Область техники, к которой относится изобретение
Изобретение относится к области производства стальных труб, в частности бесшовной стальной трубы для многоступенчатого масляного цилиндра, и к способу ее изготовления.
Уровень техники
В качестве бесшовных стальных труб для многоступенчатых гидравлических масляных цилиндров (в дальнейшем многоступенчатые цилиндры) в машиностроении и автомобильной промышленности всегда использовали бесшовные стальные трубы для производства гидравлических стоек, используемых в комплексном добывающем и вспомогательном оборудовании в угольной промышленности, то есть горячекатаные стальные бесшовные трубы 27SiMn в состоянии поставки, соответствующие стандарту GB/T17396. В связи с неразумным выбором марок стали как при обработке, так и при использовании многоступенчатых цилиндров возникают разные проблемы.
В технологии производства многоступенчатых цилиндров возникают проблемы, связанные с использованием более толстых труб, которые требуются больше обрабатывать.
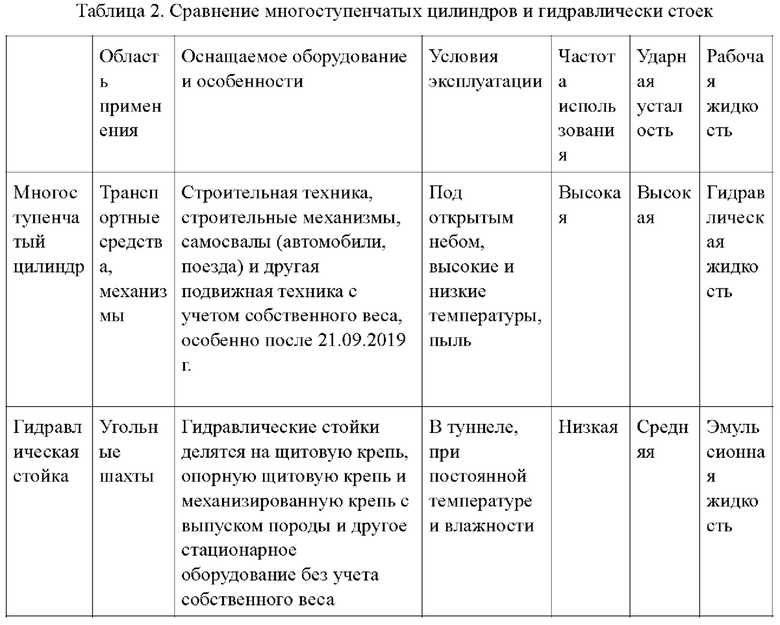
По сравнению с гидравлическими стойками, многоступенчатые цилиндры эксплуатируются в более жесткой среде (высокие и низкие температуры) с более высокой частотой использования, в связи с чем постоянно возникают проблемы утечки масла и даже разрыва цилиндра, что создает угрозы безопасности для транспортных средств или механизмов, в которых используются многоступенчатые цилиндры.
Современной строительной технике и самосвалам все больше требуется многоступенчатых масляных цилиндров. В целях реализации введенного в действие 21.09.2016 приказа Министерства транспорта №62 в 2016 «Положения о регулировании движения транспортных средств по дорогам общего пользования с превышением нагрузки», производители полуприцепов вынуждены снижать вес транспортных средств. Самосвал с гидравлическим подъемным устройством имеет целых шесть многоступенчатых цилиндров, и это становится ключом к снижению веса.
Поэтому возникают следующие вопросы: как разработать легкую стальную трубу, подходящую по качеству для многоступенчатых цилиндров, и при этом решить в процессе производства цилиндров по существующей технологии проблему появления на внутренней и внешней поверхностях гильзы и плунжера цилиндра темных пятен от включений, которые приводят к снижению качества, уменьшению износостойкости и плохой герметичности цилиндра.
Для бесшовных труб DJG, поставляемых в закаленном и отпущенном состоянии, можно использовать новый процесс герметизации, благодаря которому трубы не только имеют более тонкие стенки и меньший вес по сравнению с трубами 27SiMn, поставляемыми в состоянии проката по существующей технологии, но при этом соответствуют стандартам качества и имеют другие преимущества.
Раскрытие сущности изобретения
Техническая проблема, решаемая настоящим изобретением, заключается в бесшовной стальной тонкостенной горячекатаной трубе из улучшенной закалкой и отпуском стали DJG27SiMn, используемой для цилиндра и плунжера, а также в способе ее изготовления.
Настоящее изобретение решает описанную выше техническую проблему следующим образом: бесшовная стальная труба для многоступенчатых масляных цилиндров имеет химический состав со следующими массовыми долями: С 0,24-0,30%, Si 1,20-1,40%, Mn 1,20-1,40%, Р≤0,015%, S≤0,010%, Al 0,025-0,055%, Мо≤0,15%, Cr≤0,15%, Ni≤0,15%, Cu≤0,20%, остальное - Fe.
Полезный эффект настоящего изобретения заключается в следующем: изобретение позволяет получить тонкостенные горячекатаные бесшовные стальные трубы в закаленном и отпущенном состоянии DJG27SiMn для изготовления гильзы и плунжера масляного цилиндра, которые имеют тонкие стенки и другие превосходные характеристики, тем самым обеспечивая эффект снижения нагрузки на транспортное средство. Такие трубы имеют высокую износостойкость и герметичность, позволяющие избежать проблемы утечки гидравлического масла, вызванной частым использованием цилиндра. Трубы отлично выдерживают низкие температуры, то есть обеспечивают хорошую производительность в условиях низких температур, устраняют вероятность разрыва цилиндра и т.д.
Настоящее изобретение также может быть улучшено следующим образом на основе вышеуказанного технического решения.
В расчете по массовой доле химический состав бесшовной стальной трубы включает С 0,28%, Si 1,29%, Mn 1,31%, Р 0,010%, S 0,009%, Al 0,027%, Мо 0,04%, Cr 0,08%, Ni 0,06%, Cu 0,09%, остальное - Fe.
Положительный эффект от использования описанного выше дополнительного решения заключается в том, что полученная стальная труба с таким химическим составом имеет превосходные свойства.
В расчете по массовой доле химический состав бесшовной стальной трубы включает С 0,27%, Si 1,31%, Mn 1,29%, Р 0,012%, S 0,006%, Al 0,037%, Мо 0,008%, Cr 0,006%, Ni 0,002%, Cu 0,009%, остальное - Fe.
Положительный эффект от использования описанного выше дополнительного решения заключается в том, что полученная стальная труба с таким химическим составом имеет превосходные свойства.
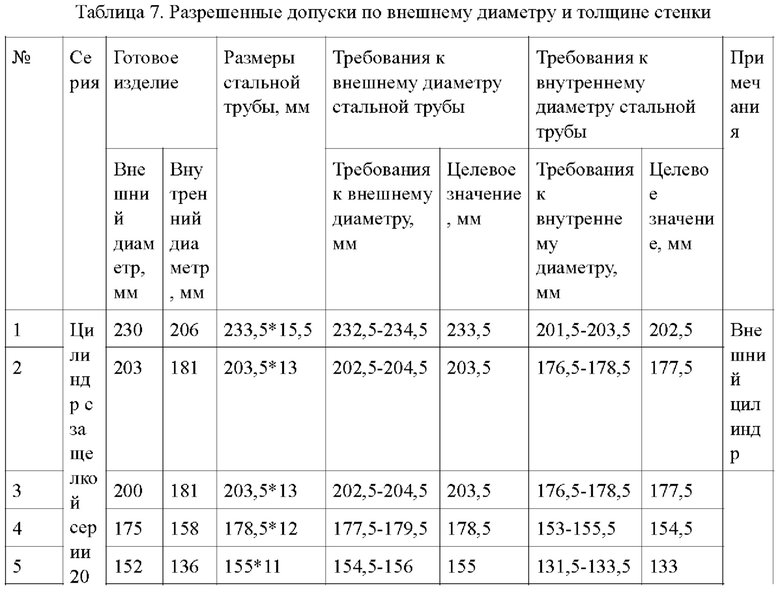
Кроме того, овальность бесшовной стальной трубы не превышает внешний диаметр, неравномерность толщины стенки не превышает 80% допуска на толщину стенки, допустимое отклонение фиксированной длины составляет 0-30 мм, кривизна не превышает 1,5 мм/м, зернистость не менее 7, глубина обезуглероженного слоя не более 0,15 мм.
Кроме того, бесшовная стальная труба представляет собой бесшовную стальную трубу для многоступенчатого масляного цилиндра для транспортных средств.
Кроме того, бесшовная стальная труба содержит алюминий для уменьшения размера зерна, на поверхности бесшовной стальной трубы нет видимых трещин, складок, перегиба проката, расслоений, ямок и рубцов.
Настоящее изобретение также относится к способу изготовления бесшовных стальных труб для многоступенчатых масляных цилиндров, который включает следующие этапы: этап 1 - смешивание сырьевых материалов для получения расплавленного чугуна путем плавления; этап 2 - первичная обработка жидкого чугуна для получения расплавленной стали; этап 3 - внепечное рафинирование жидкой стали после первичной обработки для получения жидкой стали после рафинирования; этап 4 - непрерывное литье рафинированной жидкой стали для получения заготовки из непрерывнолитой стали; этап 5 - перфорирование и прокатка заготовки из непрерывнолитой стали для получения горячекатаных бесшовных стальных труб; этап 6 - последовательная закалка и отпуск горячекатаных бесшовных стальных труб для получения бесшовных стальных труб для многоступенчатых масляных цилиндров.
Полезные эффекты применения вышеуказанных этапов изготовления заключаются в том, что этот способ производства прост в работе, имеет высокий уровень безопасности, позволяет легко контролировать параметры и прост в реализации. Производимые бесшовные стальные трубы для многоступенчатых масляных цилиндров имеют отличные технологические характеристики, высокую безопасность и высокий процент выхода, при этом решается проблема большого объема резки металла, большого количества процедур обработки и длительного времени обработки при изготовлении многоступенчатых цилиндров.
Кроме того, способ изготовления бесшовных стальных труб для многоступенчатых цилиндров согласно формуле изобретения 7 отличается тем, что выплавка чугуна осуществляется в доменной печи, температура плавки составляет 1890-1910 градусов Цельсия; для первичной обработки используют конвертер с подачей кислорода сверху или электрическую печь. При первичной обработке температура выпуска стали составляет 1610-1670 градусов Цельсия, время первичной обработки 45-60 минут. Для внепечного рафинирования используется VOD, температура внепечного рафинирования 1550-1590 градусов Цельсия, время рафинирования 50-60 минут, в течение всего процесса рафинирования выполняется продувка аргоном, скорость продувки 7-8 л/мин. Во время всего процесса рафинирования на входе и выходе подается алюминий, количество алюминия на входе составляет 2 кг на тонну стали, на выходе - 6 кг на тонну стали; процесс закалки включает нагрев горячекатаной бесшовной трубы до 850-900°С и выдержку в течение 20 минут, затем закалку в воде для получения закаленной трубной заготовки. Процесс отпуска включает нагрев закаленной стальной трубы до 600-650°С и выдержку в течение 90 минут, а затем водяное охлаждение для получения бесшовной стальной трубы.
Полезный эффект от описанного выше дополнительного решения заключается в том, что продувка аргоном способна выровнять температуру расплавленной стали, расплавленная сталь имеет более равномерный состав и лучше соответствует требованиям; условия закалки и отпуска становятся более мягкими, температура закалки снижается, позволяя избежать перегрева, эффективно контролировать и оптимизировать структуру стали после закалки. Температура отпуска стали повышается, что позволяет эффективно снизить структурное напряжение после закалки и увеличить относительное удлинение при разрыве. В этих условиях можно получить улучшенную сталь и готовую продукцию высокого качества; подача алюминия на входе и выходе обеспечивает необходимое количество алюминия согласно требованиям. Бесшовная стальная труба, изготовленная этим методом, имеет хорошие технологические характеристики и соответствует эксплуатационным характеристикам горячекатаных стальных труб из улучшенной стали со средней толщиной стенки ≤15,5 мм для многоступенчатых масляных цилиндров и бесшовной стальной трубы DJG27SiMn для гильз и плунжеров цилиндров.
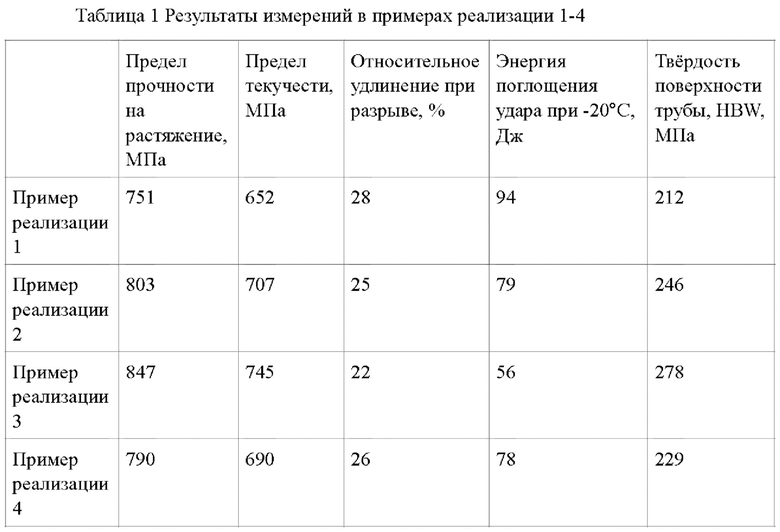
Кроме того, бесшовная стальная труба, полученная на этапе 4, имеет предел прочности при растяжении 750-830 МПа, предел текучести 650-730 МПа, относительное удлинение при разрыве ≥18%, коэффициент поглощения энергии удара по Шарпи для стандартного образца 10×10 с V-образным надрезом при -20°С ≥39 Дж, твердость поверхности стальной трубы 210-260 HBW.
Полезный эффект от вышеупомянутого дополнительного решения заключается в том, что продукт, полученный в соответствии с настоящим изобретением, превосходит по характеристикам другие представленные на рынке стальные трубы для масляных цилиндров.
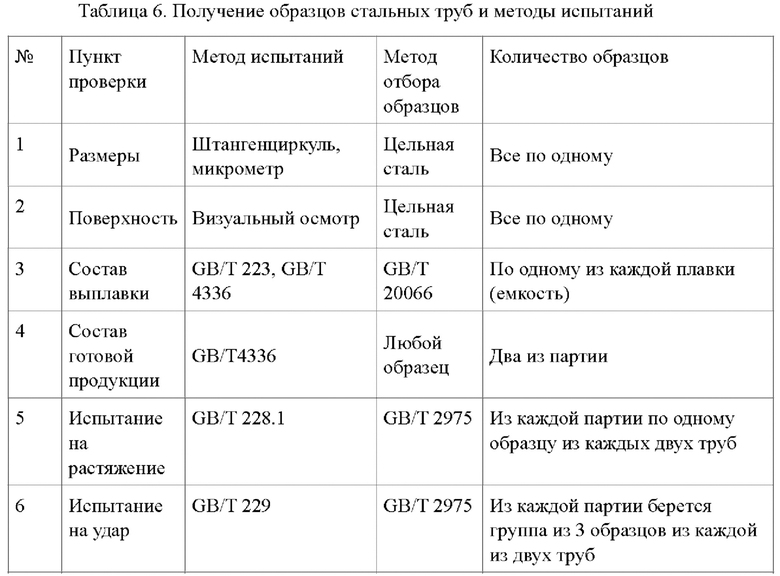
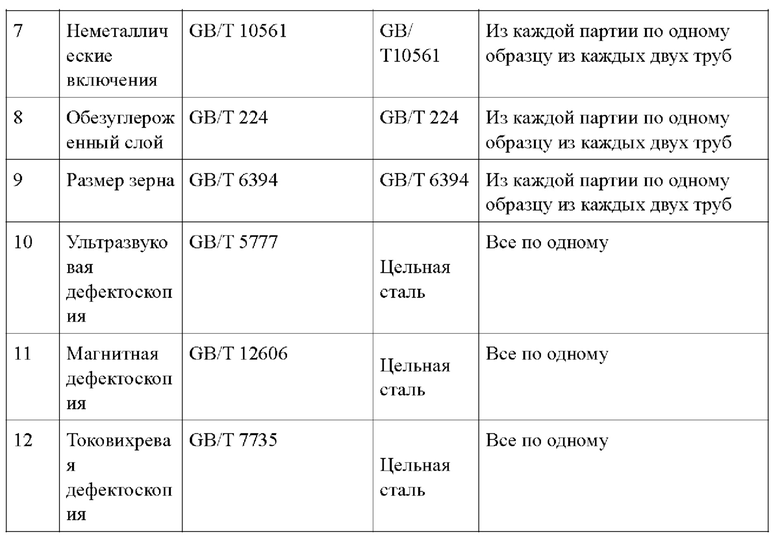
Кроме того, оно также включает этап 7: осмотр бесшовной стальной трубы, описанной на этапе 6. Этап 7 включает в себя проверку геометрических размеров, механических свойств, неметаллических включений, размера зерна, полную глубину обезуглероживания, качества поверхности и неразрушающий контроль.
Полезный эффект от использования такого решения заключается в том, что указанная выше проверка является обязательной для того, чтобы на бесшовных стальных трубах, используемых при производстве масляных цилиндров, в процессе производства гильз и плунжеров масляных цилиндров не появлялось темных пятен, чтобы многоступенчатые масляные цилиндры не разрывались во время использования.
По сравнению с существующей технологией, бесшовная стальная труба для многоступенчатого масляного цилиндра, описанная в этой заявке, обеспечивает следующие эффекты:
(1) Эти бесшовные стальные трубы для многоступенчатых масляных цилиндров для транспортных средств (включая, без ограничений, самосвалы) и механизмов по своим характеристикам превосходят бесшовные стальные трубы для гидравлических стоек, производимых в соответствии с государственным стандартом Китайской Народной Республики для черной металлургии «Бесшовные стальные трубы для гидравлических стоек» GB/T7396.
(2) Бесшовные стальные трубы для многоступенчатых масляных цилиндров для транспортных средств, включая, без ограничений, самосвалы и механизмы, произведенные способом, предусмотренным настоящим изобретением, решают проблемы сложности технологии обработки и высокого процента брака при производстве многоступенчатых цилиндров.
(3) Бесшовная стальная труба для многоступенчатого масляного цилиндра, предлагаемая в соответствии с настоящим изобретением, имеет простые этапы обработки, подходит для крупномасштабного производства и имеет хорошую стоимость, способствующую продажам.
(4) Бесшовная стальная труба для многоступенчатых масляных цилиндров, обеспечиваемая настоящим изобретением, имеет хорошие характеристики безопасности и высокий процент выхода продукции.
(5) Способ изготовления бесшовных стальных труб для многоступенчатых масляных цилиндров, предусмотренный настоящим изобретением, имеет относительно мягкие условия реализации, прост в работе, имеет высокую безопасность, позволяет легко контролировать параметры и прост в реализации. Выпускаемые бесшовные стальные трубы для многоступенчатых масляных цилиндров обладают отличными технологическими характеристиками, высокой безопасностью и высоким процентом выхода.
(6) Способ изготовления бесшовных стальных труб для многоступенчатых масляных цилиндров, предусмотренный настоящим изобретением, улучшает характеристики труб из легированной стали за счет установления жесткого диапазона контроля геометрической точности при разумной стоимости.
(7) Способ производства бесшовных стальных труб для многоступенчатых масляных цилиндров, предусмотренный настоящим изобретением, имеет строгие стандарты контроля, способные обеспечивать высокое качество производимых стальных труб, высокую безопасность и процент выхода продукции, высокую усталостную стойкость и длительный срок службы.
Осуществление изобретения
Ниже описываются принципы и особенности настоящего изобретения. Приведенные примеры реализации используются только для пояснения изобретения и не ограничивают объем настоящего изобретения.
Для того чтобы решить проблемы герметичности и безопасности многоступенчатых масляных цилиндров, изобретатель изменил формулу химического состава и изменил процесс термообработки бесшовных стальных труб для многоступенчатых масляных цилиндров с учетом технологических особенностей многоступенчатых масляных цилиндров, тем самым получив новый материал для стальных бесшовных труб.
Пример реализации 1
Бесшовная стальная труба для многоступенчатых масляных цилиндров имеет химический состав со следующими массовыми долями: С 0,24%, Si 1,20%, Mn 1,20%, Р 0,015%, S 0,010%, Al 0,025%, Мо 0,15%, Cr 0,15%, Ni 0,15%, Cu 0,20%, остальное - Fe.
Производство бесшовных стальных труб для масляных цилиндров включает в себя следующие этапы. Этап 1 - смешивание сырья (включая железную руду и кокс с 56% содержанием железа) для получения жидкого чугуна доменным способом, температура плавки составляет 1890 градусов Цельсия; этап 2 - расплавленный чугун подвергается первичной обработке для получения жидкой стали, для первичной обработки используется конвертер с подачей кислорода сверху или электрическая печь. Температура выпуска стали при первичной обработке составляет 1610 градусов Цельсия, время первичной обработки 45 минут; этап 3 после первичной обработки жидкой стали выполняют внепечное рафинирование, сталь имеет следующий химический состав в массовых долях: С 0,24%, Si 1,20%, Mn 1,20%, Р 0,015%, S 0,010%, Al 0,025%, Мо 0,15%, Cr 0,15%, Ni 0,15%, Cu 0,20%, остальное - Fe; для внепечного рафинирования используется метод VOD, температура рафинирования составляет 1550 градусов Цельсия, время рафинирования 50 минут, в процессе рафинирования выполняется продувка аргоном со скоростью 7 литров/ мин, в процессе внепечного рафинирования на входе и выходе подается алюминий, количество подаваемого алюминия на входе составляет 2 кг на тонну стали, на выходе 6 кг на тонну стали; этап 4 - непрерывное литье жидкой стали после рафинирования для получения заготовки из непрерывнолитой стали; этап 5 - перфорирование и прокатка заготовки из непрерывнолитой стали (с использованием PQF или МРМ или других непрерывных станов для горячей прокатки бесшовных стальных труб) для получения горячекатаных бесшовных стальных труб; этап 6 - последовательная закалка и отпуск горячекатаных бесшовных стальных труб для получения бесшовных стальных труб для многоступенчатых масляных цилиндров; процесс закалки включает нагрев горячекатаных бесшовных стальных труб до температуры 850°С и выдержку в течение 20 минут, а затем закалку в воде для получения закаленной трубной заготовки. Процесс отпуска включает нагрев закаленной стальной трубы до 600°С и выдержку в течение 90 минут, а затем водяное охлаждение для получения бесшовной стальной трубы.
Пример реализации 2
Бесшовная стальная труба для многоступенчатых масляных цилиндров имеет химический состав со следующими массовыми долями: С 0,28%, Si 1,29%, Mn 1,31%, Р 0,010%, S 0,009%, Al 0,027%, Мо 0,04%, Cr 0,08%, Ni 0,06%, Cu 0,09%, остальное - Fe.
Этап 1 - смешивание сырья (включая железную руду и кокс с 58% содержанием железа) для получения жидкого чугуна доменным способом, температура плавки составляет 1895 градусов Цельсия; этап 2 - жидкий чугун подвергается первичной обработке для получения жидкой стали, для первичной обработки используется конвертер с подачей кислорода сверху или электрическая печь, температура первичной обработки составляет 1640 градусов Цельсия, время первичной обработки 50 минут; этап 3 - жидкая сталь после первичной обработки проходит внепечное рафинирование для получения рафинированной жидкой стали со следующим химическим составом: С 0,28%, Si 1,29%, Mn 1,31%, Р 0,010%, S 0,009%, Al 0,027%, Мо 0,04%, Cr 0,08%, Ni 0,06%, Cu 0,09%, остальное - Fe. Для внепечного рафинирования используется метод VOD, температура рафинирования составляет 1560 градусов Цельсия, время рафинирования 55 минут, в течение всего процесса рафинирования выполняется продувка аргоном со скоростью 7,5 л/мин. В процессе внепечного рафинирования на входе и выходе подается алюминий, на входе 2 кг на тонну стали, на выходе 6 кг на тонну стали; этап 4 - непрерывное литье стали после рафинирования для получения заготовки из непрерывнолитой стали; этап 5 - перфорирование и прокатка заготовки из непрерывнолитой стали (с использованием PQF или МРМ или других непрерывных станов для горячей прокатки бесшовных стальных труб) для получения горячекатаной бесшовной стальной трубы; этап 6 - горячекатаная бесшовная стальная труба последовательно закаливается и отпускается, чтобы получить бесшовную стальную трубу для многоступенчатого масляного цилиндра; процесс закалки включает нагревание горячекатаной бесшовной стальной трубы до 870°С и выдержку в течение 20 минут, а затем выполнение закалки в воде для получения закаленной трубной заготовки. Процесс отпуска включает нагрев трубы из закаленной стали до 625°С и выдержку в течение 90 минут, а затем водяное охлаждение для получения бесшовной стальной трубы.
Пример реализации 3
Бесшовная стальная труба для многоступенчатых масляных цилиндров имеет химический состав со следующими массовыми долями: С 0,30%, Si 1,40%, Mn 1,40%, Р 0,013%, S 0,008%, Al 0,055%, Мо 0,03%, Cr 0,04%, Ni 0,03%, Cu 0,08%, остальное - Fe.
Этап 1 - смешивание сырья (включая железную руду и кокс с 63% содержанием железа) для получения жидкого чугуна доменным способом с температурой плавки 1910 градусов Цельсия; этап 2 первичная обработка расплавленного чугуна для получения жидкой стали. Для первичной обработки используется конвертер с подачей кислорода сверху или электрическая печь, температура первичной обработки составляет 1670 градусов Цельсия, время первичной обработки 60 минут; этап 3 - внепечное рафинирование расплавленной стали после первичной обработки для получения рафинированной жидкой стали со следующим химическим составом: С 0,30%, Si 1,40%, Mn 1,40%, Р 0,013%, S 0,008%, Al 0,055%, Мо 0,03%, Cr 0,04%, Ni 0,03%, Cu 0,08%, остальное - Fe. Для внепечного рафинирования используется метод VOD, температура рафинирования составляет 1590 градусов Цельсия, время рафинирования 60 минут, в процессе рафинирования выполняется продувка аргоном, скорость продувки аргоном составляет 8 литров/мин. В процессе внепечного рафинирования на входе и выходе подается алюминий: на входе 2 кг на тонну стали, на выходе 6 кг на тонну стали; этап 4 - непрерывное литье для получения заготовки из непрерывнолитой стали; этап 5 - перфорирование и прокат заготовки из непрерывнолитой стали (с использованием PQF или МРМ или других непрерывных станов для горячей прокатки бесшовных стальных труб) для получения горячекатаной бесшовной стальной трубы; этап 6 горячекатаная бесшовная стальная труба последовательно закаливается и отпускается для получения бесшовной стальной трубы для многоступенчатого масляного цилиндра; процесс закалки включает нагрев горячекатаной бесшовной стальной трубы до 900°С и выдержку в течение 20 минут, а затем закалку в воде для получения закаленной трубной заготовки, процесс отпуска включает нагрев закаленной стальной трубы до 650°С и выдержку в течение 90 минут, а затем водяное охлаждение для получения бесшовной стальной трубы.
Пример реализации 4
Бесшовная стальная труба для многоступенчатых масляных цилиндров имеет химический состав со следующими массовыми долями: С 0,27%, Si 1,31%, Mn 1,29%, Р 0,012%, S 0,006%, Al 0,037%, Мо 0,008%, Cr 0,006%, Ni 0,002%, Cu 0,009%, остальное - Fe.
Этап 1 - смешивание сырья (включая железную руду и кокс с 60% содержанием железа) для получения расплавленного чугуна доменным способом, температура плавки составляет 1900 градусов Цельсия; этап 2 расплавленный чугун подвергается первичной обработке с использованием конвертера с подачей кислорода сверху или электрической печи, температура первичной обработки составляет 1660 градусов Цельсия, время первичной обработки 55 минут; этап 3 - внепечное рафинирование для получения рафинированной расплавленной стали с химическим составом С 0,27%, Si 1,31%, Mn 1,29%, Р 0,012%, S 0,006%, Al 0,037%, Мо 0,008%, Cr 0,006%, Ni 0,002%, Cu 0,009%, остальное - Fe. Для внепечного рафинирования используется метод VOD, температура рафинирования составляет 1580 градусов Цельсия, время рафинирования 58 минут, в течение всего процесса рафинирования выполняется продувка аргоном со скоростью 7,5 литров/мин. В процессе внепечного рафинирования на входе и выходе подается алюминий: на входе 2 кг на тонну стали, на выходе 6 кг на тонну стали; этап 4 - непрерывное литье для получения заготовки из непрерывнолитой стали; этап 5 - заготовка из непрерывнолитой стали перфорируется и прокатывается (с использованием PQF или МРМ или других непрерывных станов для горячей прокатки бесшовных стальных труб) для получения горячекатаной бесшовной стальной трубы; этап 6 - горячекатаная бесшовная стальная труба последовательно закаливается и отпускается для получения бесшовной стальной трубы для многоступенчатого масляного цилиндра; процесс закалки включает нагрев горячекатаной бесшовной стальной трубы до 880°С и выдержку в течение 20 минут, а затем закалку в воде для получения закаленной трубной заготовки, процесс отпуска включает нагрев закаленной стальной трубы до 640°С и выдержку в течение 90 минут, а затем водяное охлаждение для получения бесшовной стальной трубы.
Комбинируя сырье и параметры из примеров реализации, можно получить стальные трубы с соответствующим содержанием в массовых долях.
Данное изобретение позволяет получать бесшовные стальные трубы для многоступенчатых масляных цилиндров с химическим составом на основе верхних пределов, предусмотренных стандартом GB/T17396, для углерода, марганца, кремния (уменьшенный диапазон компонентов состава), с низким содержанием фосфора и серы, с добавлением алюминия, с контролем примесей и пяти вредных элементов. В целом контроль элементов осуществляется на уровне выше предусмотренного стандартом YB/ Т4203. Метод имеет относительно мягкие условия реализации, прост в работе, имеет высокую безопасность, позволяет легко управлять параметрами и прост в реализации. Производимые бесшовные стальные трубы для многоступенчатых масляных цилиндров обладают отличными технологическими характеристиками, высокой безопасностью и имеют высокий процент выхода. Результаты проверки характеристик показывают, что трубы по своим характеристикам во всех аспектах превосходят обычные представленные на рынке бесшовные стальные трубы для масляных цилиндров. В настоящем изобретении наилучший результат дают примеры реализации 2 и 4.
Значение каждого элемента в химическом составе стальной трубы в данном изобретении:
Углерод (С) 0,24-0,30% представляет собой карбидообразующий элемент, который повышает прочность стали. Если его слишком мало, эффект не очевиден. Если его слишком много, он значительно снижает ударную вязкость стали. Если в стальных трубах для многоступенчатых цилиндров его менее 0,24%, невозможно гарантировать показатели прочности, а если более 0,32%, невозможно гарантировать показатели пластичности.
Кремний (Si) 1,20-1,40% улучшает прочность стали, износостойкость и стойкость к окислению, но ударная вязкость и пластичность стали снижаются по мере увеличения его содержания.
Марганец (Mn) 1,20 1,40% является элементом, образующим аустенит, улучшает прокаливаемость и прочность стали. Увеличивая количество остаточного аустенита в стали, можно влиять на однородность горячего проката, повысить коррозионную стойкость стали. В бесшовной стальной трубе для многоступенчатого масляного цилиндра слишком низкое или слишком высокое содержание марганца серьезно влияет на углеродный эквивалент, тем самым влияя на обрабатываемость стальной трубы для многоступенчатого масляного цилиндра.
Фосфор (Р)≤0,015% значительно улучшает прочность и твердость стали, но снижает пластичность и ударную вязкость, особенно сильно он увеличивает температуру перехода в хрупкое состояние и хладноломкость стали, с чем в основном и связаны трещины, возникающие при использовании многоступенчатых цилиндров.
Сера (S)≤0,010% улучшает обрабатываемость стали, но при этом увеличивает ее красноломкость, снижает прочность и ударную вязкость стали и увеличивает хрупкость. Чем ниже содержание серы в стали, тем лучше. С ней связаны трещины, возникающие в процессе обработки бесшовных стальных труб для многоступенчатых масляных цилиндров.
Алюминий (Al) 0,025%≤Al≤0,055% уменьшает размер зерна и улучшает стойкость стали к окислению. Чем ниже его содержание, тем меньше эффект измельчения зерна, чем выше содержание, тем больше он снижает жаропрочность и вязкость стали. Бесшовная стальная труба для многоступенчатых цилиндров, содержащая соответствующее количество алюминия, имеет улучшенные характеристики обработки стали.
Молибден (Мо)≤0,15% в основном улучшает прочность и закаливаемость стали за счет образования карбида и сильного упрочнения твердого раствора аустенитных сталей. Избыточное содержание снижает ударную вязкость стали и вызывает тенденцию к графитизации легированной молибденовой стали. Чем меньше молибдена в стальной бесшовной трубе для многоступенчатых цилиндров, тем лучше, содержание молибдена необходимо контролировать на уровне примеси.
Хром (Cr)≤0,15% улучшает механические свойства, коррозионную стойкость и закаливаемость стали, но при этом повышает отпускную хрупкость стали. Чем меньше хрома в стальных бесшовных трубах для многоступенчатых масляных цилиндров, тем лучше, содержание хрома необходимо контролировать на уровне примеси.
Никель (Ni)≤0,15% в основном улучшает прочность и ударную вязкость стали, коррозионную стойкость и обрабатываемость стали, а также снижает температуру перехода к хрупкому состоянию. Чем меньше никеля в стальных бесшовных трубах для многоступенчатых масляных цилиндров, тем лучше, содержание никеля необходимо контролировать на уровне примеси.
Медь (Cu)≤0,20% в легированной стали улучшает прочность и устойчивость к атмосферной коррозии. Слишком высокое содержание меди делает сталь хрупкой. Чем меньше меди в стальных бесшовных трубах для многоступенчатых масляных цилиндров, тем лучше, содержание меди необходимо контролировать на уровне примеси.
Опыт производственной практики изобретателя показывает следующее.
В настоящем изобретении используется творческий подход к добавлению в состав бесшовных стальных труб для многоступенчатых масляных цилиндров алюминия, содержание которого регулируется в определенном диапазоне. В существующих технологиях алюминий используется в качестве раскислителя, а не в качестве добавки. Сегодня принято считать, если добавить алюминий, он станет примесью типа В, появятся остроугольные включения, которые приведут к трещинам и высокому проценту брака. В настоящем изобретении алюминий добавляется и контролируется в соответствующем диапазоне, его роль - уменьшение размера зерна, что опровергает технические предубеждения в этой области. После уменьшения размера зерна все элементы состава лучше сочетаются друг с другом, что значительно повышает прочность, пластичность и ударопрочность стали. Таким образом, стандартным стальным трубам необязательно быть толстыми и тяжелыми, чтобы соответствовать требованиям стандарта. Вместо них можно производить тонкостенные трубы с превосходными характеристиками. С одной стороны, в этом случае используется меньше материалов, что значительно снижает затраты. С другой стороны, достигается эффект снижения веса, что позволяет автомобилям выдерживать большие нагрузки и перемещаться быстрее. Кроме того, алюминий также позволяет избежать проблемы темных пятен на внутренней поверхности (проявления включений), образующихся при традиционном способе производства масляного цилиндра, в результате чего снижается износостойкость и герметичность цилиндров, и они пропускают гидравлическое масло. Сейчас в качестве элементов для уменьшения размера зерна используются ниобий (Nb), ванадий (V) и титан (Ti). Однако по сравнению с настоящим изобретением, где в качестве такого элемента используется алюминий, в существующих решениях возникают проблемы высокой стоимости, высокой жесткости материала после уменьшения размера зерна, что усложняет обработку металла, приводит к разбуханию и разрыву цилиндра. Другими словами, в настоящем изобретении используется состав, который снижает стоимость производства стальной трубы, обеспечивает снижение веса транспортного средства, дает соответствующий эффект и тем самым значительно повышает показатель безопасности.
Содержание серы и фосфора снижено. Их использование в современных материалах приводит к тому, что в условиях низких температур цилиндр разрывается. В настоящем изобретении содержание этих элементов снижено и добавлен алюминий все это в совокупности улучшает пластичность и ударопрочность стали, позволяет цилиндру нормально работать в условиях низких температур, особенно зимой, когда температура при движении транспортного средства может иногда достигать -60°С. Масляный цилиндр в настоящем изобретении способен обеспечивать пластичность и ударопрочность, не вызывая проблем безопасности, таких как взрыв цилиндра.
Уменьшение диапазона содержания кремния и марганца улучшает стабильность свойств после закалки и отпуска.
Снижение температуры закалки предотвращает перегрев, позволяет эффективно контролировать и оптимизировать структуру стали после закалки. Высокотемпературный отпуск эффективно снижает структурное напряжение после закалки и повышает относительное удлинение при разрыве, потому что снижение прочности стальной трубы после закалки и отпуска улучшает технологические характеристики многоступенчатых цилиндров, а повышение относительного удлинения при разрыве приводит к повышению безопасности эксплуатации многоступенчатого масляного цилиндра (эффективно предотвращая ситуацию, когда цилиндр сначала расширяется, а затем лопается).
Все трубы поставляются в закаленном и отпущенном состоянии, что позволяет эффективно решать проблемы, связанные с большим объемом резки металла, множеством процедур обработки и длительным временем обработки при производстве многоступенчатых цилиндров. Трубы поставляются в закаленном и отпущенном состоянии, внутренняя поверхность гильзы не обрабатывается, что эффективно решает проблему отходов, вызванную темными пятнами на внутренней поверхности гильзы.
Результат сравнения многоступенчатого масляного цилиндра и гидравлической стойки, представленных в настоящем изобретении.
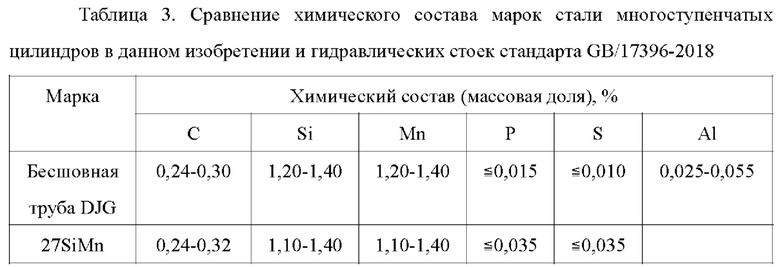
Сравнение показывает, что в данном изобретении в состав добавлен алюминий (Al), углерод (С), кремний (Si), марганец (Mn), содержание фосфора (Р) и серы (S) снижено.
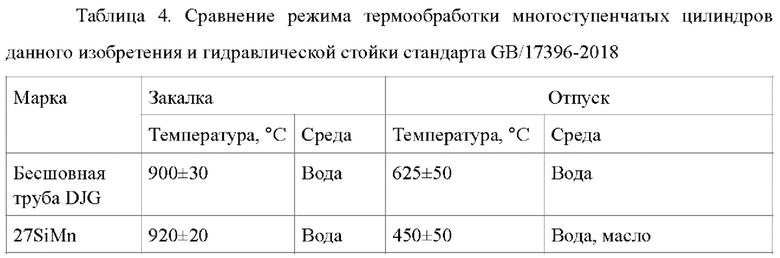
Из сравнения видно, что в данном изобретении предусмотрены снижение температуры закалки, повышение температуры отпуска, изменение среды охлаждения и другие меры, при этом все трубы поставляются в закаленном и отпущенном состоянии.
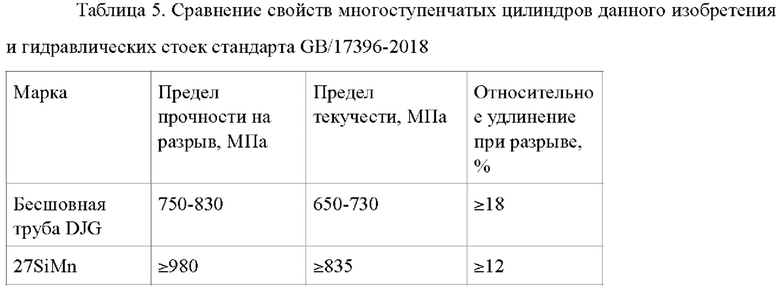
Из сравнения видно, что бесшовная стальная труба для многоступенчатого масляного цилиндра настоящего изобретения не только отвечает требованиям эксплуатации в части показателей прочности (предел прочности при разрыве и предел текучести), но имеет повышенные показатели пластичности (относительное удлинение при разрыве) и улучшенные характеристики безопасности, а показатели прочности (предел прочности на разрыв и предел текучести) лучше соответствуют требованиям к технологическим свойствам многоступенчатых стальных цилиндров.
1. Для проверки используются следующие методы:
(1) Размер и форму стальных труб измеряют по очереди с помощью измерительных инструментов, отвечающих требованиям точности.
(2) Внутреннюю и внешнюю поверхности стальных труб проверяют визуально по очереди при достаточном освещении.
(3) Другие пункты проверки, количество образцов и методы испытаний стальных труб должны соответствовать требованиям таблицы 1.
2. Стандарты проверки соответствуют следующим требованиям:
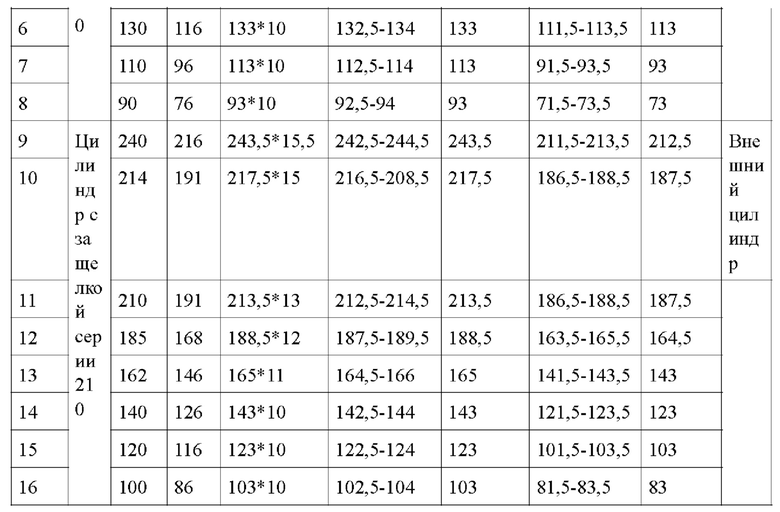
(1) Проверка точности геометрических размеров включает:
a. Проверка точности геометрических размеров включает требования в таблице 2;
b. Овальность и неравномерность толщины стенки: не более 80% допуска на наружный диаметр соответственно.
c. Кривизна: изгиб стальной трубы не должен превышать 1,2 мм/м.
d. Длина: конкретная длина стальной трубы соответствует требованиям договора, а допустимое отклонение фиксированной длины составляет от 0 до +30 мм.
(2) Испытание механических свойств: механические свойства проверяются на продольном прокате, на образцах, полученных из стальных труб после термообработки.
Вышеприведенные описания представляют собой только предпочтительные примеры реализации настоящего изобретения и не ограничивают изобретение. Любые модификации, эквивалентные замены, улучшения и т.д., произведенные в соответствии с духом и принципом настоящего изобретения, должны быть включены в область защиты настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАЛЬ ДЛЯ ЦЕПЕЙ ГОРНОДОБЫВАЮЩЕГО ОБОРУДОВАНИЯ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2801655C1 |
| Бесшовная горячекатаная стальная труба и способ её изготовления | 2024 |
|
RU2841568C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ ИЗ УГЛЕРОДИСТОЙ ИЛИ НИЗКОЛЕГИРОВАННОЙ СТАЛИ ПОВЫШЕННОЙ КОРРОЗИОННОЙ СТОЙКОСТИ | 2002 |
|
RU2221875C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ЛЕГИРОВАННОЙ СТАЛИ ВЫСОКОПРОЧНЫХ КРЕПЕЖНЫХ ИЗДЕЛИЙ | 2022 |
|
RU2805689C1 |
| СПОСОБ ПРОИЗВОДСТВА СВЕРХВЫСОКОПРОЧНОЙ ЛИСТОВОЙ СТАЛИ | 2014 |
|
RU2583229C9 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОЙ ЛИСТОВОЙ СТАЛИ | 2015 |
|
RU2593810C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ТОЛСТОЛИСТОВОГО СТАЛЬНОГО ПРОКАТА НА РЕВЕРСИВНОМ СТАНЕ | 2020 |
|
RU2745831C1 |
| СТАЛИ С ВЫСОКОЙ ПРОЧНОСТЬЮ ПРИ РАСТЯЖЕНИИ И ВЫСОКОЙ УДАРНОЙ ВЯЗКОСТЬЮ | 2019 |
|
RU2785314C2 |
| ТРУБА НЕФТЯНОГО СОРТАМЕНТА ПОВЫШЕННОЙ ПРОЧНОСТИ | 2007 |
|
RU2352647C1 |
| Высокопрочная коррозионно-стойкая бесшовная труба из нефтепромыслового сортамента и способ ее получения | 2019 |
|
RU2719212C1 |
Изобретение относится к области металлургии, а именно к стальной бесшовной трубе, используемой для изготовления многоступенчатых масляных цилиндров. Труба изготовлена из стали, имеющей следующий химический состав, в мас.%: C 0,24-0,30, Si 1,20-1,40, Mn 1,20-1,40, P ≤0,015, S ≤0,010, Al 0,025-0,055, Mo ≤0,15, Cr ≤0,15, Ni ≤0,15, Cu ≤0,20, остальное - Fe. Труба имеет предел прочности на разрыв 750-830 МПа, предел текучести 650-730 МПа, относительное удлинение при разрыве ≥18%, коэффициент поглощения энергии удара по Шарпи для стандартного образца 10×10 с V-образным надрезом при температуре -20°C ≥39 Дж, поверхностная твердость стальной трубы 210-260 HBW. Обеспечиваются высокие показатели износостойкости и герметичности, позволяющие предотвратить утечки гидравлического масла, вызванные частым использованием цилиндров, а также высокий уровень свойств при низких температурах. 2 н. и 8 з.п. ф-лы, 7 табл., 4 пр.
1. Бесшовная стальная труба для многоступенчатых масляных цилиндров, характеризующаяся тем, что имеет следующий химический состав, в мас.%: C 0,24-0,30, Si 1,20-1,40, Mn 1,20-1,40, P ≤0,015, S ≤0,010, Al 0,025-0,055, Mo ≤0,15, Cr ≤0,15, Ni ≤0,15, Cu ≤0,20, остальное - Fe, причем бесшовная стальная труба имеет предел прочности на разрыв 750-830 МПа, предел текучести 650-730 МПа, относительное удлинение при разрыве ≥18%, коэффициент поглощения энергии удара по Шарпи для стандартного образца 10×10 с V-образным надрезом при температуре -20°C ≥39 Дж, поверхностная твердость стальной трубы 210-260 HBW.
2. Бесшовная стальная труба для многоступенчатых масляных цилиндров по п. 1, отличающаяся тем, что имеет следующий химический состав, в мас.%: C 0,28, Si 1,29, Mn 1,31, P 0,010, S 0,009, Al 0,027, Mo 0,04, Cr 0,08, Ni 0,06, Cu 0,09, остальное - Fe.
3. Бесшовная стальная труба для многоступенчатых масляных цилиндров по п. 1, отличающаяся тем, что имеет следующий химический состав, в мас.%: C 0,27, Si 1,31, Mn 1,29, P 0,012, S 0,006, Al 0,037, Mo 0,008, Cr 0,006, Ni 0,002, Cu 0,009, остальное - Fe.
4. Бесшовная стальная труба для многоступенчатых масляных цилиндров по п. 1, отличающаяся тем, что ее овальность не превышает внешний диаметр, неравномерность толщины стенки не превышает 80% допуска на толщину стенки, допустимое отклонение от фиксированной длины 0-30 мм, кривизна не более 1,5 мм/м, размер зерна не менее 7, глубина обезуглероженного слоя не более 0,15 мм.
5. Бесшовная стальная труба для многоступенчатых масляных цилиндров по п. 1, отличающаяся тем, что она представляет собой бесшовную стальную трубу для многоступенчатого масляного цилиндра для транспортных средств.
6. Бесшовная стальная труба для многоступенчатых масляных цилиндров по п. 1, отличающаяся тем, что содержит алюминий (Аl) для уменьшения зерна, а поверхность бесшовной стальной трубы не имеет видимых трещин, складок, изломов, перегиба проката, расслоений, ямок и рубцов.
7. Способ изготовления бесшовных стальных труб для многоступенчатых масляных цилиндров по любому из пп. 1-6, включающий следующие этапы: этап 1: смешивание сырья для получения расплавленного чугуна путем плавления; этап 2: первичная обработка жидкого чугуна для получения жидкой стали; этап 3: внепечное рафинирование жидкой стали после первичной обработки для получения рафинированной жидкой стали; этап 4: непрерывное литье рафинированной жидкой стали для получения заготовки из непрерывнолитой стали; этап 5: перфорирование и прокатка заготовки из непрерывнолитой стали для получения горячекатаной бесшовной стальной трубы; этап 6: закалка и отпуск горячекатаных бесшовных стальных труб с целью получения бесшовных стальных труб для многоступенчатых масляных цилиндров.
8. Способ изготовления бесшовных стальных труб для многоступенчатых масляных цилиндров по п. 7, отличающийся тем, что выплавка представляет собой доменную плавку чугуна, температура выпуска плавки составляет 1890-1910 градусов Цельсия; для первичной обработки используют конвертер с подачей кислорода сверху или электрическую печь, температура выпуска плавки при первичной обработке составляет 1610-1670 градусов Цельсия, время первичной обработки 45-60 минут, для внепечного рафинирования используют метод вакуум-кислородного обезуглероживания (VOD), температура рафинирования 1550-1590 градусов Цельсия, время рафинирования 50-60 минут, в течение всего процесса внепечного рафинирования выполняется продувка аргоном, скорость продувки аргоном составляет 7-8 л/мин, в процессе рафинирования на входе и выходе подается алюминий, на входе скорость подачи 2 кг на тонну стали, на выходе - 6 кг на тонну стали, процесс закалки включает нагрев горячекатаной бесшовной стальной трубы до температуры 850-900°C и выдержку в течение 20 минут, а затем закалку в воде для получения закаленной трубной заготовки, процесс отпуска включает в себя нагрев закаленной заготовки до температуры 600-650°C и выдержку в течение 90 минут, затем водяное охлаждение для получения бесшовных стальных труб.
9. Способ изготовления бесшовных стальных труб для многоступенчатых масляных цилиндров по п. 7, отличающийся тем, что бесшовные стальные трубы, которые получены на этапе 6, имеют предел прочности на разрыв 750-830 МПа, предел текучести 650-730 МПа, относительное удлинение при разрыве ≥18%, коэффициент поглощения энергии удара по Шарпи для стандартного образца 10×10 с V-образным надрезом при температуре -20°C ≥39 Дж, поверхностная твердость стальной трубы 210-260 HBW.
10. Способ изготовления бесшовных стальных труб для многоступенчатых масляных цилиндров по п. 7, отличающийся тем, что дополнительно включает этап 7: осмотр бесшовных стальных труб на этапе 6, при этом этап 7 включает в себя проверку геометрических размеров, проверку механических свойств, проверку неметаллических включений, проверку размера зерна, проверку полной глубины обезуглероженного слоя, проверку качества поверхности и неразрушающий контроль.
| US 6290789 B1, 18.09.2001 | |||
| СТАЛЬНАЯ ТРУБА С ВЫСОКОЙ РАСШИРЯЕМОСТЬЮ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2459883C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ ИЗ УГЛЕРОДИСТОЙ ИЛИ НИЗКОЛЕГИРОВАННОЙ СТАЛИ ПОВЫШЕННОЙ КОРРОЗИОННОЙ СТОЙКОСТИ | 2002 |
|
RU2221875C2 |
| CN 104789871 A, 22.07.2015 | |||
| Обработка концентрата, получаемого из попутно добываемой воды | 2013 |
|
RU2687612C2 |
| US 6331216 B1, 18.12.2001. | |||

