Способ оценки работоспособности искательной системы (ИС) дефектоскопических средств при высокоскоростном контроле рельсов относится к области железнодорожной техники и может использоваться для проверки работоспособности мобильных средств дефектоскопии в широком диапазоне реализуемых скоростей контроля. Способ может быть использован как при испытаниях ИС новых диагностических средств, так и при периодической оценке их работоспособности в процессе эксплуатации.
В период широкого внедрения и эксплуатации высокоскоростных дефектоскопических средств для контроля железнодорожной инфраструктуры, оснащенных, в том числе, и ультразвуковой (УЗ) аппаратурой для дефектоскопии рельсов, весьма важно оценивать и периодически проверять работоспособность аппаратуры во всем диапазоне рабочих скоростей контроля (от 10 до 140 км/ч). Под работоспособностью дефектоскопического средства понимается состояние, при котором оно способно выполнять свои функции по обнаружению опасных дефектов в рельсах в заданном диапазоне скоростей перемещения по рельсовому пути.
При прочих равных условиях в процессе высокоскоростной УЗ дефектоскопии проявляются два фактора, отрицательно влияющие на качество контроля рельсов:
1) уменьшение зоны локации дефектов при высоких скоростях движения из-за заметного сдвига электроакустического преобразователя (ЭАП) по поверхности рельса за время распространения УЗ колебаний до дефекта и обратно;
2) нарушение акустического контакта ЭАП со сканируемой поверхностью (поверхностью катания рельсов). Причем чем выше скорость сканирования, тем протяженнее участок с нестабильным контактом из-за неизбежных на практике неровностей поверхности катания рельсов.
Проявление отрицательного фактора 1) частично решают путем увеличения апертуры излучения/приема ЭАП колебаний [1, 2]. Воздействие фактора 2) минимизируют за счет оптимизации конструкции ИС [3, 4], включая центровку ЭАП относительно продольной оси рельса [5] и оптимизации способов подачи под ЭАП контактирующей жидкости [6].
Для оценки эффективности принятых технических мер по минимизации указанных факторов можно использовать специальные установки [7] или испытательные участки рельсового пути с моделями разных дефектов [8].
Однако создание специального испытательного участка пути для высоких скоростей (до 140 км/ч) является весьма дорогостоящим проектом и не всегда технически оправданным, т.к. поверхность катания и само состояние рельсов на действующих путях и на малонагруженных испытательных участках заметно отличаются.
Весьма оригинальным и эффективно работающим в реальных условиях контроля рельсов, в том числе и при высоких скоростях сканирования, является способ проверки работоспособности ультразвукового дефектоскопа по патенту [9]. В известном способе искательной системой дефектоскопа, содержащей один или несколько ЭАП, периодически излучают импульсные УЗ колебания в контролируемое изделие (например, железнодорожные рельсы), на тыльную сторону рельсов (на подошву рельса) действующего железнодорожного пути устанавливают электроакустический имитатор, работающий в ждущем режиме. При проходе ИС дефектоскопического средства, имитатор принимает зондирующий импульс дефектоскопа и переизлучает УЗ сигнал, подобный эхо-сигналам от реальных дефектов. ИС дефектоскопа принимают переизлученные имитатором импульсные УЗ колебания дефектоскопом усиливают, селектируют по времени, и по срабатыванию индикаторов судят о работоспособности дефектоскопа. Причем проверку работоспособности дефектоскопа производят без прерывания процесса контроля изделия при скоростях сканирования, не превышающих расчетной величины, зависящей от толщины контролируемого изделия, периода следования зондирующих импульсов дефектоскопа и угловых параметров диаграммы направленности ЭАП. Как следует из материалов [9], при этом можно проверить работоспособность и чувствительность дефекто-скопного тракта при скоростях до 176 км/ч, что с запасом охватывает весь диапазон практически реализуемых скоростей контроля рельсов.
Дальнейшее развитие этого технического решения предусмотрено способом [10], позволяющим моделировать эхо-сигналы, идентичные сигналам от дефектов, залегающих на любой глубине (по всей высоте) от поверхности катания рельсов.
Недостатком способа по патенту [9], принятого за прототип, является ограниченная область применения, связанная тем, что способ не позволяет проверить работоспособность ИС, в частности, возможность обеспечения им стабильного акустического контакта при наличии допустимых неровностей на поверхности катания контролируемых рельсов в широком диапазоне скоростей сканирования.
Искательная система является одним из основных узлов любого дефектоскопического средства и позволяет осуществлять сбор информации о наличии дефектов в контролируемом объекте. Именно от качества работы ИС во многом зависит полнота и достоверность первичной информации и, в конечном счете, надежность и достоверность контроля объекта. В УЗ дефектоскопии основной функцией ИС является обеспечение стабильного и качественного акустического контакта во всем диапазоне реализуемых скоростей сканирования. Эффективное функционирование ИС особенно важно при высокоскоростном контроле, где любые геометрические неровности на поверхности сканирования могут нарушить акустический контакт между ЭАП и поверхностью катания рельсов, тем самым снижая достоверность контроля.
Задачей, решаемой предлагаемым техническим решением, является разработка способа, позволяющего проверять работоспособность ИС дефектоскопического средства в процессе планового проезда, в широком диапазоне скоростей сканирования, без привлечения дополнительных технических средств.
Техническим результатом реализации способа является повышение достоверности контроля рельсов за счет определения допустимого диапазона скоростей контроля с выбранной конструкцией ИС на конкретном участке рельсового пути. Одновременно, объективная оценка диапазона работоспособности ИС позволяет обоснованно планировать и выполнять проектные работы по дальнейшему совершенствованию конструкции системы с целью достижения требуемых скоростей контроля рельсов.
Решение поставленной задачи осуществляется способом проверки работоспособности искательной системы дефектоскопических средств при высокоскоростном контроле, заключающимся в перемещении по рельсам искательной системы, содержащей один или несколько электроакустических преобразователей, периодическом излучении в контролируемые рельсы ультразвуковых зондирующих импульсов, приеме отраженных от подошвы рельсов ультразвуковых донных сигналов, регистрации их на дефектограмме, оценке их параметров, по результатам которых судят о работоспособности ИС, причем контроль рельсов производят на разных скоростях, определяют зоны сварных стыков рельсов, измеряют параметры ослабления донных сигналов в этих зонах, формируют график зависимости усредненных параметров донных сигналов от скорости перемещения, и по полученной зависимости определяют работоспособность и предельную скорость сканирования на контролируемом участке пути.
В частном случае, в качестве измеряемых параметров используют параметры амплитудной огибающей последовательностей донных сигналов в зоне сварных стыков рельсов.
Сходными существенными признаками предлагаемого способа с прототипом являются:
- перемещение искательной системы, содержащей один или несколько ЭАП, по рельсам (по контролируемому изделию);
- периодическое излучение в контролируемый рельс ультразвуковых зондирующих импульсов;
- излучение и прием УЗ колебаний в/из контролируемое изделие (рельс);
- прием отраженных от подошвы рельса (от тыльной стороны изделия) УЗ (донных) сигналов;
- проверка работоспособности дефектоскопа, а значит и ИС, без прерывания процесса контроля при скоростях сканирования, не превышающих определенной величины.
Существенные отличия предлагаемого способа по сравнению с прототипом состоят в следующем.
1. В процессе реализации способа определяют зоны сварных стыков рельсов всеми известными способами. В прототипе и аналогах для оценки работоспособности одного из основных узлов дефектоскопической аппаратуры - искательной системы, геометрические неровности поверхности катания (со статистическими параметрами) в зоне сварных стыков не применялись.
2. Оценивают изменения усредненных параметров донных сигналов (д.с.) в зонах сварных стыков, что позволяет проверять работоспособность ИС на часто повторяющихся неровностях зоны сварки с примерно известными параметрами.
3. Формируют график зависимости измеренных параметров донных сигналов от скорости перемещения, что позволяет проследить поведение ИС на разных скоростях сканирования.
4. По полученным значениям определяют параметры зоны нестабильного акустического контакта (в частности, протяженности прерываний линий д.с.) на разных скоростях и оценивают работоспособность и допустимые скорости сканирования ИС и дефектоскопического средства в целом.
5. В частном случае в качестве измеряемых параметров используют параметры амплитудной огибающей последовательностей донных сигналов, что позволяет более корректно и точно, по сравнению с прерываниями линии д.с, оценивать изменения акустического контакта в зоне сварных стыков.
Для обеспечения стабильного и качественного акустического контакта при больших скоростях сканирования используют специфические технические устройства, обеспечивающие: центровку ИС относительно продольной оси рельса, в том числе, и с помощью специальных центрирующих магнитов [5]; оптимальное прижатие акустических блоков к поверхности катания рельсов [3-5]; подачу контактирующей жидкости под акустические блоки, в том числе, и путем распыления с регулировкой напора жидкости [6].
Предлагаемый способ предназначен для оценки суммарной работоспособности и эффективности совместной работы этих технических устройств, совокупно составляющей ИС, в широком диапазоне скоростей сканирования и определения предельных скоростей, при превышении которых достоверность контроля рельсов заметно снижается.
Предлагаемый способ иллюстрируют следующие графические материалы. Фиг. 1. Процесс формирования донного сигнала на развертках трех типов: типа А, В и  , синхронизированных с процессом сканирования контролируемого рельса.
, синхронизированных с процессом сканирования контролируемого рельса.
Фиг. 2. Амплитудные огибающие последовательностей донных сигналов при разных скоростях контроля и соответствующие им прерывания линий донных сигналов, полученные в реальных условиях высокоскоростного контроля рельсов.
Фиг. 3. Графики зависимости усредненных параметров донных сигналов от скорости сканирования.
Способ реализуют в следующей последовательности.
На поверхности катания рельса 1 установлен блок 2 ЭАП (с отдельными преобразователями А, В и С), подвешенный на балку 4 (фиг. 1а). Для защиты рабочей поверхности преобразователей они установлены на протектор 3. Для обеспечения акустического контакта блок 2 прижимается к поверхности катания рельса 1 с помощью устройства прижатия 5, а под протектор подается контактирующая жидкость с помощью соответствующего устройства 6. Балка 4 в свою очередь подвешивается на подвижную единицу (на фиг. 1 не показан). Совокупность блока 2 с ЭАП А, В, С, протектора 3, балки 4 с устройством прижатия 5 и устройством подачи контактирующей жидкости 6 представляют собой искательную систему диагностического средства, решающую задачу обеспечения стабильного акустического контакта между блоком ЭАП 2 и поверхностью катания контролируемого рельса 1 в широком диапазоне скоростей сканирования.
На фиг. 1b и 1с приведены иллюстрации, поясняющие процесс формирования донного сигнала на развертках: типа А (на координатной плоскости «Амплитуда сигналов А - время распространения УЗ колебания до отражателя и обратно t»); типа В (на координатной плоскости «t - протяженность контролируемого изделия  ») (фиг. 1b) и на развертке типа
») (фиг. 1b) и на развертке типа  («Амплитуда д.с. А - протяженность контролируемого изделия ») (фиг. 1с). Для упрощения понимания, на фиг. 1а и 1b развертка типа А смещена вниз и соотнесена с разверткой типа В, которая, в свою очередь, синхронизирована с положениями блока 2 ЭАП в процессе сканирования изделия - рельса 1. На развертке типа
(«Амплитуда д.с. А - протяженность контролируемого изделия ») (фиг. 1с). Для упрощения понимания, на фиг. 1а и 1b развертка типа А смещена вниз и соотнесена с разверткой типа В, которая, в свою очередь, синхронизирована с положениями блока 2 ЭАП в процессе сканирования изделия - рельса 1. На развертке типа  А - развертка повернута на 90°, и показано изменение амплитуды донного сигнала (линия 8А на фиг. 1с) в процессе перемещения блока 2 по поверхности рельса 1. При этом наблюдаются соответствующие спады (провалы) 12 и 13 амплитудной огибающей над неровностями поверхности в зоне сварки и провалы 14 и 15, соответственно, над внутренним дефектом 10 и поверхностным повреждением 11 контролируемого рельса 1 (фиг. 1).
А - развертка повернута на 90°, и показано изменение амплитуды донного сигнала (линия 8А на фиг. 1с) в процессе перемещения блока 2 по поверхности рельса 1. При этом наблюдаются соответствующие спады (провалы) 12 и 13 амплитудной огибающей над неровностями поверхности в зоне сварки и провалы 14 и 15, соответственно, над внутренним дефектом 10 и поверхностным повреждением 11 контролируемого рельса 1 (фиг. 1).
В качестве подвижной единицы дефектоскопического средства (на фиг.1 не показана) могут быть использованы: вагон, автомотриса, автомобиль на комбинированном ходу или диагностический комплекс. Подвижная единица совместно с искательной системой движется по рельсовому пути со скоростью V. Обычно в любом дефектоскопическом средстве предусматривается датчик пути (одометр - на фиг. 1 не показан), который помогает формировать дефектограмму, синхронизированную с движением ИС для однозначной «привязки» к линейным координатам контролируемого рельсового пути.
В процессе движения ИС с помощью блока ЭАП 2 в контролируемые рельсы 1 периодически излучаются зондирующие импульсы 7 под разными углами для обнаружения разноориентированных внутренних дефектов 10 в рельсах. Один или несколько ЭАП в блоке 2 (на фиг. 1а - ЭАП В) принимают отраженные от внутренней поверхности подошвы рельса УЗ колебания -донные сигналы 8. В общем случае, линию 8L донных сигналов можно получить не только при нормальном вводе УЗ колебаний, но и при наклонном вводе с помощью двух ЭАП (например, на фиг. 1а ЭАП А излучает, а ЭАП С принимает отраженные от подошвы рельса УЗ колебания).
Простейший способ оценки качества выполняемого УЗ контроля, а значит, и работоспособности искательных систем дефектоскопических средств - это анализ поведения линии донных сигналов (д.с.) 8L на регистрируемых дефекто-граммах. По действующей технологии [11] участок пути, где имеется прерывание линии д.с. (на фиг. 1b прерывания  в зоне сварки,
в зоне сварки,  - над внутренним 10 и поверхностным 11 дефектами) протяженностью более определенной величины (100 мм для мобильных средств дефектоскопии по [11]), считается непроконтролированным и требует проведения повторной проверки ручными ЭАП с выходом операторов в путь.
- над внутренним 10 и поверхностным 11 дефектами) протяженностью более определенной величины (100 мм для мобильных средств дефектоскопии по [11]), считается непроконтролированным и требует проведения повторной проверки ручными ЭАП с выходом операторов в путь.
Анализ реальных дефектограмм контроля рельсового пути показывает, что наиболее часто линия д.с. 8L (фиг. 2) прерывается над сварными стыками, имеющими неровность на поверхности катания в виде одиночных W1 или двойных W1 и W2 смятий (фиг. 1а). Данные неровности возникают в зоне термического влияния сварных стыков (zone of thermal influence of the weld - ZTI на фиг.1а) и достигают в процессе эксплуатации пути глубины до 4,0 мм. При прохождении искательной системы над сварным стыком W0 с неровностями (W1 и W2) линия донных сигналов на дефектограмме может прерываться на суммарную величину  (фиг. 1), названную зоной нестабильности акустического контакта.
(фиг. 1), названную зоной нестабильности акустического контакта.
Прерывания линии д.с. могут происходить и над внутренними дефектами в рельсах 10  или повреждениями 11
или повреждениями 11  поверхности катания (фиг. 1). Однако эти участки не могут быть использованы для оценки работоспособности ИС, т.к. их параметры не прогнозируемы, а сами события весьма редки (например, в среднем на 1000 км рельсового пути обнаруживают не более 5-20 внутренних дефектов) в течение года.
поверхности катания (фиг. 1). Однако эти участки не могут быть использованы для оценки работоспособности ИС, т.к. их параметры не прогнозируемы, а сами события весьма редки (например, в среднем на 1000 км рельсового пути обнаруживают не более 5-20 внутренних дефектов) в течение года.
В зоне болтовых стыков рельсов (на фиг. 1 не показаны) также происходят прерывания линии донного сигнала. Однако параметры прерываний линии над стыковыми зазорами нестабильны и зависят от многих, часто непрогнозируемых факторов: величины стыкового зазора (допустимый зазор от 0 до 22 мм); от наличия в стыках вертикальных «ступенек» и просадок; смятий и поверхностных повреждений на торцевых участках рельсов. Болтовые отверстия в стыках располагаются в шейке рельсов на значительной глубине (около 100 мм), при этом прерывание линии донного сигнала не соответствует реальной величине (диаметру 36 мм) отверстий (в отличие от поверхностных дефектов, вызывающих прерывания линии д.с, по протяженности близкие к их реальным размерам). Кроме того, в связи с массовой заменой звеньевого пути на бесстыковые рельсовые плети, количество болтовых стыков каждый год заметно уменьшается. Из изложенного следует, что зоны болтовых стыков не могут быть использованы в качестве тестовых неровностей поверхности рельсов.
Таким образом, только зоны сварных стыков имеют прогнозируемые геометрические размеры неровностей (глубиной 0,2-4,0 мм); являются регулярными объектами пути (следуют через каждые 25, 100 м) и имеются в значительном количестве (до 9,0 млн. штук на сети Российских железных дорог). Поэтому при оценке работоспособности ИС в качестве тестовых отражателей предлагается использовать сварные стыки рельсов с возможными неровностями.
Локализация зон сварных стыков рельсов, выполненных электроконтактной сваркой, возможна несколькими известными способами.
В вагонах-дефектоскопах с системой активного намагничивания рельсов с помощью электромагнитов, размещенных на осях колесных пар специальной (индукторной) тележки [12], сварные стыки регулярно фиксируются магнитным каналом. Совершенствование алгоритмов обработки сигналов магнитного канала в вагонах-дефектоскопах [13], позволяет повысить вероятность правильного распознавания сварных стыков. При изменении способов фиксации магнитного поля рассеяния в зоне сварного стыка [14], имеется возможность дополнительного повышения данного показателя.
На всех современных диагностических комплексах одновременно с дефектоскопией рельсов осуществляется и непрерывная видеорегистрация пути с нескольких ракурсов с жесткой синхронизацией видеокадров к путевым координатам [15]. Анализ видеоданных с бортовых камер позволяет легко фиксировать зоны сварных стыков рельсов (по белой маркировке на боковой поверхности рельсов). Фотоизображения позволяют оценить состояние поверхности катания и характер неровностей на сварных стыках.
Возможно также локализовать зоны сварных стыков и по незначительным, но характерным ослаблениям амплитудной огибающей д.с., следующих через равные пройденные участки пути (через длину одного рельса - 25 м) [16].
Таким образом, зоны сварных стыков рельсов можно определить тем или иным известным способом неразрушающего контроля рельсов, предусмотренным в современных дефектоскопических средствах.
При малой глубине неровности в зоне сварного стыка и низкой скорости сканирования (до 40-50 км/ч), линия д.с. 8L на дефектограмме может не прерываться (фиг. 2а). При наличии смятия головки рельса в зоне сварки и при увеличении скоростей контроля, наблюдаются одиночные (фиг. 2b), двойные и даже тройные (фиг. 2с) прерывания линии д.с.  которые, весьма часто, на больших скоростях могут сливаться в одну большую зону
которые, весьма часто, на больших скоростях могут сливаться в одну большую зону 
Естественно, общая зона нестабильности донного сигнала  включая кратковременные появления линии д.с, существенно шире суммы отдельных прерывании
включая кратковременные появления линии д.с, существенно шире суммы отдельных прерывании  (фиг. 2b). При анализе поведения искательной системы целесообразно рассматривать зависимость
(фиг. 2b). При анализе поведения искательной системы целесообразно рассматривать зависимость  от скорости сканирования V дефектоскопического средства, а не отдельные участки
от скорости сканирования V дефектоскопического средства, а не отдельные участки 
Анализ двухпозиционного (есть/нет) состояния линии д.с. на данных объектах позволяет весьма просто оценивать работоспособность искательных систем дефектоскопических средств в процессе сканирования рельсов.
Для упрощения процедуры анализа в предлагаемом способе предлагается разделить весь диапазон скоростей сканирования на поддиапазоны ΔV. Например, при наборе скорости от 0 до по 120 км/ч можно выделить 12 поддиапазонов по 10 км/ч. В общем случае поддиапазоны скоростей могут быть иными (например, по 3 км/ч), и выбираются в зависимости от требуемой точности оценки работоспособности ИС. Важно лишь, чтобы количество сварных стыков, зарегистрированных в выбранных поддиапазонах скоростей, было достаточным для получения корректной статистической оценки измеряемого параметра (как правило, не менее 100 стыков).
В процессе экспериментальных исследований выяснено, что наблюдается определенная зависимость между скоростью V перемещения ИС по поверхности рельса и значением протяженности зоны нестабильности донных сигналов  (фиг. 3а). Чем больше скорость контроля рельсов, тем протяженнее величина
(фиг. 3а). Чем больше скорость контроля рельсов, тем протяженнее величина  при проезде дефектоскопического средства над одной и той же неровностью (зоной сварки с допустимым по [17] смятием). Например, на фрагментах реальных дефектограмм (фиг. 2), полученных при трех фиксированных скоростях контроля 35, 65 и 95 км/ч, наглядно видно, что при относительно малой скорости 35 км/ч линия д.с. 8L не прерывается
при проезде дефектоскопического средства над одной и той же неровностью (зоной сварки с допустимым по [17] смятием). Например, на фрагментах реальных дефектограмм (фиг. 2), полученных при трех фиксированных скоростях контроля 35, 65 и 95 км/ч, наглядно видно, что при относительно малой скорости 35 км/ч линия д.с. 8L не прерывается  при скорости 65 км/ч наблюдается одно прерывание малой протяженности, а уже при 95 км/ч линия д.с. прерывается трижды и значение
при скорости 65 км/ч наблюдается одно прерывание малой протяженности, а уже при 95 км/ч линия д.с. прерывается трижды и значение  значительно больше, чем во втором случае.
значительно больше, чем во втором случае.
Это позволяет установить работоспособность ИС на разных скоростях сканирования и определить предельную скорость, при которой из-за недопустимо большой протяженности  дальнейшее увеличение скорости сканирования нецелесообразно.
дальнейшее увеличение скорости сканирования нецелесообразно.
Однако, организовать многократный проезд дефектоскопического средства по одному и тому же действующему участку рельсового пути на разных скоростях контроля практически сложно реализуемо и нецелесообразно.
Кроме того, при двухпозиционной оценке могут быть не оценены ситуации, когда над сварным стыком амплитуда д.с. уменьшилась, однако не опустилась ниже порогового уровня Ulim, при этом линия д.с. 8L на дефектограмме не прервалась. Например, на фиг. 1 с (провал 13) и на фиг. 2а ослабление амплитудной огибающей д.с. не достигает порога и не будет учтено при анализе. В связи с этим, более корректной и точной оценкой поведения ИС в зоне сварных стыков рельсов является оценка огибающей амплитуд последовательностей д.с, формируемых в процессе сканирования контролируемого рельсового пути на координатной плоскости  «Амплитуда А донного сигнала - Протяженность контролируемого изделия» (фиг. 1с, фиг. 2).
«Амплитуда А донного сигнала - Протяженность контролируемого изделия» (фиг. 1с, фиг. 2).
Для количественной оценки ослабления амплитуды д.с. над сварками относительно постоянного уровня донного сигнала (на бездефектных участках рельсов с ровной поверхностью катания), предлагается использовать интегральный параметр Kint [18]. Данный параметр одновременно учитывает общую протяженность участка ослабления д.с. и амплитуду всех ослаблений донных сигналов. По существу, параметр Kint представляет математическую площадь «просадки» амплитудной огибающей на дефектограмме в координатах  и дает более полную картину изменения уровня сигналов над неровностями поверхности катания рельсов на разных скоростях сканирования (фиг. 2). Количественную оценку интегрального параметра, можно производить как в условных единицах, так и в виде нормированной величины (в пределах от 0 до 1,0).
и дает более полную картину изменения уровня сигналов над неровностями поверхности катания рельсов на разных скоростях сканирования (фиг. 2). Количественную оценку интегрального параметра, можно производить как в условных единицах, так и в виде нормированной величины (в пределах от 0 до 1,0).
При проверке возможности реализации предлагаемого способа участки пути со сварными стыками анализировали на разных скоростях контроля, разделив их на 10-км/ч поддиапазоны. В каждом поддиапазоне выполнен анализ не менее 60 стыков (от 60 до 160 стыков), имеющих определенные аномалии, приводящие к прерыванию линии д.с. На фиг. 3b представлен график зависимости усредненных значений интегральных параметров Kint сварных стыков от скорости дефектоскопического средства. Видно, что величина Kint демонстрирует следующую квадратичную зависимость от скорости сканирования:
у=0,45х2-30,71х+1322,4.
В предлагаемом способе предлагается проводить оценку работоспособности ИС непосредственно в процессе первого (тестового) проезда дефектоскопического средства по достаточно протяженному (30-40 км и более) участку рельсового пути путем анализа усредненных значений измеряемого параметра. При этом, дефектоскопическое средство может достигать заявленной производителем максимальной скорости сканирования Vmax.
Во время проезда дефектоскопическое средство постепенно набирает скорость от 0 до Vmax, периодически (с частотой до 8,0 кГц, определяемой высотой контролируемого изделия и скоростью распространения УЗ колебаний в нем) излучая в контролируемый рельс УЗ зондирующие сигналы 7 и принимая отраженные от подошвы рельсов донные сигналы 8, регистрируя их на дефектограмме в виде развертки типа В (в координатах  ) и/или в виде амплитудной огибающей
) и/или в виде амплитудной огибающей  (в координатах
(в координатах  ). Так как действующие рельсовые пути являются преимущественно бесстыковыми (80% главных путей ОАО «РЖД»), то во всех поддиапазонах скоростей контроля на дефектограммах фиксируется достаточное для статистического анализа количество сварных стыков.
). Так как действующие рельсовые пути являются преимущественно бесстыковыми (80% главных путей ОАО «РЖД»), то во всех поддиапазонах скоростей контроля на дефектограммах фиксируется достаточное для статистического анализа количество сварных стыков.
Анализируя протяженности прерывания линии д.с.  или интегральный параметр Kint ослабления амплитудной огибающей над сварными стыками, можно оценивать работоспособность ИС. Одновременно, может определяться соответствие заявленной разработчиком максимальной скорости Vmax с предельно допустимой для данной конструкции искательной системы скоростью (Vlim ≤ Vmax).
или интегральный параметр Kint ослабления амплитудной огибающей над сварными стыками, можно оценивать работоспособность ИС. Одновременно, может определяться соответствие заявленной разработчиком максимальной скорости Vmax с предельно допустимой для данной конструкции искательной системы скоростью (Vlim ≤ Vmax).
Последовательность анализа дефектограмм во всем диапазоне реализуемых скоростей может состоять из следующих операций:
- просмотр всего проконтролированного участка рельсового пути и деление участка на поддиапазоны скоростей (например, по 10 км/ч);
- локализация зон сварных стыков всеми доступными способами (по огибающей донного сигнала, реакции магнитного канала, видеокадрам);
- измерение протяженности зоны нестабильности донного сигнала  или интегрального параметра Kint (фиг. 2) на каждом сварном стыке;
или интегрального параметра Kint (фиг. 2) на каждом сварном стыке;
- получение усредненных значений измеряемых параметров  или Kint для каждого поддиапазона скоростей сканирования и построение соответствующей зависимости;
или Kint для каждого поддиапазона скоростей сканирования и построение соответствующей зависимости;
- формирование порогового уровня (фиг. 3а и b) измеряемого параметра  или Kthr в соответствии с требованиями нормативной документации;
или Kthr в соответствии с требованиями нормативной документации;
- определение значений предельных скоростей сканирования, при превышении которых наблюдается недопустимо высокий рост анализируемых величин;
- выполнение, в соответствии с графиком контроля, рабочих проездов по данному участку рельсового пути со скоростями контроля Vlim, не превышающими, определенные при тестовом проезде;
- проведение, при необходимости, работ по дальнейшему совершенствованию конструкции ИС для доведения Vlim ≥ Vmax.
В простейшем случае возможна реализация способа только путем измерения протяженности  линии прерывания д.с. Это практически не увеличивает требования к программным ресурсам дефектоскопического средства, но обладает определенными недостатками. Так, могут быть пропущены случаи нарушения акустического контакта, при которых амплитуда донных сигналов уменьшается, но спад амплитуд не достигает порогового уровня (фиг. 2а).
линии прерывания д.с. Это практически не увеличивает требования к программным ресурсам дефектоскопического средства, но обладает определенными недостатками. Так, могут быть пропущены случаи нарушения акустического контакта, при которых амплитуда донных сигналов уменьшается, но спад амплитуд не достигает порогового уровня (фиг. 2а).
Для получения более точных первичных данных при оценке работоспособности ИС на разных скоростях, как показано выше, целесообразно использовать интегральный параметр Kint амплитудной огибающей д.с. в зоне сварных стыков. И в том и в другом случае характер зависимости анализируемого параметра близок (фиг. 3), однако в последнем случае (Kint=ƒ(V)), формируется более корректная оценка (в частности, и за счет учета ослаблений типа 13 амплитудной огибающей, не достигающих порогового уровня 9 (фиг. 1)).
При любом способе оценки параметров ослабления уровня д.с. над сварками, рассмотренные выше последовательности реализации способа целесообразно автоматизировать известными способами (см., например, [13, 14, 15 и 18]).
Очевидно, что на участках рельсового пути повышенной грузонапряженности (из-за достаточно глубоких смятий в зонах сварных стыков) предельная скорость сканирования с конкретной конструкцией ИС будет меньше, чем на участках с преимущественно пассажирским движением. Таким образом, предлагаемый способ позволяет не только оценивать работоспособность ИС, но и выбирать оптимальный диапазон скоростей сканирования с учетом особенностей (класса и категории) контролируемого железнодорожного пути, что дополнительно повышает достоверность контроля рельсов.
Еще одним преимуществом предлагаемого способа является то, что выполнение весьма сложной задачи - оценки работоспособности комплексной системы, каковой является ИС дефектоскопического средства, удается выполнить без привлечения дополнительных технических средств и дорогостоящих испытательных участков пути. Оценка работоспособности ИС производится непосредственно в процессе выполнение штатного контроля рельсового пути. Достаточно лишь доработать программное обеспечение, позволяющее в соответствии с изложенной выше последовательностью обрабатывать сигналы контроля и определять предельные скорости сканирования для конкретных участков пути.
Можно предположить, что динамическое поведение ИС для УЗ методов контроля при сканировании рельсов с небольшими геометрическими неровностями на поверхности, аналогично поведению и других датчиков дефектоскопического средства (например, датчиков магнитодинамического (MFL) или вихретокового методов). Поэтому предложенный способ может быть применен для оценки работоспособности датчиков нескольких методов, применяемых для дефектоскопирования длинномерных объектов (рельсов), осуществляющих сканирование при больших скоростях путем непосредственного контакта с контролируемым изделием.
Таким образом, предлагаемый способ может быть реализован, а совокупность отличительных признаков предлагаемого способа позволяет получить предложенный технический результат - повышение достоверности контроля рельсов с помощью высокоскоростных дефектоскопических средств.
Источники
1. RU 2715885.
2. RU 2440568.
3. RU 2184372.
4. RU 2581343.
5. RU 113225.
6. RU 194152.
7. RU 154870.
8. RU 134133.
9. RU 2262101.
10. RU 2278377.
11. Положение о расшифровке результатов НК рельсов (Распоряжение ОАО «РЖД» от 09.01.2018 № ЦДИ-1/p). Изменения в Положение (от 29.05.2018 № ЦДИ-558/p).
12. RU 127703.
13. RU 2671368.
14. RU 2696066.
15. RU 2642687.
16. RU 266894.
17. Инструкция «Дефекты рельсов. Классификация, каталог и параметры дефектных и остродефектных рельсов». - Распоряжение ОАО «РЖД» № 2499р от 23.10.2014 г. - М: ОАО «РЖД», 2014.
18. RU 2699942.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ультразвуковой способ обнаружения и оценки сварных стыков рельсов при высокоскоростном контроле | 2021 |
|
RU2764571C1 |
| Способ оценки работоспособности дефектоскопических средств при высокоскоростном контроле рельсов | 2021 |
|
RU2753810C1 |
| СПОСОБ МНОГОКАНАЛЬНОГО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ | 2023 |
|
RU2809185C1 |
| Способ ультразвукового контроля локальных участков железнодорожных рельсов | 2023 |
|
RU2818035C1 |
| Способ динамической корректировки чувствительности дефектоскопических средств при высокоскоростном контроле длинномерных объектов | 2021 |
|
RU2774096C1 |
| Способ высокоскоростной ультразвуковой дефектоскопии длинномерных объектов | 2021 |
|
RU2756933C1 |
| Способ зеркально-теневого ультразвукового контроля с адаптивным пороговым уровнем | 2022 |
|
RU2787948C1 |
| Устройство для ультразвукового контроля локальных участков рельсов | 2023 |
|
RU2813672C1 |
| СПОСОБ ДИАГНОСТИКИ РЕЛЬСОВОГО ПУТИ И СИНХРОНИЗАЦИИ РЕЗУЛЬТАТОВ ИЗМЕРЕНИЙ | 2018 |
|
RU2680927C1 |
| Способ прогнозирования развитий аномалий в головке рельсов | 2019 |
|
RU2699942C1 |
Изобретение относится к области железнодорожной техники и может использоваться для проверки работоспособности мобильных средств дефектоскопии в широком диапазоне реализуемых скоростей контроля. Способ оценки работоспособности искательной системы заключается в перемещении по рельсам искательной системы, содержащей один или несколько электроакустических преобразователей, периодическом излучении в контролируемые рельсы ультразвуковых зондирующих импульсов, приеме отраженных от подошвы рельсов ультразвуковых донных сигналов, регистрации их на дефектограмме, оценке их параметров, по результатам которых судят о работоспособности искательной системы. Контроль рельсов производят на разных скоростях, определяют зоны сварных стыков рельсов, измеряют параметры ослабления донных сигналов в этих зонах, формируют график зависимости усредненных параметров донных сигналов от скорости перемещения и по полученной зависимости определяют работоспособность и предельную скорость сканирования на контролируемом участке пути. В результате повышается достоверность контроля рельсов за счет определения допустимого диапазона скоростей контроля с выбранной конструкцией искательной системы на конкретном участке рельсового пути. 1 з.п. ф-лы, 3 ил.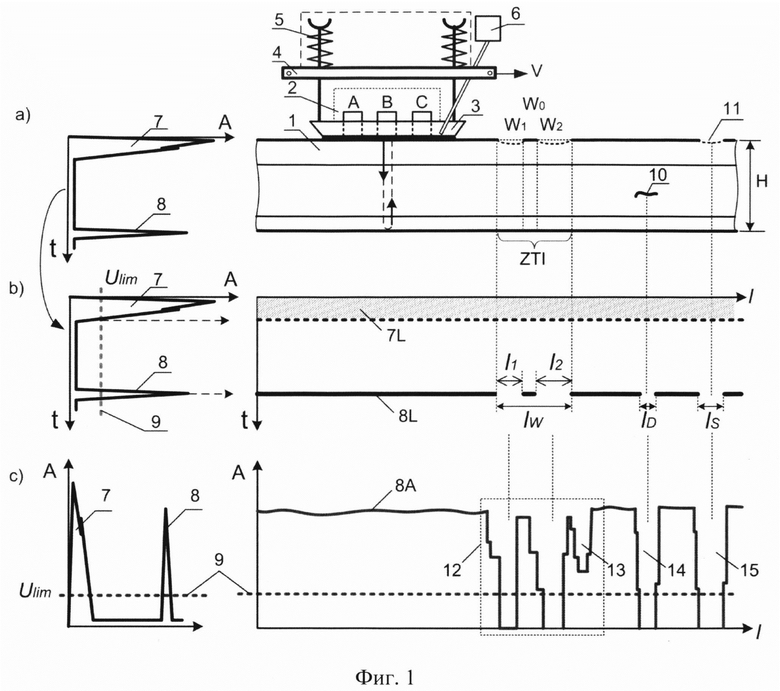
1. Способ оценки работоспособности искательной системы дефектоскопических средств при высокоскоростном контроле, заключающийся в перемещении по рельсам искательной системы, содержащей один или несколько электроакустических преобразователей, периодическом излучении в контролируемые рельсы ультразвуковых зондирующих импульсов, приеме отраженных от подошвы рельсов ультразвуковых донных сигналов, регистрации их на дефектограмме, оценке их параметров, по результатам которых судят о работоспособности искательной системы, отличающийся тем, что контроль рельсов производят на разных скоростях, определяют зоны сварных стыков рельсов, измеряют параметры ослабления донных сигналов в этих зонах, формируют график зависимости усредненных параметров донных сигналов от скорости перемещения и по полученной зависимости определяют работоспособность и предельную скорость сканирования на контролируемом участке пути.
2. Способ оценки работоспособности искательной системы дефектоскопических средств при высокоскоростном контроле по п. 1, отличающийся тем, что в качестве измеряемых параметров используют параметры амплитудной огибающей последовательностей донных сигналов в зоне сварных стыков рельсов.
| Прибор для измерения глубины буровых скважин | 1938 |
|
SU62570A1 |
| СПОСОБ ПРОВЕРКИ РАБОТОСПОСОБНОСТИ УЛЬТРАЗВУКОВОГО ДЕФЕКТОСКОПА | 2004 |
|
RU2262101C1 |
| ДЕФЕКТОСКОП СОВМЕЩЕННОГО БЕСКОНТАКТНОГО МАГНИТНОГО И УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВОГО ПУТИ | 2014 |
|
RU2603451C2 |
| JP S60260850 A, 24.12.1985. | |||

