Область техники, к которой относится изобретение
Изобретение относится к области машиностроения, в частности, к самолетостроению, ракетостроению, судостроению, и касается разработки способов сборки объектов сложной формы в пространстве, может быть использовано для сборки, контроля и измерений сложных пространственных конструкций, например, трубопроводов, ферм, стержневых конструкций и других составных изделий, требующих высокой точности позиционирования составных элементов.
Уровень техники
Известен способ сборки, используемый при монтаже сборочной оснастки (RU 2226168, 2004), в котором признаками способа, совпадающими с существенными признаками заявляемого способа позиционирования изделия, являются проведение позиционирования компонента сборки путем установки его в сборочном положении по геометрически ответным носителям базовых точек позиционируемого компонента сборки и устройства позиционирования, позволяющие выполнить безитерационную установку.
Известный способ решает задачу позиционирования и обеспечивает повышение производительности процесса установки изделия в заданное пространственное положение, заключающееся в сокращении времени на подготовку, сборку и контроль пространственного положения изделия за счет исключения операций последовательного приближения при выполнении пространственных перемещений изделия. Однако известный способ не позволяет выполнить согласования баз компонента сборки на нескольких рабочих позициях различных этапов сборки, тем самым увеличивая время сборки и контроля пространственных изделий.
Известен способ сборки фюзеляжа самолета (RU 2121452, 1998), согласно которому процесс позиционирования элементов сборки выполняют в три последовательных этапа на отдельных рабочих местах. При этом признаками способа, совпадающими с существенными признаками заявляемого способа позиционирования изделия, являются базирование входящего в изделие компонента сборки, при этом базирующие элементы сборочных приспособлений рабочих позиций на разных этапах сборки взаимно увязывают в согласованной системе координат.
Известный способ также решает задачу позиционирования и обеспечивает повышение производительности процесса сборки за счет реализации принципа постоянства баз на протяжении всего процесса сборки изделия, однако указанный способ не позволяет повысить производительность процесса сборки за счет сокращения времени базирования сборочной единицы из-за необходимости ее повторного базирования на каждом из следующих после первого этапов сборки с использованием дублированных базирующих элементов для обеспечения взаимозаменяемости, а также из-за появления дополнительных погрешностей при изготовлении и монтаже дублированных базирующих элементов нескольких сборочных приспособлений.
Известен способ позиционирования объектов в пространстве (RU 2677121, 2019), рассмотренный в качестве прототипа, заключающийся в том, что в базовых отверстиях координатного стола устанавливают регулируемые стойки, удерживающие позиционируемый объект, при этом каждая из стоек выполнена с возможностью углового и прямолинейного перемещения и содержит элемент для удержания объекта, на стойке устанавливают метку, позволяющую определять ее положение в пространстве с помощью средств бесконтактных измерений, создают цифровой прототип требуемого расположения в пространстве позиционируемого объекта, используя упомянутый цифровой прототип, выводят на экран визуальную информацию о требуемом расположении позиционируемого объекта, определяют положение каждой стойки посредством средств бесконтактных измерений и производят настройку положения каждой стойки, совмещая положение каждой метки, установленной на стойке, с изображенной на экране соответствующей точкой цифрового прототипа на основании информации от измерительной системы.
Признаками способа, совпадающими с существенными признаками заявляемого способа позиционирования, являются формирование цифровой 3D модели требуемого расположения в пространстве позиционируемых элементов сборной конструкции, установка на координатном столе регулируемых стоек, удерживающих позиционируемые элементы, каждая из которых выполнена с возможностью перемещения с шестью степенями свободы и содержит базу для закрепления элемента сборной конструкции, выведение на экран дисплея цифровой 3D модели позиционируемых элементов сборной конструкции с информацией об их требуемом расположении, определение положения каждой регулируемой стойки посредством средства бесконтактных измерений, выставление в пространстве фиксированного положения базы для закрепления элемента сборной конструкции каждой стойки и совмещение положения каждой базы, установленной на стойке, с соответствующей точкой 3D модели на основании информации от измерительной системы.
Известный способ решает проблему позиционирования при сборке объекта по 3D модели, при этом изготавливается стационарная оснастка для сборки каждого конкретного объекта. Однако, несмотря на наличие как у отечественных, так и у западных производителей авиационной техники трехмерных моделей объектов, необходимо потратить значительные временные ресурсы на проектирование и изготовление оснастки для сборки объекта и в дальнейшем хранить и регулярно поверять созданную оснастку, а при внесении изменений в конструкцию объекта, например, после испытаний изделий или выпуске модификации для другого рынка цикл приходится повторять. Проектирование и изготовление оснастки занимает от 1 до 3 месяцев. Такой подход оправдан в случае больших серий, от 10 и более изделий в месяц. Однако в авиационной промышленности обычно применяется единичное или мелкосерийное производство. Указанное приводит к значительным временным затратам на всем протяжении процесса позиционирования во время сборки, снижает надежность и повторяемость результатов сборки, увеличивает сроки изготовления новых изделий и внесения модификаций в старые, что вызывает общее удорожание производства изделий.
Также известный способ требует значительные временные затраты для обеспечения точности позиционирования вследствие необходимости применения разных баз при его установке на каждом этапе в соответствующих опорных стойках. В производственной практике при таком способе базирования погрешность сборки может превысить допустимые значения, особенно при использовании в сборочной единице крупногабаритных маложестких деталей сложной формы.
Сущность изобретения.
Задачей, на решение которой направлено настоящее изобретение, является создание высокоточной и высокоэффективной технологии сборки изделий, позволяющей позиционировать сложно-пространственные изделия или их компоненты с высокой точностью. В частности, изобретение предполагает разработку киберфизического способа, который позволяет выполнять реальный технологический процесс на физическом уровне (например, сборка трубопровода) на основе цифрового двойника. В изобретении соединены такие элементы, как цифровая модель изделия, система измерения, обратная связь с системой измерения и полный контроль готового изделия.
Технический результат заявляемого изобретения заключается в сокращении времени подготовки, сборки, корректировки стапелей для сборки и контроля пространственных изделий (металлоконструкций, трубопроводов, емкостей и т.д.) с одновременным повышением точности сборки, что позволяет повысить производительность процесса сборки за счет высокой надежности и повторяемости результатов сборки при использования цифровых прототипов и схем выставления стоек в пространстве, а также за счет исключения дублирующих базирующих элементов на следующих этапах сборки после первого.
Технический результат достигается тем, что в способе позиционирования в пространстве элементов сборных конструкций, заключающемся в формировании цифровой 3D модели требуемого расположения в пространстве позиционируемых элементов сборной конструкции, установке на координатном столе регулируемых стоек, удерживающих позиционируемые элементы, каждая из которых выполнена с возможностью перемещения с шестью степенями свободы и содержит базу для закрепления элемента, выведении на экран дисплея цифровой 3D модели позиционируемых элементов сборной конструкции с информацией об их требуемом расположении, определении положения каждой регулируемой стойки посредством средства бесконтактных измерений, выставления в пространстве фиксированного положения базы для закрепления элемента каждой стойки и совмещении положения каждой базы, установленной на стойке, с соответствующей точкой 3D модели на основании информации от измерительной системы, используют регулируемые стойки, основание которых содержит переключаемый магнит, на концевой базе каждой стойки, устанавливают в унифицированном посадочном гнезде, или в отдельном гнезде на боковой поверхности концевой базы каждой стойки, съемный контрольный репер, имеющий уникальный идентифицирующий адаптер, снабженный метками, одна из которых кодирована, фиксируют для всех идентифицирующих адаптеров их координаты, углы наклона и поворот относительно осей в пространстве посредством следящего средства бесконтактных измерений, относительно базовой поверхности, в качестве которой выбирают поверхность координатного стола, при этом на поверхности координатного стола размещают референсные метки для оцифровки базовой поверхности, после чего оператор вручную проводит позиционирование концевых баз посредством последовательного перемещения и поворотов регулируемых стоек в пространстве под контролем следящего средства до совмещения реперов с требуемыми расположением на 3D модели, при этом на контрольный экран оператора выводится текущее положение репера, его требуемое положение и необходимая для совмещения поправка, после выставления последней стойки контрольные реперы снимают и устанавливают в унифицированные посадочные гнезда на концевых базах стоек позиционируемые элементы собираемой конструкции.
Следящее средство может быть установлено над зоной сборки и может представлять собой оптическую следящую систему, в частности, лазерный трекер.
Либо следящее средство может являться координатно-измерительной машиной с концевым щупом.
Указанные следящие средства обеспечивают устойчивую обратную связь между перемещениями настраиваемых элементов в зоне сборки и заданными их положениями на цифровой модели и, тем самым, обеспечивая сокращение времени подготовки, сборки, корректировки стапелей для сборки и контроля пространственных изделий.
В качестве съемного репера может быть использована объемная деталь, на поверхности которой размещают уникальный идентифицирующий адаптер.
Для оптической следящей системы адаптер может представлять собой плоскости, размещенные под углами друг к другу, предпочтительно в форме многогранной пирамиды, на каждой из плоскостей которой размещены светоотражающие метки, при этом одна из меток на каждой плоскости имеет код, а количество и расположение меток на каждой плоскости уникальны.
Для координатно-измерительной машины с концевым щупом идентифицирующий адаптер снабжен ответными концу щупа посадочными поверхностями, одна из которых имеет код.
Указанные выполнения адаптеров обеспечивают уникальность и однозначную идентифицируемость каждого адаптера в группе съемных реперов, установленных на концевых базах стоек, что исключает нарушение обратной связи при перемещении стоек и проведение повторных измерений, при этом сокращается время подготовки, сборки, корректировки стапелей для сборки и контроля пространственных изделий, что повышает производительность процесса сборки.
В данный момент проблема сборки трубопроводов решается следующим способом: по 3D модели трубопровода изготавливается стационарная оснастка для сборки каждого конкретного трубопровода. Этот способ без существенных изменений применяется в течение последних 30 лет.
Однако, несмотря на наличие как у отечественных, так и у западных производителей авиационной техники трехмерных моделей сборных конструкций (в частности, трубопроводов), им все равно необходимо потратить значительные временные и финансовые ресурсы на проектирование и изготовление оснастки для сборки конструкции и в дальнейшем хранить и регулярно поверять созданную оснастку. При внесении изменений в конструкцию, например, после испытаний изделий или выпуске модификации для другого рынка цикл приходится повторять. Это значительно снижает точность сборки, а также увеличивает сроки изготовления новых изделий и внесения модификаций в старые.
Изобретение призвано устранить эти ограничения и позволит производителям получить готовую конструкцию с необходимой точностью сборки в максимально краткие сроки (трубопровод менее чем за 2 часа), без необходимости изготавливать и хранить оснастку, а также без применения обрабатывающих центров и прочих станков.
Краткое описание чертежей.
Изобретение поясняется чертежами, на которых:
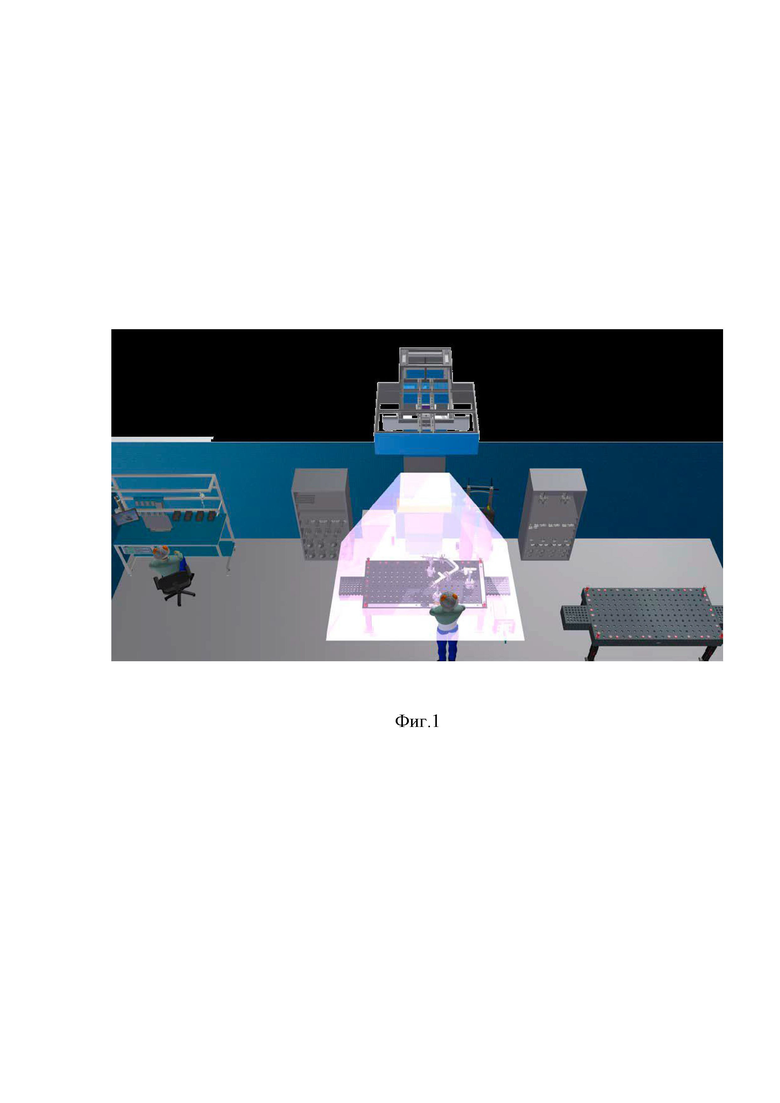
На фиг. 1 представлен общий вид сборочного участка.
На фиг. 2 представлен общий вид регулируемой стойки для установки позиционируемого элемента.
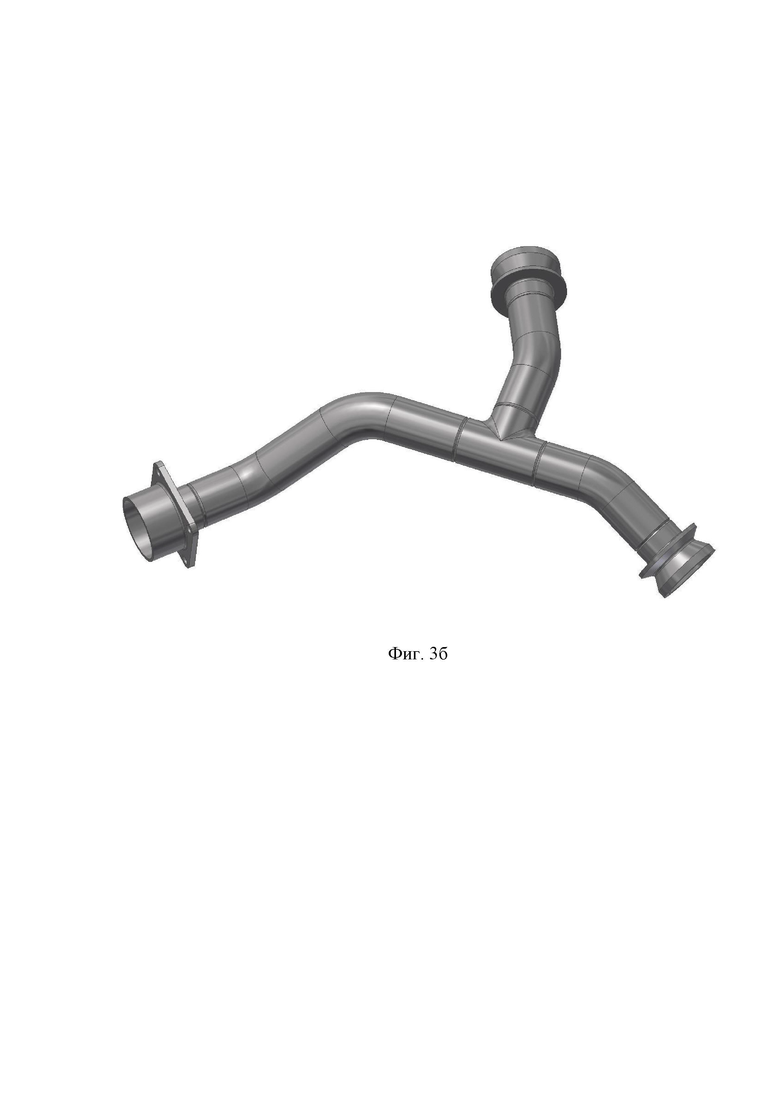
На фиг. 3 представлен пример сборной конструкции - трубопровода. На фиг. 3а - элементы трубопровода перед сборкой. На фиг. 3б трубопровод в собранном виде.
На фиг. 4 представлен общий вид концевой базы для закрепления позиционируемого элемента.
На фиг. 5 представлена конструкция стойки с концевой базой и установленным на ней съемным контрольным репером. На фиг. 5а показан вариант установки репера в отдельном гнезде на боковой поверхности концевой базы (накладной репер). На фиг. 5б показан вариант установки репера в унифицированном посадочном гнезде (осевой репер).
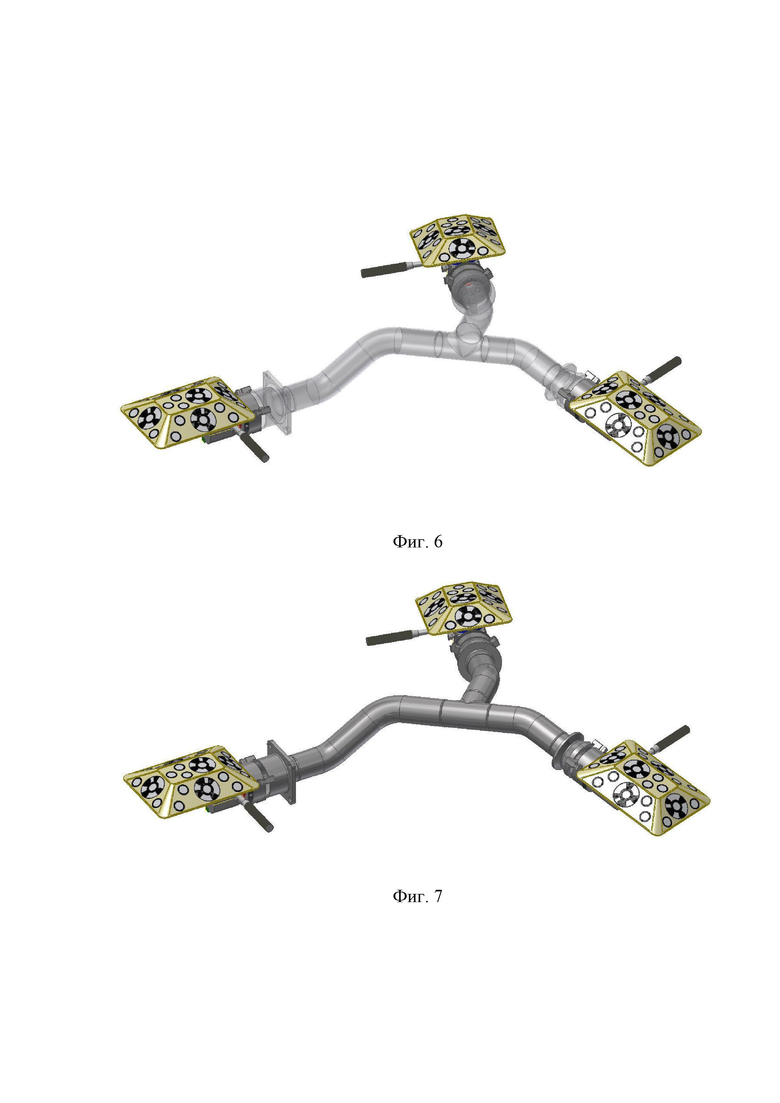
На фиг. 6 представлено выставление концевых баз с контрольными реперами в пространстве.
На фиг. 7 представлена установка элементов трубопровода на основании установленных концевых баз.
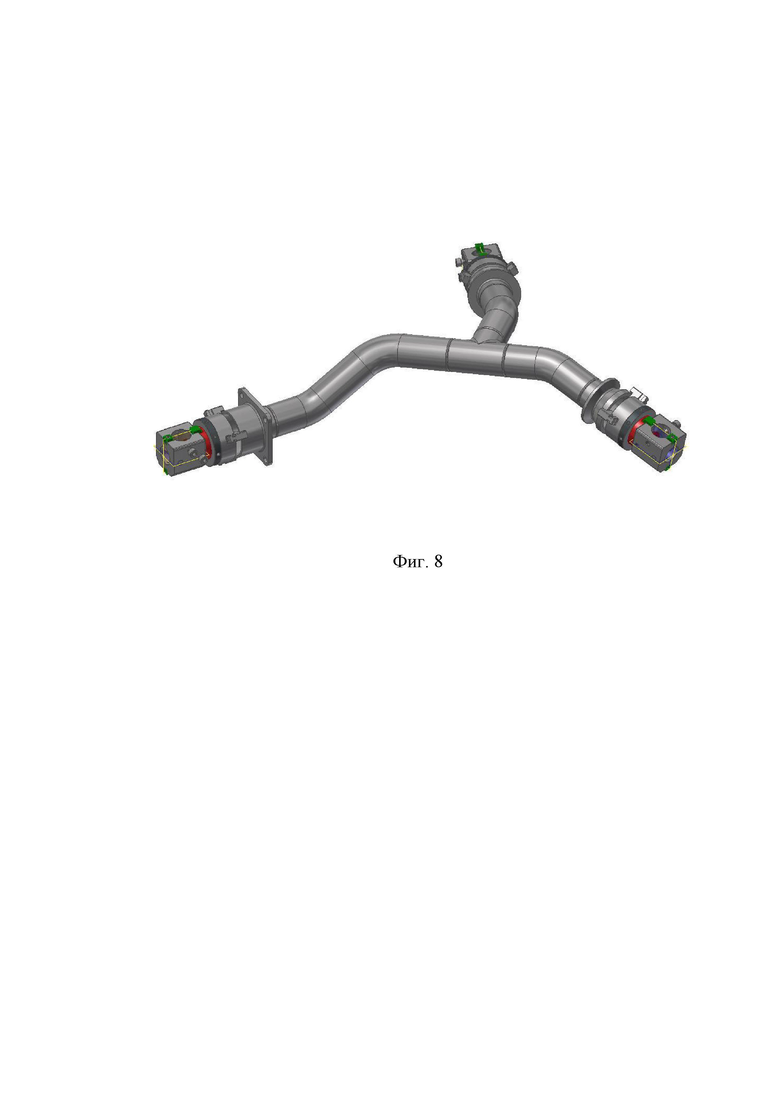
На фиг. 8 показана окончательная сборка трубопровода в сборе со снятыми контрольными реперами.
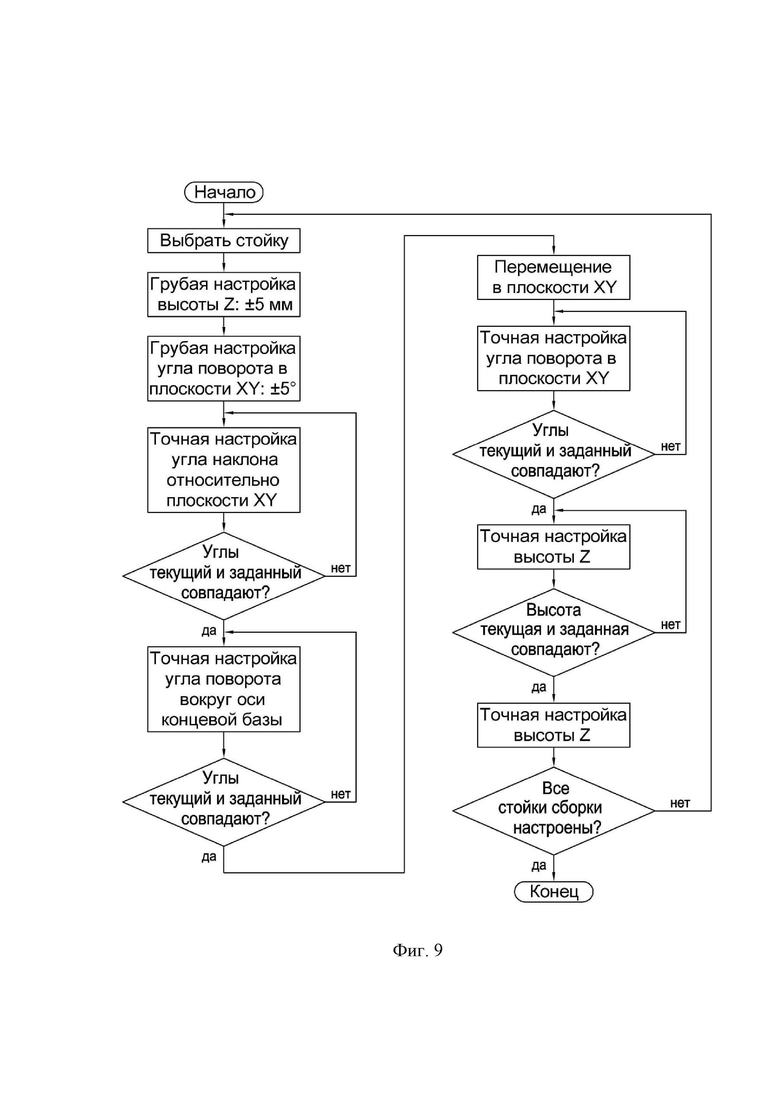
На фиг. 9 представлена блок-схема позиционирования в пространстве элементов собираемой конструкции согласно предлагаемому способу.
Осуществление изобретения.
Позиционирование в пространстве элементов сборных конструкций проводится на сборочном участке (фиг. 1). Рабочий выставляет регулируемые стойки системы (фиг. 2) на координатном столе для сборки изделия (например, трубопровода). На фиг. 1 цветом выделена зона контроля следящего средства бесконтактных измерений (оптической системы измерения), которая расположена в верхней части установки, над столом. Базой для выставления стоек служит координатный стол с отверстиями, которые расположены на заданном расстоянии друг от друга и изготовлены с высокой точностью. Стол является базовой поверхностью. На нем размещаются референсные метки, которые позволяют координатно-измерительной системе перевести физическую базовую поверхность в цифровое пространство и уже относительно этой цифровой базовой поверхности производить измерения положений концевых баз стоек (фиг. 3) с установленными на них реперами (фиг. 5а, б).
Основание регулируемых стоек магнитное, с переключаемым магнитом (фиг. 2). Положение стоек задается в соответствии с цифровой моделью изделия и электронной картой сборки. Сборщик выставляет элементы, используя обратную связь от системы измерения, в режиме реального времени.
Сборочный участок (стапель) включает также узлы (фиксаторы или ложементы) для закрепления и ориентации элементов собираемой конструкции, металлоконструкций, трубопроводов, баков, емкостей и т.д.
Элементами трубопроводов могут быть трубы прямые или изогнутые (колена), элементы ветвления (тройники, крестовины и т.д.), концевая арматура (штуцера, наконечники, переходники, муфты) (фиг. 3а, б).
Узлы сборочного стапеля сборки, например, трубопровода, предназначенные для закрепления и ориентации элементов трубопровода, позволяют выставить в пространстве трассу трубопровода, т.е. трубы, а также сориентировать в пространстве и присоединить к трубе элементы ветвления и концевую арматуру.
Соединения элементов собираемых конструкций могут быть как неразъемными, т.е. выполненными методами сварки, пайки или склеивания, на заклепках или пуклях, так и разъемными - при помощи резьбовых, клиновых или штифтовых соединений.
При этом трубы укладываются в ложементы или фиксаторы контура трубы и остаются неподвижными при сборке, а присоединяемые элементы закрепляются в концевых базах регулируемых стоек (фиг. 4, поз. 1) в посадочных гнездах (поз. 2, 3) с помощью соответствующих винтов для затяжки (поз. 4, 5). Гнезда имеют осевую подвижность для подгонки осевого размера между торцом трубы и присоединяемым элементом.
Концевые базы могут быть универсальными, например, с 3-кулачковым патроном или струбциной, для закрепления широкой номенклатуры элементов, однотипными специализированными для похожих типовых деталей или индивидуальными для закрепления нестандартных элементов, которые нельзя закрепить с помощью фиксаторов первых двух типов.
Базы (поз. 1, фиг. 3) являются конечными элементами подвижных стоек (фиг. 2) сборочной системы, при этом механизмы стоек позволяют перемещать и ориентировать базы в пространстве по всем доступным степеням свободы (фиг. 2), а также обеспечивать фиксацию требуемого положения баз и неизменность этих положений при воздействии расчетных нагрузок от собираемых конструкций.
Для выставления положения баз в пространстве, т.е. при создании сборочного или контрольного позиционирования, на концевых базах стоек размещают быстросъемные контрольные реперы, по которым в режиме реального времени отслеживается положение концевой базы в пространстве - ее координаты в пространственных осях, углы наклона и поворота относительно осей.
Конструкция репера включает идентифицирующий адаптер, конструкция которого определяется используемыми следящими средствами.
Для оптической измерительной системы, в качестве которой используют, например, лазерный трекер, адаптер представляет собой набор плоскостей, размещенных под углами друг к другу, оптимально - в форме многогранной пирамиды (фиг.6, 7). На каждой из ее плоскостей размещены в определенной конфигурации светоотражающие метки. Количество меток на каждой плоскости может составлять от 4-х до 100, при этом одна из меток на каждой плоскости кодирована, т.е. имеет уникальный идентификатор, прочие допускается использовать без кодирования.
Набор и расположение меток на каждой плоскости адаптера уникальны, при этом конфигурация меток на плоскостях репера связываются между собой программно и прописываются в памяти контрольно-измерительной системы.
Указанная особенность позволяет идентифицировать каждый репер при различных углах наклона и поворота конечного звена стойки, а значит и определить положение каждого конечного звена в пространстве, так как контрольно-измерительной системе достаточно увидеть только одну плоскость репера.
Кроме того, репер имеет жесткий хвостовик, что обеспечивает быстроту его монтирования, которое позволяет в кратчайшее время установить репер на базу, а после позиционирования базы и фиксации ее в этом положении за минимальное время снять репер, не нарушая положения базы в пространстве.
Репер выполняют с точными посадочными поверхностями, по которым производится установка его на базе для закрепления элементов собираемых конструкций. Конфигурация светоотражающих меток и их расположение на поверхности репера позволяют однозначно определять его уникальность, а также расположение и ориентацию относительно посадочных поверхностей в пространстве.
Отслеживание текущего положения репера измерительной системой происходит с частотой не менее 5 Гц, задержка вычислений положения репера в пространстве составляет менее 0,25 с.
При использовании в качестве следящей системы координатно-измерительной машины (КИМ) концевой щуп закрепляется на конце манипулятора машины. Щуп имеет с одной стороны крепление под разъем манипулятора, при этом крепление манипулятора КИМ имеет как осевую фиксацию для определения положения измеряемого объекта по линейным осям, так и фиксацию поворота для определения углов поворота объекта относительно линейных осей. С противоположной стороны щуп имеет хвостовик и точные посадочные поверхности, идентичные по конструкции с поверхностями репера для оптических следящих систем, что позволяет устанавливать концевой щуп на базах для закрепления элементов конструкций. При позиционировании базы в пространстве ее положение и ориентацию отслеживают по интерфейсу координатно-измерительной машины.
Таким образом, использование указанного выше оборудования при позиционировании обеспечивает многократную сборку/ разборку и корректировку при надобности, собирается по цифровой схеме, согласованной с цифровым прототипом собираемого/ контролируемого изделия, при этом достигается сокращение времени на подготовку, сборку, корректировку позиционирования элементов сборных конструкций, что позволяет повысить производительность процесса сборки.
Предлагаемый способ позиционирования объекта реализуется следующим образом:
Предварительно формируют цифровую 3D модель требуемого расположения в пространстве позиционируемых элементов сборной конструкции. При этом схема позиционирования деталей генерируется технологом в CAD/САМ системе и загружается в память программного комплекса системы.
Сборка регулируемых стоек на координатном столе производится вручную согласно цифровой схеме сборки, выпущенной технологом. Выставление стоек производится под контролем программного комплекса системы за счет обратной связи от контрольно-измерительной системы.
Оператор выставляет каждую стойку, имеющую шесть степеней свободы, согласно координатам и углам наклона репера на концевой базе в пространстве. При этом на контрольный экран оператора выводится текущее положение репера и его требуемое положение.
Система измерения позволяет отображать изменение контрольного репера в пространстве и вычисляет необходимую поправку.
Алгоритмическая последовательность выставления стоек представлена на фиг. 9. При этом в программном комплексе выбирается первая стойка. Предварительно оператор грубо выставляет поворот концевой базы с установленным контрольным репером и идентифицирующем адаптером на нем, закрепленной на выбранной стойке, в плоскости стола XY.
Предлагаемый способ позволяет устанавливать контрольный репер как в отдельном гнезде на боковой поверхности базы (фиг. 5а), так и в том же унифицированном посадочном гнезде, в которое устанавливается элемент сборки (трубопровода) для его зажима в концевой базе (фиг. 5б).
Далее производится точная настройка угла наклона репера относительно плоскости XY, при этом регистрируются кодирующие метки, относящиеся к первой стойке.
Следующим шагом производится настройка поворота репера вокруг оси концевой базы.
После настройки всех углов оператор перемещает стойку в нужную точку плоскости XY, т.е. в нужную точку стола.
Далее производится настройка точного поворота репера в плоскости XY. Данный угол предварительно настраивался грубо, так как при ручном перемещений всей стойки этот угол сбивается.
Прочие углы корректировать не требуется, так как при параллельном переносе в указанной плоскости их положение не меняется.
Окончательно производиться точная настройка стойки производиться по высоте (по оси Z).
Выставив первую стойку в пространстве, оператор фиксирует ее положение, отмечает в программном комплексе системы выполнение этого шага и переходит к следующей стойке, адаптер которой имеет собственные уникальные наборы меток и коды.
После выставления последней стойки контрольные реперы снимаются, и устанавливают в унифицированные посадочные гнезда на концевых базах стоек позиционируемые элементы собираемой конструкции (фиг. 8).
Предлагаемая в способе совокупность действий с унифицированным для него оборудованием позволяет значительно сократить время на позиционирование и позволит производителям получить, например, готовый трубопровод менее чем за 2 часа, без необходимости изготавливать и хранить оснастку, а также без применения обрабатывающих центров и прочих станков.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И СИСТЕМА ДЛЯ ПОЗИЦИОНИРОВАНИЯ ОБЪЕКТА В ПРОСТРАНСТВЕ | 2016 |
|
RU2677121C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗЫ ЭКЗОПРОТЕЗА БЕДРА | 2022 |
|
RU2796784C1 |
| УЗЕЛ ПОЗИЦИОНИРОВАНИЯ | 2016 |
|
RU2631128C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗЫ ЭКЗОПРОТЕЗА ГОЛЕНИ | 2022 |
|
RU2796783C1 |
| Способ автоматизированного формообразования оболочки переменной кривизны обтяжкой листовой заготовки | 2024 |
|
RU2838191C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО ИЗОЛИРОВАННОГО СЕГМЕНТА КАРКАСНОЙ КОНСТРУКЦИИ | 2011 |
|
RU2598662C2 |
| СТАПЕЛЬ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОЙ СЕКЦИИ АППАРАТА ВОЗДУШНОГО ОХЛАЖДЕНИЯ ГАЗА | 2004 |
|
RU2265783C1 |
| УСТРОЙСТВО ТЕСТИРОВАНИЯ И АТТЕСТАЦИИ СПУТНИКОВЫХ GPS-ПРИЕМНИКОВ (УТАСП) | 2012 |
|
RU2497075C1 |
| КОМПЛЕКСНАЯ СИСТЕМА ПОЗИЦИОНИРОВАНИЯ ПОДВИЖНЫХ ОБЪЕКТОВ НА ЦИФРОВОЙ МОДЕЛИ ПУТЕВОГО РАЗВИТИЯ СТАНЦИИ | 2012 |
|
RU2503567C1 |
| СПОСОБ МОДУЛЬНОЙ СБОРКИ КЕССОНА КОНСОЛИ КРЫЛА САМОЛЕТА С ДЕТАЛЯМИ ИЗ УГЛЕРОДНЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И МЕТАЛЛОВ И СБОРОЧНАЯ ЛИНИЯ С УСТРОЙСТВАМИ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2021 |
|
RU2774870C1 |




Изобретение относится к области машиностроения, в частности к самолетостроению, ракетостроению, судостроению, и касается разработки способов сборки объектов сложной формы в пространстве, требующих высокой точности позиционирования составных элементов. Формируют цифровую 3D модель. Используют на координатном столе регулируемые стойки, основание которых содержит переключаемый магнит. Устанавливают съемный контрольный репер, имеющий идентифицирующий адаптер, снабженный метками, одна из которых кодирована. Фиксируют для всех адаптеров их координаты. На поверхности координатного стола размещают референсные метки для оцифровки базовой поверхности. Оператор вручную проводит позиционирование концевых баз посредством последовательного перемещения и поворотов регулируемых стоек в пространстве под контролем следящего средства до совмещения реперов с требуемыми расположением на 3D модели. На экран выводятся положения репера. После выставления последней стойки реперы снимают и устанавливают в посадочные гнезда. Сокращается время, повышается точность сборки, повышается производительность процесса сборки. 7 з.п. ф-лы, 11 ил.
1. Способ позиционирования в пространстве элементов сборных конструкций, заключающийся в формировании цифровой 3D модели требуемого расположения в пространстве позиционируемых элементов сборной конструкции, установке на координатном столе регулируемых стоек, удерживающих позиционируемые элементы, каждая из которых выполнена с возможностью перемещения с шестью степенями свободы и содержит базу для закрепления элемента, выведении на экран дисплея цифровой 3D модели позиционируемых элементов сборной конструкции с информацией об их требуемом расположении, определении положения каждой регулируемой стойки посредством средства бесконтактных измерений, выставления в пространстве фиксированного положения базы для закрепления элемента каждой стойки и совмещении положения каждой базы, установленной на стойке, с соответствующей точкой 3D модели на основании информации от измерительной системы, отличающийся тем, что используют регулируемые стойки, основание которых содержит переключаемый магнит, на концевой базе каждой стойки, устанавливают в унифицированном посадочном гнезде, или в отдельном гнезде на боковой поверхности концевой базы каждой стойки, съемный контрольный репер, имеющий идентифицирующий адаптер, снабженный метками, одна из которых кодирована, фиксируют для всех идентифицирующих адаптеров их координаты, углы наклона и поворот относительно осей в пространстве посредством следящего средства бесконтактных измерений, относительно базовой поверхности, в качестве которой выбирают поверхность координатного стола, при этом на поверхности координатного стола размещают референсные метки для оцифровки базовой поверхности, после чего оператор вручную проводит позиционирование концевых баз посредством последовательного перемещения и поворотов регулируемых стоек в пространстве под контролем следящего средства до совмещения реперов с требуемыми расположением на 3D модели, при этом на контрольный экран оператора выводится текущее положение репера, его требуемое положение и необходимая для совмещения поправка, после выставления последней стойки контрольные реперы снимают и устанавливают в унифицированные посадочные гнезда на концевых базах стоек позиционируемые элементы собираемой конструкции.
2. Способ по п. 1, отличающийся тем, что следящее средство устанавливают над зоной сборки.
3. Способ по п. 1, отличающийся тем, что следящее средство является оптической следящей системой.
4. Способ по п. 3, отличающийся тем, что оптическая следящая система является лазерным трекером.
5. Способ по п. 1, отличающийся тем, что следящее средство является координатно-измерительной машиной с концевым щупом.
6. Способ по любому из пунктов 3-5, отличающийся тем, что в качестве съемного контрольного репера используют объемную деталь, на поверхности которой размещают уникальный идентифицирующий адаптер.
7. Способ по п. 6, отличающийся тем, что для оптической следящей системы адаптер представляет собой плоскости, размещенные под углами друг к другу, предпочтительно в форме многогранной пирамиды, на каждой из плоскостей которой размещены светоотражающие метки, при этом одна из меток на каждой плоскости имеет код, а количество и расположение меток на каждой плоскости уникальны.
8. Способ по п. 6, отличающийся тем, что для координатно-измерительной машины с концевым щупом идентифицирующий адаптер снабжен ответными концу щупа посадочными поверхностями, одна из которых имеет код.
| СПОСОБ И СИСТЕМА ДЛЯ ПОЗИЦИОНИРОВАНИЯ ОБЪЕКТА В ПРОСТРАНСТВЕ | 2016 |
|
RU2677121C2 |
| WO 2012085720 A1, 28.06.2012 | |||
| WO 2008056054 A1, 15.05.2008 | |||
| US 20140303943 A1, 09.10.2014 | |||
| CN 103810345 A, 21.05.2014. | |||

