Настоящее изобретение относится к легированным сталям, имеющим предел текучести по меньшей мере 862 МПа (125 тысяч фунтов/кв. дюйм) и демонстрирующим превосходные характеристики твердости и ударной вязкости, особенно в жестких условиях, которые могут подвергаться воздействию циклов пучения грунта при замерзании и оседания при таянии, а именно при отрицательных температурах.
В частности, сталь согласно настоящему изобретению может использоваться в приспособлениях для нефтяных и газовых скважин, на земле или на море, и в механических областях применения, таких как гидравлический цилиндр, особенно там, где наблюдаются суровые природные условия и рабочие температуры вплоть до -60°C.
Сталь согласно настоящему изобретению, таким образом, особенно подходит для арктических условий с отрицательными температурами.
Настоящее изобретение также относится к бесшовной трубе, содержащей указанную сталь, и способу получения указанной трубы.
Разработка нефтегазовых месторождений в арктических областях стимулировала поиск приспособлений, выполненных из сталей, имеющих надлежащие и стабильные механические свойства и удовлетворительные характеристики ударной вязкости при низких температурах, особенно там, где могут произойти высокие воздействующие нагрузки при сверхнизких рабочих температурах вплоть до -60°C или даже до -80°C.
Для таких областей применения было предпринято несколько попыток разработать стали, обладающие надлежащими механическими свойствами, такими как высокий предел текучести (Ys) и предел прочности на растяжение (UTs), а также надлежащей ударной вязкостью вплоть до настолько низких температур, как -60°C, для изготовления различных изделий, таких как бесшовные трубы, которые могут быть успешно использованы на буровой площадке.
В стандарте API 5CT представлены подробные технические условия для стальных труб с толщиной стенки вплоть до 38,1 мм (1,5 дюйма). Для большей толщины стенки (например, вплоть до 76,2 мм (3 дюйма)) стандартные требования отсутствуют.
Однако вышеупомянутые жесткие условия требуют изготовления сталей более высокого качества, чем у тех, которые обычно используются, а также с более высокими пределом текучести и пределом прочности на растяжение, которые также обладают превосходными свойствами пластичности или ударной вязкости при отрицательных температурах, например, при настолько низких температурах, как -60°C или -80°C, и подходят для большой толщины стенки.
В то время как для производства сварных труб или листов свойства, желаемые для марок стали, характеризующихся значениями 690 МПа, или даже более высококачественных марок, могут быть достигнуты за счет комбинации термомеханической прокатки со слегка измененным химическим составом и термической обработкой, требуемые свойства для бесшовных труб должны быть получены с использованием контролируемого процесса прокатки с последующей закалкой и отпускной обработкой в сочетании с точно отрегулированным химическим анализом.
Закалочная обработка обеспечивает возможность формирования мартенситной фазы в микроструктуре бесшовных труб для повышения их прочности.
Требуемое повышение прочности при сохранении надлежащей пластичности бесшовных труб, подвергнутых тепловой обработке, для вышеописанных областей применения также требует разработки новых концепций легирования. В частности, надлежащей высокой пластичности или ударной вязкости при низких рабочих температурах трудно достичь с помощью традиционных концепций легирования или традиционных процессов, особенно для сталей, имеющих предел текучести более 690 МПа.
Обычными известными способами повышения прочности являются увеличение содержания углерода или углеродного эквивалента с использованием традиционных концепций легирования и/или с использованием концепций микролегирования, основанных на процессе дисперсионного твердения.
Микролегирующие элементы, такие как титан, ниобий и ванадий, в целом, также используются для повышения прочности. Титан уже частично выпадает в осадок при высоких температурах в жидкой фазе в виде очень крупнозернистого нитрида титана. Ниобий образует ниобий (C, N), который выпадает в осадок при более низких температурах. При дальнейшем понижении температуры ванадий скапливается с углеродом и азотом в форме карбонитридов, а в случае частиц VC (карбида ванадия) это приводит к охрупчиванию материала.
Тем не менее, чрезвычайно крупнозернистые осадки этих микролегирующих элементов часто ухудшают пластичность. Соответственно, концентрация этих легирующих элементов в целом ограничена. Кроме того, необходимо учитывать концентрацию углерода и азота, необходимую для образования осадков, что делает определение химического состава сложным.
Таким образом, эти хорошо известные концепции могут привести к ухудшению пластичности или ударной вязкости сталей.
Для преодоления этих вышеупомянутых недостатков должным образом были исследованы новые концепции легирования на основе добавления элементов, подходящих для повышения прочности путем упрочнения элементами внедрения в сочетании с методиками микролегирования.
Однако бесшовные трубы, полученные из указанных сталей, не обладают стабильными механическими свойствами и удовлетворительными характеристиками пластичности или ударной вязкости при очень низких рабочих температурах, особенно при отрицательных температурах, что делает их использование в арктических условиях трудным и утомительным.
Действительно, твердость этих бесшовных труб значительно снижается с уменьшением толщины их стенки, что означает, что их микроструктура, особенно мартенситное превращение, происходящее во время этапа закалки, является неравномерной, особенно в середине стенки. Это означает, что твердость зависит от толщины бесшовных труб, что серьезно затруднит их применение в море в жестких условиях.
Кроме того, согласно испытаниям на ударную вязкость по Шарпи ASTM E23 – тип A на полноразмерном образце (10x10 мм), значения ударной вязкости бесшовных труб, полученных из вышеупомянутых сталей, существенно падают при отрицательных температурах, что также затрудняет их потенциальное использование в арктических условиях.
Например, значения ударной вязкости таких сталей с толщиной стенки приблизительно 40–50 мм уменьшаются почти на 43% в диапазоне от 0°C до -40°C согласно испытаниям на ударную вязкость по Шарпи ASTM E23 – тип A на полноразмерном образце (10x10 мм), что означает, что характеристики ударной вязкости бесшовных труб, полученных из таких сталей, не являются устойчивыми при отрицательных температурах.
Таким образом, существует реальная необходимость в предоставлении сталей, подходящих для арктических условий, которые обладают надлежащими и стабильными механическими свойствами и превосходными характеристиками ударной вязкости при сверхнизких рабочих температурах.
Более того, одна из целей настоящего изобретения заключается в предоставлении сталей, позволяющих изготавливать бесшовные трубы, которые могут использоваться на море, в линейных частях технологического трубопровода и механических областях применения, где наблюдаются отрицательные рабочие температуры.
В частности, одна из целей настоящего изобретения заключается в предоставлении сталей, которые имеют высокие предел текучести и предел прочности на растяжение, превосходные свойства ударной вязкости при рабочих температурах вплоть до -60°C (в поперечных направлениях) по всей толщине стенки, и которые могут улучшить свойства твердости бесшовных труб.
Более конкретно, одна из целей настоящего изобретения заключается в предоставлении изделий из высококачественной стали, имеющих более высокие пределы текучести, чем изделия из стали марки P110 или Q125 (соответствующие пределам текучести по меньшей мере 758 и 862 МПа соответственно) с надлежащими и однородными механическими свойствами и высокой ударной вязкостью при низких температурах, что позволяет использовать их в арктических областях.
Еще более конкретно, настоящее изобретение направлено на предоставление стали для бесшовной трубы, имеющей высокие свойства прочности на растяжение и ударной вязкости при сверхнизких рабочих температурах.
Следовательно, настоящее изобретение относится к стали для бесшовной трубы, имеющей химический состав, состоящий из (следующие элементы представлены в весовых процентах):
C: от 0,27 до 0,30 вес. %,
Si: от 0,20 до 0,35 вес. %,
Mn: от 0,80 до 0,90 вес. %,
Cr: от 1,30 до 1,45 вес. %,
Mo: от 0,65 до 0,75 вес. %,
Ni: от 0,15 до 0,25 вес. %,
Cu: максимум 0,25 вес. %,
Al: от 0,015 до 0,035 вес. %,
Ti: от 0,024 до 0,038 вес. %,
N: максимум 0,012 вес. %,
V: максимум 0,05 вес. %,
B: от 0,001 до 0,0025 вес. %,
Nb: от 0,02 до 0,03 вес. %,
причем остаток указанной стали представляет собой железо и неизбежные примеси от промышленной обработки, и имеющей предел текучести (Ys) по меньшей мере 862 МПа и предел прочности на растяжение (UTS), причем отношение между пределом текучести (Ys) и пределом прочности на растяжение (UTs) составляет менее 0,93.
Сталь согласно настоящему изобретению обладает низким отношением предела текучести к пределу прочности на растяжение в сочетании с пределом текучести, составляющим по меньшей мере 862 МПа, что означает, что такая сталь также имеет предел прочности на растяжение, составляющий по меньшей мере 927 МПа, предпочтительно по меньшей мере 1000 МПа.
Следовательно, из такой стали получают бесшовные трубы, имеющие высокую деформационную способность. Другими словами, такие стали могут улучшить деформационную способность бесшовных труб.
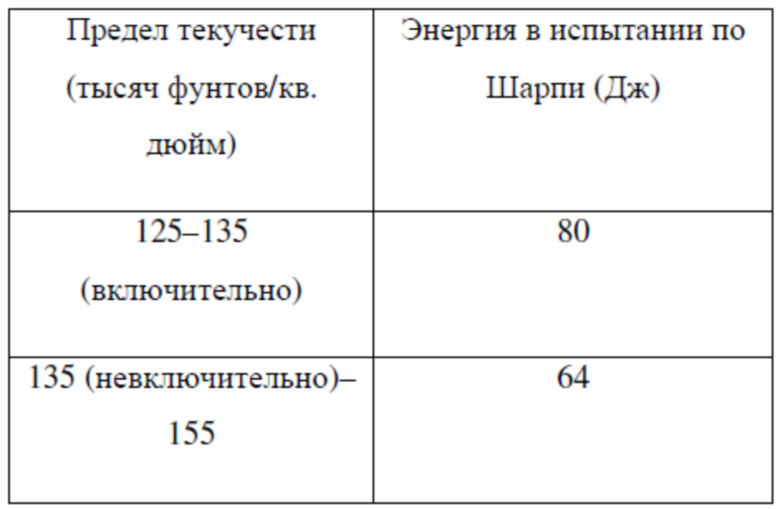
Кроме того, сталь согласно настоящему изобретению демонстрирует превосходные характеристики ударной вязкости при сверхнизких рабочих температурах, например, для марки стали, характеризующейся значением 125 тысяч фунтов/кв. дюйм, значение ударной вязкости в продольном направлении по меньшей мере 120 джоулей при температуре -40°C и приблизительно 100 джоулей при температуре -60°C, и значение ударной вязкости в поперечном направлении по меньшей мере 100 джоулей при температуре -40°C и приблизительно 80 джоулей при температуре -60°C согласно испытаниям на ударную вязкость по Шарпи ASTM E23 – тип A на полноразмерном образце (10x10 мм).
Более конкретно, значения ударной вязкости являются устойчивыми в диапазоне от 0°C до -40°C в поперечных направлениях согласно испытаниям на ударную вязкость по Шарпи ASTM E23 – тип A на полноразмерном образце (10x10 мм), что означает, что характеристики ударной вязкости являются устойчивыми при отрицательных температурах.
Кроме того, из такой стали получают бесшовные трубы, обладающие однородной твердостью по всей своей толщине.
Фактически, сталь согласно настоящему изобретению представляет по существу однородную микроструктуру, т. е. причем количество мартенситной фазы составляет по меньшей мере 95% относительно всей микроструктуры, предпочтительно 99%, что обеспечивает однородность механических свойств бесшовных труб, выполненных на основе таких сталей.
Это означает, что сталь согласно настоящему изобретению имеет более высокие пределы текучести, чем изделия из стали марки P110 или Q125, по меньшей мере 125 тысяч фунтов/кв. дюйм (862 МПа), предпочтительно по меньшей мере 930 МПа (135 тысяч фунтов/кв. дюйм) с высоким пределом прочности на растяжение и высокими характеристиками ударной вязкости при низких температурах.
Это также означает, что сталь согласно настоящему изобретению может повысить твердость и прокаливаемость бесшовной трубы.
Таким образом, сталь согласно настоящему изобретению особенно подходит для арктических условий с отрицательными температурами.
В результате, из стали согласно настоящему изобретению можно получить бесшовные трубы, имеющие высокий предел текучести и прочность при растяжении, высокую деформационную способность, высокую и однородную твердость, а именно по всей длине и толщине их стенки, и проявляющие высокие и устойчивые характеристики ударной вязкости при отрицательных температурах.
В частности, сталь согласно настоящему изобретению преимущественно используется для получения бесшовной трубы, предпочтительно имеющей толщину стенки более 12,5 мм, более предпочтительно более 20 мм и еще более предпочтительно в диапазоне от 38 мм до 78 мм.
Следовательно, сталь может использоваться для получения бесшовной трубы с большой толщиной стенки, механические свойства которой являются стабильными, как снаружи, так и внутри, или в середине стенки. Это означает, что механические свойства не зависят от толщины стенки, что является полезным качеством при воздействии высоких нагрузок в жестких условиях.
Другая цель настоящего изобретения заключается в предоставлении способа получения стальной бесшовной трубы, включающего по меньшей мере следующие последовательные этапы:
(i) предоставления стали, имеющей химический состав, определенный выше,
(ii) горячего формования стали при температуре в диапазоне от 1100°C до 1300°C посредством процесса горячего формования с получением трубы, затем
(iii) нагрева трубы до температуры аустенизации (AT), которая выше или равна 890°C, и поддержания указанной трубы при температуре аустенизации (AT) в течение времени от 5 до 30 минут, после чего следует
охлаждение трубы до температуры не более 100°C с получением закаленной трубы, и
нагрев и выдержка указанной закаленной трубы при температуре отпуска (TT) в диапазоне от 580°C до 720°C и поддержание ее при температуре отпуска (TT) в течение времени отпуска, а затем охлаждение ее до температуры не более 20°C с получением закаленной и подвергнутой отпуску трубы, имеющей отношение предела текучести к пределу прочности на растяжение, составляющее менее 0,93.
Способ согласно настоящему изобретению позволяет получить стальную бесшовную трубу, имеющую по существу однородную микроструктуру, состоящую в основном из мартенсита, предпочтительно количество мартенсита составляет по меньшей мере 95% относительно всей микроструктуры, предпочтительно 99% относительно всей микроструктуры. Суммарное количество феррита, бейнита и мартенсита составляет 100%.
Как можно увидеть из способа согласно настоящему изобретению, отношение предела текучести к пределу прочности на растяжение представляет собой контролируемый параметр, который совместно с химическим составом стали согласно настоящему изобретению обеспечивает стабильность механических свойств, особенно однородность твердости по всей толщине стенки стальной бесшовной трубы, высокие значения прочности при растяжении и высокую ударную вязкость при отрицательных температурах.
Другими словами, отношение предела текучести к пределу прочности на растяжение и химический состав обеспечивают необходимые характеристики стали.
Настоящее изобретение также относится к бесшовной трубе, выполненной из определенной выше стали.
Как упомянуто выше, стальная бесшовная труба особенно подходит для арктических условий и может использоваться для приспособления для нефтегазовой области и/или механического компонента, предпочтительно на море в арктических областях.
Стальная бесшовная труба обладает преимуществами наличия надлежащих и стабильных механических свойств по всей ее длине и толщине стенки, что является отличительной особенностью по существу однородной микроструктуры, и высокой ударной вязкости при отрицательных температурах.
Другая цель настоящего изобретения заключается в предоставлении гидравлического цилиндра и трубопровода для нефтегазовой области, содержащих по меньшей мере бесшовную трубу, как упомянуто выше.
Другие цели и характеристики, аспекты и преимущества настоящего изобретения станут еще яснее после прочтения описания и приведенного ниже примера.
В приведенном ниже тексте, и если не указано иное, пределы диапазона значений включены в этот диапазон, в частности, в выражениях «от... до...» и «в диапазоне от... до...».
Более того, выражение «по меньшей мере один», используемое в настоящем описании, эквивалентно выражению «один или более».
Согласно настоящему изобретению отношение предела текучести к пределу прочности на растяжение стали меньше 0,93, что означает, что значение 0,93 исключается.
В предпочтительном варианте осуществления сталь согласно настоящему изобретению имеет отношение предела текучести к пределу прочности на растяжение меньше 0,9, предпочтительно меньше 0,88.
Предпочтительно отношение предела текучести к пределу прочности на растяжение стали согласно настоящему изобретению находится в диапазоне от 0,84 до 0,93, причем значение 0,93 не включено.
Более предпочтительно отношение предела текучести к пределу прочности на растяжение стали согласно настоящему изобретению находится в диапазоне от 0,84 до 0,91, еще более предпочтительно от 0,85 до 0,90.
В предпочтительном варианте осуществления сталь согласно настоящему изобретению имеет предел текучести (Ys) по меньшей мере 900 МПа, предпочтительно по меньшей мере 930 МПа.
Предпочтительно предел текучести стали находится в диапазоне от 862 МПа до 1200 МПа, более предпочтительно от 900 МПа до 1100 МПа, еще более предпочтительно от 930 МПа до 1100 МПа.
В предпочтительном варианте осуществления сталь согласно настоящему изобретению имеет предел прочности на растяжение (UTs) по меньшей мере 950 МПа, предпочтительно по меньшей мере 1000 МПа, более предпочтительно по меньшей мере 1035 МПа.
Это означает, что такая сталь подходит для изготовления бесшовных труб, которые способны выдерживать высокую нагрузку.
Согласно предпочтительному варианту осуществления сталь согласно настоящему изобретению имеет значение ударной вязкости при температуре -40°C в поперечном направлении согласно испытаниям на ударную вязкость по Шарпи ASTM E23 – тип A на полноразмерном образце (10x10 мм) по меньшей мере:

В частности, сталь согласно настоящему изобретению имеет значение ударной вязкости при температуре -60°C в поперечном направлении согласно испытаниям на ударную вязкость по Шарпи ASTM E23 – тип A на полноразмерном образце (10x10 мм) по меньшей мере:
Это означает, что сталь согласно настоящему изобретению обладает повышенной ударной вязкостью при отрицательных температурах.
Это означает, что указанная сталь явно обладает пластичностью при отрицательных температурах.
Предпочтительно сталь согласно настоящему изобретению имеет химический состав, который удовлетворяет отношению между содержаниями никеля, хрома и марганца:
Σ (Ni, Cr, Mn) ≥ 2,25
Это означает, что сталь согласно настоящему изобретению преимущественно удовлетворяет критериям DI стандарта ASTM A255.
Еще более предпочтительно сталь согласно настоящему изобретению имеет химический состав, который удовлетворяет отношению между содержаниями никеля, хрома, марганца и кремния:
Σ (Ni, Cr, Mn, Si) ≥ 2,45
Согласно предпочтительному варианту осуществления сталь согласно настоящему изобретению имеет микроструктуру, содержащую по меньшей мере 95% мартенсита в пересчете на всю микроструктуру, предпочтительно 99% мартенсита в пересчете на всю микроструктуру. Суммарное количество феррита, бейнита и мартенсита составляет 100%.
Кроме того, в рамках объема настоящего изобретения влияние элементов химического состава, предпочтительных микроструктурных признаков и производственных технологических параметров будет подробно описано ниже.
Следует напомнить, что диапазоны химического состава выражены в весовых процентах и включают верхний и нижний пределы.
Элементы химического состава стали
УГЛЕРОД: от 0,27% до 0,30%
Углерод – это сильный аустенитообразующий элемент, который существенно повышает предел текучести и твердость стали согласно настоящему изобретению. При содержании ниже 0,27% предел текучести и прочность при растяжении существенно снижаются, и существует риск, что предел текучести будет ниже ожиданий. Содержание выше 0,30% отрицательное влияет на такие свойства, как свариваемость, пластичность и ударная вязкость.
КРЕМНИЙ: от 0,20% до 0,35%
Кремний представляет собой элемент, который раскисляет жидкую сталь. Содержание по меньшей мере 0,20% может дать такой эффект. Кремний также повышает прочность и удлинение при уровнях выше 0,20% в настоящем изобретении. Содержание выше 0,35% отрицательно влияет на ударную вязкость стали согласно настоящему изобретению – она уменьшается. Для предотвращения такого отрицательного эффекта содержание Si составляет от 0,20 до 0,35%.
Предпочтительно содержание кремния находится в диапазоне от 0,22 до 0,30 вес. % в пересчете на общий вес химического состава стали.
МАРГАНЕЦ: от 0,80% до 0,90%
Марганец представляет собой элемент, который улучшает способность деформироваться при ковке и твердость стали, а также он вносит вклад в пригодность стали к закалке. Кроме того, этот элемент также является сильным аустенитообразующим элементом, который повышает прочность стали. Следовательно, его содержание должно быть на минимальном значении 0,80%. Содержание выше 0,90% может отрицательно повлиять на свариваемость и ударную вязкость.
Кроме того, при содержании выше 0,90% ожидается увеличение аустенитной фазы, которое может привести к неравномерной микроструктуре за счет снижения количества мартенситной фазы, ухудшающего стабильность механических свойств.
Предпочтительно содержание марганца находится в диапазоне от 0,80 до 0,85 вес. %, предпочтительно от 0,80 до 0,83 вес. % в пересчете на общий вес химического состава стали.
АЛЮМИНИЙ: от 0,015% до 0,035%
Алюминий – это сильный раскислитель стали, и его присутствие также улучшает десульфуризацию стали. Его добавляют в количестве по меньшей мере 0,015% для получения этого эффекта.
Однако при содержании свыше 0,035% наблюдается эффект насыщения относительно вышеупомянутого эффекта. Кроме того, существует тенденция к образованию крупнозернистых и вредных для пластичности нитридов алюминия. По этим причинам содержание Al должно быть от 0,015 до 0,035%.
Предпочтительно содержание алюминия находится в диапазоне от 0,017 до 0,030 вес. %, предпочтительно от 0,020 до 0,028 вес. % в пересчете на общий вес химического состава стали.
МЕДЬ: максимум 0,25%
Медь – это элемент для упрочнения элементами внедрения, но этот элемент известен, как в целом неблагоприятный для ударной вязкости и свариваемости. Присутствие меди, как правило, ведет к ухудшению ударной вязкости стали. По этой причине количество Cu должно быть ограничено не более 0,25.
Предпочтительно содержание меди находится в диапазоне от 0,1 до 0,25 вес. %, предпочтительно от 0,1 до 0,2 вес. % в пересчете на общий вес химического состава стали.
ХРОМ: от 1,30% до 1,45%
Присутствие хрома в стали согласно настоящему изобретению создает осадки хрома, которые особенно повышают предел текучести. По этой причине требуется минимальное содержание Cr 1,30% для существенного повышения предела текучести. При содержании выше 1,45% плотность осадков отрицательно влияет на ударную вязкость стали согласно настоящему изобретению.
Предпочтительно содержание хрома находится в диапазоне от 1,30 до 1,40 вес. %, предпочтительно от 1,35 до 1,40 вес. % в пересчете на общий вес химического состава стали.
НИКЕЛЬ: от 0,15% до 0,25%
Никель – очень важный элемент для упрочнения элементами внедрения в стали согласно настоящему изобретению. Ni повышает предел текучести и прочность при растяжении. В сочетании с присутствием Cu, он улучшает свойства ударной вязкости. По этой причине его минимальное содержание составляет 0,15%. Содержание выше 0,25% отрицательно влияет на качество поверхности стали согласно настоящему изобретению при процессах горячей прокатки.
Предпочтительно содержание никеля находится в диапазоне от 0,15 до 0,20 вес. % в пересчете на общий вес химического состава стали.
МОЛИБДЕН: от 0,65% до 0,75%
Молибден повышает как предел текучести, так и прочность при растяжении, а также поддерживает однородность механических свойств, микроструктуры и ударной вязкости в основном материале по длине и толщине трубы. При содержании ниже 0,65% вышеописанные эффекты недостаточно эффективны. Содержание выше 0,75% отрицательно влияет на характеристики стали, если речь идет об ударной вязкости.
Предпочтительно содержание молибдена находится в диапазоне от 0,65 до 0,70 вес. % в пересчете на общий вес химического состава стали.
НИОБИЙ: от 0,020% до 0,030%
Присутствие ниобия ведет к образованию осадков карбида и/или нитрида, что является причиной микроструктуры мелкозернистого размера в результате эффектов фиксации границы зерен, и повышению прочности при растяжении. Для всех этих эффектов требуется минимальное содержание 0,020% Nb в стали согласно настоящему изобретению. При содержании выше 0,030% требуется жесткий контроль содержания азота, чтобы предотвратить эффект охрупчивания NbC. Кроме того, при содержании выше 0,030% ожидается снижение характеристик ударной вязкости для стали согласно настоящему изобретению.
Предпочтительно содержание ниобия находится в диапазоне от 0,020 до 0,025 вес. % в пересчете на общий вес химического состава стали.
БОР: от 0,001% до 0,0025%
Присутствие бора улучшает прокаливаемость в бесшовной трубе.
При содержании ниже 0,0025% он поддерживает однородность механических свойств, микроструктуры и ударной вязкости в основном материале по длине и толщине трубы. При содержании ниже 0,001% положительный эффект пропадает.
Предпочтительно содержание бора находится в диапазоне от 0,001 до 0,0025%, более предпочтительно от 0,001 до 0,0018% по весу в пересчете на общий вес химического состава стали.
ВАНАДИЙ: ≤ 0,05%
При содержании выше 0,05% осадков ванадия повышается риск разброса значений ударной вязкости при низких температурах и/или смещения температур перехода в сторону более высоких температур. Следовательно, наблюдается отрицательное влияние на свойства ударной вязкости при содержании ванадия выше 0,05%. Предпочтительно содержание ванадия строго ниже 0,02% по весу.
ТИТАН: от 0,024% до 0,038%
Присутствие Ti ведет к образованию осадков карбида и/или нитрида. TiN создаются предпочтительно относительно BN. Таким образом, B представлен в основном в атомной форме, таким образом, повышая характеристики прокаливаемости. При содержании выше 0,038% TiN и TiC снижают характеристики ударной вязкости. При содержании ниже 0,024% вышеописанный эффект недостаточно эффективен.
Предпочтительно содержание титана находится в диапазоне от 0,028 до 0,038% по весу в пересчете на общий вес химического состава стали.
АЗОТ: ≤ 0,012%
При содержании выше 0,012% ожидаются осадки нитрида большого размера, и эти осадки отрицательно влияют на характеристики ударной вязкости за счет изменения температуры перехода в верхнем диапазоне.
Предпочтительно содержание азота находится в диапазоне от 0,001 до 0,010% по весу в пересчете на общий вес химического состава стали.
ОСТАТОЧНЫЕ ЭЛЕМЕНТЫ
Остаток состоит из Fe и неизбежных примесей, возникающих в результате процессов производства стали и литья. Содержание основных примесных элементов ограничены, как определено ниже для фосфора, серы и водорода:
P ≤ 0,015%, предпочтительно P ≤ 0,012%, более предпочтительно P ≤ 0,010%,
S ≤ 0,003%, предпочтительно S ≤ 0,002%
H ≤ 0,003%
Другие элементы, такие как Ca и REM (редкоземельные минералы) также могут присутствовать в качестве неизбежных примесей.
Сумма содержаний неизбежных примесных элементов ниже 0,1%.
ХИМИЧЕСКИЙ СОСТАВ
Согласно предпочтительному варианту осуществления химический состав состоит из:
C: от 0,27 до 0,30 вес. %,
Si: от 0,20 до 0,35 вес. %,
Mn: от 0,80 до 0,90 вес. %,
Cr: от 1,30 до 1,45 вес. %,
Mo: от 0,65 до 0,75 вес. %,
Ni: от 0,15 до 0,25 вес. %,
Cu: от 0,10 до 0,25 вес. %
Al: от 0,015 до 0,035 вес. %,
Ti: от 0,024 до 0,038 вес. %,
N: от 0,001 до 0,012 вес. %,
V: от 0,001 до 0,050 вес. %
B: от 0,001 до 0,0025 вес. %,
Nb: от 0,02 до 0,03 вес. %,
причем остаток указанной стали составляют железо и неизбежные примеси от промышленной обработки.
Согласно этому варианту осуществления неизбежные примеси выбираются среди следующего:
P ≤ 0,015 вес. %, предпочтительно P ≤ 0,012 вес. %, более предпочтительно P ≤ 0,010 вес. %,
S ≤ 0,003 вес. %, предпочтительно S ≤ 0,002 вес. %
в пересчете на общий вес химического состава.
В более предпочтительном варианте осуществления химический состав состоит из:
C: от 0,27 до 0,30 вес. %,
Si: от 0,22 до 0,30 вес. %,
Mn: от 0,80 до 0,85 вес. %,
Cr: от 1,30 до 1,40 вес. %,
Mo: от 0,65 до 0,70 вес. %,
Ni: от 0,15 до 0,20 вес. %,
Cu: от 0,10 до 0,20 вес. %,
Al: от 0,017 до 0,030 вес. %,
Ti: от 0,028 до 0,038 вес. %,
N: от 0,001 до 0,010 вес. %,
V: от 0,001 до 0,020 вес. %
B: от 0,0010 до 0,0018%,
Nb: от 0,020 до 0,025 вес. %,
причем остаток указанной стали составляют железо и неизбежные примеси от промышленной обработки.
Согласно этому варианту осуществления неизбежные примеси выбираются среди вышеупомянутых элементов.
Способ получения
Как упомянуто выше, способ согласно настоящему изобретению включает по меньшей мере следующие последовательные этапы:
предоставления стали, имеющей химический состав, описанный выше,
(i) этап, на котором сталь подвергают горячему формованию при температуре в диапазоне от 1100°C до 1300°C посредством процесса горячего формования с получением трубы, затем
(ii) этап, на котором трубу нагревают до температуры аустенизации (AT), которая выше или равна 890°C, и поддерживают при температуре аустенизации (AT) в течение времени от 5 до 30 минут, после чего следует
(iii) этап, на котором:
- трубу охлаждают до температуры не более 100°C с получением закаленной трубы, и
- указанную закаленную трубу затем нагревают и выдерживают при температуре отпуска (TT) в диапазоне от 580°C до 720°C и поддерживают при температуре отпуска (TT) в течение времени отпуска, а затем охлаждают до температуры не более 20°C с получением закаленной и подвергнутой отпуску трубы,
(iiii) этап, на котором результат измерения отношения предела текучести к пределу прочности на растяжение меньше 0,93.
Согласно этому способу получают бесшовную трубу.
Способ согласно настоящему изобретению обладает преимуществом, заключающимся в генерировании микроструктур, способных достигать отношения предела текучести к пределу прочности на растяжение меньше 0,93.
Действительно, если сталь имеет отношение предела текучести к пределу прочности на растяжение больше 0,93, то стабильность механических свойств и ударной вязкости при низких температурах будет ухудшена.
Предпочтительно способ согласно настоящему изобретению включает следующие последовательные этапы, перечисленные ниже.
Сталь, имеющую описанный выше химический состав, получают согласно способам литья, известным из уровня техники.
Затем сталь нагревают до температуры от 1100°C до 1300°C, вследствие чего во всех точках достигнутая температура является благоприятной для высоких скоростей деформации, которым будет подвергаться сталь во время горячего формования. Этот температурный диапазон должен быть в аустенитной области. Предпочтительно максимальная температура ниже 1300°C.
Слиток или заготовку затем подвергают горячему формованию по меньшей мере на одном этапе с использованием общераспространенных процессов горячего формования, например, ковки, процесса пилигримовой прокатки, непрерывной прокатке на оправке, процесса финишной обработки высшего качества с получением трубы желаемых размеров.
Минимальная степень деформации должна составлять по меньшей мере 2,8.
Трубу затем подвергают аустенизации, т. е. нагревают до температуры (AT), при которой микроструктура становится аустенитной. Температура аустенизации (AT) выше Ac3, предпочтительно выше 890°C, более предпочтительно находится на уровне 910°C.
Трубу, выполненную из стали согласно настоящему изобретению, затем поддерживают при температуре аустенизации (AT) в течение времени аустенизации (At), составляющего по меньшей мере 5 минут, причем целью является то, чтобы во всех точках трубы достигнутая температура была по меньшей мере равной температуре аустенизации, чтобы обеспечить однородность температуры по всей трубе. Время аустенизации (At) должно быть не более 30 минут, поскольку при превышении этого промежутка аустенитные зерна вырастают нежелательно большими и ведут к образованию более крупнозернистой конечной структуры. Это привело бы к ухудшению ударной вязкости.
Предпочтительно время аустенизации (At) находится в диапазоне от 5 до 15 минут.
Затем, трубу, выполненную из стали согласно настоящему изобретению, охлаждают до температуры не более 100°C, предпочтительно с использованием водяной закалки. Другими словами, трубу охлаждают до температуры не более 100°C, предпочтительно до температуры 20°C.
Затем, закаленную трубу, выполненную из стали согласно настоящему изобретению, предпочтительно подвергают отпуску, т. е. нагревают и выдерживают при температуре отпуска (TT), находящейся в диапазоне от 580°C до 720°C, в частности, от 600°C до 680°C.
Такой отпуск осуществляют в течение времени отпуска (Tt), которое может находиться в диапазоне от 10 до 60 минут, в частности, в течение 15 минут.
В заключение, трубу согласно настоящему изобретению охлаждают до температуры не более 20°C, предпочтительно 20°C, с помощью воздушного охлаждения с получением закаленной и подвергнутой отпуску трубы.
Таким образом получают закаленную и подвергнутую отпуску трубу, выполненную из стали, которая содержит в области по меньшей мере 95%, предпочтительно 99%, мартенсита относительно всей микроструктуры. Суммарное количество феррита, бейнита и мартенсита составляет 100%.
В частности, способ согласно настоящему изобретению предпочтительно включает по меньшей мере следующие последовательные этапы:
(i) предоставления стали, имеющей химический состав, описанный выше,
(ii) этап, на котором сталь подвергают горячему формованию при температуре в диапазоне от 1100°C до 1300°C посредством процесса горячего формования с получением трубы, затем
(iv) этап, на котором трубу нагревают до температуры аустенизации (AT), которая выше или равна 890°C, и поддерживают при температуре аустенизации (AT) в течение времени от 5 до 30 минут, после чего следует
(iv) этап, на котором:
- трубу охлаждают до температуры 100°C или менее с получением закаленной трубы, а затем
- указанную закаленную трубу нагревают и выдерживают при температуре отпуска (TT) в диапазоне от 580°C до 720°C и поддерживают при температуре отпуска (TT) в течение времени отпуска, а затем охлаждают до температуры не более 20°C с получением закаленной и подвергнутой отпуску трубы,
(ivv) этап, на котором результат измерения отношения предела текучести к пределу прочности на растяжение меньше 0,93.
Согласно этапу (v) способа согласно настоящему изобретению измерение отношения предела текучести к пределу прочности на растяжение осуществляют для проверки того, что результат меньше 0,93.
Микроструктурные признаки
Мартенсит
Содержание мартенсита в стали согласно настоящему изобретению зависит от скорости охлаждения во время операции закалки в сочетании с химическим составом. Содержание мартенсита составляет по меньшей мере 95%, предпочтительно 99%. Остаток до 100% составляют феррит и бейнит.
Феррит
В предпочтительном варианте осуществления закаленная и подвергнутая отпуску стальная труба согласно настоящему изобретению после окончательного охлаждения обладает микроструктурой с менее 1% феррита в объемной доле. В идеальном варианте феррит в стали отсутствует, поскольку он отрицательно повлиял бы на предел текучести (Ys) и предел прочности на растяжение (UTs) согласно настоящему изобретению.
Кроме того, присутствие феррита также может ухудшить однородность механических свойств, особенно твердости, по толщине стенки.
Бейнит
Содержание бейнита в стали согласно настоящему изобретению зависит от скорости охлаждения во время операции закалки в сочетании с химическим составом. Его содержание ограничено максимум 1%. Остаток до 100% составляют феррит и мартенсит.
Механический компонент
Как упомянуто выше, настоящее изобретение относится к бесшовной трубе, содержащей сталь, определенную выше.
Предпочтительно бесшовная труба выполнена из указанной стали.
В предпочтительном варианте осуществления настоящее изобретение относится к стальной бесшовной трубе, содержащей сталь, как определено выше, предпочтительно выполненной из указанной стали.
Согласно предпочтительному варианту осуществления стальная бесшовная труба имеет толщину стенки более 12,5 мм, предпочтительно более 20 мм и более предпочтительно в диапазоне от 38 мм (менее 1,5 дюйма) до 78 мм (более 3 дюймов).
Предпочтительно стальная бесшовная труба имеет наружный диаметр, который находится в диапазоне от 80 мм до 660 мм.
Как упомянуто выше, настоящее изобретение также относится к приспособлению для нефтегазовой области и/или механическому компоненту, содержащему сталь, определенную выше.
Применение стали
Настоящее изобретение также относится к применению ранее описанной стали для получения бесшовной трубы.
В частности, настоящее изобретение относится к применению указанной стали для улучшения прокаливаемости бесшовной трубы.
Согласно настоящему изобретению прокаливаемость изделия определена как способность изделия к твердению при закалке и относится к глубине и распределению твердости по поперечному сечению.
Согласно настоящему изобретению прокаливаемость измеряется посредством определения прокаливаемости по Джомини.
Настоящее изобретение также относится к применению ранее описанной стали при изготовлении приспособления для нефтегазовой области и/или механического компонента.
В частности, настоящее изобретение относится к применению ранее описанной стали при изготовлении приспособления для нефтегазовой области.
Примеры представлены в качестве иллюстраций настоящего изобретения.
ПРИМЕРЫ
I. Сталь A (согласно настоящему изобретению)
Подготовительный процесс, т.е. от плавления до горячего формования, осуществляют с помощью широко известного способа изготовления бесшовных стальных труб.
Например, желательно, чтобы расплавленная сталь состава из представленных ниже составляющих была расплавлена с помощью широко используемых методик плавления. Применяемые широко распространенные способы представляют собой непрерывный процесс или процесс разливки в слитки.
Таблица 1: Химический состав стали A

Затем, эти материалы нагревали до температуры от 1100°C до 1300°C и обрабатывали с получением трубы, например, посредством горячего деформирования за счет ковки, процесса прокатки на оправке или прокатке на пилигримовом стане, которые представляют собой широко известные способы изготовления, состава из приведенных выше составляющих с получением желаемых размеров.
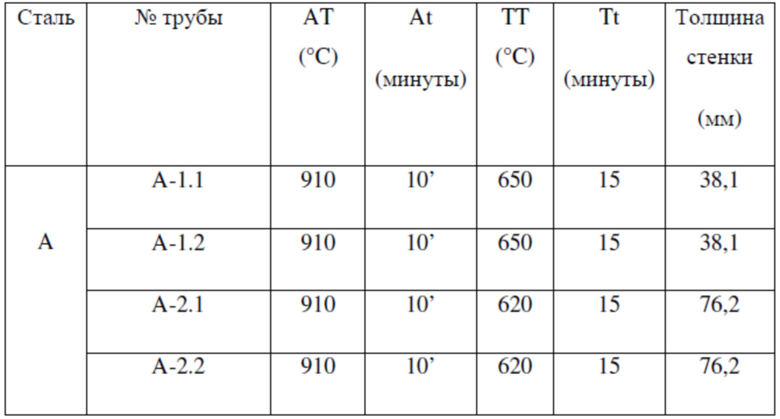
Состав, описанный в таблице 1, затем подвергают производственному процессу, который может быть приведен в таблице 2 ниже с признаками этапов, которые описаны ниже:
- трубу нагревают до температуры аустенизации (AT) 910°C и поддерживают при этой температуре в течение 10 минут (At: время аустенизации), затем
- трубу охлаждают водой до температуры 100°C или ниже с получением закаленной трубы, а затем указанную закаленную трубу нагревают и выдерживают при температуре отпуска (TT) в течение 15 минут, а затем охлаждают до температуры 20°C или ниже с получением закаленной и подвергнутой отпуску трубы,
- отношение предела текучести (Ys) к пределу прочности на растяжение (UTs) контролируют после этапа отпуска.
Вышеупомянутый способ осуществляли с получением двух бесшовных труб (A-1.1 и A-1.2), каждая из которых имеет толщину стенки 38,1 мм (соответствующие 1,5 дюйма), и двух бесшовных труб (A-2.1 и A-2.2), каждая из которых имеет толщину стенки 76,2 мм (соответствующие 3 дюймам).
Параметры вышеописанного способа приведены в таблице 2 ниже:
Таблица 2: Условия процесса согласно примерам после горячей прокатки
Технологические параметры, описанные в таблице 2, соответствуют настоящему изобретению.
Они привели к получению закаленных и подвергнутых отпуску стальных труб, которые после окончательного охлаждения от температуры отпуска обладают микроструктурой, содержащей по меньшей мере 99% мартенсита в пересчете на всю микроструктуру.
Кроме того, полученные закаленные и подвергнутые отпуску стальные трубы имеют наружный диаметр 304,8 мм.
1. Механические свойства
1.1 Твердость в закаленной бесшовной трубе
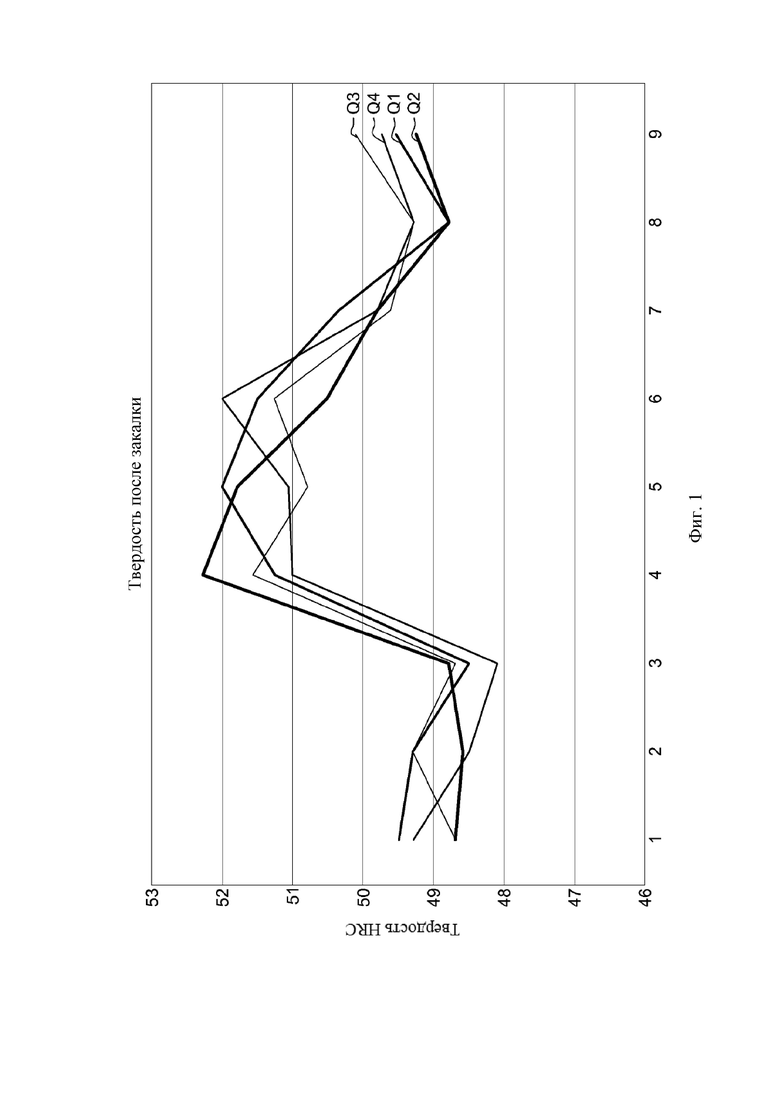
Твердость по шкале Роквелла (HRC) измеряют в четырех квадрантах (Q1, Q2, Q3 и Q4) закаленной и подвергнутой отпуску стальной бесшовной трубы (образец A-1.1; толщина стенки, соответствующая 38,1 мм), полученной из состава, описанного в таблице 1 (состав A стали). Каждый квадрант представляет угловую ориентацию 90°.
Для каждого квадранта твердость измеряли три раза снаружи, внутри и в середине стенки стальной бесшовной трубы.
Результаты приведены в таблице 3:
Таблица 3: Твердость (шкала Роквелла HRC)

На фиг. 1 изображены значения твердости, приведенные в таблице 3 для каждого квадранта, в зависимости от места, где определяли результат измерения твердости на стенке трубы, т. е. снаружи, внутри и в середине стенки.
Эти результаты показывают, что твердость является однородной по всей бесшовной трубе.
1.1. Определение предела текучести (Ys) и прочности при растяжении (UTs)
1.1.1 Толщина стенки: 38,1 мм (1,5 дюйма)
Отобрали группу из двух образцов, по одному с каждого конца бесшовной трубы, из бесшовной трубы A-1.1 (толщина стенки: 38,1 мм) и бесшовной трубы A-1.2 (толщина стенки: 38,1 мм).
На каждом образце предел текучести (Ys в МПа), предел прочности на растяжение (UTs в МПа), удлинение при разрыве (A%) и уменьшение площади поперечного сечения (мин. %) оценивали на двух квадрантах: 0° и 180° в продольном направлении.
Результаты по механическим свойствам приведены в таблице 4:
Таблица 4: Механические свойства (Ys, UTs, A(%) и уменьшение площади поперечного сечения)
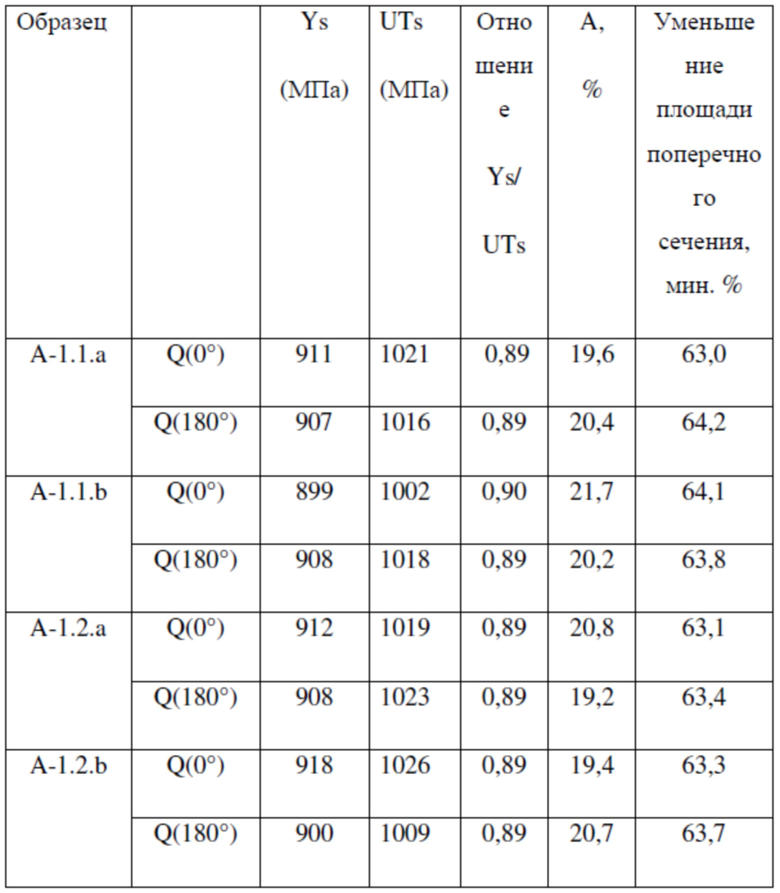
Все образцы обладают отношением предела текучести к пределу прочности на растяжение меньше 0,93.
Исходя из этих результатов можно увидеть, что каждый образец имеет высокий предел текучести и прочность при растяжении, высокое удлинение при разрыве и уменьшение площади поперечного сечения по меньшей мере на 60% перед разрывом.
Таким образом, это означает, что образцы, выполненные из стали согласно настоящему изобретению, могут выдерживать деформацию при высокой нагрузке.
1.2.2. Толщина стенки: 76,2 мм (3 дюйма)
Отобрали группу из двух образцов, по одному с каждого конца бесшовной трубы, из бесшовной трубы A-2.1 (толщина стенки: 76,2 мм) и бесшовной трубы A-2.2 (толщина стенки: 76,2 мм).
На каждом образце предел текучести (Ys в МПа), предел прочности на растяжение (UTs в МПа), удлинение при разрыве (A%) и уменьшение площади поперечного сечения (мин. %) оценивали на двух квадрантах: 0° и 180° в продольном направлении.
Результаты по механическим свойствам приведены в таблице 5:
Таблица 5: Механические свойства (Ys, UTs, A(%) и уменьшение площади поперечного сечения)
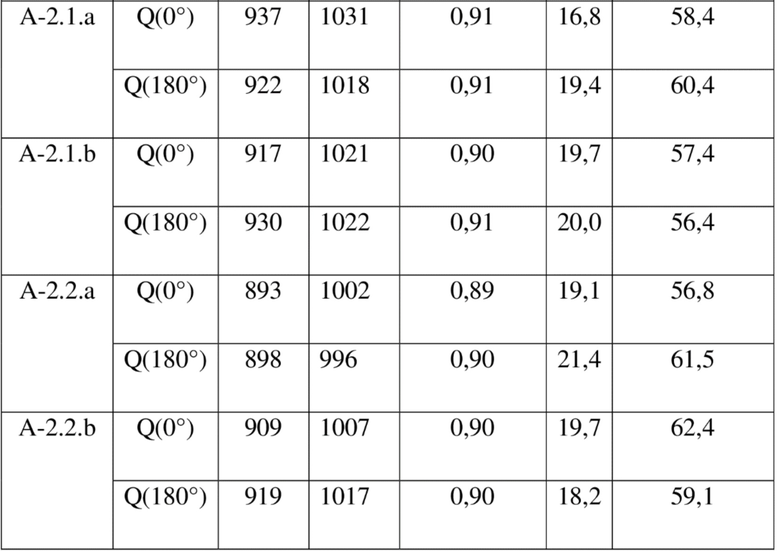
Все образцы обладают отношением предела текучести к пределу прочности на растяжение меньше 0,93.
Исходя из этих результатов можно увидеть, что каждый образец имеет высокий предел текучести и прочность при растяжении, высокое удлинение при разрыве и уменьшение площади поперечного сечения приблизительно на 60% перед разрывом.
Таким образом, это означает, что образцы, выполненные из стали согласно настоящему изобретению, могут противостоять деформации при высокой нагрузке.
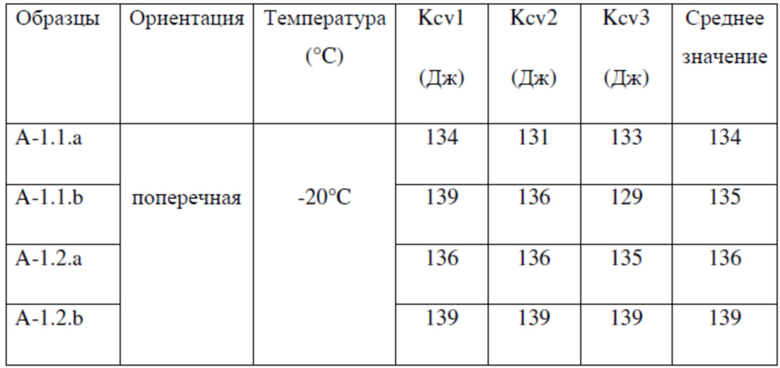
2. Результаты определения ударной энергии (толщина стенки: 38,1 мм)
Ударную вязкость при низких температурах оценивали для каждого предыдущего образца, имеющего толщину стенки 38,1 мм.
2.2. Поперечное направление
Для каждого образца значения ударной энергии в джоулях (Kcv) определяли в поперечном направлении согласно испытаниям на ударную вязкость по Шарпи ASTM E23 – тип A на полноразмерном образце (10x10 мм) при температуре -20°C.
Для каждого образца эти параметры определяли три раза. Для значений ударной энергии определяют среднее значение (Ave). Результаты приведены в таблице 6:
Таблица 6: Ударная вязкость при низких температурах (поперечное направление)
2,3. Переходные значения по Шарпи в зависимости от температур
Образец отбирали с бесшовной трубы A-1.1 (толщина стенки: 38,1 мм), чтобы он был стандартным по размеру и форме для испытаний по Шарпи.
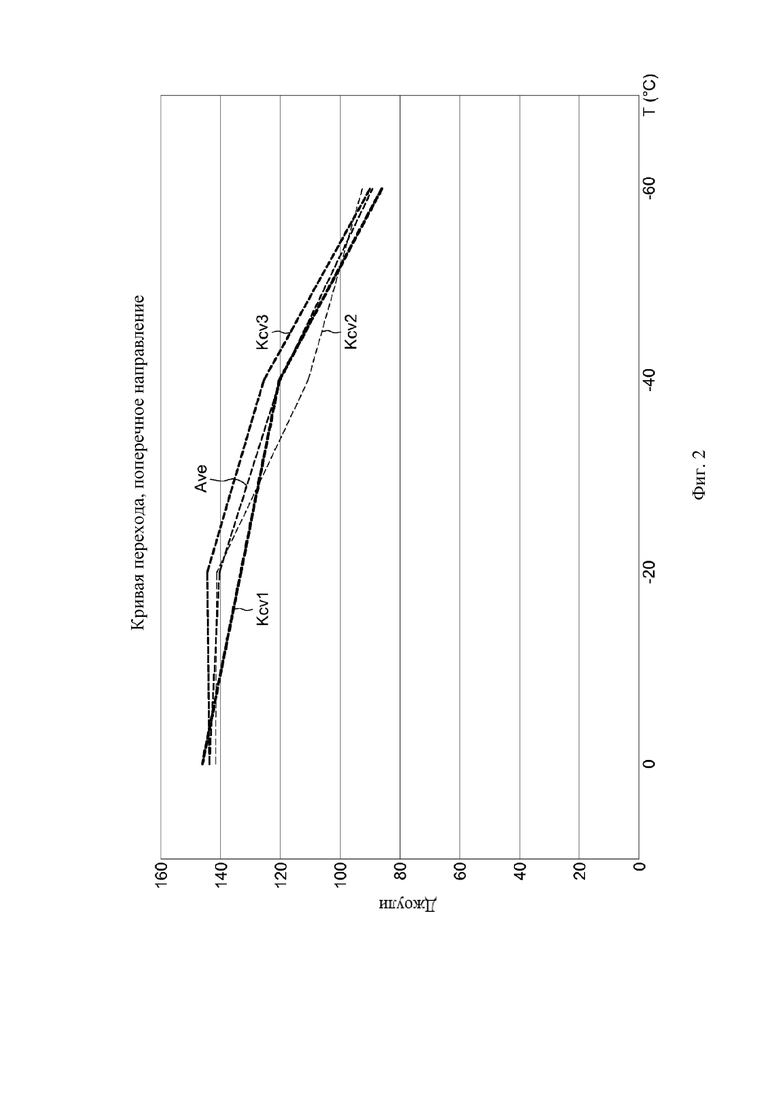
Значения ударной энергии в джоулях (Kcv) в зависимости от температур в диапазоне от 0°C до -60°C также оценивали для этого образца в поперечном направлении. Этот параметр определяли три раза при каждой температуре. Результаты приведены в таблице 7:
Таблица 7: Переходные значения по Шарпи
На фиг. 2 изображены кривые перехода Шарпи (джоули) в зависимости от температур в поперечном направлении на основании значений, описанных в таблице 7 и характеризующих стальную бесшовную трубу согласно настоящему изобретению с толщиной стенки 38,1 мм (1,5 дюйма).
Результаты, описанные в таблице 7, явно демонстрируют, что сталь имеет пластичность при отрицательных температурах. В частности, образец обладает высокими значениями ударной энергии выше 90 джоулей при температуре -60°C и устойчивыми характеристиками.
3. Результаты определения ударной энергии (толщина стенки: 76,2 мм)
Ударную вязкость при низких температурах оценивали для ранее описанных образцов A-2.1.a, A-2.1.b и A-2.2.a. Для целей этой оценки также отобрали дополнительный образец из бесшовной трубы A-2 (образец A-2.2.c).
Измерения осуществляли в поперечных направлениях.
Для каждого предыдущего образца значения ударной энергии в джоулях (Kcv) определяли в поперечном направлении согласно испытаниям на ударную вязкость по Шарпи ASTM E23 – тип A на полноразмерном образце (10x10 мм), выполняемым при температуре -20°C.
Для каждого образца этот параметр определяли три раза. Для значений ударной энергии определяют среднее значение (Ave). Результаты приведены в таблице 8:
Таблица 8: Ударная вязкость при низких температурах (поперечное направление)
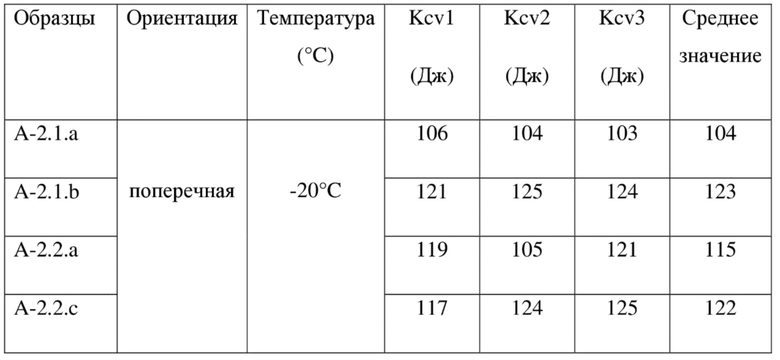
Исходя из этих результатов можно увидеть, что получены высокие значения ударной энергии при температуре -20°C (выше 100 джоулей), что означает, что каждый образец имеет ударную вязкость при отрицательных температурах.
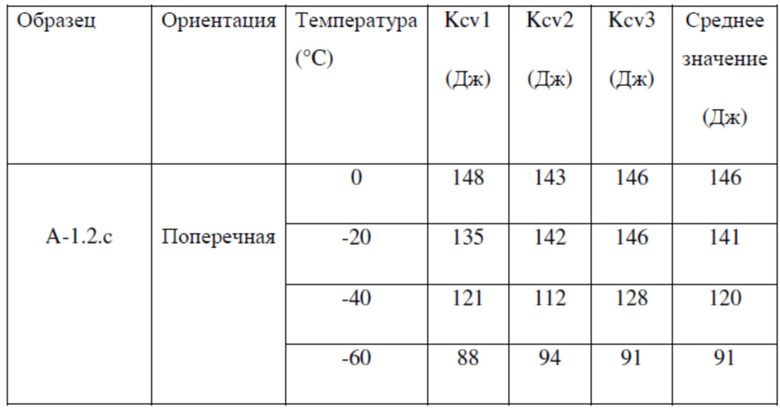
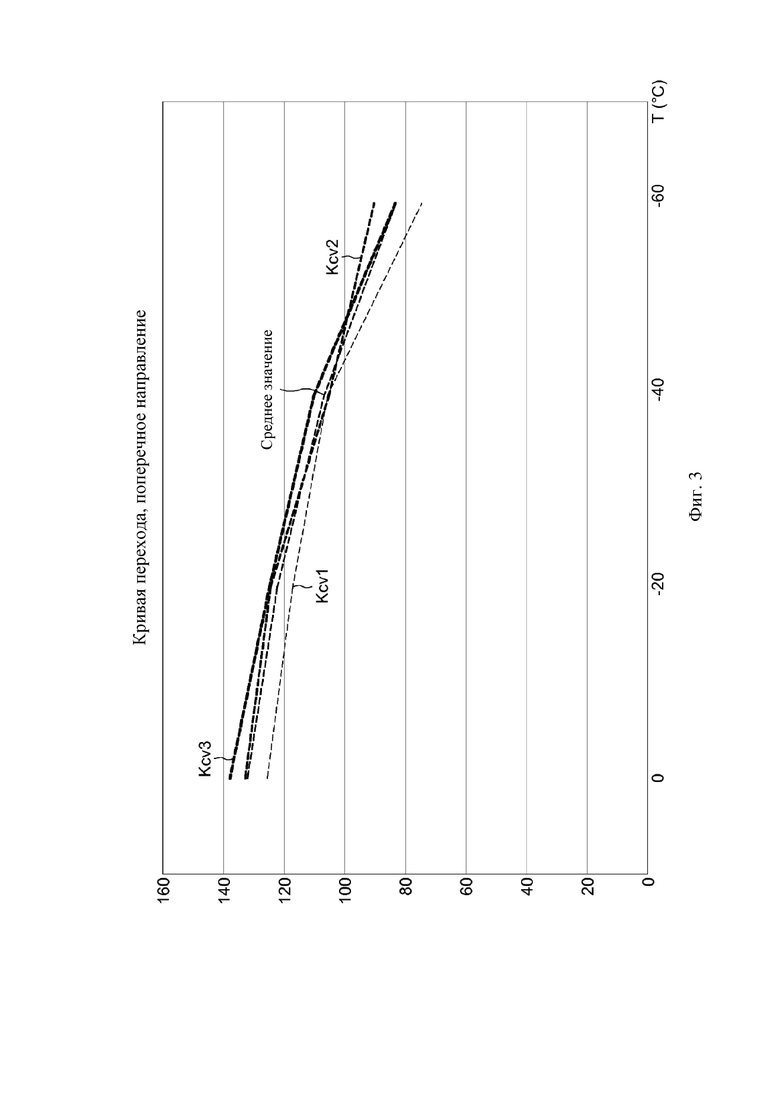
3.3. Переходные значения по Шарпи в зависимости от температур
Значения ударной энергии в джоулях (Kcv) в зависимости от температур в диапазоне от 0°C до -60°C также оценивали для образца A-2.2.c в поперечном направлении. Этот параметр определяли три раза при каждой температуре. Результаты приведены в таблице 9:
Таблица 9: Переходные значения по Шарпи
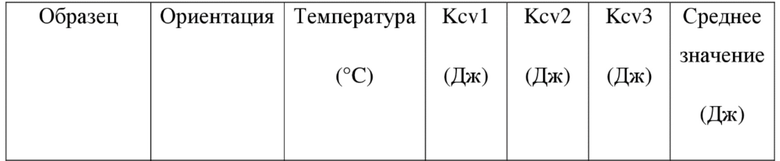
На фиг. 3 изображены кривые перехода Шарпи (джоули) в зависимости от температур в поперечном направлении на основании значений, описанных в таблице 9 и характеризующих стальную бесшовную трубу согласно настоящему изобретению с толщиной стенки 76,2 мм (3 дюйма).
Исходя из этих результатов можно увидеть, что получены высокие значения ударной энергии при температуре -60°C (по меньшей мере 80 джоулей в среднем), что означает, что каждый образец имеет ударную вязкость при отрицательных температурах.
Кроме того, сталь согласно настоящему изобретению демонстрирует превосходные характеристики ударной вязкости при сверхнизких рабочих температурах, например, значение ударной вязкости в продольном направлении по меньшей мере 130 джоулей при температуре -40°C и по меньшей мере приблизительно 100 джоулей при температуре -60°C, и значение ударной вязкости в поперечном направлении по меньшей мере 100 джоулей при температуре -40°C и приблизительно 80 джоулей при температуре -60°C согласно испытаниям на ударную вязкость по Шарпи ASTM E23 – тип A на полноразмерном образце (10x10 мм) для марки стали, характеризующейся значением 150 тысяч фунтов/кв. дюйм.
Вследствие этого, образцы согласно настоящему изобретению имеют ударную вязкость и пластичность при отрицательных температурах независимо от того, соответствует толщина стенки 38,1 мм или 76,2 мм.
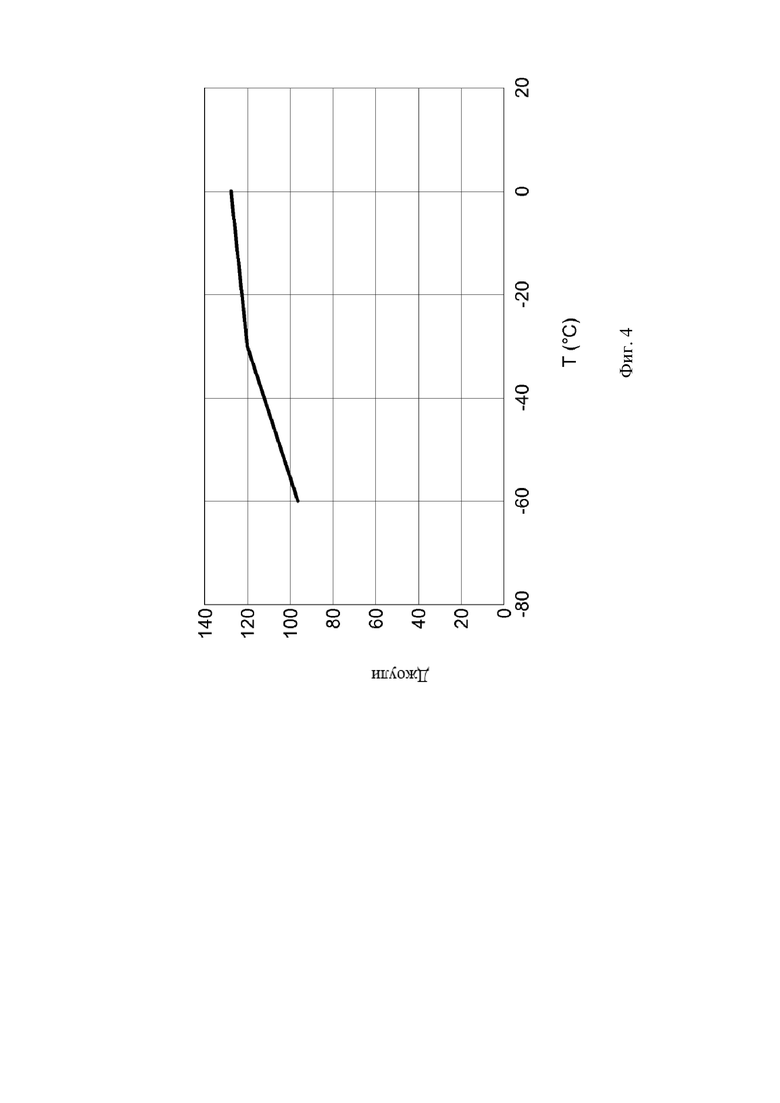
5. Результаты определения ударной энергии (толщина стенки: 50,8 мм)
Упомянутый выше способ осуществляли для получения бесшовной трубы (A-3), имеющей толщину стенки 50,8 мм (соответствующую 2 дюймам), из химического состава, описанного в таблице 1 (сталь A согласно настоящему изобретению).
Параметры вышеописанного способа приведены в таблице 10 ниже:
Таблица 10: Технологические параметры способа

Значения ударной энергии в джоулях (Kcv) в зависимости от температур в диапазоне от 0°C до -60°C оценивали для этого образца.
На фиг. 4 изображены кривые перехода Шарпи (джоули) в поперечном направлении для этого образца.
Исходя из этих результатов можно увидеть, что получены высокие значения ударной энергии при температуре -60°C (по меньшей мере приблизительно 90 джоулей), что указывает на характеристики ударной вязкости испытываемого образца при отрицательных температурах.
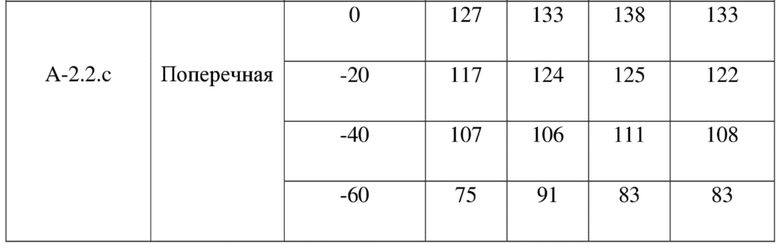
II. Сталь B (сталь для сравнения)
В таблице 11 представлен химический состав стали для сравнения (указанные количества вычислены в весовых процентах, остаток указанного состава состоит из железа).
Таблица 11: Химический состав стали B
Подготовительный процесс и производственный процесс, реализуемые в отношении стали B, идентичны описанным для стали A.
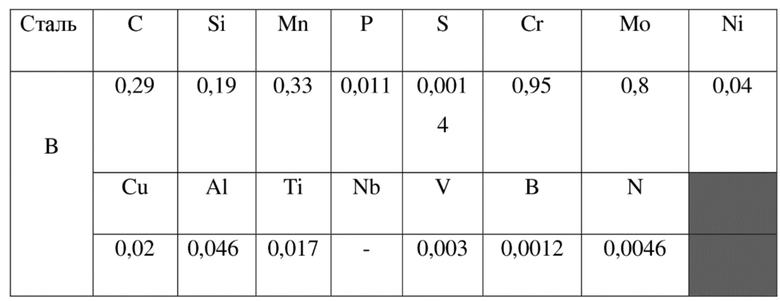
Реализуемый способ осуществляли для получения бесшовной трубы (B-1), имеющей толщину стенки 76,2 мм (соответствующую 3 дюймам).
Параметры вышеописанного способа приведены в таблице 12 ниже:
Таблица 12: Условия процесса согласно примерам после горячей прокатки
1. Механические свойства
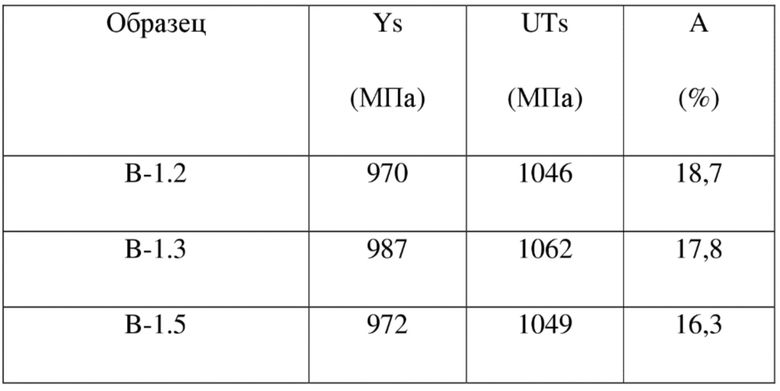
1.1. Предел текучести и предел прочности на растяжение
Отобрали группу из трех образцов из бесшовной трубы B-1.
На каждом образце предел текучести (Ys в МПа), предел прочности на растяжение (UTs в МПа) и удлинение при разрыве (A%) оценивали в продольном направлении.
В частности, оценку этих свойств выполняли на внешней стенке образцов B-1.2 и B-1.3 и внутренней стенке образца B-1.5.
Результаты по механическим свойствам приведены в таблице 13:
Таблица 13: Механические свойства (Ys, UTs и A (%))
2. Результаты определения ударной энергии
Группу из трех образцов отобрали из бесшовной трубы B-1 согласно испытанию на ударную вязкость по Шарпи ASTM E23 – тип A на полноразмерном образце (10x10 мм).
Ударную вязкость для каждого образца оценивали путем определения значений ударной энергии в поперечном направлении при температуре 0°C. Для каждого образца значения ударной энергии определяли три раза. Результаты приведены ниже:
Таблица 14: Значения ударной энергии при температуре 0°C


Для образца B-1.8 измерения выполняли снаружи, внутри и в середине стенки образца.
Таблица 15: Значения ударной энергии при температуре 0°C

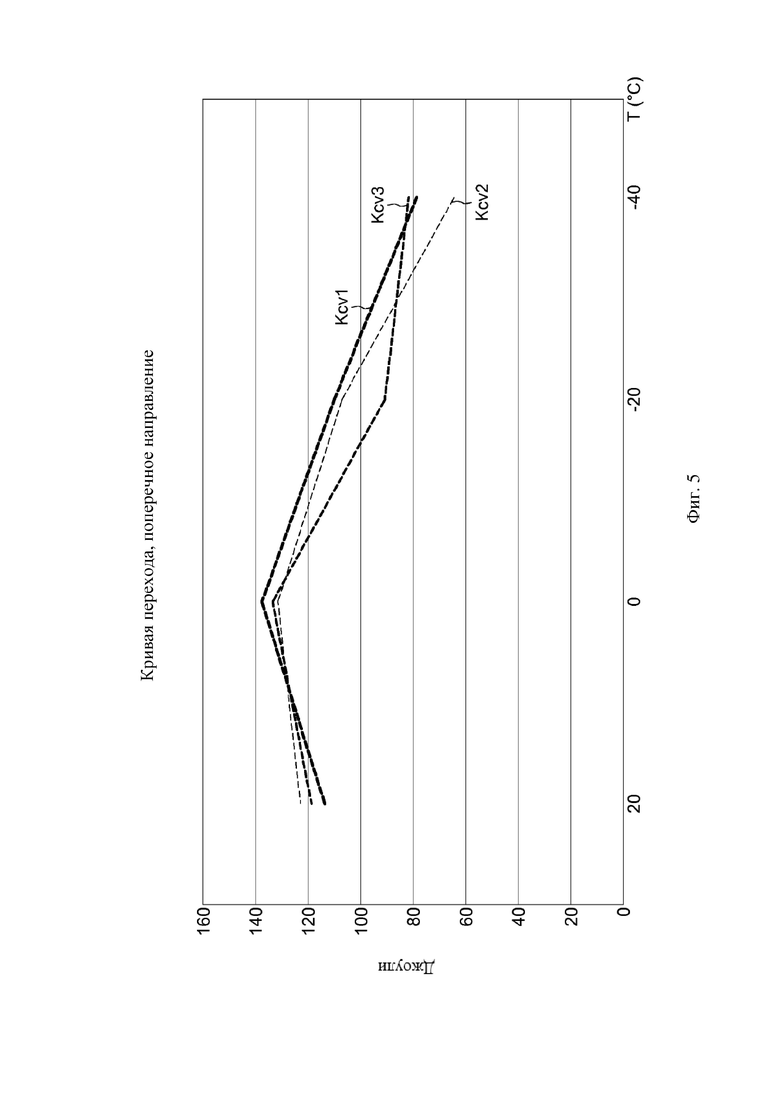
3. Переходные значения по Шарпи в зависимости от температур
Значения ударной энергии в джоулях (Kcv) в зависимости от температур в диапазоне от 20°C до -40°C оценивали для образца B-1.6 в поперечном направлении. Этот параметр определяли три раза при каждой температуре. Результаты приведены в таблице 16:
Таблица 16: Переходные значения по Шарпи
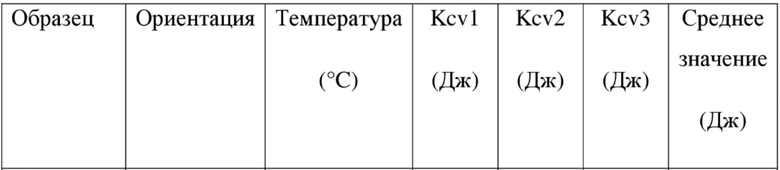
На фиг. 5 изображены кривые перехода Шарпи (джоули) в поперечном направлении для этого образца.
Согласно этим результатам можно увидеть, что значения ударной энергии выше 110 джоулей при температуре 20°C, но затем существенно падают при отрицательных температурах, особенно при температуре -40°C. Действительно, ударная энергия составляет приблизительно 75 джоулей при температуре -40°C.
Таким образом, ударная вязкость испытываемого образца существенно уменьшается при очень низких температурах.
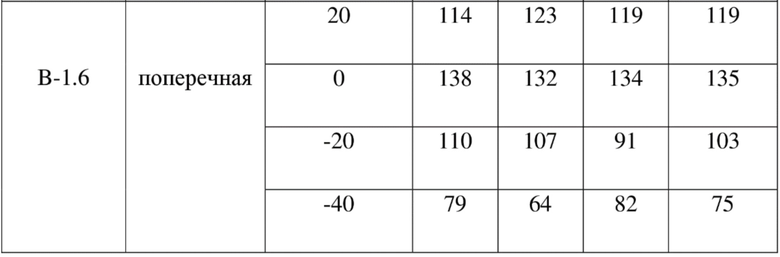
IV. Сталь D согласно настоящему изобретению
В таблице 17 представлен химический состав стали согласно настоящему изобретению (указанные количества вычислены в весовых процентах, остаток указанного состава состоит из железа).
Таблица 17: Химический состав стали D
Подготовительный процесс и производственный процесс, реализуемые в отношении стали D, идентичны описанным для стали A.
В частности, реализуемый способ осуществляли для получения бесшовной трубы (D-1), имеющей толщину стенки 38,1 мм (соответствующую 1,5 дюйма).
Параметры вышеописанного способа приведены в таблице 18 ниже:
Таблица 18: Условия процесса согласно примерам после горячей прокатки
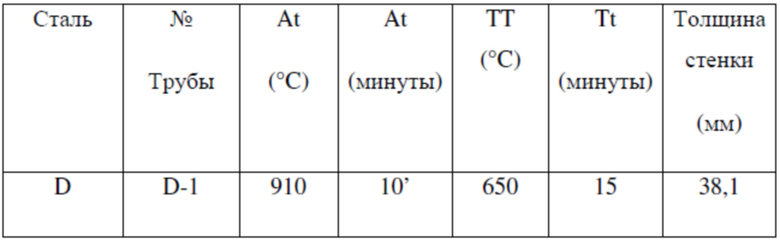
Способ привел к получению закаленной и подвергнутой отпуску стальной трубы, которая после окончательного охлаждения от температуры отпуска обладает микроструктурой, содержащей 99% мартенсита, причем остаток составляют феррит и бейнит.
Кроме того, полученная закаленная и подвергнутая отпуску стальная труба имеет наружный диаметр 374,65 мм.
1. Определение предела текучести (Ys) и прочности при растяжении (UTs)
Отобрали образец из бесшовной трубы D-1. Предел текучести (Ys в МПа), предел прочности на растяжение (UTs в МПа) и удлинение при разрыве (A в %) оценивали в продольном направлении.
Результаты по механическим свойствам приведены в таблице 19:
Таблица 19: Механические свойства (Ys, UTs и A (%))


2. Прокаливаемость согласно испытаниям по Джомини
Прокаливаемость (по шкале Роквелла) образца, полученного из состава, описанного в таблице 17, исследовали согласно испытаниям по Джомини.
2.1. Процедура
Форма и размер образца были стандартизованы согласно требованиям испытания по Джомини (ASTM A255).
Испытания по Джомини выполняли после аустенизации при температуре аустенизации (AT) 910°C и поддерживали при этой температуре в течение 10 минут (At: время аустенизации).
Эти испытания выполняли путем закалки одного конца образца посредством водяной закалки, измерения твердости образца с шагами приращения 1,5 мм (приблизительно одна шестнадцатая дюйма) от закаленного торца и последующей подготовки графика зависимости результатов измерения твердости от расстояния от закаленного конца.
Быстрое падение твердости с увеличением расстояния от закаленного торца указывает на низкую прокаливаемость (твердость). Следовательно, чем ближе кривая прокаливаемости к горизонтальной линии, тем лучше прокаливаемость (твердость).
В целом, расстояние от закаленного водой торца, на котором твердость становится меньше 50 HRC по Роквеллу, называется в настоящем документе глубиной прокаливаемости.
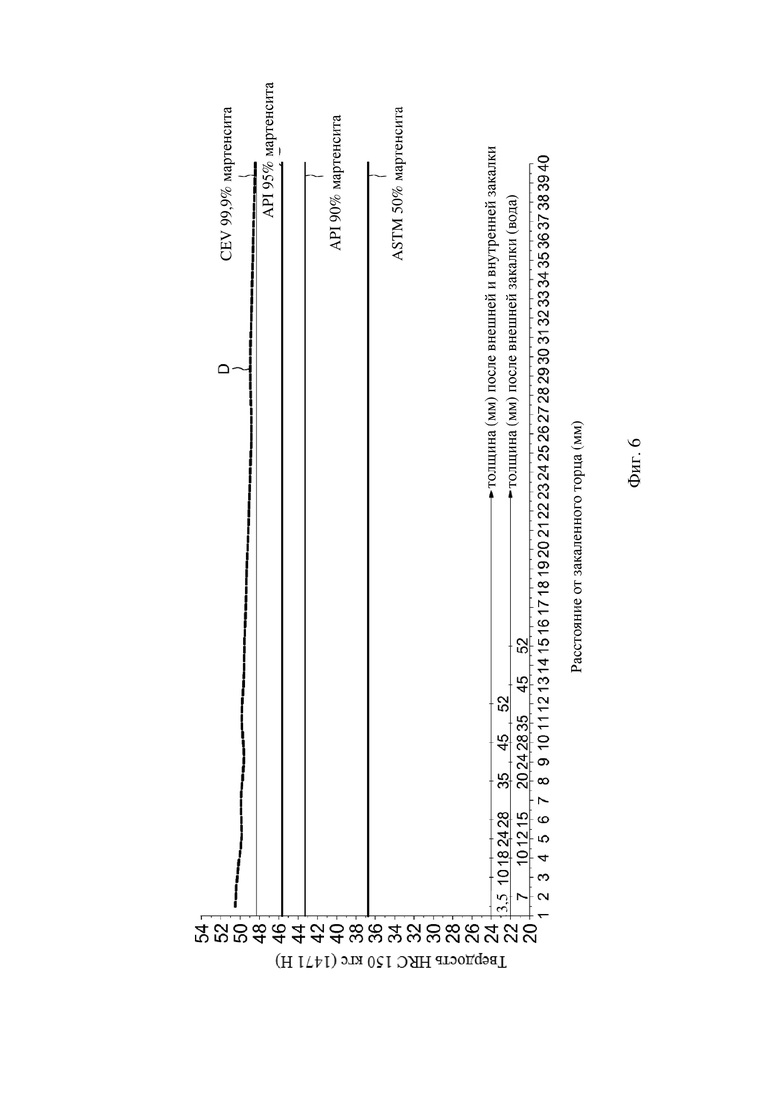
2.2. Результаты
На фиг. 6 изображена кривая прокаливаемости (твердость по шкале Роквелла), на которой показана зависимость результатов измерения твердости от расстояния от закаленного водой торца.
Результаты на этой фигуре показывают, что кривая прокаливаемости остается плоской, приблизительно на уровне 50 HRC, вплоть до расстояния 40 мм от закаленного торца образца.
Эти результаты демонстрируют, что твердость остается стабильной по всей длине испытываемого образца, что обозначает высокую прокаливаемость.
Согласно оценкам такая закаливаемость может обеспечить получение полностью мартенситной структуры (99,9%) для трубы с толщиной стенки 40 мм, закаленной водой.
Другими словами, получение чисто мартенситной структуры для образца, изготовленного из стали согласно настоящему изобретению, было дополнительно подтверждено его кривой прокаливаемости.
2. Сравнение прокаливаемости со сталями для сравнения
3.1. Состав стали
В таблице 20 представлен химический состав стали для сравнения (указанные количества вычислены в весовых процентах, остаток указанного состава состоит из железа).
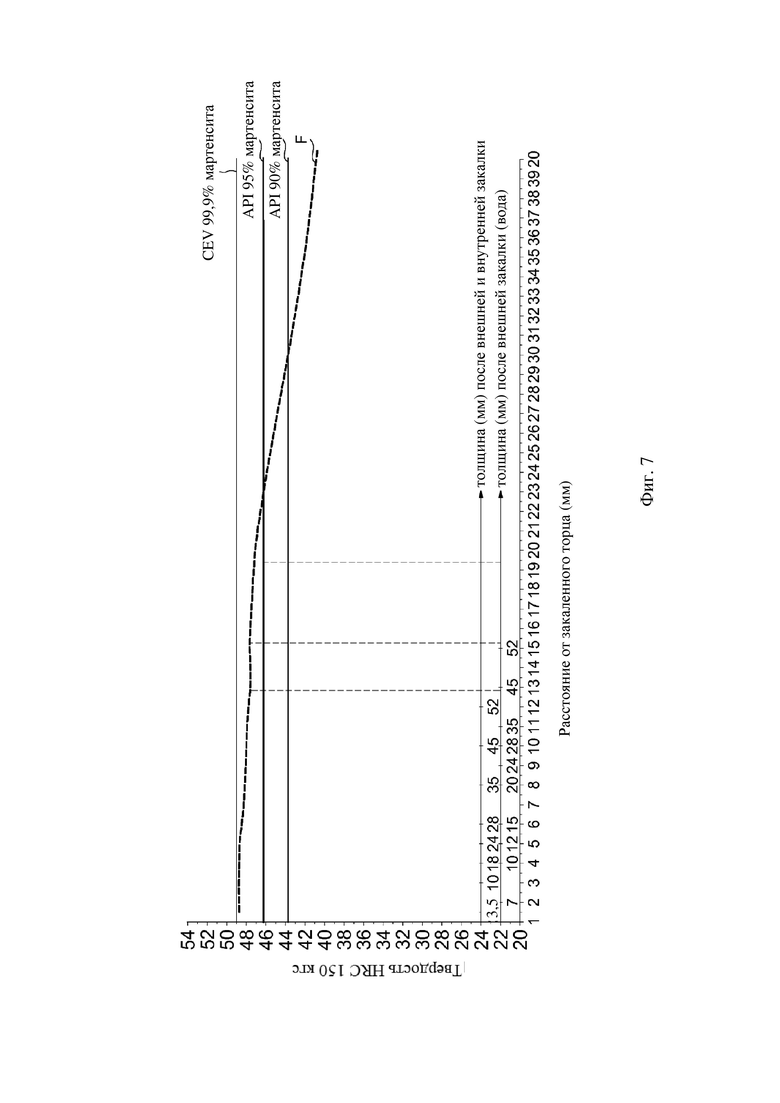
Таблица 20: Химический состав стали F
3.1. Процедура
Образец, полученный из составов стали F, был стандартизован согласно требованиям испытания по Джомини.
Испытания по Джомини выполняли после аустенизации при температуре аустенизации (AT) 910°C и поддерживали при этой температуре в течение 10 минут (At: время аустенизации).
3.2. Результаты
На фиг. 7 изображены кривые прокаливаемости (твердость по шкале Роквелла) образца из состава стали F, на которых показана зависимость результатов измерения твердости от расстояния от закаленного водой торца.
Результаты на этой фигуре показывают, что кривая прокаливаемости этого образца не является плоской и характеризуется существенным падением с увеличением расстояния от закаленного торца.
В частности, кривая образца, полученного из состава стали F, имеет точку перегиба на уровне 15 мм перед существенным понижением.
Эти результаты явно демонстрируют, что твердость не является стабильной по всей длине испытываемых образцов.
Эти результаты также подтверждают факт, что достигаемая закаливаемость не может привести к получению полностью мартенситной структуры. Действительно, структура этого образца состоит из менее 90% мартенсита на расстоянии 40 мм от закаленного торца.
В частности, это означает, что такая закаливаемость не обеспечит получения полностью мартенситной структуры (99,9%) для трубы с толщиной стенки 40 мм, закаленной водой (независимо от измерения при внешней закалке или внешней и внутренней закалке), а, вместо этого, обеспечит получение структуры, имеющей менее 90% мартенсита.
Изобретение относится к области металлургии, а именно к легированным сталям для изготовления бесшовных труб, используемых в арктических условиях и при низких температурах. Сталь имеет следующий химический состав, состоящий из следующего, мас.%: C: от 0,27 до 0,30, Si: от 0,20 до 0,35, Mn: от 0,80 до 0,90, Cr: от 1,30 до 1,45, Mo: от 0,65 до 0,75, Ni: от 0,15 до 0,25, Cu: максимум 0,25, Al: от 0,015 до 0,035, Ti: от 0,024 до 0,038, N: максимум 0,012, V: максимум 0,05, B: от 0,001 до 0,0025, Nb: от 0,02 до 0,03, остальное - железо и неизбежные примеси. Сталь имеет предел текучести (Ys) по меньшей мере 862 МПа и предел прочности на растяжение (UTS), причем отношение между пределом текучести (Ys) и пределом прочности на растяжение (UTS) составляет менее 0,93. Обеспечиваются требуемые и стабильные механические свойства, а также высокие характеристики ударной вязкости при сверхнизких рабочих температурах. 6 н. и 10 з.п. ф-лы, 7 ил., 20 табл., 1 пр.
1. Сталь для бесшовной трубы, имеющая следующий химический состав, состоящий из следующего, мас.%:
C: от 0,27 до 0,30,
Si: от 0,20 до 0,35,
Mn: от 0,80 до 0,90,
Cr: от 1,30 до 1,45,
Mo: от 0,65 до 0,75,
Ni: от 0,15 до 0,25,
Cu: максимум 0,25,
Al: от 0,015 до 0,035,
Ti: от 0,024 до 0,038,
N: максимум 0,012,
V: максимум 0,05,
B: от 0,001 до 0,0025,
Nb: от 0,02 до 0,03,
причем остаток указанной стали представляет собой железо и неизбежные примеси от промышленной обработки, и имеющая предел текучести (Ys) по меньшей мере 862 МПа и предел прочности на растяжение (UTs), причем отношение между пределом текучести (Ys) и пределом прочности на растяжение (UTs) составляет менее 0,93.
2. Сталь по п. 1, отличающаяся тем, что химический состав состоит из следующего, мас.%:
C: от 0,27 до 0,30,
Si: от 0,22 до 0,30,
Mn: от 0,80 до 0,85,
Cr: от 1,30 до 1,40,
Mo: от 0,65 до 0,70,
Ni: от 0,15 до 0,20,
Cu: от 0,10 до 0,20,
Al: от 0,017 до 0,030,
Ti: от 0,028 до 0,038,
N: от 0,001 до 0,010,
V: от 0,001 до 0,020,
B: от 0,0010 до 0,0018,
Nb: от 0,020 до 0,025,
причем остаток указанной стали составляют железо и неизбежные примеси от промышленной обработки.
3. Сталь по п. 1 или 2, отличающаяся тем, что отношение между пределом текучести (Ys) и пределом прочности на растяжение (UTs) составляет менее 0,9, предпочтительно менее 0,88.
4. Сталь по любому из пп. 1–3, отличающаяся тем, что предел текучести (Ys) составляет по меньшей мере 900 МПа, предпочтительно по меньшей мере 930 МПа.
5. Сталь по любому из пп. 1–3, отличающаяся тем, что предел прочности на растяжение (UTs) составляет по меньшей мере 950 МПа, предпочтительно по меньшей мере 1035 МПа.
6. Сталь по любому из предыдущих пунктов, отличающаяся тем, что она имеет значение ударной вязкости на полноразмерном образце (10×10 мм) в поперечном направлении при температуре -40°C по меньшей мере:
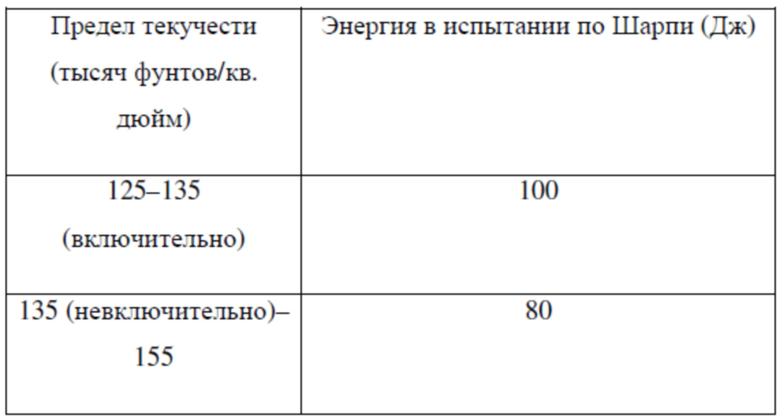 .
.
7. Сталь по любому из предыдущих пунктов, отличающаяся тем, что она имеет значение ударной вязкости на полноразмерном образце (10×10 мм) в поперечном направлении при температуре -60°C по меньшей мере:
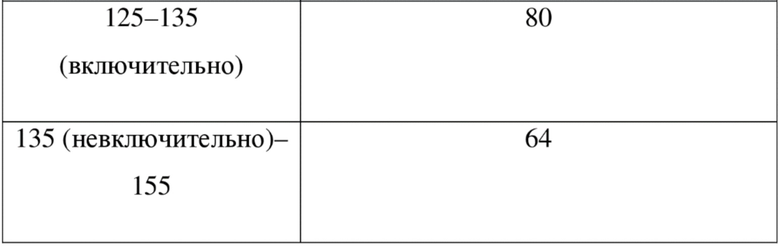 .
.
8. Сталь по любому из предыдущих пунктов, отличающаяся тем, что состав удовлетворяет отношению между содержаниями никеля, хрома и марганца:
Σ (Ni, Cr, Mn) ≥2,25.
9. Сталь по любому из предыдущих пунктов, отличающаяся тем, что состав удовлетворяет отношению между содержаниями никеля, хрома, марганца и кремния:
Σ (Ni, Cr, Mn, Si) ≥2,45.
10. Сталь по любому из предыдущих пунктов, отличающаяся тем, что ее микроструктура содержит по меньшей мере 95% мартенсита относительно всей микроструктуры, предпочтительно 99% мартенсита.
11. Способ получения стальной бесшовной трубы, включающий следующие последовательные этапы:
(i) предоставления стали, имеющей химический состав, определенный по любому из пп. 1–10,
(ii) горячего формования стали при температуре в диапазоне от 1100°C до 1300°C посредством процесса горячего формования с получением трубы, затем
(iii) нагрева указанной трубы до температуры аустенизации (AT), которая выше или равна 890°C, и поддержания указанной трубы при температуре аустенизации (AT) в течение времени от 5 до 30 минут, после чего следует
- охлаждение трубы до температуры не более 100°C с получением закаленной трубы, и
- нагрев и выдержка указанной закаленной трубы при температуре отпуска (TT) в диапазоне от 580°C до 720°C и поддержание указанной трубы при температуре отпуска (TT) в течение времени отпуска, а затем охлаждение указанной трубы до температуры не более 20°C с получением закаленной и подвергнутой отпуску трубы, имеющей отношение предела текучести к пределу прочности на растяжение, составляющее менее 0,93.
12. Бесшовная труба, выполненная из стали по любому из пп. 1–10.
13. Бесшовная труба по п. 12, отличающаяся тем, что стальная бесшовная труба имеет толщину стенки, которая находится в диапазоне от 38 до 78 мм.
14. Гидравлический цилиндр, содержащий бесшовную трубу по п. 12 или 13.
15. Трубопровод для нефтегазовой области, содержащий бесшовную трубу по п. 12 или 13.
16. Применение стали по любому из пп. 1–10 в качестве материала для изготовления трубопровода для нефтегазовой области или гидравлического цилиндра.
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| ТРУБА БЕСШОВНАЯ НЕФТЯНОГО СОРТАМЕНТА ВЫСОКОПРОЧНАЯ В СЕРОВОДОРОДОСТОЙКОМ ИСПОЛНЕНИИ | 2016 |
|
RU2629126C1 |
| СТАЛЬ ПОВЫШЕННОЙ КОРРОЗИОННОЙ СТОЙКОСТИ И БЕСШОВНЫЕ ТРУБЫ, ВЫПОЛНЕННЫЕ ИЗ НЕЕ | 2002 |
|
RU2243284C2 |
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |
| WO 2016203924 A1, 22.12.2016 | |||
| WO 2016059763 A1, 21.04.2016. | |||

