Изобретение относится к медицине, а именно к технической ортопедии и предназначено для изготовления индивидуального протезного модуля (гильзы) при экзопротезировании пациентов с трансфеморальной ампутацией.
Один из традиционных способов изготовления гильзы для протеза бедра связан с применением деревянных полуфабрикатов как главных элементов конструкции. Данный технологический процесс предполагает ручную подгонку приемной полости гильзы на шарошечно-шлифовальном станке при визуальной оценке параметров культи протезистом [1].
Существенными недостатками данного способа являются длительность и трудоемкость технологического процесса, а также чрезвычайно низкая специфичность получаемого продукта.
Известен способ изготовления гильзы протеза бедра, связанный с использованием технологии ламинирования акриловыми смолами. Технологический процесс включает снятие гипсового слепка с культи пациента, изготовление и обработку гипсового позитива, выполнение пропитывания армирующих слоев трикотажной и углеродной ткани полимерным связующим [2].
Недостатки данного способа связаны как с трудоемкостью производственных этапов, так и с их токсичностью. Также необходимо отметить невоспроизводимость отдельных производственных этапов, так как на каждом следующем технологическом цикле происходит уничтожение результатов предыдущего, поэтому вернуться к началу и внести изменения невозможно. Поскольку процесс опирается на опыт и навыки протезиста, то постоянство качества изделий напрямую коррелирует с эмоциональными и физическими человеческими факторами.
Наиболее близким аналогом является способ изготовления гильз, включающий изготовление вкладной гильзы методом 3D печати и внешних элементов, изготовленных с применением препрегов или иных синтетических материалов, нанесенных на гильзу методом ламинирования [3]. Данный способ взят нами за прототип.
Недостатком изложенного способа является усложнение аддитивного производства добавлением дополнительных технологических операций, связанных с применением волокнистых материалов и связующих полимеров. Данные этапы приводят к увеличению времени изготовления конечного изделия, требуют дополнительных трудовых ресурсов. Кроме того, использование ламинирующих смол оказывает неблагоприятное влияние на персонал и окружающую среду.
Техническим результатом изобретения является производство высокоперсонифицированного протезного модуля - гильзы трансфеморального протеза.
Технический результат достигается следующим - на культю пациента надевают силиконовый чехол и кольцо из тканой резины, проходящее через промежность и надплечье.
В аппарате для гипсования закрепляют жесткое лекало с изменяемой геометрией. Пациент в положении стоя заводит культю во внутренний контур лекала. Регулируют застежку-гребенку, добиваясь прилегания мягких тканей культи к поверхности лекала. Пациент опирается на верхний контур лекала - посадочное кольцо. Убеждаются в корректности расположении бугра седалищной кости на специально предназначенной для этого наклонной площадке лекала. Наносят две выступающие над поверхностью контрольные метки из пластилина между лекалом и силиконовым лайнером по передней и задней поверхности бедра. Далее проводят пальпацию культи и наносят выступающую кайму из пластилина в проекции костных ориентиров и в зоне предполагаемого верхнего контура гильзы. Затем просят пациента убрать культю из внутреннего контура лекала.
Далее проводят запись массива 3D данных с помощью бесконтактных методов измерения например, инфракрасного 3D сканера с поверхности культи, жесткого лекала и контралатеральной конечности.
Затем последовательно выполняют этапы преобразования цифровой модели культи в программной среде, поддерживающей полигональное моделирование. Последовательность действий включает: совмещение поверхностей, полученных при сканировании культи, с изображением лекала; удаление артефактов и ненужных элементов и ориентация модели в соответствии с индивидуальными особенностями конкретного пациента для обеспечения требуемой схемы построения протеза; сглаживание поверхности культи и лекала и обеспечение плавного перехода между ними; уменьшение длины периметра модели культи от нижнего края лекала в диапазоне 0-7% в зависимости от импеданса мягких тканей пациента; выполнение (по необходимости) градиентной элевации поверхности в проекции отмеченных каймой костных ориентиров; формирование верхнего контура гильзы с учетом визуализируемых меток; создание внутреннего слоя гильзы, компланарного к поверхности культи; формирование наружного слоя гильзы путем отражения изображения контралатеральной конечности; придание толщины модели гильзы на протяжении культи в 4,8 мм и соединение посадочной площадки для размещения гильзового адаптера с учетом схемы построения протеза с основной частью гильзы; создание дополнительно в области соединения ребер жесткости; моделирование торцевой части ребер жесткости за счет зеркального отображения формы контралатеральной конечности.
Получение физической модели гильзы протеза бедра происходит с применением 3D принтера, работающего по технологии FDM. Перед выводом гильзы на печать проводят слайсинг модели в программном обеспечении, рекомендованном производителем аддитивного оборудования. Проектируют неполное заполнение материала до 50% между внутренней и наружной стенкой гильзы в проблемных зонах культи, наиболее чувствительных к нагрузке. В качестве материала для печати используют PETG. При печати применяют сопло экструдера с диаметром 0,8 мм, температуру сопла выставляют 220°C, нагрев стола - 70°C, высота слоя - 0,2 мм, втягивание при холостом перемещении экструдера 25 мм/с, средней скоростью печати - 50 мм/с. Обдув заготовки не производят, поддержки выполняют из материала основной детали.
Применение силиконового лайнера позволяет сгруппировать мягкие ткани культи для придания оптимальной формы гильзы с точки зрения более равномерного распределения давления на ее поверхность. Кольцо из тканой резины обеспечивает четкое обозначение промежности.
Жесткое лекало с изменяемой геометрией и выступающая кайма из пластилина позволяют определить конфигурацию верхнего контура гильзы (посадочного кольца), что обеспечивает формирование надежного «костного замка», оптимально распределяющего нагрузку на протез и предоставляющего пользователю высокую управляемость изделием. Нанесение каймы из пластилина в проекции костных ориентиров и проблемных участков культи также позволяет учитывать индивидуальные особенности каждого пациента при моделировании поверхности гильзы. Кроме этого предложенное решение позволяет обходиться без текстурной карты, потому что выступающая кайма хорошо визуализируется оптической системой 3D сканера. Две контрольные метки из пластилина между лекалом и силиконовым лайнером по передней и задней поверхности бедра обеспечивают точное совмещение поверхностей 3D модели культи и лекала.
Регистрация массива 3D данных от поверхности культи, жесткого лекала и контралатеральной конечности позволяет учесть изменения формы культи при пользовании протезом, что обеспечивает создание максимально комфортной гильзы.
Последовательное выполнение этапов моделирования, а именно: совмещение поверхностей, полученных при сканировании культи, с изображением лекала; удаление артефактов и ненужных элементов и ориентация модели в соответствии с индивидуальными особенностями конкретного пациента для обеспечения требуемой схемы построения протеза; сглаживание поверхности культи и лекала и обеспечение плавного перехода между ними; уменьшение длины периметра модели культи от нижнего края лекала в диапазоне 0-7%, в зависимости от импеданса мягких тканей пациента; выполнение (по необходимости) градиентной элевации поверхности в проекции отмеченных каймой костных ориентиров; формирование верхнего контура гильзы с учетом визуализируемых меток; создание внутреннего слоя гильзы, компланарного к поверхности культи; формирование наружного слоя гильзы путем отражения изображения контралатеральной конечности; придание толщины модели гильзы на протяжении культи в 4,8 мм и соединение посадочной площадки для размещения гильзового адаптера с учетом схемы построения протеза с основной частью гильзы обеспечивает постоянство результата, нивелирование человеческого фактора, а также воспроизводимость формы высокоперсонифицированного протезного модуля в динамике наблюдения за конкретным пациентом.
Формирование наружного слоя гильзы путем отражения трехмерного изображения, полученного после 3D сканирования контралатеральной конечности, позволяет создать важный эстетический и косметический вид гильзы для пациента, перенесшего ампутацию, и повысить его социальную адаптацию.
Создание ребер жесткости в зоне соединения поверхности гильзы с посадочной площадкой гильзового адаптера обеспечивает стойкость конструкции к механическим нагрузкам. Моделирование торцевой части ребер жесткости в соответствии с формой контралатеральной конечности придает данному функциональному элементу необходимый косметический вид.
Неполное заполнение до 50% между внутренней и наружной стенкой гильзы в проблемных зонах культи позволяет увеличить упругость материала и снизить давление на эти участки. Также локальное неполное заполнение уменьшает расход материала, но не снижает общей прочности конструкции и способствует более простой тепловой модификации гильзы при необходимости.
Изготовление гильзы со средней толщиной стенок на протяжении культи в 4,8 мм по технологии FDM из полиэтилен-терефталат гликоля с применением сопла с диаметром 0,8 мм, температуры экструзии 220°C, нагрева стола - 70°C, высоты печатного слоя - 0,2 мм, втягивания при холостом перемещении экструдера 25 мм/с, средней скоростью печати - 50 мм/с обеспечивает необходимые параметры межслойной адгезии, скорости печати и механической прочности изделия.
Способ изготовления гильзы протеза бедра при экзопротезировании осуществляют следующим образом.
На культю бедра надевают силиконовый лайнер, размер которого подобран в соответствии с рекомендациями производителя. Надевают на пациента кольцо из тканой резины, проходящее через промежность и надплечье.
Жесткое лекало с изменяемой геометрией закрепляют в аппарате для гипсования. Просят пациента в положении стоя завести культю во внутренний контур лекала. За счет застежки-гребенки изменяют геометрию лекала (фронтальный размер), добиваясь прилегания мягких тканей культи к его поверхности. Просят пациента опереться на посадочное кольцо. Убеждаются в корректности расположении бугра седалищной кости на специально предназначенной для этого наклонной площадке. Наносят две выступающие над поверхностью контрольные метки из пластилина между лекалом и силиконовым лайнером по передней и задней поверхности бедра. Далее проводят пальпацию культи и наносят выступающую кайму из пластилина в проекции костных ориентиров. Также наносят аналогичные выступающие метки в зоне предполагаемого верхнего контура гильзы. Затем просят пациента убрать культю из внутреннего контура лекала.
После проведенной подготовки выполняют запись массива 3D данных с поверхности культи с помощью бесконтактных методов измерения, например, инфракрасного 3D сканера, согласно техническим характеристикам и инструкции к устройству. Регистрацию осуществляют в положении пациента стоя. Также проводят сканирование контралатеральной конечности в вертикальном положении. Последним этапом выполняют считывание конфигурации жесткого лекала.
Полученные в результате сканирования изображения поступают в мобильное устройство, сопряженное с 3D сканерном через мобильное приложение, рекомендованное производителем оборудования. Затем данные передают на персональный компьютер - ПК для дальнейшей обработки.
На следующем технологическом шаге проводят обработку данных в программном пакете, поддерживающем полигональное моделирование. В процессе моделирования высокоперсонифицированного протезного модуля придерживаются последовательности этапов преобразования цифрового материала. Совмещают поверхность, полученную при сканировании культи, с поверхностью лекала. Удаляют артефакты и ненужные элементы и ориентируют модель в соответствии с индивидуальными особенностями конкретного пациента для обеспечения требуемой схемы построения протеза. Далее сглаживают поверхность культи и лекала, добиваясь плавного перехода между этими поверхностями. Затем уменьшают длину периметра модели культи от нижнего края лекала в диапазоне 0-7%, в зависимости от импеданса мягких тканей пациента. По необходимости выполняют градиентную элевацию поверхности в проекции отмеченных каймой костных ориентиров. Следующим этапом формируют верхний контур гильзы с учетом визуализируемых меток. Затем создают внутренний слой гильзы, компланарный к поверхности культи. Наружный слой гильзы формируют путем отражения изображения контралатеральной конечности. Придают толщину модели гильзы на протяжении культи в 4,8 мм. С учетом схемы построения протеза располагают посадочную площадку для размещения гильзового адаптера и выполняют слияние двух объектов. В области соединения дополнительно создают ребра жесткости. Торцевую часть ребер жесткости моделируют за счет зеркального отображения формы контралатеральной конечности.
Получение физической модели гильзы протеза бедра происходит с применением 3D принтера, работающего по технологии FDM. Перед выводом гильзы на печать проводят слайсинг модели в программном обеспечении, рекомендованным производителем аддитивного оборудования. Проектируют неполное заполнение материала до 50% между внутренней и наружной стенкой гильзы в проблемных зонах культи, наиболее чувствительных к нагрузке. В качестве материала для печати используют PETG. При печати применяют сопло экструдера с диаметром 0,8 мм, температуру сопла выставляют 220°C, нагрев стола - 70°C, высота слоя - 0,2 мм, втягивание при холостом перемещении экструдера 25 мм/с, средней скоростью печати - 50 мм/с. Обдув заготовки не производят, поддержки выполняют из материала основной детали.
Способ изготовления гильзы экзопротеза бедра поясняется графическим материалом.
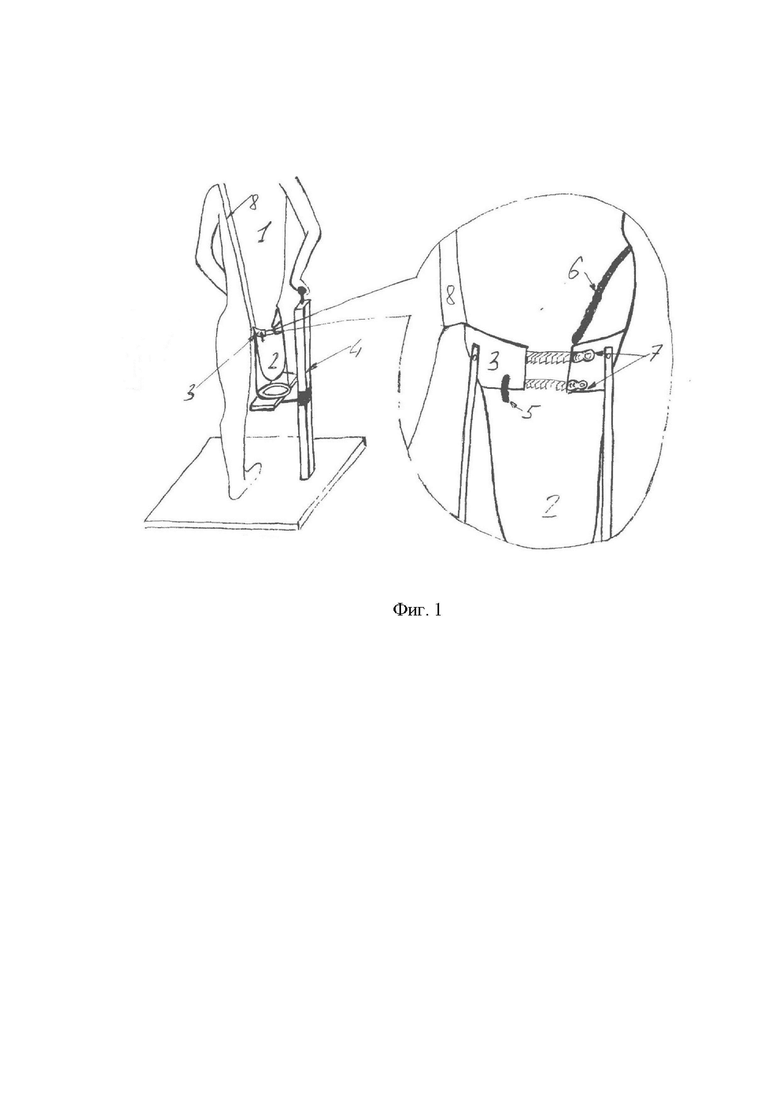
На фиг. 1 представлен вид сзади пациента (1) с культей бедра (2). Культя бедра находится во внутреннем контуре лекала (3). Лекало закреплено в аппарате для гипсования (4). На задней поверхности лекала определяется контрольная метка из пластилина (5). В проксимальной части бедра отмечается аналогичная выступающая метка (6) в зоне предполагаемого верхнего контура гильзы. На латеральной части лекала определяются застежки-гребенки (7). В промежности и на надплечье пациента находится кольцо из тканой резины (8).
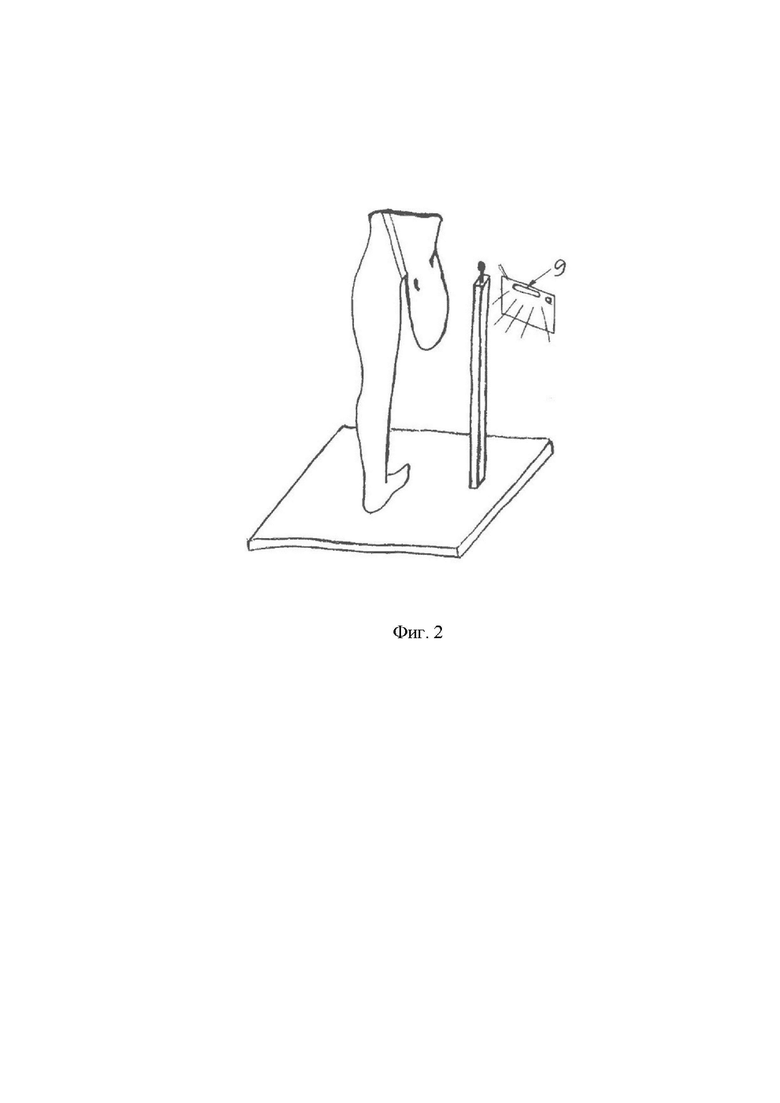
На фиг. 2 представлен вид сзади пациента в процессе записи массива 3D данных с помощью инфракрасного 3D сканера (9).
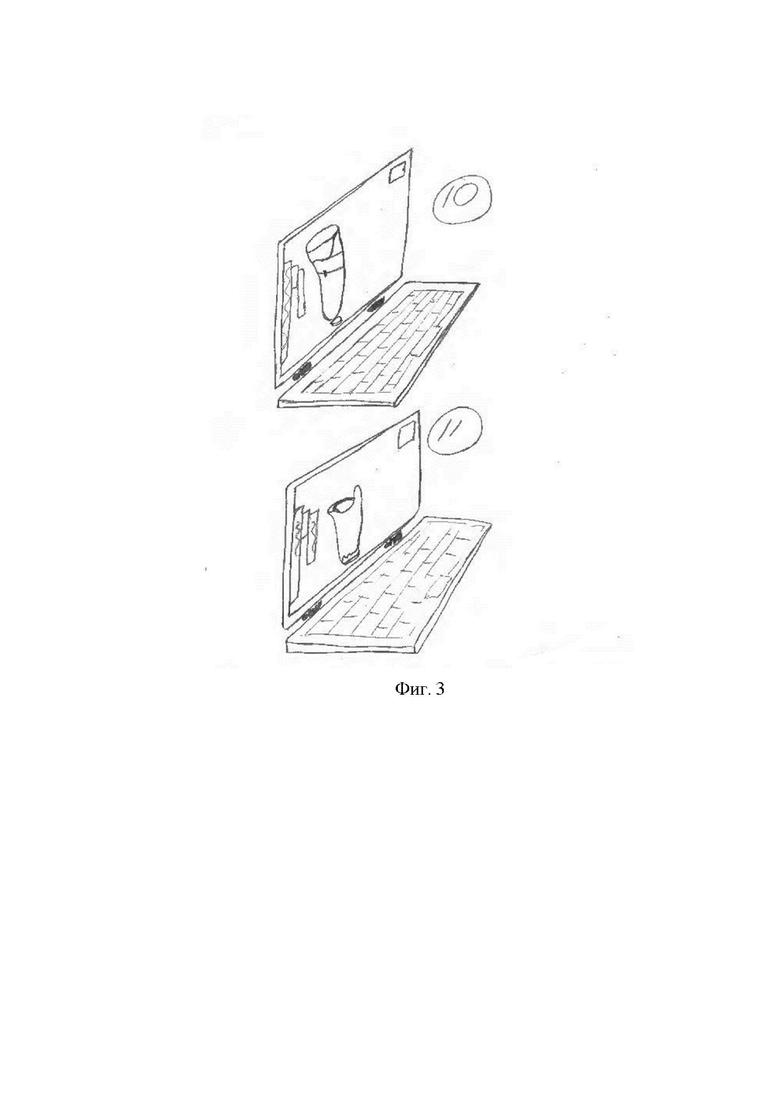
На фиг. 3 представлены некоторые этапы преобразования цифрового материала на ПК: модификация и ориентация культи (10), проектирование гильзы (11).
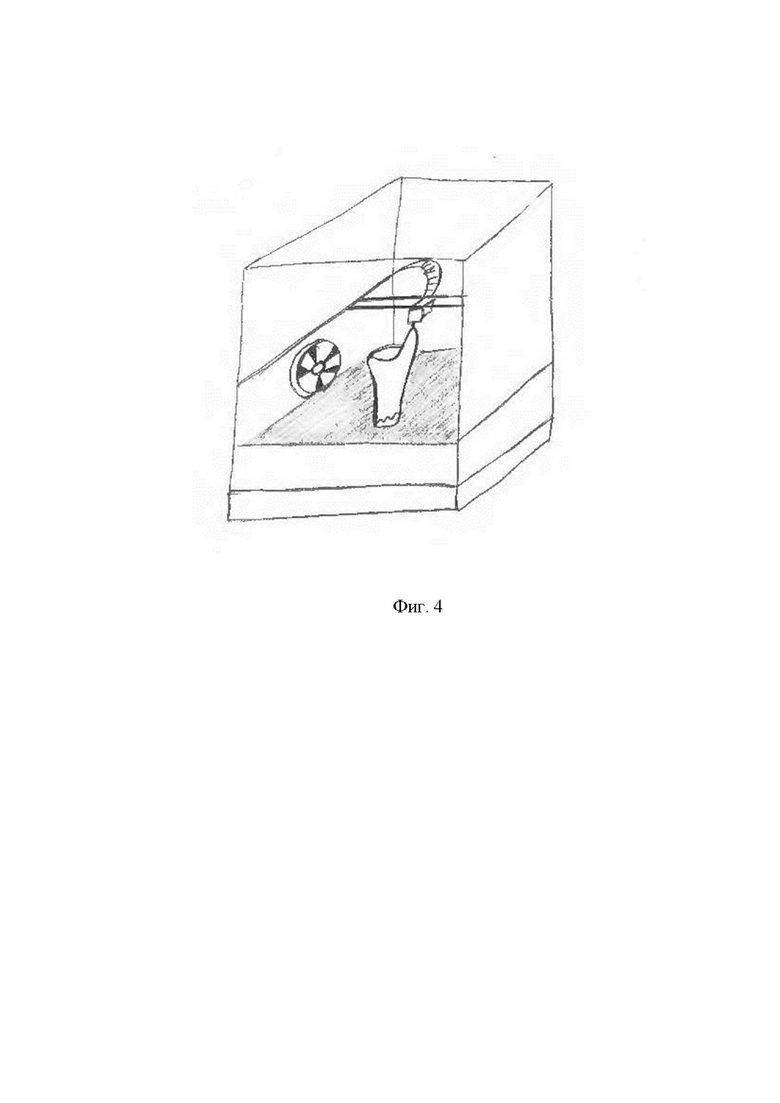
На фиг. 4 изображен процесс 3D печати гильзы по технологии FDM.
Способ изготовления гильзы экзопротеза бедра иллюстрируется клиническими примерами.
1. Пациенту Б. 42 лет выполнена ампутация на уровне верхней трети бедра по поводу облитерирующего эндартериита. После заживления кожных покровов и проведения компрессионной терапии культи, в целях наиболее полной компенсации утраченных функций организма и достижения максимального реабилитационного эффекта, пациенту рекомендовано протезирование бедра. Поскольку ось культи совпадает с линией нагружения, а активность пациента соответствует третьему уровню по системе MOBIS, то в качестве способа крепления протеза был выбран замковый силиконовый лайнер. Выполнено изготовление гильзы по предложенной методике. При сборке реабилитационного средства позиционирование деталей относительно друг друга соответствует схеме построения протеза бедра. При выполнении первой примерки пациент не отметил дискомфортных ощущений при стоянии и ходьбе. При осмотре культи и промежности сразу после ходьбы нарушения целостности кожных покровов выявлено не было. Протез был отдан для пробной эксплуатации. Спустя несколько дней пациент сообщил, что он увеличил время активного пользования протезом.
2. Пациентке А. 65 лет выполнена ампутация на границе средней трети бедра по поводу облитерирующего атеросклероза. После заживления кожных покровов и проведения компрессионной терапии культи, в целях наиболее полной компенсации утраченных функций организма и достижения максимального реабилитационного эффекта, пациентке рекомендовано протезирование бедра. Поскольку окружность талии пациентки меньше окружности таза, а активность соответствует первому уровню по системе MOBIS, то в качестве способа крепления протеза был выбран бандаж. Выполнено изготовление гильзы по предложенной методике. При сборке реабилитационного средства позиционирование деталей относительно друг друга соответствует схеме построения протеза бедра. При выполнении первой примерки пациентка не отметила дискомфортных ощущений при стоянии и ходьбе. При осмотре культи сразу после ходьбы нарушения целостности кожных покровов выявлено не было. Протез был отдан для пробной эксплуатации при передвижении в пределах помещения с опорой на костыли.
Способ изготовления гильзы протеза бедра при экзопротезировании может широко применяться в протезировании верхних и нижних конечностей, а также ортезировании.
Источники информации
1. Кужекина А.П. Конструкции протезно-ортопедических изделий / А.П. Кужекина, 1984. 72 c.
2. Klasson B. L. Carbon fibre and fibre lamination in prosthetics and orthotics: some basic theory and practical advice for the practitioner // Prosthetics and orthotics international. 1995. №2 (19). C. 74-91.
3. Vliet; J. W. Van, Dietl H. EP3324897B1 - Verfahren zum herstellen eines prothesenschaftes und prothesenschaft. // 2020. C. 12.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗЫ ЭКЗОПРОТЕЗА ГОЛЕНИ | 2022 |
|
RU2796783C1 |
| Способ изготовления приёмной гильзы для протезов конечностей на базе технологии трёхмерной FGF-печати | 2024 |
|
RU2841471C1 |
| Способ изготовления эпитеза лица | 2023 |
|
RU2790556C1 |
| Способ крепления гильзы протеза кисти к культе предплечья | 2024 |
|
RU2820391C1 |
| Способ высокоточного препарирования зубов под ортопедические конструкции | 2021 |
|
RU2763249C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВРЕМЕННЫХ СТОМАТОЛОГИЧЕСКИХ КОРОНОК МЕТОДОМ 3D ПЕЧАТИ | 2022 |
|
RU2805832C1 |
| Гильза-лайнер протеза для культи плеча | 2019 |
|
RU2721540C1 |
| Способ протезирования пациентов с полным отсутствием зубов и устройство для осуществления способа | 2022 |
|
RU2780935C1 |
| Способ изготовления лицевых протезов | 2019 |
|
RU2727741C1 |
| Способ изготовления индивидуальной оттискной ложки беззубой челюсти | 2022 |
|
RU2792389C1 |
Изобретение относится к медицине. Способ изготовления гильзы протеза бедра заключается в том, что надевают на культю бедра силиконовый лайнер, надевают на пациента кольца из тканой резины через промежность и надплечье для обозначения промежности. Закрепляют в аппарате для гипсования жесткое лекало с изменяемой геометрией. Просят пациента в положении стоя завести культю во внутренний контур лекала. Регулируют застежку-гребенку, добиваясь прилегания мягких тканей культи к поверхности лекала. Просят пациента опереться на верхний контур лекала - посадочное кольцо и убеждаются в корректности расположения бугра седалищной кости на специально предназначенной для этого наклонной площадке. Наносят две выступающие над поверхностью контрольные метки из пластилина между лекалом и силиконовым лайнером по передней и задней поверхности бедра. Проводят пальпацию культи. Наносят выступающую кайму из пластилина в проекции костных ориентиров и в зоне предполагаемого верхнего контура гильзы. Просят пациента убрать культю из внутреннего контура лекала. Выполняют запись массива 3D данных с помощью бесконтактных методов измерения инфракрасного 3D сканера с поверхности культи, жесткого лекала и контралатеральной конечности. Осуществляют регистрацию в положении пациента стоя. Также проводят сканирование контралатеральной конечности в вертикальном положении. Выполняют считывание конфигурации жесткого лекала. Полученные в результате сканирования изображения поступают в мобильное устройство, сопряженное с 3D сканером через мобильное приложение, рекомендованное производителем оборудования, а затем данные передают на персональный компьютер - ПК для дальнейшей обработки. Проводят обработку данных в программном пакете, поддерживающем полигональное моделирование. Придерживаются последовательности этапов преобразования цифрового материала: совмещают поверхности, полученные при сканировании культи, с изображением лекала; удаляют артефакты и ориентируют модель в соответствии с индивидуальными особенностями конкретного пациента, сглаживают поверхность культи и лекала, уменьшают длину периметра модели культи от нижнего края лекала в диапазоне 0-7%, в зависимости от импеданса мягких тканей пациента; формируют верхний контур гильзы с учетом визуализируемых меток, создают внутренний слой гильзы, компланарный к поверхности культи, формируют наружный слой гильзы путем отражения трехмерного изображения контралатеральной конечности, придают толщину модели гильзы на протяжении культи в 4,8 мм, с учетом схемы построения протеза располагают посадочную площадку для размещения гильзового адаптера и выполняют слияние двух объектов, в области соединения дополнительно создают ребра жесткости, торцевую часть ребер жесткости моделируют в соответствии с формой контралатеральной конечности. Получают физическую модель гильзы протеза бедра с применением 3D принтера, работающего по технологии FDM. Перед выводом гильзы на печать проводят слайсинг модели в программном обеспечении, рекомендованном производителем аддитивного оборудования. Проектируют неполное заполнение материала, до 50% между внутренней и наружной стенкой гильзы в проблемных зонах культи, наиболее чувствительных к нагрузке. В качестве материала для печати используют пластик PETG. При печати применяют сопло экструдера с диаметром 0,8 мм. определяют следующие настройки печати: температуру сопла выставляют 220°С, нагрев стола - 70°С, высота слоя - 0,2 мм, втягивание при холостом перемещении экструдера 25 мм/с, средней скоростью печати - 50 мм/с; обдув заготовки не производят. Поддержки выполняют из материала основной детали. Изобретение обеспечивает производство высокоперсонифицированного протезного модуля - гильзы трансфеморального протеза. 1 з.п. ф-лы, 4 ил., 2 пр.
1. Способ изготовления гильзы протеза бедра, заключающийся в том, что надевают на культю бедра силиконовый лайнер, надевают на пациента кольца из тканой резины через промежность и надплечье для обозначения промежности, закрепляют в аппарате для гипсования жесткое лекало с изменяемой геометрией, просят пациента в положении стоя завести культю во внутренний контур лекала, регулируют застежку-гребенку, добиваясь прилегания мягких тканей культи к поверхности лекала, просят пациента опереться на верхний контур лекала - посадочное кольцо и убеждаются в корректности расположения бугра седалищной кости на специально предназначенной для этого наклонной площадке, наносят две выступающие над поверхностью контрольные метки из пластилина между лекалом и силиконовым лайнером по передней и задней поверхностям бедра, проводят пальпацию культи, наносят выступающую кайму из пластилина в проекции костных ориентиров и в зоне предполагаемого верхнего контура гильзы, просят пациента убрать культю из внутреннего контура лекала, выполняют запись массива 3D данных с помощью бесконтактных методов измерения инфракрасного 3D сканера с поверхности культи, жесткого лекала и контралатеральной конечности, осуществляют регистрацию в положении пациента стоя, также проводят сканирование контралатеральной конечности в вертикальном положении, выполняют считывание конфигурации жесткого лекала, полученные в результате сканирования изображения поступают в мобильное устройство, сопряженное с 3D сканером через мобильное приложение, рекомендованное производителем оборудования, а затем данные передают на персональный компьютер - ПК для дальнейшей обработки, проводят обработку данных в программном пакете, поддерживающем полигональное моделирование, придерживаются последовательности этапов преобразования цифрового материала: совмещают поверхности, полученные при сканировании культи, с изображением лекала; удаляют артефакты и ориентируют модель в соответствии с индивидуальными особенностями конкретного пациента, сглаживают поверхность культи и лекала, уменьшают длину периметра модели культи от нижнего края лекала в диапазоне 0-7%, в зависимости от импеданса мягких тканей пациента; формируют верхний контур гильзы с учетом визуализируемых меток, создают внутренний слой гильзы, компланарный к поверхности культи, формируют наружный слой гильзы путем отражения трехмерного изображения контралатеральной конечности, придают толщину модели гильзы на протяжении культи в 4,8 мм, с учетом схемы построения протеза располагают посадочную площадку для размещения гильзового адаптера и выполняют слияние двух объектов, в области соединения дополнительно создают ребра жесткости, торцевую часть ребер жесткости моделируют в соответствии с формой контралатеральной конечности, получают физическую модель гильзы протеза бедра с применением 3D принтера, работающего по технологии FDM, перед выводом гильзы на печать проводят слайсинг модели в программном обеспечении, рекомендованном производителем аддитивного оборудования, проектируют неполное заполнение материала, до 50% между внутренней и наружной стенкой гильзы в проблемных зонах культи, наиболее чувствительных к нагрузке, в качестве материала для печати используют пластик PETG, при печати применяют сопло экструдера с диаметром 0,8 мм, определяют следующие настройки печати: температуру сопла выставляют 220°С, нагрев стола - 70°С, высота слоя - 0,2 мм, втягивание при холостом перемещении экструдера 25 мм/с, средней скоростью печати - 50 мм/с; обдув заготовки не производят, поддержки выполняют из материала основной детали.
2. Способ по п. 1, отличающийся тем, что перед тем как формируют верхний контур гильзы с учетом визуализируемых меток, выполняют градиентную элевацию поверхности в проекции отмеченных каймой костных ориентиров.
| EP 3324897 A1, 30.05.2018 | |||
| Гильза для протеза нижней конечности | 1990 |
|
SU1750680A1 |
| Гильза для протеза нижней конечности и способ ее изготовления | 1983 |
|
SU1261649A1 |
| 0 |
|
SU182412A1 | |
| US 20120010720 A1, 12.01.2012. | |||

