ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
1. Область техники, к которой относится изобретение
[0001] Изобретение относится к способу литья под давлением и устройству для осуществления такого способа.
2. Раскрытие предшествующего уровня техники
[0002] Во время литья под давлением после того, как расплавленный металл подан в цилиндрическую гильзу плунжера, наконечник плунжера с высокой скоростью задвигают в гильзу плунжера, чтобы впрыснуть расплавленный металл в полость пресс-формы, как раскрыто в публикации японской нерассмотренной патентной заявки № 2018-176192 (JP 2018-176192 A).
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0003] Автор настоящего изобретения обнаружил следующую проблему, связанную со способом и устройством для литья под давлением. Как указано в патентной заявке JP 2018-176192 A, после того, как расплавленный металл залит в гильзу плунжера, наконечник плунжера должен выдвигаться вперед на низкой скорости для того, чтобы стабилизировать волнение поверхности расплавленного металла и предотвратить завихрения расплавленного металла и захват воздуха во время впрыскивания.
[0004] Таким образом, температура расплавленного металла в гильзе плунжера снижается по мере продвижения наконечника плунжера вперед, что может привести, например, к растрескиванию охлажденного слоя или образованию холодных хлопьев в готовом литом изделии. Холодные хлопья, являющиеся дефектами литья, образуются, когда первоначально застывшие участки расплавленного металла, образовавшиеся на внутренней поверхности гильзы плунжера, растрескиваются, отслаиваются и смешиваются с материалом литого изделия по мере продвижения наконечника плунжера.
[0005] Изобретением предложен способ литья под давлением и устройство для осуществления этого способа, позволяющие ограничить снижение температуры расплавленного металла в гильзе плунжера.
[0006] Способ литья под давлением согласно первому аспекту изобретения содержит следующие этапы: подача расплавленного металла в гильзу плунжера и выдвижение плунжера в гильзе плунжера для впрыскивания расплавленного металла в пресс-форму. При впрыскивании расплавленного металла в пресс-форму плунжер однократно втягивают перед выдвижением и при выдвижении плунжера после втягивания плунжер ускоряют до тех пор, пока плунжер не достигнет целевой максимальной скорости.
[0007] В способе литья под давлением согласно первому аспекту изобретения плунжер однократно втягивают перед его выдвижением вместо только выдвижения на низкой скорости, чтобы исключить завихрения расплавленного металла и захват воздуха во время впрыскивания. В результате волнение на поверхности расплавленного металла, обусловленное заливкой металла, успокаивается, и когда втянутый таким образом плунжер выдвигают вперед, ускорение плунжера можно поддерживать вплоть до достижения целевой максимальной скорости. Следовательно, можно ускорить процесс впрыскивания и ограничить снижение температуры расплавленного металла в гильзе плунжера, не допуская при этом захвата воздуха.
[0008] В первом аспекте после подачи расплавленного металла через впускное отверстие, расположенное в гильзе плунжера, впускное отверстие может быть закрыто перед выдвижением плунжера вперед. Такой вариант позволяет снизить или исключить вероятность вытекания расплавленного металла из впускного отверстия гильзы плунжера при выдвижении плунжера вперед.
[0009] В первом аспекте при выдвижении плунжера ускорение плунжера может продолжаться до тех пор, пока плунжер не достигнет целевой максимальной скорости, с максимальным ускорением, доступным для устройства для литья под давлением. Такой вариант позволяет дополнительно предотвратить снижение температуры расплавленного металла.
[0010] Согласно первому аспекту, когда плунжер однократно втягивается, плунжер может приводиться в действие гидравлически посредством насоса исполнительного механизма. В таком варианте движение плунжера можно контролировать с высокой точностью, а потребление электроэнергии – снизить.
[0011] Устройство для литья под давлением согласно второму аспекту изобретения содержит гильзу плунжера, сконфигурированную для подачи расплавленного металла через впускное отверстие, пресс-формы, сообщающиеся с гильзой плунжера, плунжер, сконфигурированный для впрыскивания расплавленного металла, подаваемого в гильзу плунжера, в пресс-форму, и контроллер, сконфигурированный для управления работой плунжера. Контроллер сконфигурирован так, чтобы при выдвижении плунжера для впрыскивания расплавленного металла в пресс-форму управлять выполнением однократного втягивания плунжера перед выдвижением плунжера вперед и при выдвижении поддерживать ускорение плунжера до тех пор, пока плунжер не достигнет целевой максимальной скорости.
[0012] В устройстве для литья под давлением согласно второму аспекту изобретения плунжер однократно втягивают перед выдвижением вместо только выдвижения на низкой скорости, чтобы исключить завихрения расплавленного металла и захват воздуха во время впрыскивания. Затем, когда втянутый плунжер выдвигают вперед, ускорение плунжера поддерживают до достижения плунжером целевой максимальной скорости. Это позволяет ускорить процесс впрыскивания и ограничить снижение температуры расплавленного металла в гильзе плунжера.
[0013] Во втором аспекте устройство для литья под давлением может дополнительно содержать крышку, сконфигурированную для открытия и закрытия впускного отверстия. В таком варианте осуществления изобретения при выдвижении плунжера вперед впускное отверстие гильзы плунжера может быть закрыто крышкой, и можно предотвратить вытекание расплавленного металла из впускного отверстия.
[0014] Во втором аспекте контроллер может быть сконфигурирован так, что бы при выдвижении плунжера вперед поддерживать ускорение плунжера до тех пор, пока плунжер не достигнет целевой максимальной скорости, с максимальным ускорением, доступным для устройства для литья под давлением. Такой вариант позволяет дополнительно ограничить снижение температуры расплавленного металла.
[0015] Во втором варианте осуществления изобретения устройство для литья под давлением может дополнительно содержать насос исполнительного механизма, сконфигурированный для гидравлического привода плунжера при однократном втягивании плунжера. В таком варианте движением плунжера можно управлять с высокой точностью, а потребление энергии – снизить.
[0016] Изобретением предложен способ литья под давлением, позволяющий ограничить снижение температуры расплавленного металла в гильзе плунжера.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0017] Отличительные признаки, преимущества, техническая и промышленная значимость иллюстративных вариантов осуществления настоящего изобретения раскрыты ниже со ссылкой на сопровождающие чертежи, на которых одинаковые ссылочные позиции относятся к одинаковым элементам и на которых:
на ФИГ. 1 схематично изображено сечение устройства для литья под давлением;
на ФИГ. 2 схематично изображено сечение устройства для литья под давлением;
на ФИГ. 3 схематично изображено сечение устройства для литья под давлением;
на ФИГ. 4 изображен график, демонстрирующий изменение скорости впрыскивания в процессе литья под давлением в соответствии с первым вариантом осуществления изобретения и сравнительным примером;
на ФИГ. 5 в аксонометрии изображено сечение внутреннего пространства гильзы плунжера в процессе впрыскивания в соответствии с первым вариантом осуществления изобретения;
на ФИГ. 6 изображена схема гидравлического контура, подробно демонстрирующая пример конфигурации и работы привода плунжера;
на ФИГ. 7 изображена схема гидравлического контура, подробно демонстрирующая пример конфигурации и работы привода плунжера;
на ФИГ. 8 изображена схема гидравлического контура, подробно демонстрирующая пример конфигурации и работы привода плунжера; и
на ФИГ. 9 изображена схема гидравлического контура, подробно демонстрирующая пример конфигурации и работы привода плунжера.
ПОДРОБНОЕ РАСКРЫТИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0018] Далее один из вариантов осуществления изобретения будет подробно раскрыт со ссылкой на чертежи. Тем не менее, следует отметить, что изобретение не ограничивается нижеследующим вариантом его осуществления. Кроме того, нижеследующее раскрытие и чертежи при необходимости будут упрощены, чтобы сделать раскрытие понятным.
Первый вариант осуществления
Общая структура устройства для литья под давлением
[0019] Сначала со ссылкой на ФИГ. 1-3 будет раскрыта общая структура устройства для литья под давлением в соответствии с первым вариантом осуществления изобретения. На ФИГ. 1-3 схематично изображены сечения устройства для литья под давлением. Разумеется, правосторонние прямоугольные координаты xyz, показанные на ФИГ. 1 и других фигурах, даны в описательных целях, в частности, для раскрытия позиционных связей между составными элементами. Обычно положительное направление оси z совпадает с направлением вертикально вверх, а плоскость xy является горизонтальной плоскостью, общей для всех фигур.
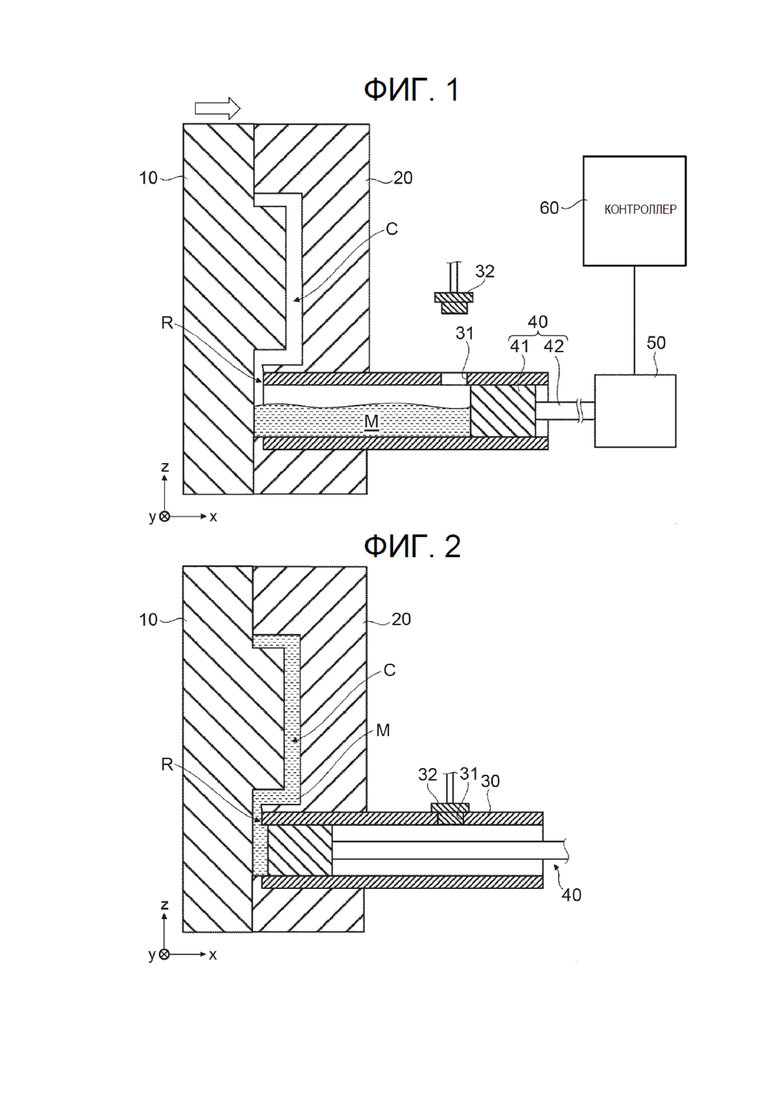
[0020] Как показано на ФИГ. 1-3, устройство для литья под давлением в соответствии с первым вариантом осуществления изобретения содержит подвижную пресс-форму 10, неподвижную пресс-форму 20, гильзу 30 плунжера, плунжер 40, привод 50 плунжера и контроллер 60. В данном случае ФИГ. 1-3 иллюстрируют работу устройства для литья под давлением. На ФИГ. 2 и 3 привод 50 плунжера и контроллер 60 не показаны.
[0021] На ФИГ. 1 показано рабочее состояние устройства для литья под давлением, в котором расплавленный металл M поступает в гильзу 30 плунжера. На ФИГ. 2 показано рабочее состояние устройства для литья под давлением, в котором впрыскивание расплавленного металла М в полость С завершено. На ФИГ. 3 показано рабочее состояние устройства для литья под давлением, в котором литое изделие А извлечено из пресс-форм (подвижной пресс-формы 10, неподвижной пресс-формы 20).
[0022] Подвижная пресс-форма 10 приводится в движение приводом (не показанным на фигуре) и может скользить в направлении оси х. С другой стороны, неподвижная пресс-форма 20 закреплена на устройстве для литья под давлением. Когда подвижная пресс-форма 10 движется в положительном направлении по оси х и упирается при этом в неподвижную пресс-форму 20, образуется полость С, соответствующая форме отливаемого изделия, между подвижной пресс-формой 10 и неподвижной пресс-формой 20, как показано на ФИГ. 1.
[0023] Как показано на ФИГ. 2, полость C заполняют расплавленным металлом M, получая тем самым литое изделие A, как показано на ФИГ. 3. После этого подвижную пресс-форму 10 перемещают в отрицательном направлении оси х, отделяя ее от неподвижной пресс-формы 20, чтобы можно было извлечь литое изделие А, как показано на ФИГ. 3. Подвижная пресс-форма 10 и неподвижная пресс-форма 20 изготовлены, например, из легированной инструментальной стали для горячей штамповки. Подвижная пресс-форма 10 и неподвижная пресс-форма 20 могут иметь вложенную структуру.
[0024] Как показано на ФИГ. 1, например, неподвижную пресс-форму 20 изготавливают со сквозным отверстием, имеющим круглую форму в поперечном сечении и центральную ось, параллельную оси х. В сквозное отверстие устанавливают гильзу 30 плунжера цилиндрической формы. Плунжер 40 скользит внутри гильзы 30 плунжера в направлении оси х. Канал R, сообщающийся с гильзой 30 плунжера и полостью C и направляющий расплавленный металл M в полость C, образован между неподвижной пресс-формой 20 и подвижной пресс-формой 10 на верхней стороне концевой части гильзы 30 плунжера ближе к подвижной пресс-форме 10 (или в отрицательном направлении по оси х).
[0025] Гильза 30 плунжера представляет собой цилиндрический элемент, центральная ось которого параллельна оси x. Как было указано выше, гильзу 30 плунжера устанавливают в сквозное отверстие неподвижной пресс-формы 20. Расплавленный металл М заливают в гильзу 30 плунжера. Гильзу 30 плунжера изготавливают, например, из легированной инструментальной стали для горячей штамповки.
[0026] На верхней поверхности гильзы 30 плунжера выполнено впускное отверстие 31, через которое расплавленный металл M заливают в гильзу 30 плунжера в непосредственной близости от ее задней концевой части (в положительном направлении по оси x). Например, расплавленный металл М заливают из впускного отверстия 31 в гильзу 30 плунжера, используя, например, ковш (не показанный на фигуре). Выбор способа подачи расплавленного металла, по существу, не ограничен, и вместо подачи с помощью ковша может использоваться электромагнитная или пневматическая подача расплавленного металла или аналогичный способ подачи.
[0027] Кроме того, гильза 30 плунжера содержит крышку 32, которая может открывать и закрывать впускное отверстие 31. Когда плунжер 40 выталкивает расплавленный металл M, крышка 32 может предотвратить перелив расплавленного металла M из впускного отверстия 31. Выбор способа открытия и закрытия крышки 32, по существу, не ограничен, и в данном варианте осуществления изобретения крышка 32 может открывать и закрывать впускное отверстие 31, перемещаясь по оси z посредством привода (не показанного на фигуре). Операции открытия и закрытия крышки 32 управляются, например, контроллером 60. В примере, показанном на ФИГ. 2 и 3, крышка 32 установлена во впускном отверстии 31. Таким образом, при установке крышки 32 во впускное отверстие 31 дно крышки 32, предпочтительно, располагается заподлицо с внутренней окружной поверхностью гильзы 30 плунжера.
[0028] В устройстве для литья под давлением согласно данному варианту осуществления изобретения во время впрыскивания расплавленного металла M плунжером 40 плунжер 40 сначала однократно втягивают, а затем выдвигают, что будет раскрыто ниже. Таким образом, в отсутствие крышки 32 вероятен перелив расплавленного металла M из впускного отверстия 31. А именно, крышка 32 способна предотвратить перелив расплавленного металла M из впускного отверстия 31. Тем не менее, наличие крышки 32 необязательно. Например, если используется герметичного типа электромагнитная подача расплавленного металла или аналогичная схема с впускным отверстием 31 в нижней части гильзы 30 плунжера, крышка 32 не понадобится.
[0029] Плунжер 40 содержит наконечник 41 плунжера и шток 42 плунжера. Наконечник 41 плунжера представляет собой цельный цилиндрический элемент, непосредственно соприкасающийся с расплавленным металлом M в гильзе 30 плунжера. Наконечник 41 плунжера соединен с приводом 50 плунжера посредством штока 42, выполненного в виде стержневидного элемента, центральная ось которого параллельна оси х, и может скользить в направлении оси х в гильзе 30 плунжера. Как показано на ФИГ. 2, когда наконечник 41 плунжера скользит из задней концевой части гильзы 30 плунжера в отрицательном направлении оси x, расплавленный металл M, залитый в гильзу 30 плунжера, впрыскивается в полость С.
[0030] Привод 50 плунжера приводит плунжер 40 в движение в направлении оси х. Привод 50 плунжера содержит, например, гидравлический насос (так называемый насос исполнительного механизма), приводимый в действие серводвигателем. Структура и принцип действия привода 50 плунжера будут детально раскрыты ниже. Выбор привода 50 плунжера, по существу, не ограничен при условии, что он способен приводить плунжер 40 в движение только посредством серводвигателя, без использования, например, гидравлического насоса.
[0031] Контроллер 60 управляет движением плунжера 40. В частности, как показано на ФИГ. 1, контроллер 60 управляет приводом 50 плунжера, приводящим плунжер 40 в движение в направлении оси х. Кроме того, контроллер 60 может управлять любыми перемещениями в устройстве литья под давлением в соответствии с данным вариантом осуществления изобретения, включая перемещения подвижной пресс-формы 10, а также, например, открытие и закрытие крышки 32. В таком случае контроллер 60 может быть разделен на два и более подмодуля.
[0032] Хотя это и не показано на фигурах, контроллер 60 работает как компьютер и содержит вычислительный блок, например, центральный процессор (ЦПУ), и запоминающее устройство, например, оперативное запоминающее устройство (ОЗУ) и постоянное запоминающее устройство (ПЗУ), в котором хранятся различные управляющие программы, данные и т.д.
Сущность способа литья под давлением
[0033] Ниже со ссылкой на ФИГ. 1-3 будет раскрыта работа устройства для литья под давлением в соответствии с первым вариантом осуществления изобретения, а именно, будет кратко раскрыт способ литья под давлением. Первоначально, как показано на ФИГ. 1, подвижную пресс-форму 10 вводят в контакт с неподвижной пресс-формой 20 в состоянии, когда наконечник 41 плунжера (то есть плунжер 40) втянут в положительном направлении по оси х внутрь гильзы 30 плунжера, в результате чего образуется полость С. После этого расплавленный металл М подают из впускного отверстия 31 гильзы 30 плунжера в гильзу 30 плунжера, используя, например, ковш (не показанный на фигуре).
[0034] После этого, как показано на ФИГ. 2, после закрытия впускного отверстия 31 крышкой 32 наконечник 41 плунжера выдвигают в гильзу 30 плунжера, в результате чего расплавленный металл M впрыскивается в полость C по каналу R. При этом выдвигаемый наконечник 41 плунжера толкает расплавленный металл M, и полость C может быть заполнена расплавленным металлом M. Процесс впрыскивания, показанный на ФИГ. 1-2 будет детально раскрыт позже.
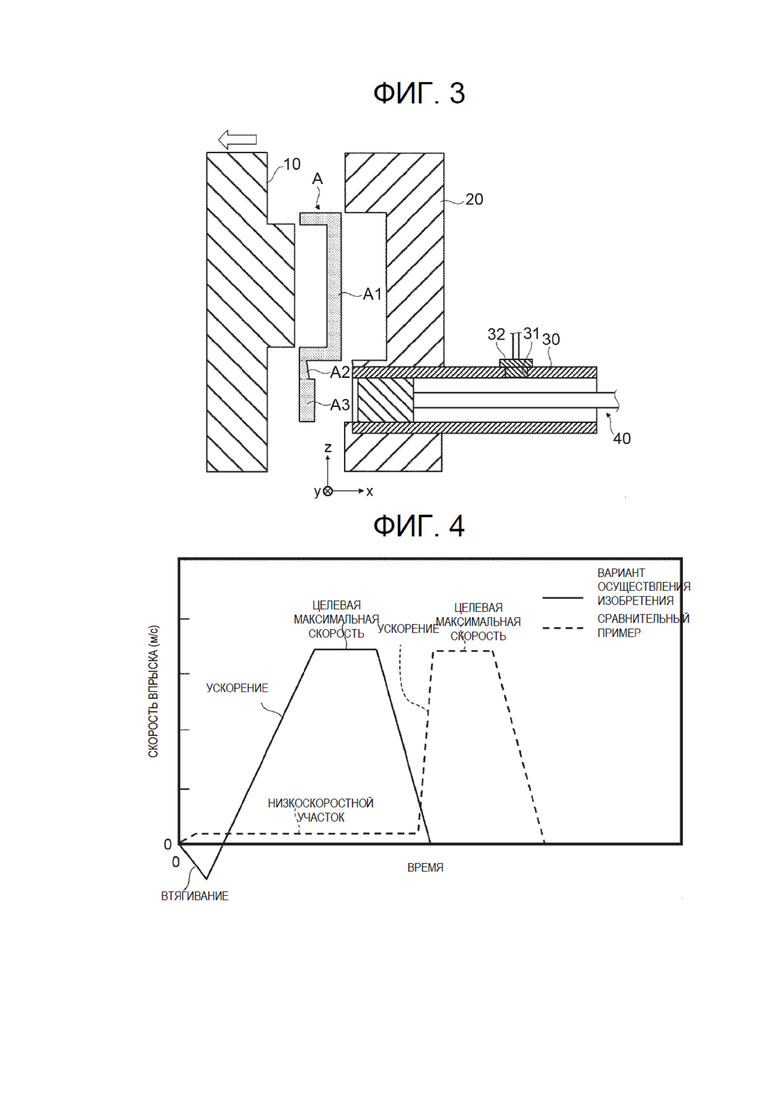
[0035] Затем, как показано на ФИГ. 3, после застывания расплавленного металла M в полости C подвижную пресс-формы 10 отделяют от неподвижной пресс-формы 20, и литое изделие A извлекают из пресс-формы. Как показано на ФИГ. 3, литое изделие А содержит участок A2 канала и участок A3 высадки дополнительно к участку A1 изделия. Пунктирная линия на литом изделии А на ФИГ. 3 является целесообразной границей между участком A1 изделия с одной стороны, и участком A2 канала и участком A3 высадки с другой стороны.
[0036] Под участком A2 канала понимают участок, на котором расплавленный металл M затвердевает в канале R. Под участком A3 высадки понимают участок, на котором затвердел расплавленный металл M, окруженный передней торцевой поверхностью наконечника 41 плунжера и пресс-формами (подвижной пресс-формой 10 и неподвижной пресс-формой 20). Участок А2 канала и участок А3 высадки в конечном итоге удаляются, а в качестве изделия используется участок А1 изделия.
Описание процесса впрыскивания
[0037] Ниже со ссылкой на ФИГ. 4 будет подробно раскрыт процесс литья под давлением в соответствии с первым вариантом осуществления изобретения. На ФИГ. 4 изображен график, демонстрирующий изменение скорости впрыскивания со временем в процессе литья под давлением в соответствии с первым вариантом осуществления изобретения и сравнительным примером. На ФИГ. 4 по горизонтальной оси отложено время, а по вертикальной – скорость впрыскивания, в частности, скорость (м/с) наконечника 41 плунжера. Изменение скорости впрыскивания в этом варианте осуществления изобретения обозначено сплошной линией, а в сравнительном примере – пунктирной линией.
[0038] Сначала будет раскрыт процесс впрыскивания в способе литья под давлением в соответствии со сравнительным примером, показанным на ФИГ. 4 пунктирной линией. В процессе впрыскивания в сравнительном примере после того, как расплавленный металл M залит в гильзу 30 плунжера, наконечник 41 плунжера выдвигают с постоянной низкой скоростью с начала впрыскивания (низкоскоростной участок на ФИГ. 4), что позволяет успокоить волнение на поверхности расплавленного металла M и исключить включение воздуха в расплавленный металл M, который в противном случае при впрыскивании начал бы завихряться. Скорость на низкоскоростном участке составляет, например, от 0,1 м/с до 0,5 м/с.
[0039] После этого наконечник 41 плунжера ускоряют до достижения целевой максимальной скорости с заданным ускорением. Ускорение определяют в соответствии с изготавливаемым изделием (например, литое изделие A на ФИГ. 3), однако, предпочтительно, оно должно быть максимально большим, например, достигать максимального ускорения, доступного в устройстве для литья под давлением. После этого скорость наконечника 41 плунжера поддерживают на уровне целевой максимальной скорости, и полость C заполняют расплавленным металлом M, в результате чего наконечник 41 плунжера не может выдвигаться далее и останавливается. Целевую максимальную скорость устанавливают в зависимости от изделия, например, на уровне нескольких м/с.
[0040] В сравнительном примере, в котором предусмотрен низкоскоростной участок, наконечник 41 плунжера выдвигается вперед в течение длительного периода времени, то есть период от заливки расплавленного металла до завершения впрыскивания занимает много времени. Таким образом, температура расплавленного металла M в гильзе 30 плунжера после заливки металла может снизиться, вследствие чего возможно образование трещин охлажденного слоя или холодных хлопьев.
[0041] Далее будет раскрыт процесс впрыскивания в способе литья под давлением в соответствии с данным вариантом осуществления изобретения, показанный на ФИГ. 4 сплошной линией. В процессе впрыскивания согласно данному варианту осуществления изобретения после того, как расплавленный металл M залит в гильзу 30 плунжера, наконечник 41 плунжера однократно втягивают перед тем, как он будет выдвинут вперед. После втягивания наконечника 41 плунжера направление его движения сразу же переключают на направление вперед, и наконечник 41 плунжера разгоняют с заданным ускорением вплоть до достижения целевой максимальной скорости. Ускорение определяют в соответствии с изготавливаемым изделием, однако, предпочтительно, оно должно быть максимально большим, например, достигать максимального ускорения, доступного в устройстве для литья под давлением.
[0042] После этого в сравнительном примере скорость наконечника 41 плунжера поддерживают на уровне целевой максимальной скорости, и полость C заполняют расплавленным металлом M, в результате чего наконечник 41 плунжера не может выдвигаться далее и останавливается. Очевидно, что наконечник 41 плунжера может быть принудительно замедлен, так как наконечник 41 плунжера останавливается в заранее заданном положении.
[0043] Как показано на ФИГ. 4, в процессе впрыскивания в сравнительном примере перед ускорением наконечника 41 плунжера предусмотрен низкоскоростной участок, предотвращающий включение воздуха в расплавленный металл M, который в противном случае начал бы завихряться при впрыскивании. С другой стороны, в процессе впрыскивания согласно данному варианту осуществления изобретения наконечник 41 плунжера однократно втягивают перед выдвижением вперед вместо низкоскоростного участка.
[0044] Таким образом, волнение на поверхности расплавленного металла, обусловленное заливкой, успокаивается, и когда втянутый наконечник 41 плунжера выдвигают вперед, ускорение наконечника 41 плунжера можно поддерживать вплоть до достижения целевой максимальной скорости. Таким образом, процесс впрыскивания согласно данному варианту осуществления изобретения можно ускорить по сравнению со сравнительным примером, при этом вероятность попадания воздуха в расплавленный металл М будет уменьшена или исключена. Следовательно, можно ограничить снижение температуры расплавленного металла М в гильзе 30 плунжера и предотвратить образование холодных хлопьев в литом изделии А.
[0045] Кроме того, вследствие ускорения процесса впрыскивания в данном варианте осуществления изобретения длительность цикла литья под давлением сокращается, а эффективность производства литых изделий А повышается по сравнению со сравнительным примером. Кроме того, как показано на ФИГ. 4, в этом варианте осуществления изобретения ускорение наконечника 41 плунжера может быть ниже, чем в сравнительном примере. Таким образом, можно снизить выходную мощность, размер и энергопотребление привода 50 плунжера.
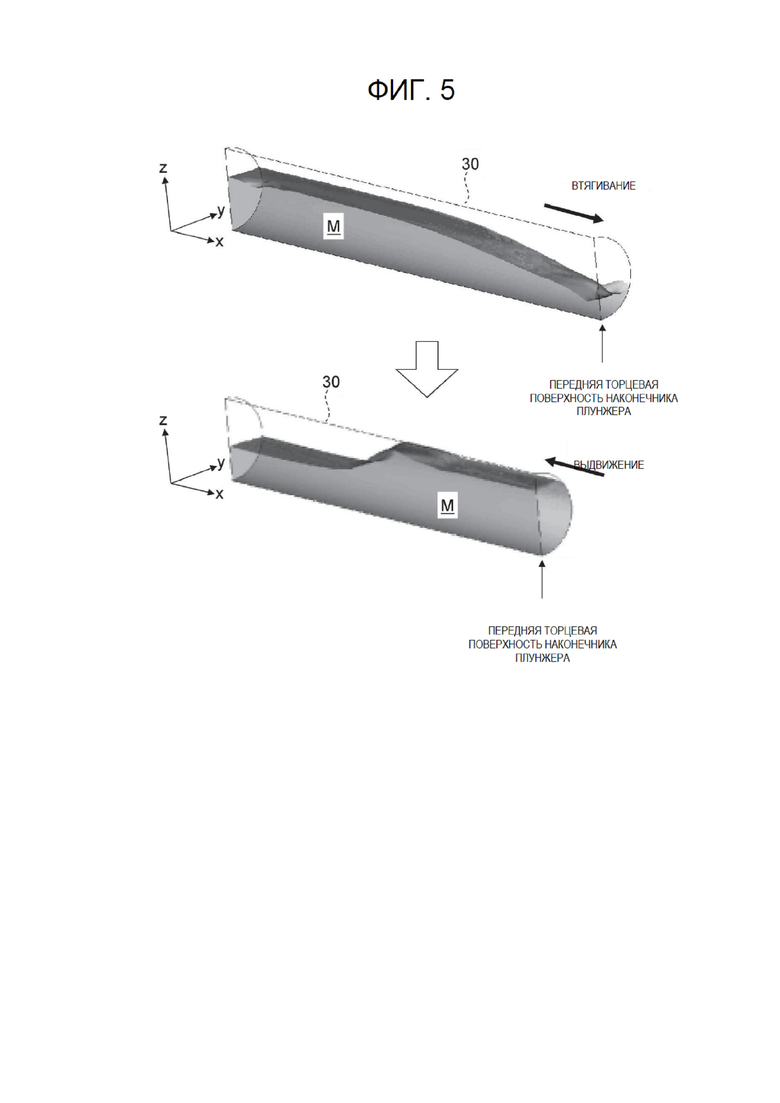
[0046] На ФИГ. 1 и 5 раскрыт механизм, препятствующий захвату воздуха за счет однократного втягивания наконечника 41 плунжера перед его выдвижением. На ФИГ. 5 в аксонометрии изображено сечение внутреннего пространства гильзы 30 плунжера в процессе впрыскивания в соответствии с первым вариантом осуществления изобретения. Сначала, когда расплавленный металл M заливают в гильзу 30 плунжера, на поверхности расплавленного металла возникают волны, как показано на ФИГ. 1.
[0047] После этого, когда наконечник 41 плунжера однократно втягивают в положительном направлении по оси x, как показано в верхней части ФИГ. 5, образуется большая волна, вследствие чего расплавленный металл M движется, по существу, назад (в положительном направлении по оси x). В результате волны, возникающие на поверхности расплавленного металла в результате заливки, успокаиваются. Длительность и расстояние втягивания наконечника 41 плунжера могут быть определены соответствующим образом в зависимости от количества расплавленного металла M при условии получения описанного выше явления, при этом, предпочтительно, они должны быть минимальными.
[0048] После этого, когда наконечник 41 плунжера выдвигают в отрицательном направлении по оси x, как показано в нижней части ФИГ. 5, расплавленный металл M движется назад (в положительном направлении по оси x) в состоянии отсутствия волнения на поверхности расплавленного металла, вследствие чего скорость заполнения расплавленным металлом M области со стороны, приближенной к передней торцевой поверхности наконечника 41 плунжера, увеличивается. В данном случае скорость заполнения расплавленным металлом M представляет собой долю расплавленного металла M во внутреннем пространстве гильзы 30 плунжера.
[0049] Затем, пока сохраняется состояние отсутствия волнения на поверхности расплавленного металла и состояние высокой скорости заполнения расплавленным металлом M области на стороне, приближенной к передней торцевой поверхности наконечника 41 плунжера, наконечник 41 плунжера перемещает расплавленный металл M вперед (в отрицательном направлении оси x). Таким образом, можно впрыскивать расплавленный металл M с вытеснением воздуха в полость C со стороны, не захватывая при этом воздух.
[0050] Как было раскрыто выше, в процессе впрыскивания согласно данному варианту осуществления изобретения наконечник 41 плунжера однократно втягивают перед выдвижением вперед вместо прохождения участка на низкой скорости, чтобы исключить завихрения расплавленного металла М и захват воздуха во время впрыскивания. В результате волнение на поверхности расплавленного металла, обусловленное заливкой, успокаивается; когда втянутый наконечник 41 плунжера выдвигают вперед, ускорение наконечника 41 плунжера можно поддерживать вплоть до достижения целевой максимальной скорости.
[0051] Таким образом, можно ускорить процесс впрыскивания и ограничить снижение температуры расплавленного металла М в гильзе 30 плунжера, не допуская при этом захвата воздуха. Следовательно, вероятность образования холодных хлопьев в литом изделии А снижается или исключается. Кроме того, вследствие ускорения процесса впрыскивания длительность цикла литья под давлением сокращается, а эффективность производства литых изделий А повышается.
Описание привода 50 плунжера
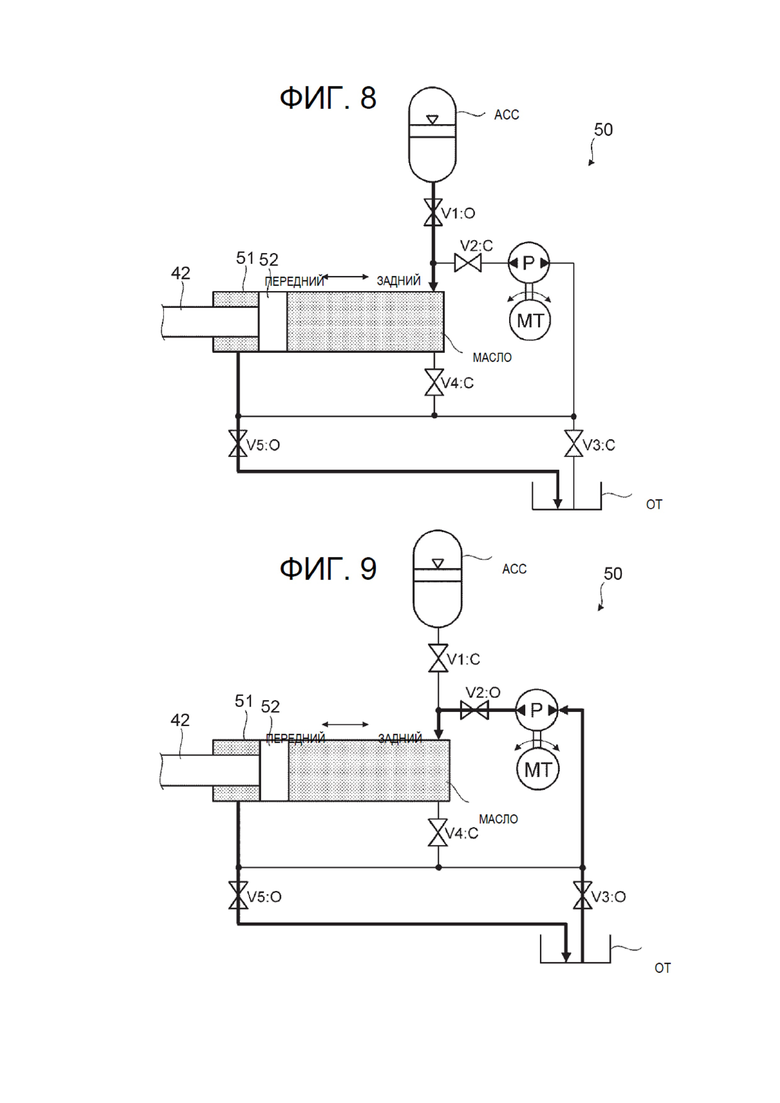
[0052] Ниже со ссылками на ФИГ. 6-9 будет в деталях раскрыт пример конфигурации и работы привода 50 плунжера. На ФИГ. 6-9 изображены схемы гидравлического контура, подробно демонстрирующие пример конфигурации и работы привода 50 плунжера.
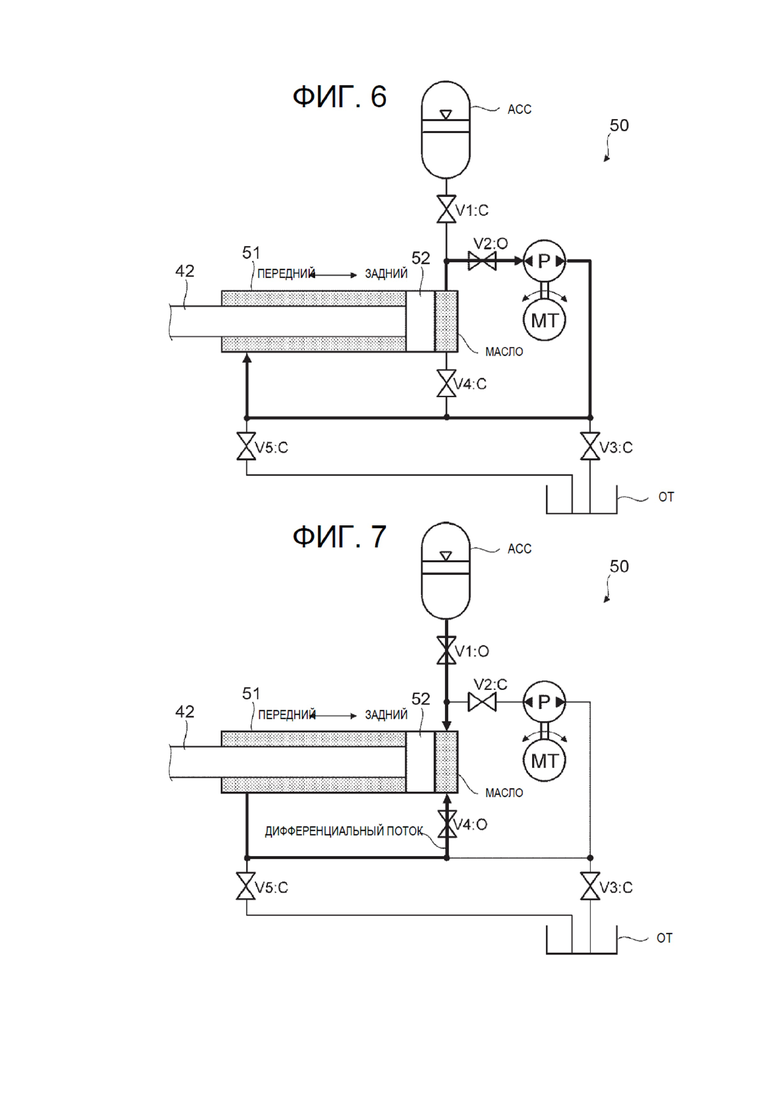
[0053] Как показано на ФИГ. 6-9, привод 50 плунжера содержит инжекторный цилиндр 51, инжекторный поршень 52, аккумулятор ACC, гидравлический насос P, серводвигатель MT, масляный бак OT и клапаны V1-V5. На ФИГ. 6-9 толстые стрелки указывают на поток гидравлического масла. Кроме того, «C» рядом с клапанами V1-V5 указывает на то, что данный клапан закрыт, а «O» – на то, что клапан открыт. Серводвигатель MT и открытие и закрытие клапанов V1-V5 управляются, например, контроллером 60, показанным на ФИГ. 1.
[0054] Сначала со ссылкой на ФИГ. 6 будет раскрыта конфигурация привода 50 плунжера. Внутренняя часть инжекторного цилиндра 51 заполнена гидравлическим маслом, а инжекторный поршень 52 скользит в продольном направлении. Когда гидравлическое масло поступает из задней концевой части инжекторного цилиндра 51 и выходит из его передней концевой части, инжекторный поршень 52 выдвигается вперед. С другой стороны, когда гидравлическое масло поступает из передней концевой части инжекторного цилиндра 51 и выходит из его задней концевой части, инжекторный поршень 52 втягивается. Инжекторный поршень 52 соединен с задней оконечностью штока 42 плунжера. Как показано на ФИГ. 1-3, наконечник 41 плунжера соединен с передней оконечностью штока 42 плунжера.
[0055] Как показано на ФИГ. 6, аккумулятор ACC соединен с задней концевой частью инжекторного цилиндра 51 через клапан V1. Когда гидравлическое масло, скопившееся в аккумуляторе ACC, поступает под заданным давлением в заднюю концевую часть инжекторного цилиндра 51, инжекторный поршень 52 выдвигается вперед.
[0056] Гидравлический насос P представляет собой двунаправленный насос исполнительного механизма, приводимый в действие серводвигателем MT. Один конец гидравлического насоса P соединен с задней концевой частью инжекторного цилиндра 51 через клапан V2. Другой конец гидравлического насоса P соединен с передней концевой частью инжекторного цилиндра 51 и масляным баком OT через клапан V3. Задняя концевая часть инжекторного цилиндра 51 соединена с передней концевой частью инжекторного цилиндра 51 через клапан V4 и масляным баком OT через клапан V5.
[0057] Далее со ссылкой на ФИГ. 6-9 будет раскрыта работа привода 50 плунжера. На ФИГ. 6 показана работа привода 50 плунжера, когда наконечник 41 плунжера однократно втягивают после заливки расплавленного металла. Работа соответствует работе на участке «ВТЯГИВАНИЕ» графика, обозначенного на ФИГ. 4 сплошной линией.
[0058] Как показано на ФИГ. 6, клапан V2 открыт, а клапаны V1, V3-V5, отличающиеся от клапана V2, закрыты. Когда гидравлический насос P работает на подачу гидравлического масла из передней концевой части в заднюю концевую часть инжекторного цилиндра 51, инжекторный поршень 52 (то есть наконечник 41 плунжера) втягивается. Таким образом, в данном варианте осуществления изобретения втягивание наконечника 41 плунжера осуществляют посредством насоса исполнительного механизма. Таким образом, можно контролировать движение наконечника 41 плунжера с высокой точностью и снизить потребление энергии.
[0059] Далее, на ФИГ. 7 показана работа привода 50 плунжера, когда наконечник 41 плунжера выдвигают вперед. Работа соответствует работе на участках «УСКОРЕНИЕ» и «ЦЕЛЕВАЯ МАКСИМАЛЬНАЯ СКОРОСТЬ» графика, обозначенного на ФИГ. 4 сплошной линией.
[0060] На ФИГ. 7 по сравнению с состоянием на ФИГ. 6 клапан V2 закрыт, а клапаны V1, V4 открыты. Гидравлическое масло, скопившееся в аккумуляторе ACC, поступает в заднюю концевую часть инжекторного цилиндра 51 через клапан V1, в результате чего инжекторный поршень 52 выдвигается вперед. Одновременно через клапан V4 гидравлическое масло поступает из передней концевой части в заднюю концевую часть инжекторного цилиндра 51. Благодаря дифференциальному потоку гидравлического масла инжекторный поршень 52 развивает более высокую скорость по сравнению со случаем, в котором инжекторный поршень 52 выдвигается вперед только под действием аккумулятора ACC.
[0061] При выдвижении втянутого наконечника 41 плунжера гидравлический насос P может вращаться в направлении, обратном направлению, показанному на ФИГ. 6, в результате чего наконечник 41 плунжера выдвигается, после чего привод 50 плунжера может перейти к операции, показанной на ФИГ. 7. Так как гидравлический насос P приводится в действие серводвигателем MT, инжекторный поршень 52 может быть быстро переключен из режима «ВТЯГИВАНИЕ» в режим «ВЫДВИЖЕНИЕ».
[0062] На ФИГ. 8 показана работа привода 50 плунжера при дальнейшем выдавливании расплавленного металла M в состоянии, показанном на ФИГ. 2, после остановки наконечника 41 плунжера. Работа соответствует работе на участке после замедления и остановки наконечника 41 плунжера на графике, обозначенном на ФИГ. 4 сплошной линией.
[0063] На ФИГ. 8 по сравнению с состоянием на ФИГ. 7 клапан V4 закрыт, а клапан V5 открыт. В частности, дифференциальный поток гидравлического масла перекрыт, и инжекторный поршень 52 нагружается только давлением аккумулятора ACC. Гидравлическое масло, выталкиваемое из передней концевой части инжекторного цилиндра 51, через клапан V5 отводится в масляный бак OT и сохраняется.
[0064] Как было раскрыто выше, инжекторный поршень 52 выдвигается с высокой скоростью благодаря дифференциальному потоку гидравлического масла. При этом вследствие дифференциального потока гидравлического масла падает давление. Таким образом, давление на инжекторный поршень 52 (то есть наконечник 41 плунжера) можно повысить, перекрыв дифференциальный поток гидравлического масла.
[0065] На ФИГ. 9 показана работа привода 50 плунжера в состоянии, когда необходимо увеличить давление по сравнению с состоянием, показанным на ФИГ. 8. На ФИГ. 9 по сравнению с состоянием на ФИГ. 8 клапан V1 закрыт, а клапаны V2, V3 открыты. В частности, давление на инжекторный поршень 52 оказывают посредством гидравлического насоса P вместо аккумулятора ACC.
[0066] Точнее говоря, гидравлический насос P через клапан V3 всасывает гидравлическое масло из масляного бака OT, а через клапан V2 подает гидравлическое масло в заднюю концевую часть инжекторного цилиндра 51. Гидравлическое масло, выталкиваемое из передней концевой части инжекторного цилиндра 51, через клапан V5 отводят в масляный бак OT и сохраняют. Если мощность гидравлического насоса P превышает мощность аккумулятора ACC, то давление на инжекторный поршень 52 (то есть наконечник 41 плунжера) дополнительно повышается по сравнению с давлением в состоянии, показанном на ФИГ. 8.
[0067] Следует понимать, что изобретение не ограничивается вышеуказанным вариантом осуществления, и вариант осуществления изобретения может быть изменен при необходимости при условии сохранения идеи изобретения.
Изобретение относится к области литейного производства. Способ литья расплавленного металла под давлением включает подачу расплавленного металла в гильзу (30) плунжера (40) и впрыскивание расплавленного металла в пресс-форму (10, 20) плунжером при его выдвижении в гильзе плунжера вперед, в сторону пресс-формы. Плунжер перед выдвижением в сторону пресс-формы для впрыскивания расплавленного металла однократно втягивают, чтобы исключить завихрения расплавленного металла и захват воздуха во время впрыскивания. При последующем, после упомянутого втягивания, выдвижении плунжер ускоряют до достижения целевой максимальной скорости. Обеспечивается ускорение процесса впрыскивания, ограничение снижения температуры металла в гильзе плунжера и исключение захвата воздуха, что способствует повышению качества литья. 2 н. и 6 з.п. ф-лы, 9 ил.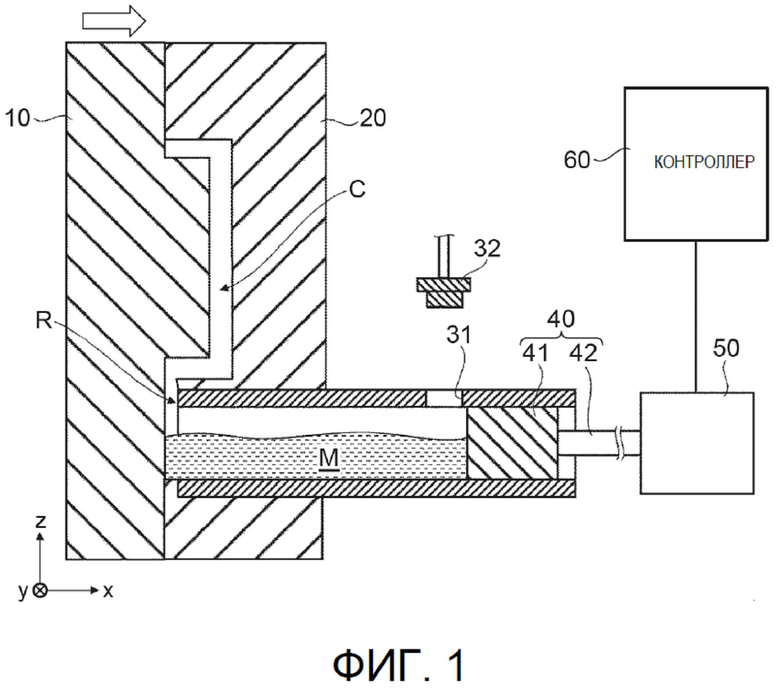
1. Способ литья расплавленного металла под давлением, включающий следующие этапы:
подача расплавленного металла в гильзу плунжера,
впрыскивание расплавленного металла в пресс-форму плунжером при его выдвижении в гильзе плунжера вперед, в сторону пресс-формы,
при этом плунжер перед выдвижением в сторону пресс-формы для впрыскивания расплавленного металла однократно втягивают, а при последующем после упомянутого втягивания выдвижении плунжер ускоряют до достижения целевой максимальной скорости.
2. Способ по п. 1, в котором подачу расплавленного металла в гильзу плунжера осуществляют через впускное отверстие, расположенное в гильзе плунжера, при этом после подачи расплавленного металла в гильзу плунжера перед выдвижением плунжера вперед, в сторону пресс-формы, впускное отверстие закрывают.
3. Способ по п. 1 или 2, в котором при выдвижении плунжера вперед, в сторону пресс-формы, продолжают ускорять плунжер до достижения целевой максимальной скорости, с максимальным ускорением, доступным для устройства для литья под давлением.
4. Способ по п. 1 или 2, в котором при осуществлении упомянутого однократного втягивания плунжер приводят в действие гидравлически посредством насоса исполнительного механизма.
5. Устройство для литья расплавленного металла под давлением, содержащее:
гильзу плунжера, выполненную с возможностью приема расплавленного металла через впускное отверстие,
пресс-формы, выполненные сообщающимися с гильзой плунжера,
плунжер, выполненный с возможностью впрыскивания расплавленного металла, поступающего в гильзу плунжера, в пресс-форму, и
контроллер, выполненный с возможностью управления работой плунжера, при этом контроллер выполнен с обеспечением выдвижения и плунжера вперед, в сторону пресс-формы, для впрыскивания расплавленного металла в пресс-форму и однократного втягивания плунжера перед выдвижением плунжера вперед, в сторону пресс-формы, а также с обеспечением поддерживания ускорения плунжера при выдвижении вперед, в сторону пресс-формы, до достижения целевой максимальной скорости.
6. Устройство по п. 5, которое содержит крышку, выполненную с возможностью открытия и закрытия впускного отверстия.
7. Устройство по п. 5 или 6, в котором контроллер выполнен с возможностью поддерживания ускорения плунжера при выдвижении вперед, в сторону пресс-формы, до достижения целевой максимальной скорости с максимальным ускорением, доступным для устройства для литья под давлением.
8. Устройство по п. 5 или 6, которое содержит насос исполнительного механизма, выполненный с возможностью гидравлического привода плунжера, обеспечивающего его упомянутое однократное втягивание.
| JP 2018176192 A, 15.11.2018 | |||
| Способ литья под давлением | 1990 |
|
SU1787676A1 |
| Тестомесилка | 1927 |
|
SU15653A1 |
| СПОСОБ УПРАВЛЕНИЯ ПОСТУПАТЕЛЬНЫМ ДВИЖЕНИЕМ ЛИТЬЕВОГО ПЛУНЖЕРА | 2013 |
|
RU2622504C2 |
| МАГНИЕВОЕ ЛИТЬЕ ПОД ДАВЛЕНИЕМ | 1998 |
|
RU2212980C2 |
| JP 63215361 A, 07.09.1988. | |||

