.
Вместе с тем, поскольку производимые в настоящее время детали постоянно усложняются (новые сплавы, турбинные лопатки, выполняемые полыми или сплошными и/или с меньшими толщинами их стенок), то возникающие термомеханические напряжения могут служить причинной образования рекристаллизованных зёрен и трещин в процессе затвердевания и охлаждения этих лопаток, создавая при этом зоны хрупкости в готовом изделии.
Раскрытие сущности изобретения
Объектом изобретения является печь с охлаждением для направленного затвердевания металлической литой детали, содержащая:
- цилиндрический внутренний корпус с вертикальной центральной осью,
- опору для литейной формы, установленную во внутреннем корпусе, при этом внутренний корпус содержит:
- литейную зону,
- зону охлаждения, причём литейная зона и зона охлаждения расположены друг над другом, литейная зона и зона охлаждения термически изолируются между собой в том случае, когда опора литейной формы располагается в литейной зоне, посредством первого неподвижного теплового экрана и второго теплового экрана, установленного на опоре литейной формы, при этом плавильная зона содержит, по меньшей мере, одно первое нагревательное устройство, зона охлаждения содержит второе нагревательное устройство, причём первое и второе нагревательные устройства выполнены так, чтобы температура в литейной зоне превышала температуру в зоне охлаждения, при этом в зоне охлаждения содержатся верхняя и нижняя части, расположенные друг над другом и термически изолированные между собой посредством третьего теплового экрана, причём верхняя часть зоны охлаждения содержит второе нагревательное устройство.
В данном примере осуществления изобретения под понятием «цилиндрический» подразумевается то, что стенка печи, образующая внутренний корпус, имеет сечение любой формы, которая может быть круглой, квадратной или шестиугольной в плоскости, перпендикулярной центральной вертикальной оси печи. Однако в целом форма печи может быть в сечении также овальной.
Опорой для литейной формы может служить плита, которая может перемещаться вертикально по центральной оси печи и нести на себе литейную форму, заполняемую металлическим расплавом.
В данном примере осуществления изобретения литейная зона - это зона расположения внутреннего корпуса печи, в которой производится заливка жидкого металла в литейную форму. Следовательно, опора литейной формы располагается внизу этой литейной зоны или же между литейной зоной и зоной охлаждения так, чтобы установленная на опоре литейная форма также находилась в этой зоне.
Согласно данному примеру осуществления изобретения зона охлаждения – это зона расположения внутреннего корпуса печи, которая находится вертикально под литейной зоной и в которой после расположения литейной формы в зоне охлаждения находящийся в литейной форме металл после разливки охлаждается и постепенно затвердевает.
В представленном описании слова «над», «под», «вверху», «внизу», «под» употреблены в соответствии с направлением заливки металла в литейную форму под действием силы тяжести, т.е. в соответствии с обычной ориентацией литейной формы и печи с охлаждением во время заливки металла в литейную форму.
В литейной зоне и зоне охлаждения предусмотрены соответственно первое и второе нагревательные устройства, выполненные так, чтобы температура в литейной зоне превышала температуру в зоне охлаждения. Благодаря тому, что температура в зоне охлаждения ниже температуры в литейной зоне, обеспечивается постепенный переход металла в литейной форме из жидкого состояния в твёрдое.
Обе зоны термически изолированы между собой посредством первого неподвижного теплового экрана, способного устанавливаться на стенке печи, и второго теплового экрана, расположенного на опоре литейной формы в том случае, когда эта форма находится в литейной зоне, что позволяет точнее регулировать температуру в каждой зоне без воздействия температуры соседней зоны.
Регулирование нагревательных устройств и, следовательно, температуры в литейной зоне и зоне охлаждения позволяет контролировать температуру, скорость охлаждения и, следовательно, температурные градиенты в процессе охлаждения металла и таким образом ограничивать термомеханические напряжения и пластические деформации в металле.
Верхняя часть зоны охлаждения, в которой находится второе нагревательное устройство, позволяет контролировать температурные градиенты металла в процессе его направленного затвердевания. Третий тепловой экран может устанавливаться на стенке печи. Таким образом, верхняя часть зоны охлаждения оказывается термически изолированной от литейной зоны первым и вторым тепловыми экранами, а от нижней части зоны охлаждения - третьим тепловым экраном, что позволяет точнее регулировать температуру в данной зоне без воздействия на неё температуры соседних зон.
Согласно некоторым вариантам осуществления верхняя часть зоны охлаждения выполнена сменной.
Под понятием «сменный» подразумевается то, что верхняя часть зоны охлаждения может быть отсоединена от остальной части печи. Таким образом становится возможным использовать второе нагревательное устройство в зависимости от применяемого для металлической детали типа сплава и, следовательно, от температурных градиентов в данной детали во время направленного затвердевания. В частности, возможно, в случае необходимости, заменить упомянутую часть на известный медный охладитель. Это обеспечивает преимущество, заключающееся в возможности широкого выбора сплавов и геометрических форм для металлической детали, при этом печь может применяться с учётом разных типов сплавов, а также в возможности простого и быстрого технического обслуживания операторами.
Согласно некоторым вариантам осуществления изобретения второе нагревательное устройство содержит индуктивный чувствительный элемент.
Согласно некоторым вариантам осуществления изобретения второе нагревательное устройство содержит электрическое сопротивление.
Согласно некоторым вариантам осуществления внутренний корпус имеет диаметр превышающий или равный 20 см, предпочтительно превышающий или равный 50 см, более предпочтительно превышающий или равный 80 см.
Это позволяет повысить эффективность процесса производства металлических деталей при обеспечении возможности использования более крупных блоков, содержащих большее количество деталей или деталей сложной формы, занимающих больший объём.
Согласно некоторым вариантам осуществления литейная зона содержит верхнюю и нижнюю части, которые термически изолированы друг от друга посредством четвёртого теплового экрана, при этом верхняя часть содержит верхнее нагревательное устройство, нижняя часть - нижнее нагревательное устройство.
Согласно некоторым вариантам осуществления верхнее и нижнее нагревательные устройства литейной зоны выполнены так, чтобы температура в верхней части была выше или равна температуре в нижней части.
Согласно некоторым вариантам осуществления верхнее и нижнее нагревательные устройства в литейной зоне выполнены так, чтобы температура в нижней части была выше или равна температуре в верхней части.
Это позволяет контролировать температуру в литейной зоне и применять температуры в верхней и нижней частях литейной зоны с учётом типа блока и типа применяемого сплава. Следовательно, это позволяет контролировать температурные градиенты в отношении направленного затвердевания, а также выдерживать время охлаждения.
Изобретение относится также к способу охлаждения для направленного затвердевания металлической литой детали с применением описанной выше печи, включающем в себя следующие этапы:
- закрепление верхней части зоны охлаждения на печи,
- приведение в соответствие литейной зоны с температурой литья и зоны охлаждения с температурой охлаждения, при этом температура в верхней части зоны охлаждения превышает или равна 700°С,
- постепенное охлаждение металлической детали перемещением опоры литейной формы внутри печи в литейной зоне в направлении к зоне охлаждения.
В процессе направленного затвердевания, когда опора литейной формы перемещается вертикально вниз, литейная форма, находящаяся на опоре блока, постепенно переходит из литейной зоны в зону охлаждения. Этот способ позволяет, с одной стороны, применять верхнюю часть зоны охлаждения с учётом типа блока и типа сплава и, с другой стороны, приводить температуру в разных зонах к значениям, позволяющим охлаждать металл детали направленным затвердеванием при контроле за температурными градиентами внутри детали и следовательно ограничивать риск возникновения рекристаллизованных зёрен и следовательно дефектов или точек хрупкости в детали.
Согласно некоторым вариантам осуществления разница между температурой в литейной зоне и температурой жидкого металла составляет от 0 до 50°С, при этом температура в литейной зоне ниже температуры жидкого металла.
Если такая температурная разница не превышается при нахождении литейной формы в литейной зоне, то это позволяет сохранять металл в жидком виде, в результате чего всё количество находящегося в литейной форме металла остаётся жидким в течение всего времени разливки. Это делает возможным исключить металлургические дефекты, которые могли бы образоваться в случае не контролируемого затвердевания.
Согласно некоторым вариантам осуществления температура в верхней части зоны охлаждения выше или равна 700°С, предпочтительно выше или равна 800°С, более предпочтительно выше или равна 900°С.
Возможность регулирования температуры в этой зоне до указанных значений позволяет перейти во время направленного затвердевания металла из жидкого состояния в твёрдое при ограничении температурных градиентов в блоке. Это обеспечивает более постепенное и более медленное охлаждение при ограничении риска появления рекристаллизованных зёрен и, следовательно, исключает напряжения и деформации в детали.
Согласно некоторым вариантам осуществления во время охлаждения металлической детали скорость охлаждения в данной точке металлической детали составляет менее -0,30°С/сек, предпочтительно менее или равна -0,25°С/сек, и выше -0,10°С/сек, предпочтительно выше или равна -0,15°С/сек.
Скорости охлаждения имеют отрицательные значения. Действительно, например, скорость охлаждения -0,30°С/сек означает, что в процессе охлаждения температура в данной точке металлической детали снижается на 0,30°С каждую секунду. Следовательно, под выражением «менее -0,30°С/сек» понимается более медленная скорость охлаждения, так что эти значения должны рассматриваться как абсолютные значения. Например, -0,25°С/сек означает, что скорость охлаждения составляет менее -0,30°С/сек.
Эти скорости охлаждения позволяют снизить температурные градиенты в металлической детали при более тщательном контроле за охлаждением и, следовательно, ограничить риски появления рекристаллизованных зёрен и дефектов в детали.
Краткое описание чертежей
Изобретение и его преимущества будут более понятными при ознакомлении с подробным описанием разных вариантов осуществления изобретения, приводимых в качестве неограничивающих примеров осуществления. В описании делаются ссылки на приложенные чертежи.
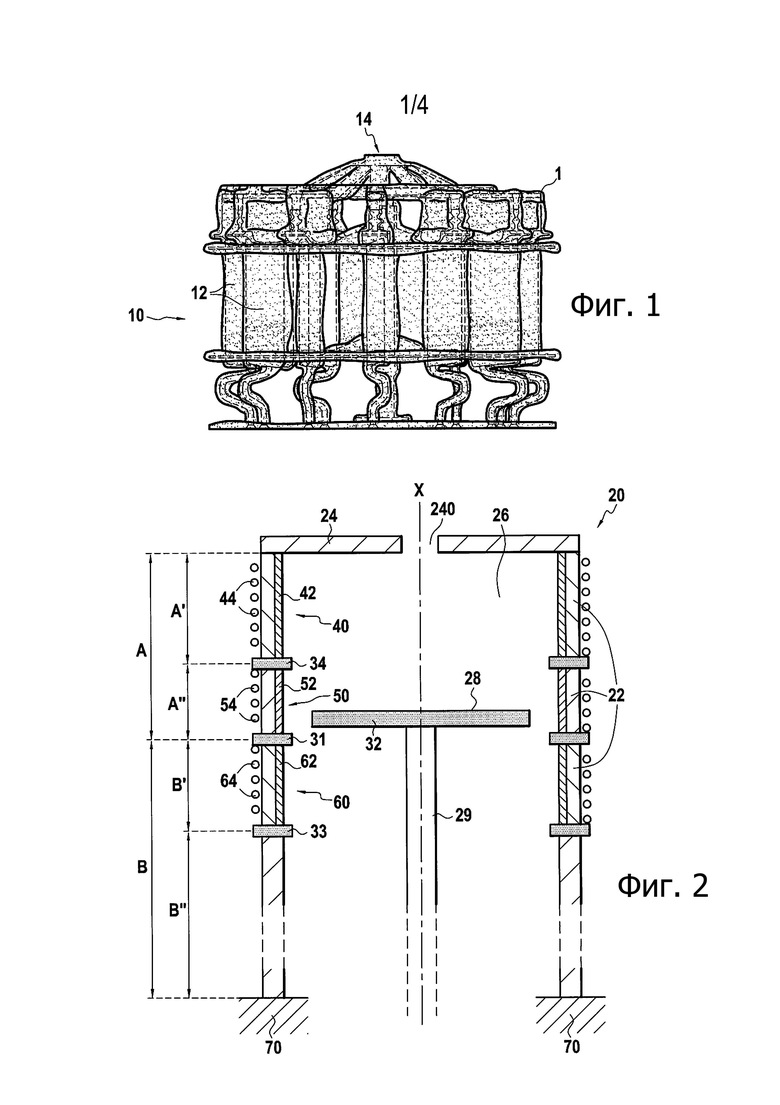
На фиг. 1 показана оболочковая литейная форма с блоком отливок, вид сбоку;
на фиг. 2 схематично показана печь с охлаждением, вид в сечении;
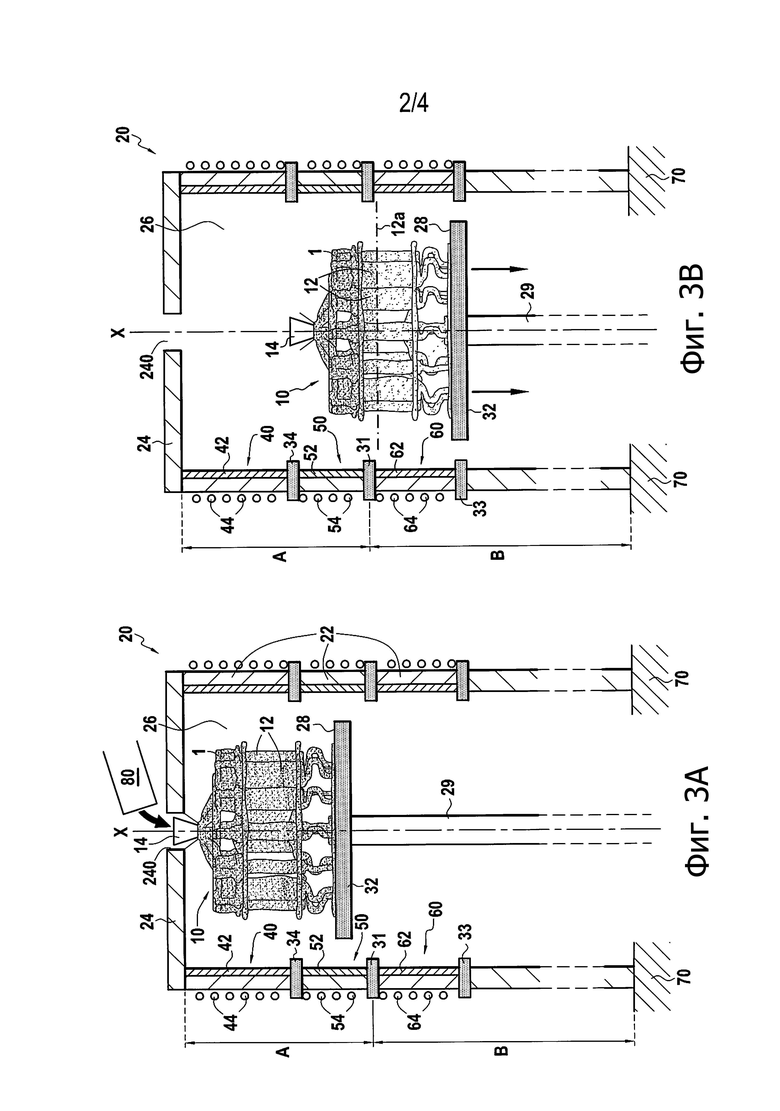
на фиг. 3А схематично показана печь, изображенная на фиг. 2, при этом литейная форма на фиг. 1 расположена в литейной зоне, вид в сечении;
на фиг. 3В схематично показана печь и литейная форма при направленном затвердевании, вид в сечении;
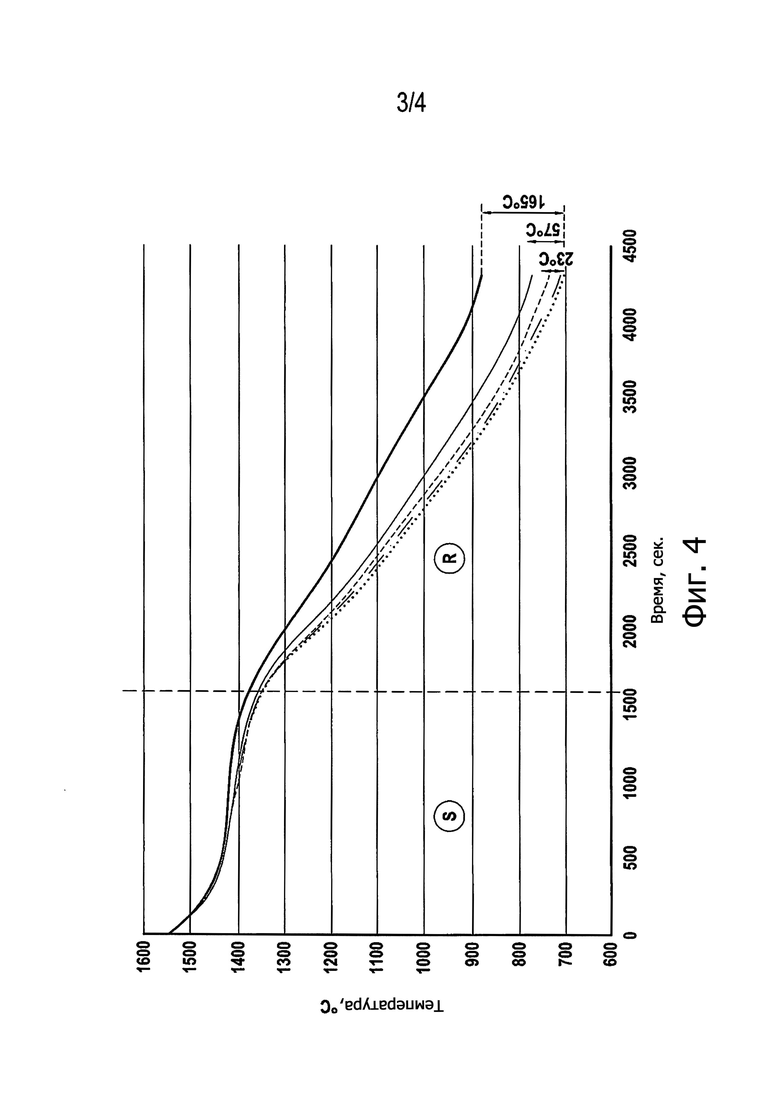
на фиг. 4 представлен график изменения температуры в точке детали при разных температурах сменной части;
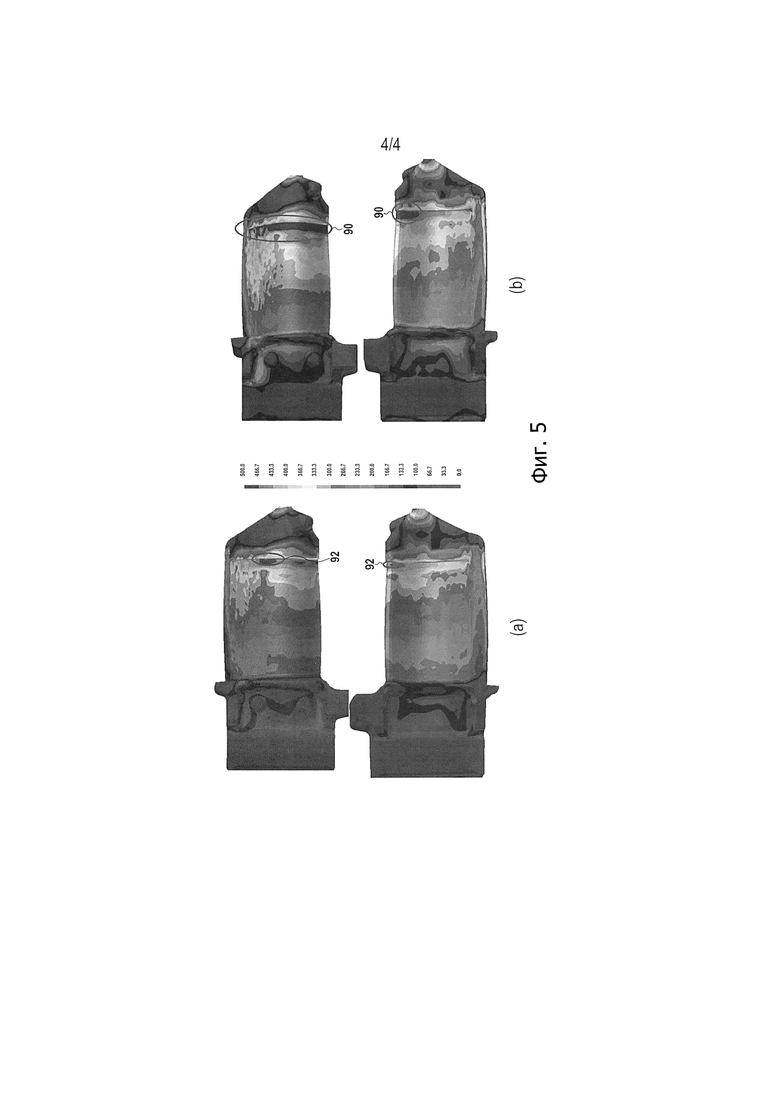
на фиг. 5 показаны для сравнения температурные напряжения в металлической детали при использовании традиционной печи и печи согласно изобретению.
Осуществление изобретения
Ниже приводятся со ссылкой на фиг. 1 – 5 пример осуществления печи 20 согласно изобретению и способ охлаждения для направленного затвердевании литых лопаток.
Изготовление лопаток осуществляется способом литья. Первый этап этого способа состоит в изготовлении модели лопатки и объединении множества моделей для образования модельного блока, что позволит изготовить литейную форму, которая будет описана ниже.
На втором этапе изготавливают оболочковую литейную форму 1 на основе блока восковых моделей.
Последняя операция на втором этапе состоит в удалении воска блоковой модели из оболочковой литейной формы 1. Такое удаление воска проводится путём нагрева оболочковой литейной формы 1 до температуры, превышающей температуру плавления воска.
На третьем этапе формируют блок 10 лопаток 12 (фиг. 1) в оболочковой литейной форме 1, заливая расплавленный металл в оболочковую форму 1. Заливка металла в оболочковую литейную форму 1 производится через верхнюю часть литейной формы, называемую чашей 14. На этом этапе оболочковая литейная форма 1 находится в литейной зоне А печи 20 с охлаждением.
На четвёртом этапе находящийся в оболочковой форме металл охлаждается и затвердевает в зоне охлаждения В печи 20 с охлаждением.
Наконец на пятом этапе после высвобождения блока 10 из оболочковой литейной формы 1 путём выбивки каждая из лопаток 12 отделяется от остальной части блока 10 и подвергается окончательной обработке, например, механической обработке.
Изобретение относится, в частности, к печи 20 с охлаждением и к способу проведения затвердевания осуществляемом на указанном выше четвёртом этапе.
Этот способ проведения затвердевания, называемый также «направленным затвердеванием», проводится в печи 20 (фиг. 2).
Печь 20 содержит цилиндрическую стенку 22 с центральной вертикальной осью Х и верхнюю стенку 24, расположенную на верхнем конце цилиндрической стенки 22 перпендикулярно оси Х, вследствие чего цилиндрическая 22 и верхняя 24 стенки образуют внутренний корпус 26 печи. Верхняя стенка содержит отверстие 240, расположенное по существу в центре стенки 24.
Печь содержит литейную зону А и зону охлаждения В, которые расположены друг над другом, при этом литейная зона А расположена над зоной охлаждения В. Литейная зона А и зона охлаждения В термически изолированы между собой посредством первого теплового экрана 31, который может быть выполнен из не теплопроводного материала, введённого в стенку 22. Например, первый тепловой экран 31 может состоять из прессованной графитной бумаги или материала с войлочной прослойкой между двумя графитными слоями с коэффициентом излучения от 0,4 до 0,8 в зависимости от температуры (торговая марка PAPEYX).
Кроме того печь 20 содержит горизонтальную опору 28 для литейной формы, установленную во внутреннем корпусе 26 и закреплённую на силовом цилиндре 29 для её перемещения вертикально вверх или вниз. Опора 28 литейной формы имеет второй тепловой экран 32, за счёт которого при размещении литейной формы 1 на опоре 28 литейная форма оказывается термически изолированной от остальной части внутреннего корпуса 26, расположенной под вторым тепловым экраном 32. Таким образом в том случае, когда литейная форма 1 находится в литейной зоне А, она оказывается термически изолированной от охлаждающей зоны В посредством первого 31 и второго 32 тепловых экранов.
При этом сама зона охлаждения В содержит верхнюю часть B’ и нижнюю часть В”, причём верхняя В’ и нижняя В” части располагаются друг над другом, в результате чего верхняя часть В’ находится над нижней частью В”. Верхняя В’ и нижняя В“ части термически изолированы друг от друга третьим тепловым экраном 33. Верхняя часть В’ содержит также нагревательное устройство 60 с чувствительным элементом 62 и нагревательной катушкой 64. Нижняя часть В”, являющаяся нижней частью печи 20, связана с рамой 70.
Верхняя часть В’ зоны охлаждения В выполнена сменной. Таким образом, нагревательное устройство 60 может быть адаптировано применительно к подлежащим охлаждению деталям, их размерности и сплавам. Это также позволяет упростить или облегчить операторам проведение операций по техническому обслуживанию.
Литейная зона А содержит также верхнюю часть А’ и нижнюю часть А”, при этом верхняя А’ и нижняя А” части располагаются друг над другом, в результате верхняя часть А’ находится над нижней частью А”. Верхняя и нижняя части А’ и А” термически изолированы друг от друга посредством четвёртого теплового экрана 34. Верхняя часть А’ содержит нагревательное устройство 40 с чувствительным элементом 42 и нагревательной катушкой 44. Чувствительный элемент 42 может быть графитовой трубой, установленной во внутреннем корпусе 26 и прижатой к стенке 22 печи 20. Нагревательная катушка 44 может представлять собой медную катушку, охватывающую наружную стенку 22 и наводящую магнитное поле с эффектом нагрева чувствительного элемента 42. Оно нагревает также излучением внутренний корпус 26. При этом во внутреннем корпусе 26 создаётся вакуум, чтобы защитить графитовый чувствительный элемент от любого окисления. В качестве альтернативы во внутреннем корпусе 26 может также создаваться частичный вакуум с присутствием нейтрального газа, например, аргона.
Нижняя часть А” также содержит нагревательное устройство 50 с чувствительным элементом 52 и нагревательной катушкой 54, причём нагревательное устройство 50 нижней части А” отличается от нагревательного устройства 40 верхней части А’, вследствие чего обе части могут нагреваться независимо друг от друга и таким образом контролируются температурные градиенты во внутреннем корпусе 29 на уровне литейной зоны А.
В данном примере внутренний диаметр цилиндрической стенки составляет от 200 до 1000 мм. Литейная зона располагается вертикально и имеет высоту 1 м. Такие размеры позволяют работать с блоками большого размера, содержащими более значительное количество лопаток, высота которых может составлять от 200 до 300 мм. Сменная верхняя часть В’ располагается вертикально и имеет высоту от 150 до 300 мм.
Ниже приводится описание способа охлаждения при направленном затвердевании металлических литых лопаток с применением описанной выше печи.
Сначала закрепляют верхнюю часть В’ зоны охлаждения на печи 20.
Предварительно на этапе разливки, показанном на фиг. 3А, литейную форму 1 располагают в литейной зоне А на опоре 28, которая в свою очередь находится в литейной зоне А. Литейная форма 1 устанавливается таким образом, чтобы чаша 14 находилась напротив отверстия 240 в верхней стенке 24 печи 20. Жидкий металл при температуре от 1480 до 1600°С, содержащийся в тигле 80, заливается в чашу 14 через отверстие 240 почти до полного заполнения литейной формы 1, при этом чаша 14 заполнена только частично.
Одновременно с проведением этого этапа разливки нагревательные устройства 40 и 50 настраиваются таким образом, чтобы нагрев литейной формы 1 происходил под действием теплового излучения для поддержания её температуры в диапазоне от 1480 до 1600°С. Следовательно температура в плавильной зоне ниже или равна температуре жидкого металла, при этом перепад составляет от 0 до 50°С. Таким образом температура жидкого заливаемого в литейную форму 1 металла превышает температуру плавления металла, что позволяет исключить нежелательное затвердевание металла в литейной форме 1 на протяжении всего этапа разливки. При этом литейная форма 1 термически изолирована от зоны охлаждения В посредством первого и второго тепловых экранов 31, 32.
По окончании этапа разливки, т.е. в тот момент, когда литейная форма 1 будет полностью заполнена жидким металлом, за исключением уже затвердевшего слоя металла, контактирующего с днищем литейной формы, и после фазы ожидания перед опусканием опоры, начинается фаза затвердевания.
При этом опора 28 смещается силовым цилиндром 29 вниз таким образом, что литейная форма постепенно переходит из литейной зоны А в зону охлаждения В’ (фиг. 3В). Затем температуру в этой зоне задают равной 700°С или более 700°С, которая однако сохраняется ниже температуры плавления металла так, чтобы началось его затвердевания, при этом в литейной зоне А постоянно поддерживается температура от 1500 до 1530°С. Поскольку в зону охлаждения сначала поступает нижняя часть литейной формы 1, то жидкий металл начинает затвердевать в этой нижней части формы. Таким образом, создаётся фронт затвердевания, символически показанный линией 12а на фиг. 3В и соответствующий границе раздела между жидкой и твёрдой фазами. Этот фронт затвердевания 12а смещается вверх к поверхности отсчёта литейной формы 1 по мере того, как последняя углубляется в зону охлаждения В, согласно принципу направленного затвердевания. Следовательно, в тот момент, когда опора 28 будет продолжать своё опускание, литейная форма 1 займёт конечное положение по всей своей высоте в нижней части В” зоны охлаждения, в результате чего всё количество находящегося в литейной форме 1 металла перейдёт в твёрдое состояние. В этом случае фаза затвердевания завершается. Общая продолжительность процесса охлаждения составляет, например, от 3600 до 7600 секунд, при этом опора 28 перемещается со скоростью от 1 до 10 мм/с.
Полученные лопатки 12 являются полыми или сплошными и монокристаллическими, содержащими сплавы на основе никеля. Под «сплавом на основе никеля» подразумеваются сплавы, в которых содержание никеля в процентах по массе является преобладающим. Следовательно, никель является элементом, содержание которого в сплаве в % по массе является наибольшим. Эти лопатки, являющиеся полыми или сплошными, причем последние обладают большей хрупкостью, могут содержать в себе дефекты, если в процессе охлаждения и затвердевания не контролировались температурные градиенты. Печь и описанный выше способ, в частности, сменная часть В’, позволяют ограничивать, даже исключать, эти риски путём регулирования температуры в этой части до достаточно высокого значения (свыше или равной 700°С), в результате чего минимизируются температурные градиенты внутри лопаток 12 в направлении направленного затвердевания, т.е. тогда, когда литейная форма 1 располагается одновременно в литейной зоне А и зоне охлаждения В.
На фиг. 4 показано изменение температуры в некоторой точке на передней кромке лопатки 12 при разных температурах сменной части В’ в ходе фазы затвердевания (S) и фазы охлаждения (R). Пунктирной кривой показан эталонный случай при использовании медного охладителя, позволяющего поддерживать в зоне охлаждения температуру около 300°С, при том кривая в виде сплошной тонкой линии показывает применение печи в том случае, когда сменная часть В’ нагрета до 700°С, кривая в виде сплошной жирной линии показывает случай, когда сменная часть В’ нагрета до 1000°С. Другие кривые характеризуют промежуточные случаи.
В то время, как различия между разными конфигурациями слабо проявляются на фазе затвердевания, то влияние сменной части особо прослеживается на фазе охлаждения, начиная с 700°С. При этой температуре скорость охлаждения, согласно наклону кривой, составляет -0,23°С/сек, в результате чего температура в данной точке выше на 57°С/с, чем в эталонном случае. При температуре сменной части 1000°С скорость охлаждения составляет -0,18°С/сек, в результате чего температура в этой точке выше на 165°С, чем в эталонном случае. При этих более низких скоростях охлаждения проявляются в процессе охлаждения более низкие температурные градиенты и, следовательно, более слабые напряжения в металлической детали.
При этом на фиг. 5 показаны термические напряжения в металле лопатки при сравнительном применении традиционной печи (лопатки (b) справа на фиг. 5) и печи согласно изобретению (лопатки (а) слева на фиг. 5). Лопатки сверху и снизу показывают соответственно две основных поверхности одной и той же лопатки. На фиг. 5 для лопаток (b), соответствующих традиционной печи, зоны 90 означают те зоны лопатки, в которых напряжения наиболее значительны. Для лопаток (а), соответствующим печи согласно изобретению, зоны 92 – это зоны лопатки, в которых напряжения являются наиболее значительными. Таким образом, можно сделать вывод, что зоны 92 простираются на меньшей поверхности лопатки, чем зоны 90, в результате чего напряжения проявляются слабее в лопатках, охлаждённых в печи 20 согласно описанию, чем в традиционной печи. Точнее, напряжения в металле могут быть уменьшены приблизительно на 24% благодаря печи 20 и способу согласно изобретению.
Хотя данное изобретение описано со ссылкой на специальные примеры осуществления, однако очевидно, что модификации и изменения могут быть осуществлены в данных примерах, не выходя за рамки общего объёма защиты изобретения, охарактеризованного формулой изобретения. В частности, отдельные признаки разных изображённых/упомянутых вариантов осуществления могут быть скомбинированы в дополнительных вариантах осуществления. Следовательно, описание и чертежи следует рассматривать скорее как иллюстративные, нежели ограничивающие. Так, например, зона охлаждения может содержать два нагревательных устройства, установленных друг над другом.
Также является очевидным и то, что все характеристики, приведённые со ссылкой на способ, могут быть применены, отдельно или в комбинации для использования в устройстве, и наоборот, все признаки, описанные со ссылкой на устройство, являются применимыми, отдельно или в комбинации для использования в способе.
Изобретение относится к области литейного производства и может быть использовано при направленном затвердевании литой металлической детали. Печь (20) содержит внутренний цилиндрический корпус (26) с вертикальной центральной осью (Х) и расположенную в нем опору (28) для литейной формы. Внутренний корпус (26) содержит литейную зону (А), расположенную над зоной охлаждения (В), которые термически изолированы первым неподвижным тепловым экраном (31) и вторым тепловым экраном (32), установленным на опоре (28). Зона (А) содержит, по меньшей мере, одно первое нагревательное устройство, а зона (В) содержит второе нагревательное устройство (60). Нагревательные устройства обеспечивают температуру в литейной зоне (А) больше температуры в зоне охлаждения (В). Зона охлаждения (В) содержит верхнюю (В') и нижнюю (В'') части, расположенные друг над другом и термически изолированные между собой посредством третьего теплового экрана (33). В верхней части (В') размещено второе нагревательное устройство (60). Обеспечивается исключение термомеханических напряжений, являющихся причиной образования рекристаллизованных зерен и трещин в процессе затвердевания и охлаждения деталей, создавая при этом зоны хрупкости в готовом изделии. 2 н. и 8 з.п. ф-лы, 5 ил.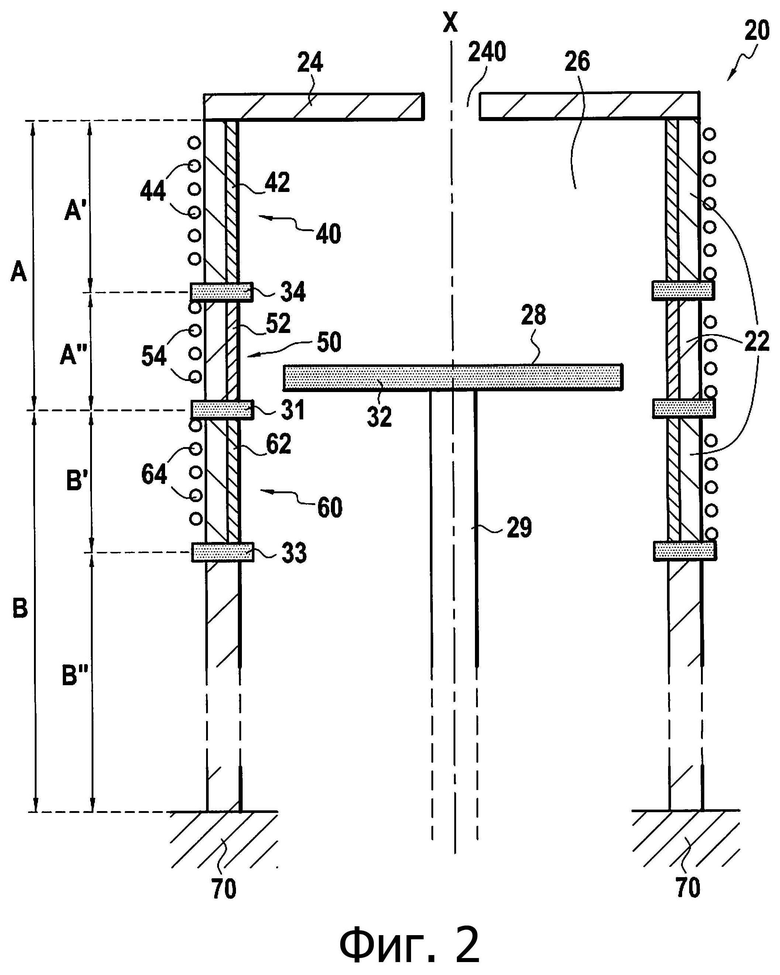
1. Печь (20) для производства металлической отливки, содержащая внутренний цилиндрический корпус (26) с вертикальной центральной осью (Х) и опору (28) для литейной формы, расположенную во внутреннем корпусе (26), при этом внутренний корпус (26) содержит расположенные друг над другом литейную зону (А) и зону (В) охлаждения, обеспечивающую направленное затвердевание металлической отливки, причём во время расположения опоры литейной формы в литейной зоне (А), литейная зона (А) и зона (В) охлаждения термически изолированы друг от друга посредством первого неподвижного теплового экрана (31) и второго теплового экрана (32), установленного на опоре (28) литейной формы,
при этом литейная зона (А) содержит, по меньшей мере, одно первое нагревательное устройство, а зона (В) охлаждения содержит второе нагревательное устройство (60), причем первое и второе нагревательные устройства выполнены обеспечивающими температуру в литейной зоне (А), превышающую температуру в зоне охлаждения (В),
при этом зона (В) охлаждения содержит верхнюю (В') и нижнюю (В'') части, расположенные друг над другом и термически изолированные между собой посредством третьего теплового экрана (33), при этом второе нагревательное устройство (60) размещено в верхней части (В') зоны (В) охлаждения.
2. Печь (20) по п. 1, в которой верхняя часть (B') зоны (В) охлаждения выполнена сменной.
3. Печь (20) по п. 1 или 2, в которой второе нагревательное устройство (60) содержит индуктивный чувствительный элемент (62).
4. Печь (20) по п. 1 или 2, в которой второе нагревательное устройство (60) содержит электрическое сопротивление.
5. Печь (20) по любому из пп. 1-4, в которой диаметр внутреннего корпуса (26) превышает или равен 20 см, предпочтительно превышает или равен 50 см, более предпочтительно превышает или равен 80 см.
6. Печь (20) по любому из пп. 1-5, в которой литейная зона (А) содержит верхнюю часть (А') и нижнюю часть (А''), термически изолированные друг от друга четвёртым тепловым экраном (34), при этом верхняя часть (А') содержит верхнее нагревательное устройство (40), а нижняя часть (А'') содержит нижнее нагревательное устройство (50).
7. Способ производства металлической отливки с применением печи (20) по любому из пп. 1-6, включающий в себя этапы:
- настройка температуры литейной зоны (А) в соответствии с температурой литья и настройка температуры зоны (В) охлаждения в соответствии с температурой охлаждения, обеспечивающей затвердевание металла, при этом температура в верхней части (В') зоны (В) охлаждения превышает или равна 700°С,
- постепенное охлаждение металлической отливки с обеспечением ее направленного затвердевания посредством перемещения опоры (28) литейной формы в печи (20) из литейной зоны (А) к зоне (В) охлаждения.
8. Способ по п. 7, в котором перепад между температурой в литейной зоне (А) и температурой разливаемого жидкого металла составляет от 0 до 50°С, при этом температура в литейной зоне (А) ниже температуры разливаемого жидкого металла.
9. Способ по п. 7 или 8, в котором температура верхней части (В’) зоны (В) охлаждения выше или равна 700°С, предпочтительно выше или равна 800°С, более предпочтительно выше или равна 900°С.
10. Способ по любому из пп. 7-9, в котором скорость охлаждения металлической отливки в заданной точке этой металлической отливки составляет менее -0,30°С/сек, предпочтительно менее или равна -0,25°С/сек, и выше -0,10°С/сек, предпочтительно выше или равна -0,15°С/сек.
| ГРОХОТ ДЛЯ ОТСЕВА КОКСОВОЙ МЕЛОЧИ | 1991 |
|
RU2017549C1 |
| JP 2009279628 A, 03.12.2009 | |||
| WO 2000066298 A1, 09.11.2000 | |||
| FR 2995807 A1, 28.03.2014 | |||
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ | 2013 |
|
RU2545979C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2012 |
|
RU2492026C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2009 |
|
RU2398653C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК | 1979 |
|
SU786142A1 |

