1
(21)4376795/23-02
(22)30.11.87
(46) 15.09.89. Бюл. № 34
(72) В.И. Маковкин, A.M. Шолов
и A.M. Душкин
(53)621.746.46 (088.8)
(56)Рубцов Н.Н. Специальные виды литья. М.: Машгиз, 1955, с. 289-290.
Авторское свидетельство СССР № 1387266, кл. В 22 С 9/08, 23.03.86.
(54)ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ОТЖВКИ РАБОЧЕГО КОЛЕСА ТУРБОМАШИПЫ
(57)Изобретение относится к литейному производству, в частности к устройствам для отливки рабочих колес турбомашин, имеющих сплошной диск. Цель изобретения - повышение качества отливки. Для обеспечения качественного заполнения каждой лопатки 12 отливки 10 первую порцию расплавленного металла направляют в наиболее тонкую часть отливки 10. Для этого металл подают через боковые коллекторы 2 в кольцевой коллектор бив секторные коллекторы 7, из которых металл поступает через выходные отверстия в лопатки 12. Далее идет заполнения диска 11. После заполнения диска 11 оставшаяся часть отливки 10 заполняется встречными потоками - через лопатки 12 и через нижние патрубки 4.После заполнения отливки 10 и части прибыли 5 до верхних патрубков 3 прибыль дозаполняется из последних. 3 ил.
%
ь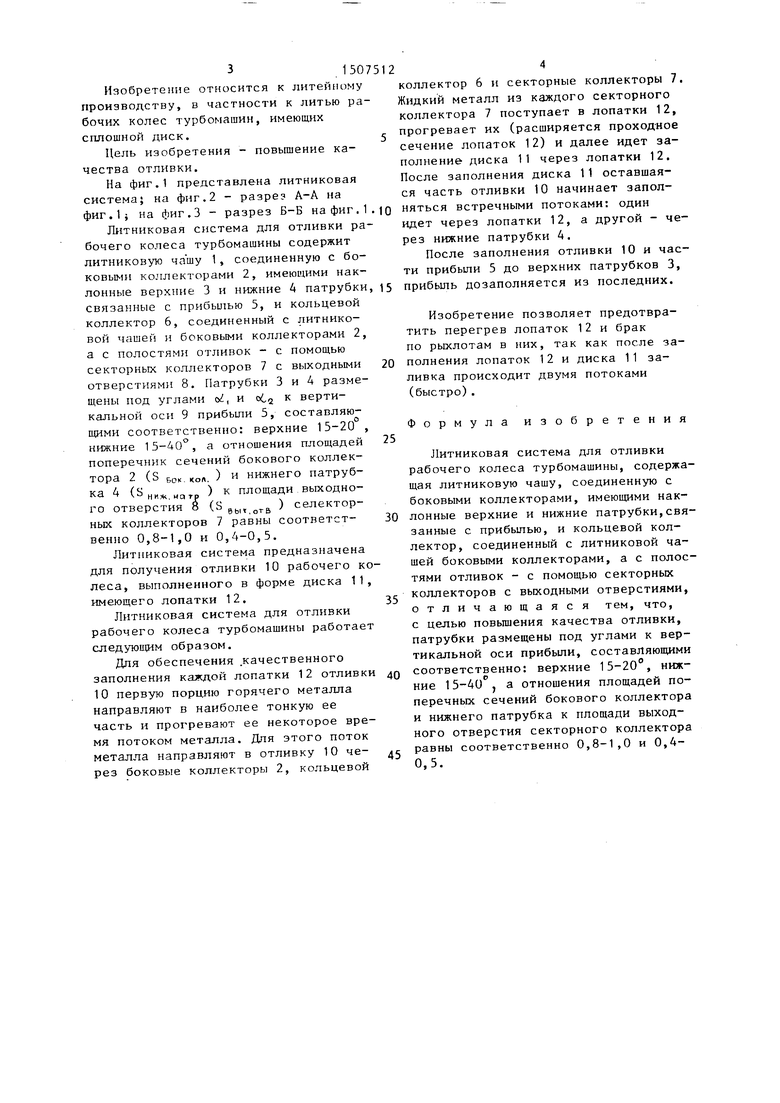
| название | год | авторы | номер документа |
|---|---|---|---|
| Литниковая система для заливки лопаток из жаропрочных сплавов для газотурбинного двигателя в формы, изготовленные автоматизированным способом | 2016 |
|
RU2644868C1 |
| Литниковая система для центробежного литья с вертикальной осью вращения | 1985 |
|
SU1338967A1 |
| УСТРОЙСТВО И КЕРАМИЧЕСКАЯ ОБОЛОЧКА ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С МОНОКРИСТАЛЛИЧЕСКОЙ И НАПРАВЛЕННОЙ СТРУКТУРОЙ | 2015 |
|
RU2597491C2 |
| Литниковая система для заливки крупногабаритных лопаток из жаропрочных сплавов для газотурбинного двигателя | 2023 |
|
RU2836000C1 |
| Способ изготовления отливок из интерметаллидных сплавов в литье по выплавляемым моделям | 2022 |
|
RU2791680C1 |
| Способ центробежного литья с вертикальной осью вращения и форма для его осуществления | 1985 |
|
SU1338968A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ГРЕБНЫХ ВИНТОВ ИЗ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 1996 |
|
RU2089342C1 |
| Способ заливки литейных форм | 1986 |
|
SU1411099A1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ СТАЛЬНЫХ ОТЛИВОК | 1992 |
|
RU2088372C1 |
| Литниковая система для заливки крупногабаритных тонкостенных отливок, представляющих собой тела вращения из магниевых сплавов в атмосфере защитного газа, в формы из ХТС | 2019 |
|
RU2738170C1 |

Изобретение относится к литейному производству, в частности к устройствам для отливки рабочих колес турбомашин, имеющих сплошной диск. Целью изобретения является повышение качества отливки. Для обеспечения качественного заполнения каждой лопатки 12 отливки 10 первую порцию расплавленного металла направляют в наиболее тонкую часть отливки 10. Для этого металл подают через боковые коллекторы 2 в кольцевой коллектор 6 и в секторные коллекторы 7, из которых металл поступает через выходные отверстия в лопатки 12. Далее идет заполнение диска 11. После заполнения диска 11 оставшаяся часть отливки 10 заполняется встречными потоками - через лопатки 12 и через нижние патрубки 4. После заполнения отливки 10 и части прибыли 5 до верхних патрубков 3 прибыль дозаполняется из последних. 3 ил.
fOrif.
ел
о
1 01
фиг t
3,150
Изобретение относится к литейному производству, в частности к литью рабочих колес турбомашин, имеющут сплошной диск.
Цель изобретения - повышение качества отливки,
На фиг.1 представлена литниковая система; на фиг.2 - разрез А-А на фиг. 1 j на фиг.З - разрез Б-Б нафиг.К
Литниковая система для отливки рабочего колеса турбоиашины содержит литниковую ча шу 1, соединенную с боковыми коллекторами 2, имеющими наклонные верхние 3 и нижние 4 патрубки связанные с прибьшью 5, и кольцевой коллектор 6, соединенный с литнико- вой чашей и боковыми коллекторами 2, а с полостями отливок - с помощью секторных коллекторов 7 с выходными отверстиями 8. Патрубки 3 и А размещены под углами oi, и оС к вертикальной оси 9 прибыли 5, составляющими соответственно: верхние 15-20 , нижние 15-40°, а отношения площадей поперечник сечений бокового коллектора 2 (S БОК. кол. ) и нижнего патрубка 4 (Ь, ) к площади вькодно- го отверстия 8 (S „.,, . ) селекторD о1 , ОТ ti
ных коллекторов 7 равны соответст- венно 0,8-1,0 и 0,4-0,5.
Литниковая система предназначена для получения отливки 10 рабочего колеса, выполненного в форме диска 11,
имеющего лопатки 12.
Литниковая система для отливки рабочего колеса турбомашины работает следующим образом.
Для обеспечения .качественного заполнения каждой лопатки 12 отливки 10 первую порцию горячего металла направляют в наиболее тонкую ее часть и прогревают ее некоторое время потоком металла. Для этого поток металла направляют в отливку 10 через боковые коллекторы 2, кольцевой
12
г
5 0 5
0
5
0
5
коллектор 6 и секторные коллекторы 7. Жидкий металл из каждого секторного коллектора 7 поступает в лопатки 12, прогревает их (расширяется проходное сечение лопаток 12) к далее идет заполнение диска 11 через лопатки 12. После заполнения диска 11 оставшаяся часть отливки 10 начинает заполняться встречными потоками: один идет через лопатки 12, а другой - через нижние патрубки 4.
После заполнения отливки 10 и части прибыли 5 до верхних патрубков 3, прибыль дозаполняется из последних.
Изобретение позволяет предотвратить перегрев лопаток 12 и брак по рыхлотам в них, так как после заполнения лопаток 12 и диска 11 заливка происходит двумя потоками (быстро).
Формула изобретения
Литниковая система для отливки рабочего колеса турбомашины, содержащая литниковую чашу, соединенную с боковыми коллекторами, имеющими наклонные верхние и нижние патрубки,связанные с прибылью, и кольцевой коллектор, соединенный с литниковой чашей боковыми коллекторами, а с полостями отливок - с помощью секторных коллекторов с выходными отверстиями, отличающаяся тем, что, с целью повышения качества отливки, патрубки размещены под углами к вертикальной оси прибыли, составляющими соответственно: верхние 15-20°, нижние 15-40 , а отношения площадей поперечных сечений бокового коллектора и нижнего патрубка к площади выходного отверстия секторного коллектора равны соответственно 0,8-1,0 и 0,4- 0,5.
Физ.2
S . о/ггв.
