Изобретение относится к способу и к устройству для упаковки полученных литьем под давлением изделий, в частности медицинских реакционных сосудов, таких как наконечники пипеток, причем литые изделия переводят из машины для литья под давлением в упаковочные контейнеры.
EP 3 052 388 описывает подобный способ, причем полученные литьем под давлением изделия или, соответственно, наконечники пипеток, передают с рядным размещением в держатель изделий после того, как полученные литьем под давлением изделия извлекают из кольцеобразной системы полостей в пресс-форме для литья под давлением и размещают в виде рядов.
Посредством соответствующей изобретению конструкции должно обеспечиваться то, чтобы упаковочные контейнеры могли быть заполнены с заданным типом заполнения, в частности, с заполнением сообразно числу полостей.
Соответственно изобретению это достигается по существу тем, что при передаче полученных литьем под давлением изделий с держателя изделий на упаковочные контейнеры или на размещенный перед упаковочными контейнерами буферный накопитель
- извлекаемые с держателя изделий, размещенные параллельно друг другу первые ряды полученных литьем под давлением изделий раздвигают поперек их продольной протяженности (по х-направлению) так, что ряды имеют предварительно заданное увеличенное расстояние друг от друга,
- после чего полученные литьем под давлением изделия из раздвинутых первых рядов передают во вторые ряды, которые простираются поперек первых рядов,
- после чего вторые ряды перемещают поперек их продольной протяженности (по z-направлению и тем самым в продольном направлении первых рядов) над упаковочными контейнерами или накопителям, и
- полученные литьем под давлением изделия из вторых рядов передают в упаковочные контейнеры (лотки) или в накопители.
Первые ряды и проходящие поперек них вторые ряды образуют на виде сверху по существу решетчатую структуру, в которой отдельные стержни решетки (первые ряды и вторые ряды) могут быть передвинуты или, соответственно, переставлены относительно друг друга.
При такой конфигурации расстояние между элементами решетки является переменным в результате перемещения первых рядов в х-плоскости и вторых рядов в z-плоскости, после чего заполнение накопителя или упаковочных контейнеров полученными литьем под давлением изделиями выполняют из вторых рядов.
В целом же посредством размещения в виде решетки занятых полученными литьем под давлением изделиями рядов и их произвольной по выбору перемещаемости относительно друг друга достигается свободно выбираемый паттерн заполнения упаковочных контейнеров или накопителя.
При этом отдельные первые и вторые ряды могут перемещаться относительно друг друга с помощью передвигающего устройства. Отдельные ряды полученных литьем под давлением изделий предпочтительно вводятся в выемки планки, которая оснащена собственным приводом, например, таким как сервомотор, причем отдельные сервомоторы так управляются электронным управляющим устройством, что связанные с ними первые ряды и/или вторые ряды перемещаются относительно друг друга.
Примерный вариант осуществления изобретения подробнее разъясняется далее с помощью чертежа. Как показано:
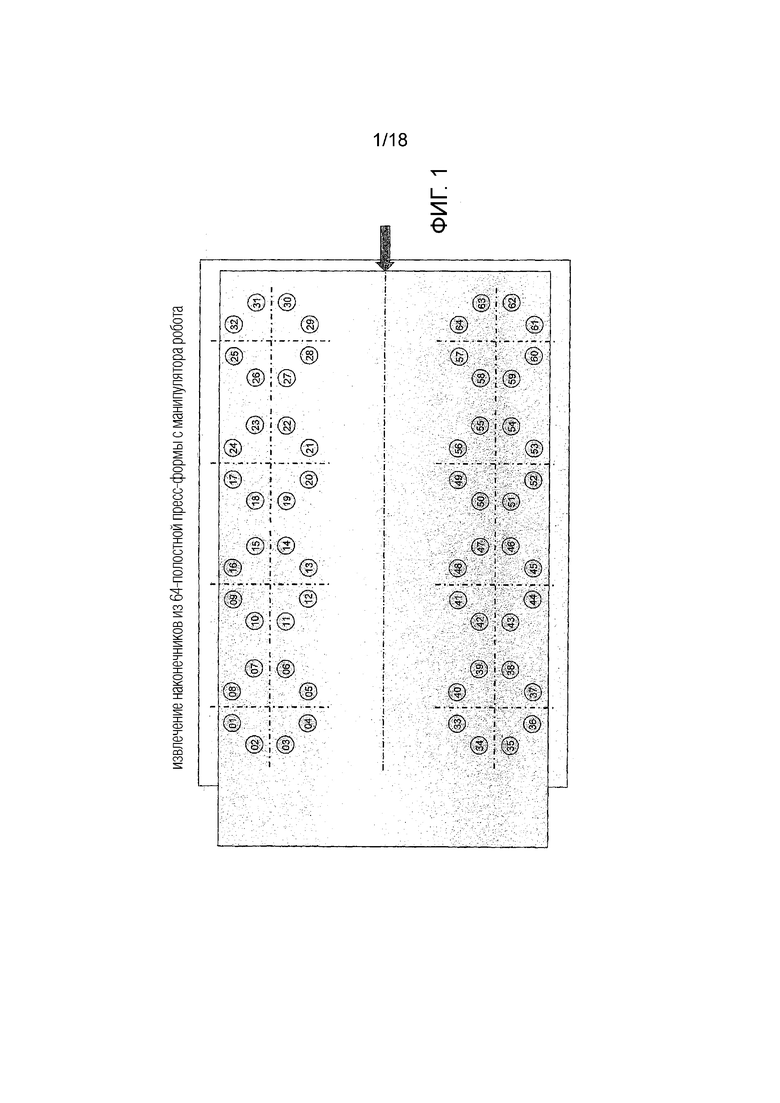
Фиг. 1 представляет схематический вид размещения полученных литьем под давлением изделий в полостях пресс-формы машины для литья под давлением, причем восемь кольцеобразных структур извлекаются 64-полостной пресс-формой с манипулятором робота из полостей пресс-формы для литья под давлением,
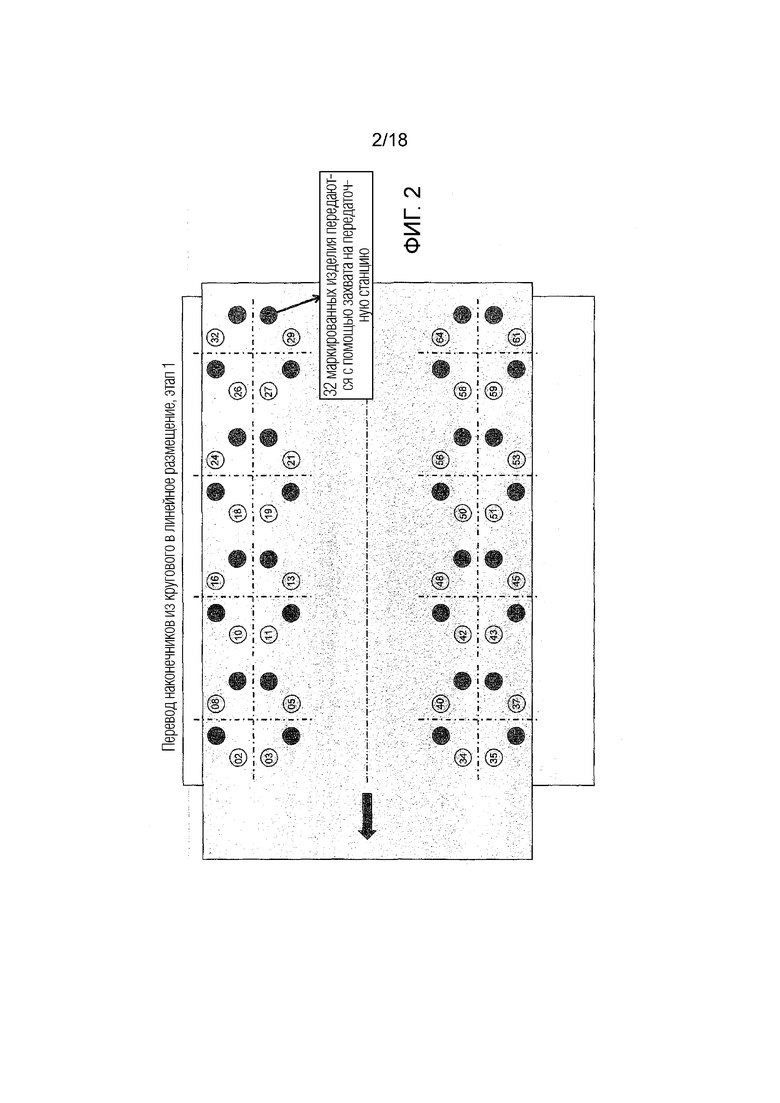
Фиг. 2 представляет вид размещения на Фиг. 1 с маркированием полученных литьем под давлением изделий, передаваемых для рядного размещения на первом этапе,
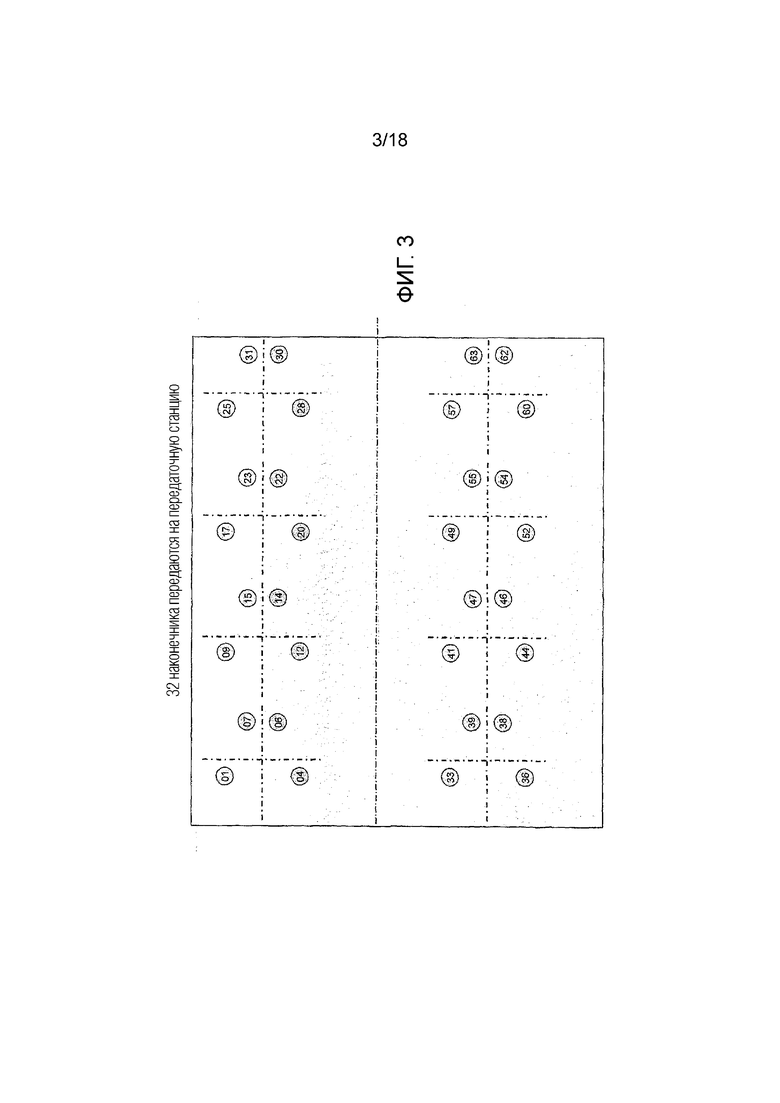
Фиг. 3 представляет извлеченные согласно Фиг. 2 полученные литьем под давлением изделия в порядке их размещения в передаточной станции,
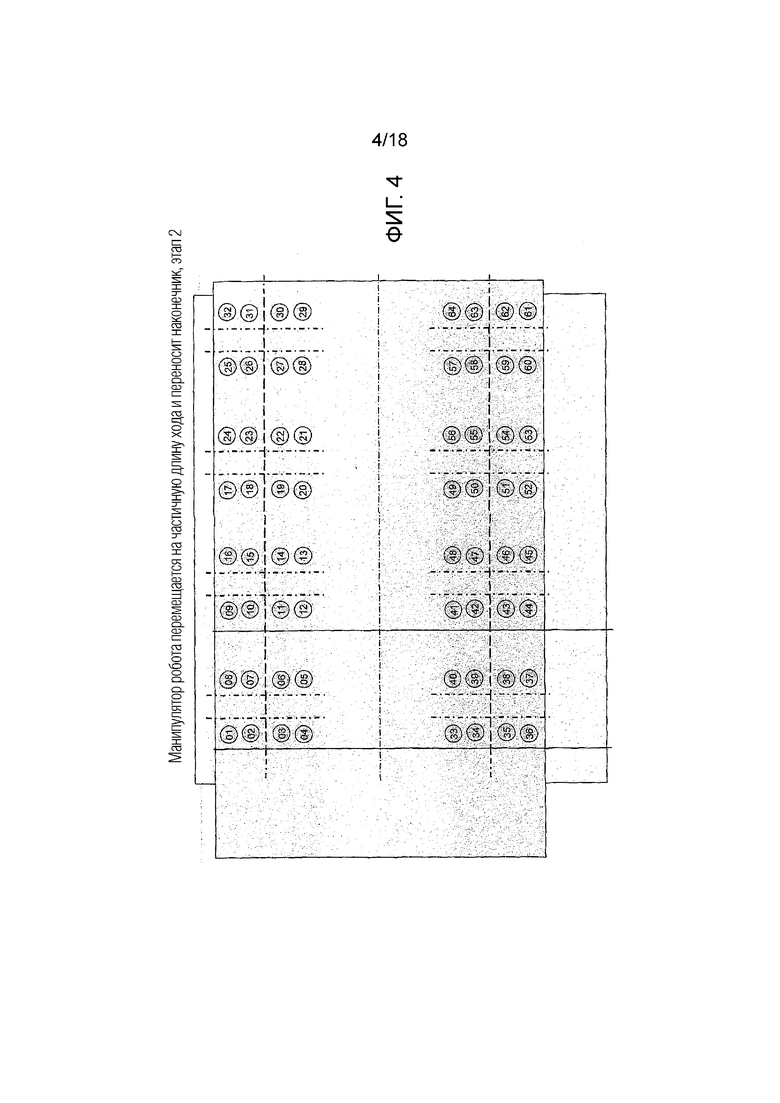
Фиг. 4 представляет дополнение оставшихся на Фиг. 2 полученных литьем под давлением изделий в рядном размещении,
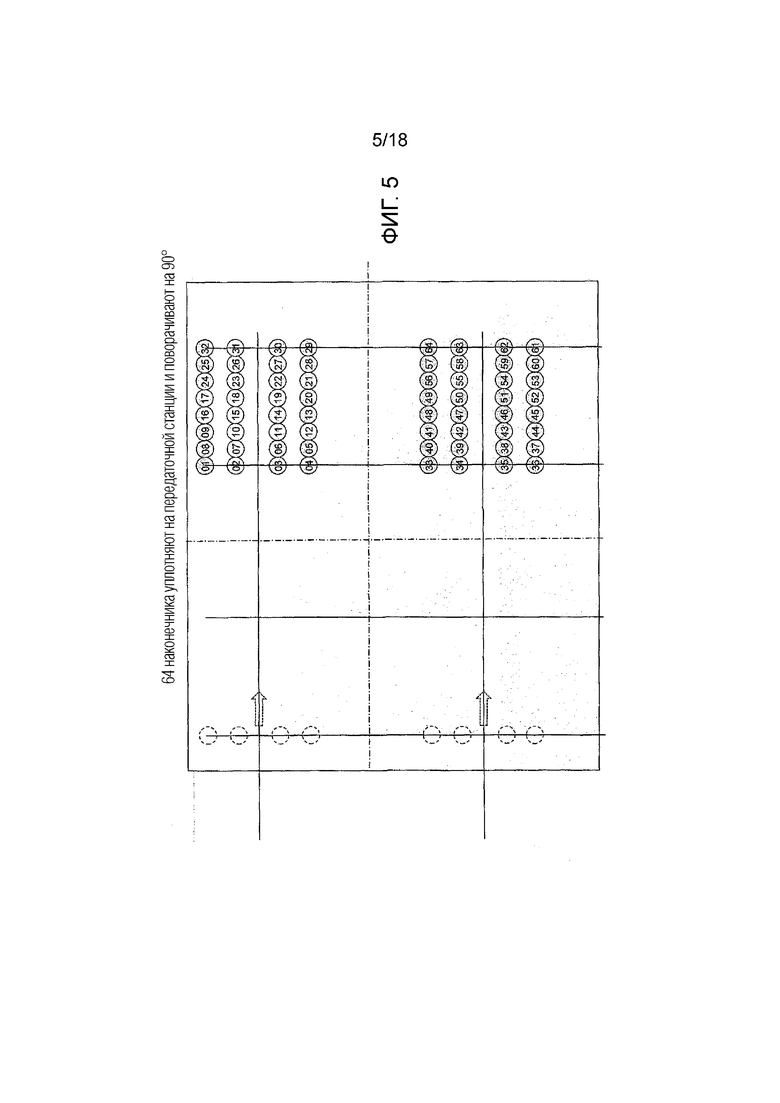
Фиг. 5 представляет уплотнение отстоящих друг от друга на Фиг. 4 восьми вертикальных рядов в восемь плотно прилегающих друг к другу вертикальных рядов,
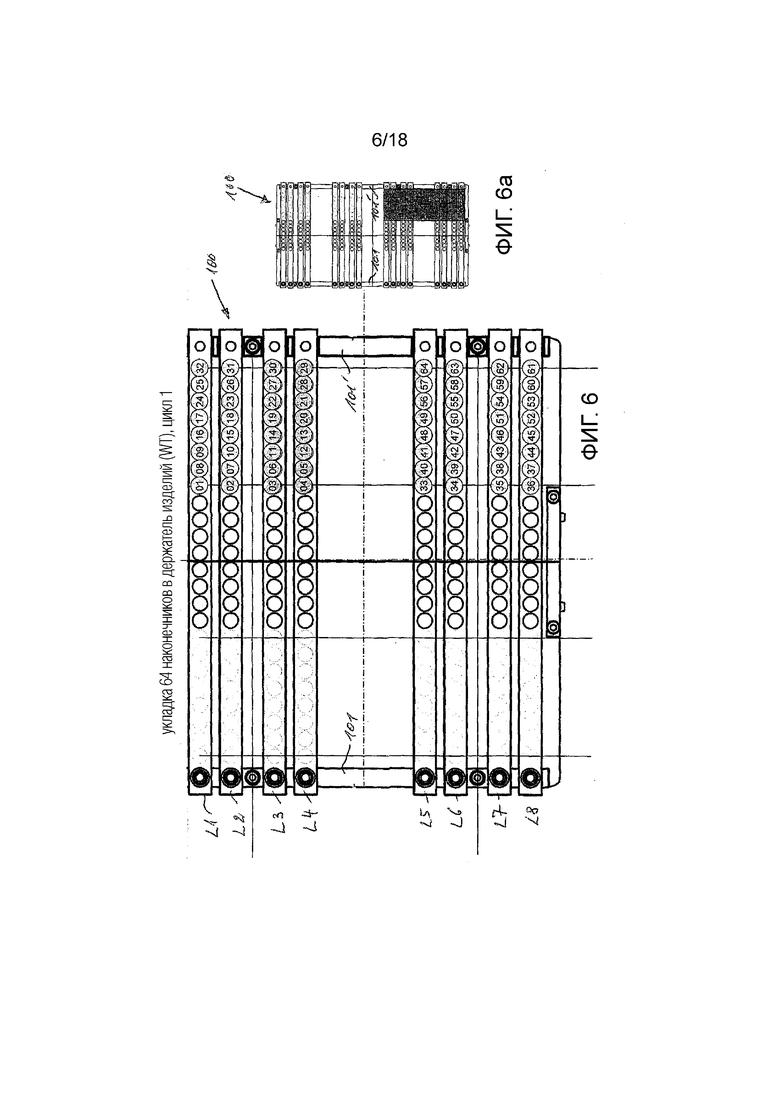
Фиг. 6 представляет на виде сверху половину держателя изделий с восемью горизонтальными несущими планками для приема восьми рядов полученных литьем под давлением изделий из Фиг. 5,
Фиг. 6а представляет вид в целом держателя изделий, причем приведенная на Фиг. 6 часть полученных литьем под давлением изделий от 01 до 64 изображена как секция 1,
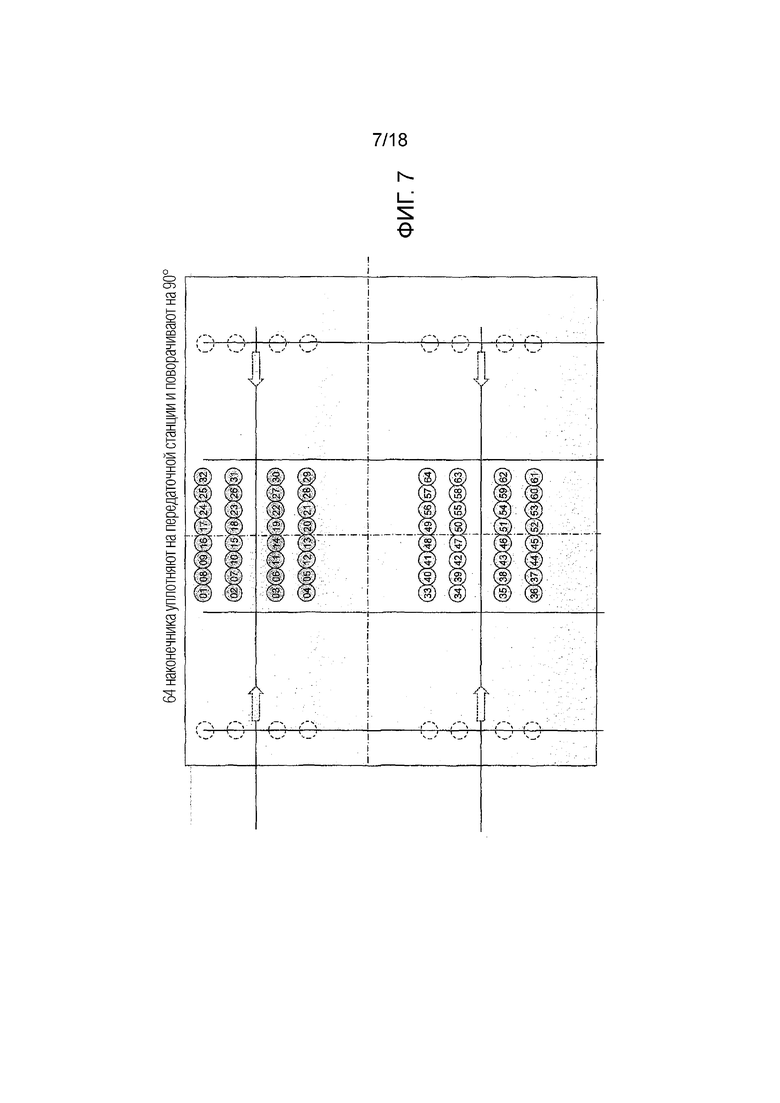
Фиг. 7 представляет соответствующее Фиг. 5 размещение после второго цикла извлечения полученных литьем под давлением изделий,
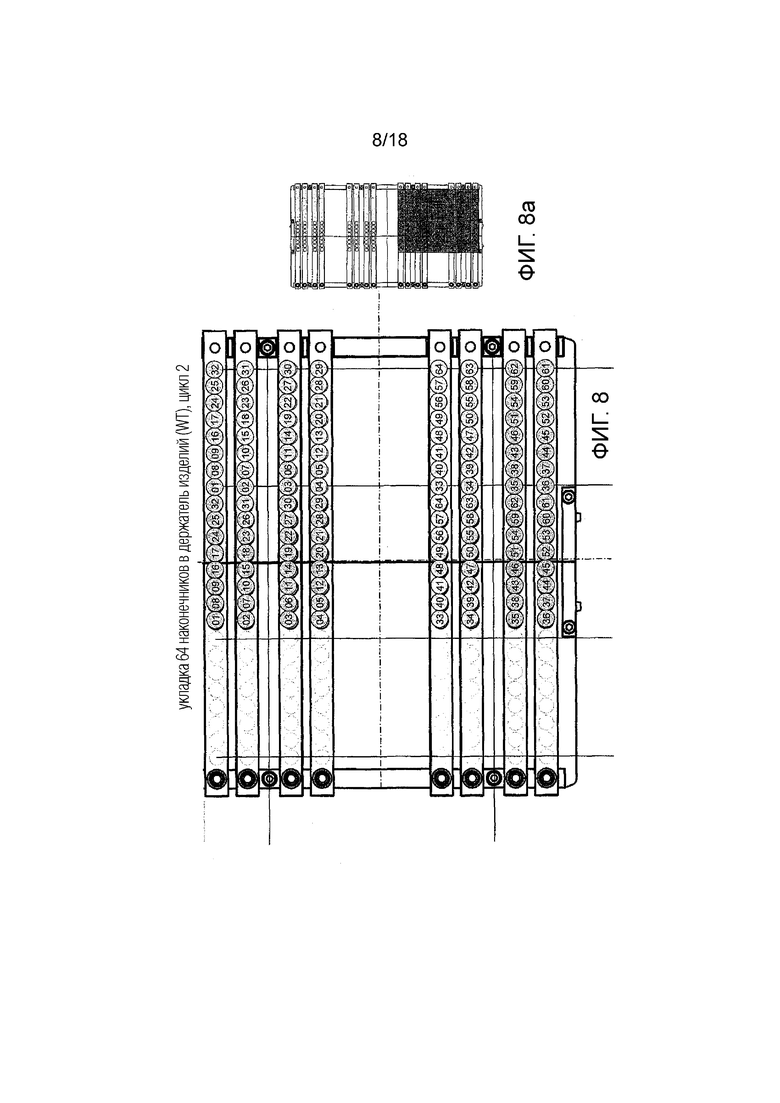
Фиг. 8 представляет вид соответственно Фиг. 6 полученных литьем под давлением изделий от 01 до 64 во втором цикле извлечения как секция 2 в Фиг. 8а,
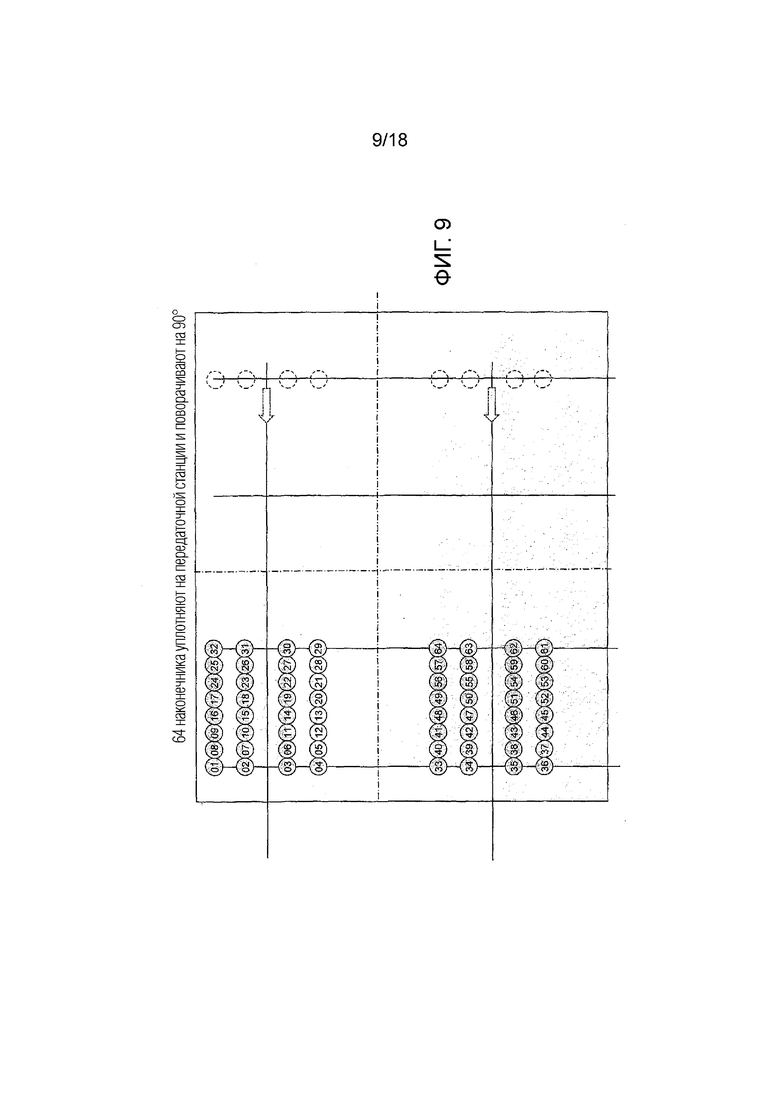
Фиг. 9 представляет вид соответственно Фиг. 5 и Фиг. 7 после третьего цикла извлечения,
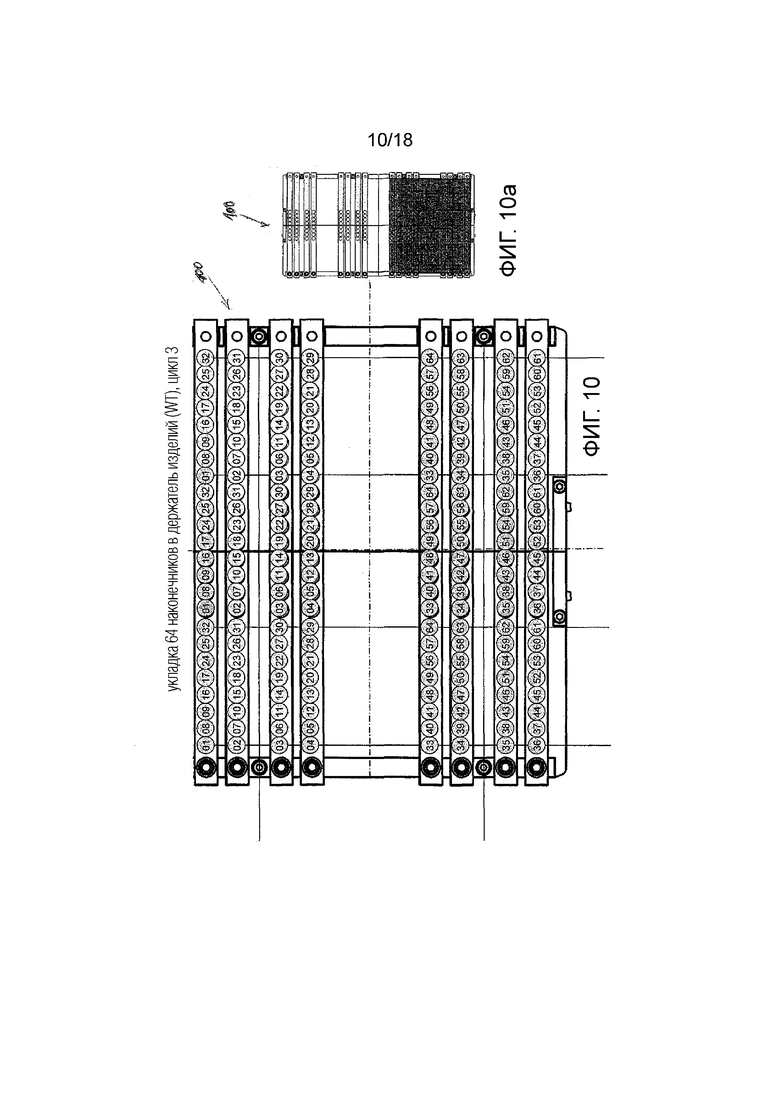
Фиг. 10 представляет держатель изделий после третьего цикла извлечения полученных литьем под давлением изделий из пресс-формы для литья под давлением с изображенной на Фиг. 10а третьей секцией,
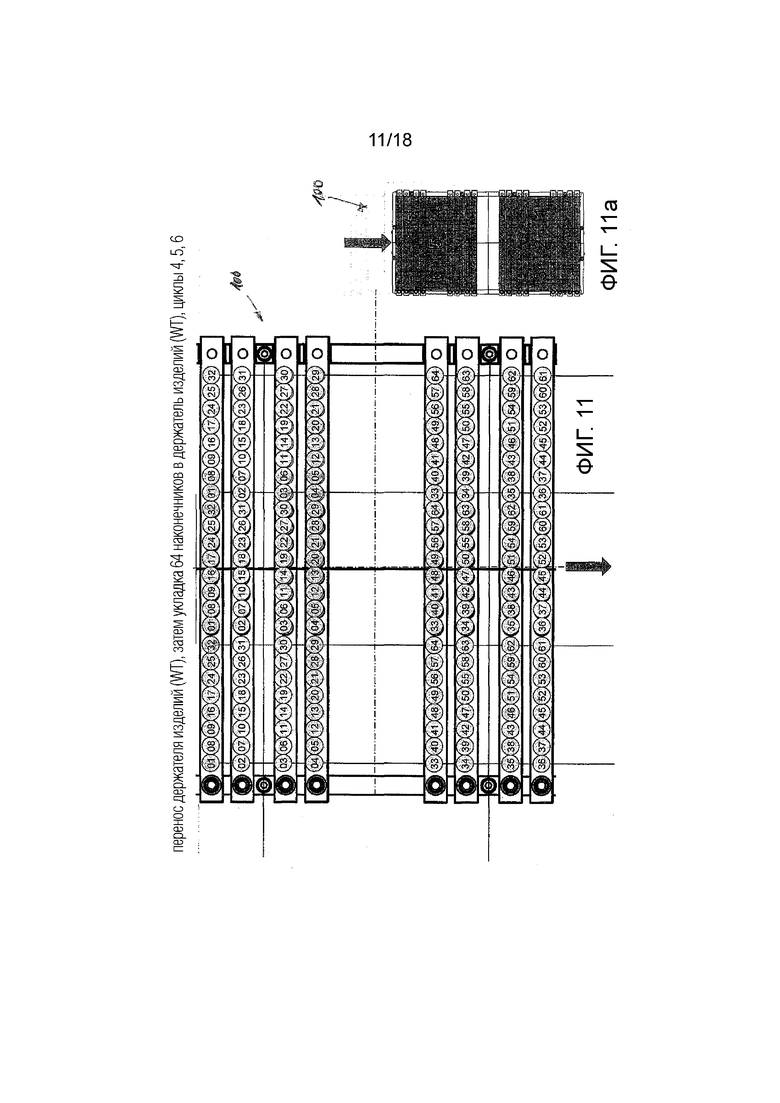
Фиг. 11 представляет вторую половину держателя изделий с полным заполнением, причем Фиг. 11а изображает весь держатель изделий с секциями от 1 до 6,
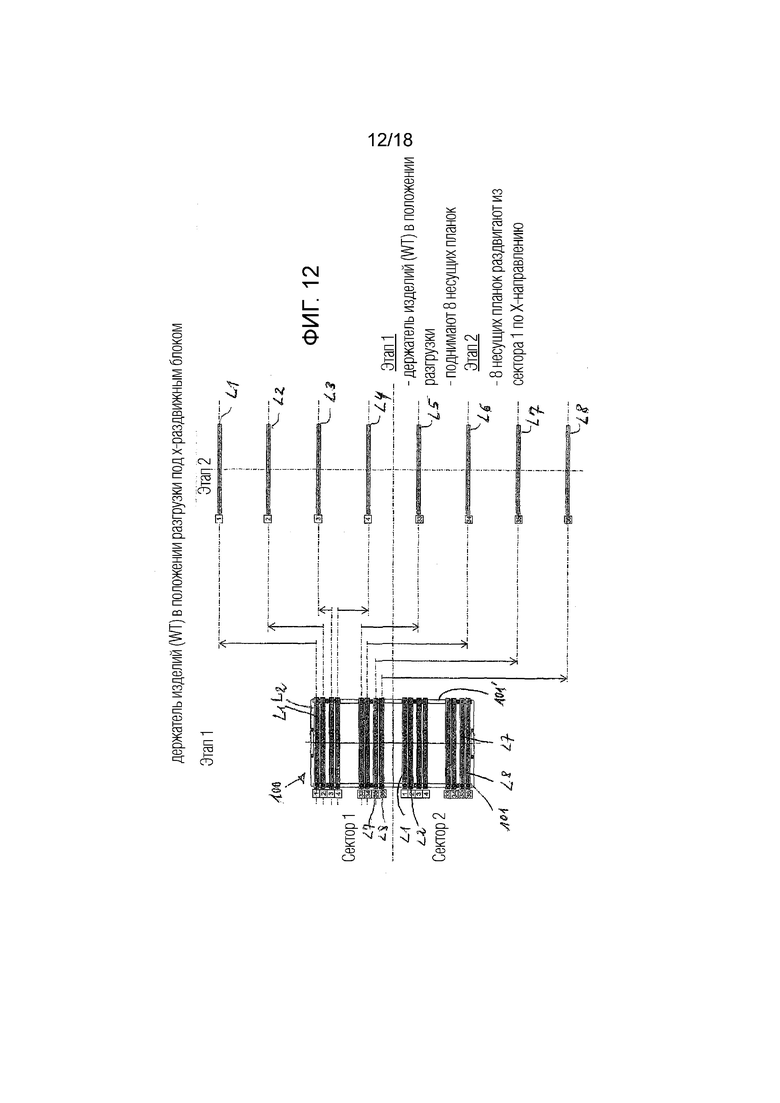
Фиг. 12 представляет схематическое изображение раздвижения несущих планок держателя изделий по х-направлению на секторе 1 держателя изделий,
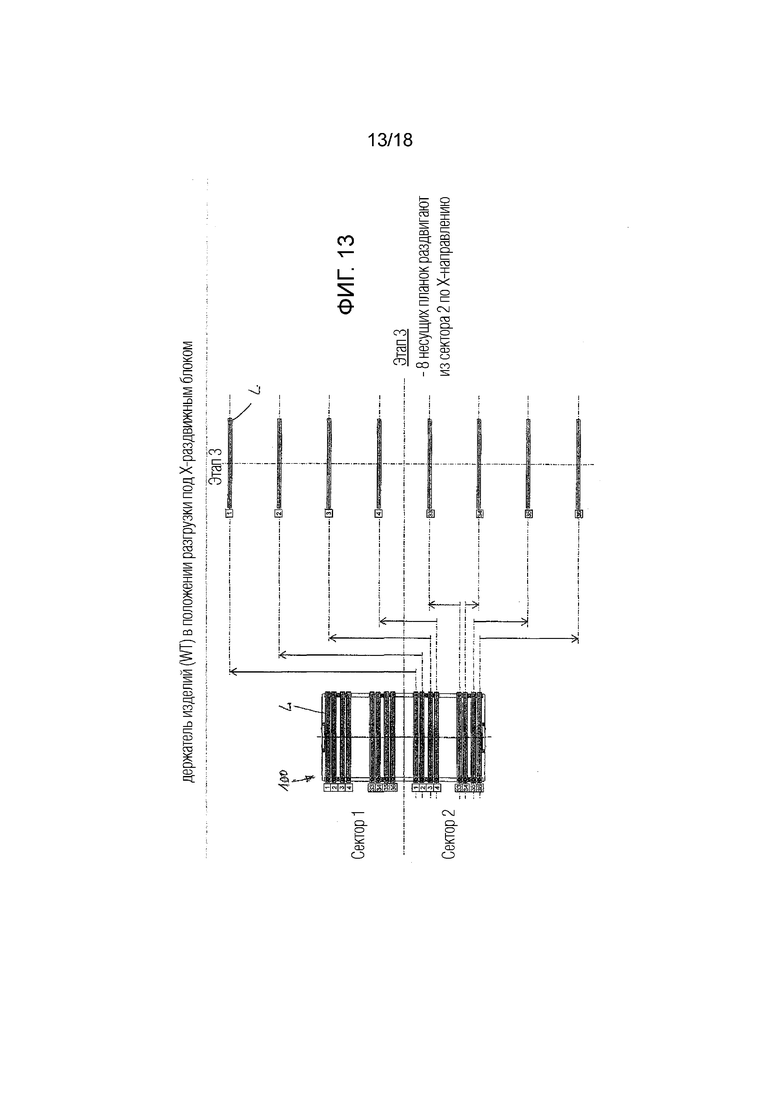
Фиг. 13 представляет соответствующий Фиг. 12 вид раздвижения несущих планок по х-направлению на секторе 2,
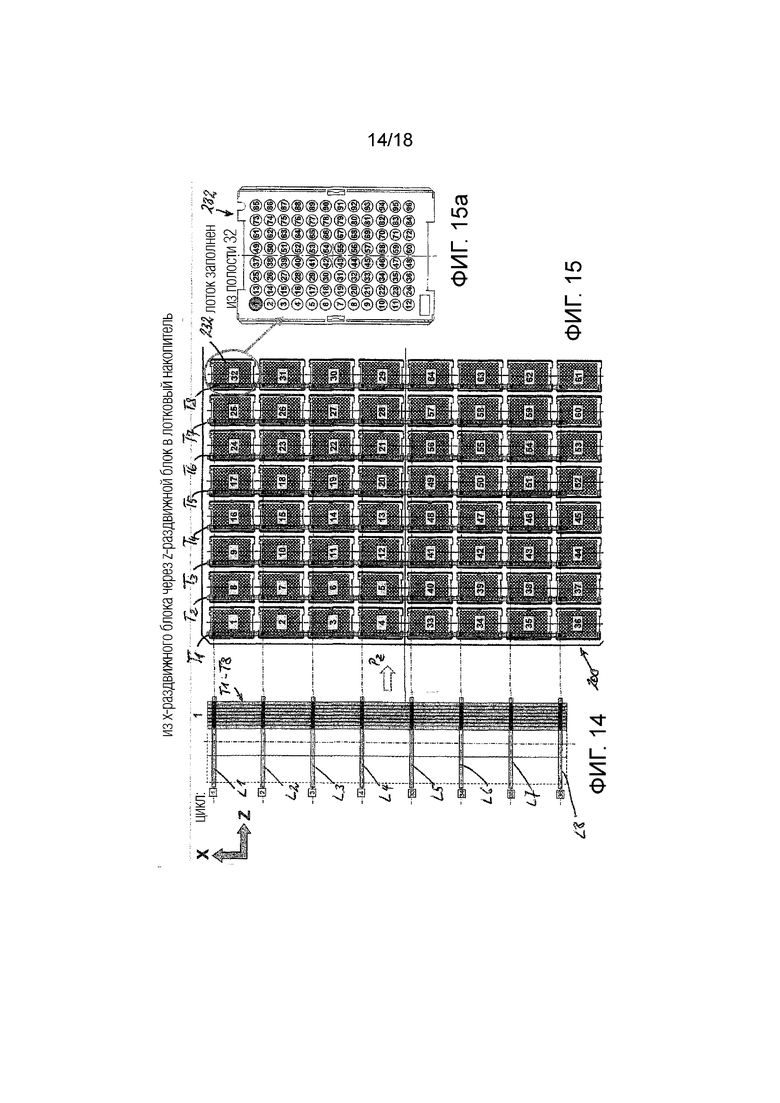
Фиг. 14 представляет схематический вид сверху на восемь раздвинутых по х-направлению несущих планок с протяженными поперек них передаточными планками, причем передаточные планки затем (Фиг. 15) раздвигаются горизонтально по z-направлению, после чего они извлекают полученные литьем под давлением изделия из несущих планок,
Фиг. 15 представляет вид сверху лоткового накопителя с размещенными над лотковым накопителем раздвинутыми передаточными планками, причем Фиг. 15а изображает отдельный лоток лоткового накопителя,
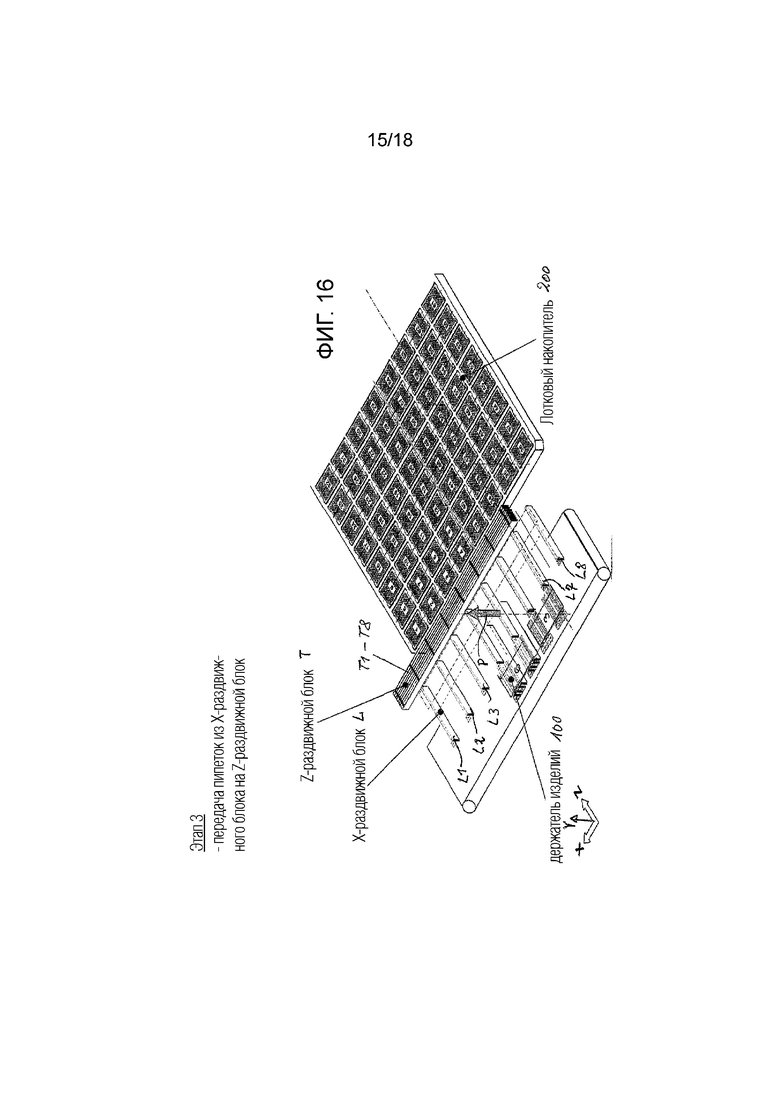
Фиг. 16 представляет схематическое перспективное изображение конструкции на Фиг. 14 и 16, причем передаточные планки размещены еще не в раздвинутом состоянии над третьей секцией несущих планок,
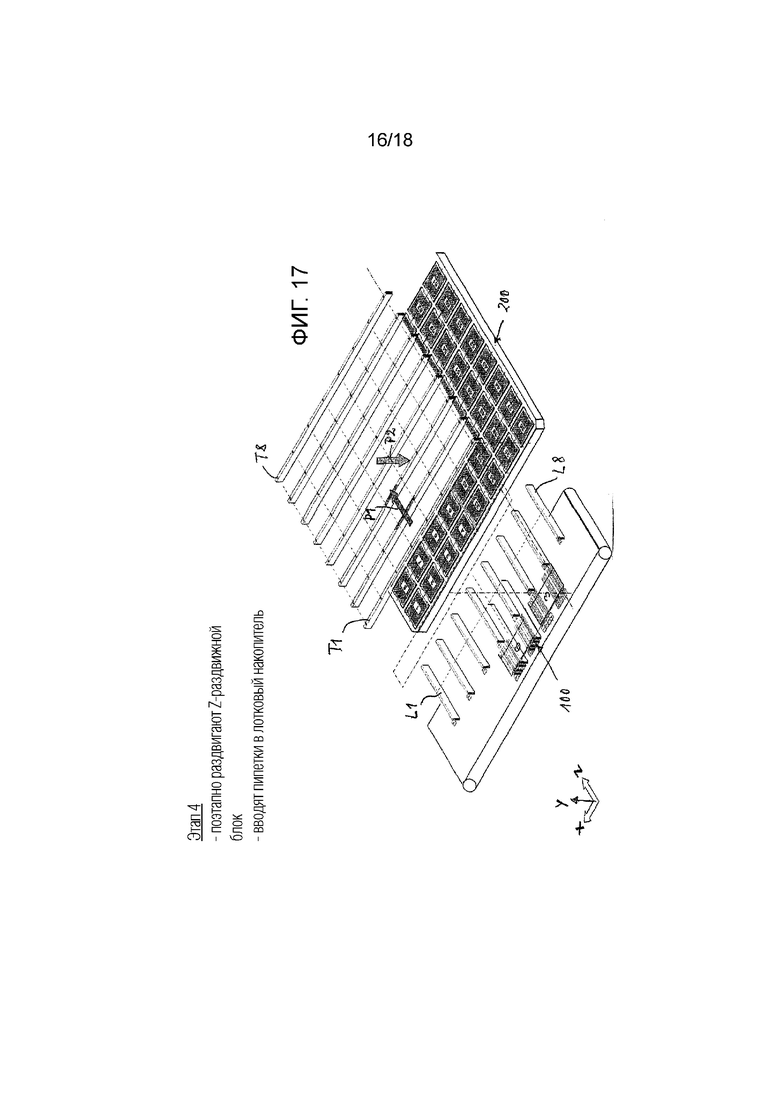
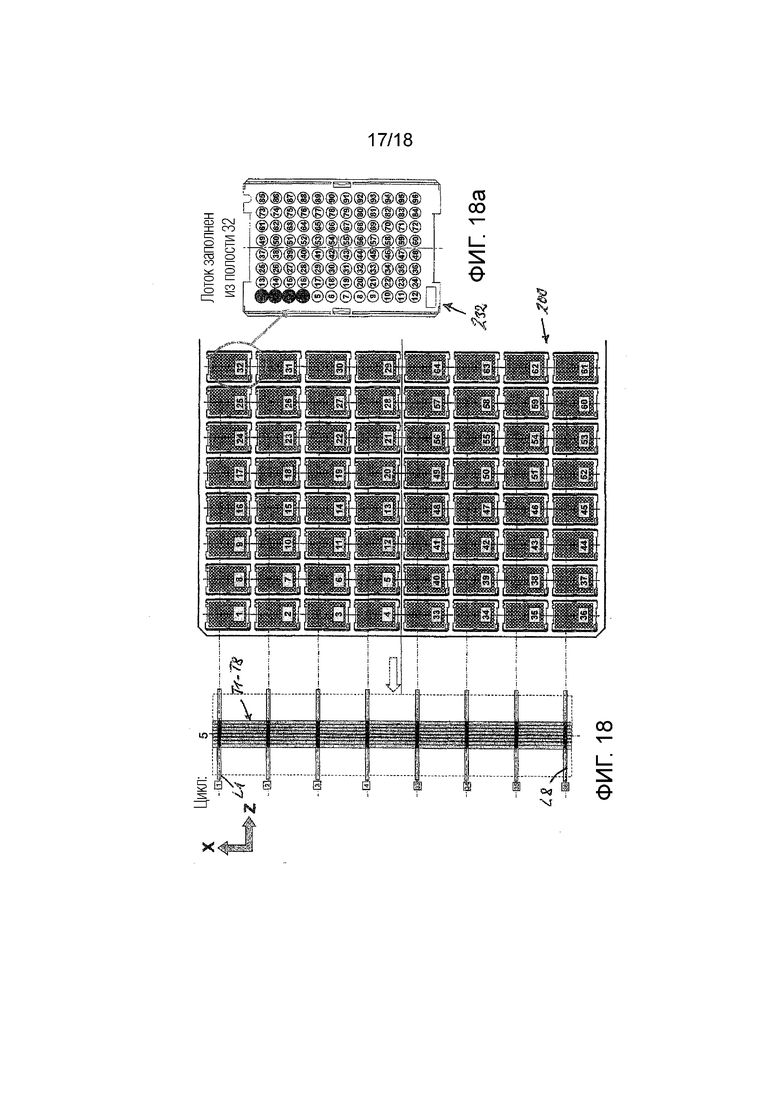
Фиг. 17 представляет еще не раздвинутый на Фиг. 16 блок передаточных планок при раздвижении по z-направлению над лотковым накопителем,
Фиг. 18 представляет вид соответственно Фиг. 14 при дополнительном цикле, и
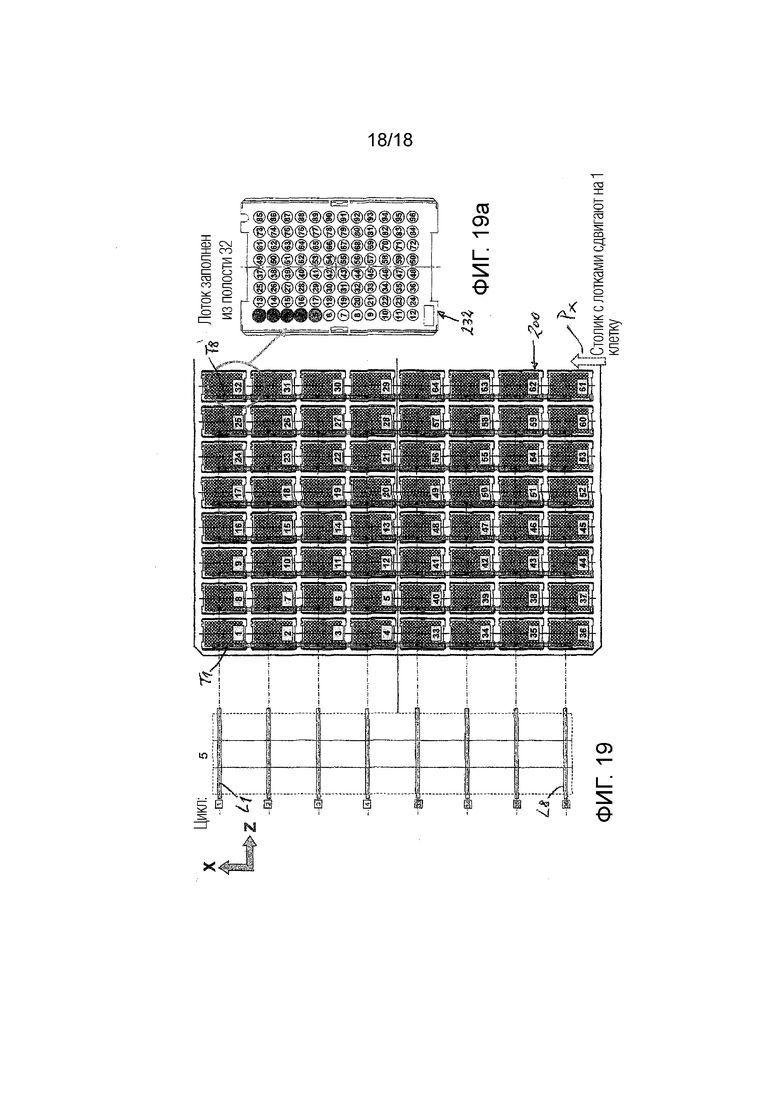
Фиг. 19 представляет раздвижение передаточных планок над сдвигаемым по х-направлению лотковым накопителем.
Описанное на Фиг. 1-5 перемещение полученных литьем под давлением изделий из кольцевого, или соответственно, кругообразного размещения полостей в пресс-форме для литья под давлением в рядное размещение в держателе изделий в подробностях описано в EP 3 052 388.
Отдельные полученные литьем под давлением изделия или, соответственно, наконечники пипеток (кончики) на Фиг. 1-11, в каждом случае снабжены номерами полостей в пресс-форме для литья под давлением соответственно Фиг. 1.
Фиг. 6 показывает вид сверху на половину держателя 100 изделий, который имеет восемь несущих планок L1-L8, которые своими концами смонтированы на двух траверсах 101 и 101’. В качестве примера конструкции, Фиг. 6 показывает две группы в каждом случае из четырех планок на расстоянии друг от друга на обеих траверсах 101, причем в каждой счетверенной группе нижняя группа составлена двумя планками, размещенными на меньшем расстоянии друг от друга. Это размещение несущих планок L в держателе 100 изделий следует рассматривать как пример, но оно может варьировать с произвольными расстояниями между горизонтальными рядами друг от друга и протяженными перпендикулярно к ним рядами полученных литьем под давлением изделий.
Фиг. 6 показывает нижнюю половину полностью изображенного в Фиг. 6а держателя 100 изделий, причем в обозначенной на Фиг. 6а номером 1 секции вставлены изображенные на Фиг. 6 по отдельности полученные литьем под давлением изделия от 01 до 64 первого цикла извлечения. Отдельные несущие планки L1-L8 могут быть отсоединены от обеих траверс 101, 101’.
Фиг. 7 показывает полученные литьем под давлением изделия 01-64 второго цикла извлечения, которые на Фиг. 8 вставлены в держатель 100 изделий в средней секции 2 на Фиг. 8а. Соответствующим образом Фиг. 9 показывает полученные литьем под давлением изделия 01-64 третьего цикла извлечения, и Фиг. 10 изображает их размещение в держателе 100 изделий, причем Фиг. 10а представляет его фрагмент как секцию 3.
Фиг. 11 показывает соответственно Фиг. 10 полученные литьем под давлением изделия трех дополнительных циклов 4, 5 и 6 извлечения во второй половине держателя 100 изделий и соответствующие секции 4-6 на Фиг. 11а.
Исходя из изображенного на Фиг. 11а полностью заполненного секциями 1-6 держателя 100 изделий проводят выполнение изображенных на Фиг. 12 и 13 от одного до трех этапов раздвижения.
Отдельные несущие планки L снимают с обеих траверс 101 и 101’, и на не показанном устройстве переводят в изображенное на Фиг. 12 и 13 раздвинутое по х-направлению положение, в котором отдельные несущие планки L имеют большее расстояние друг от друга в х-плоскости, чем на держателе 100 изделий.
Плотность размещения несущих планок L на держателе 100 изделий также может быть достигнута другим путем, нежели изображено на Фиг. 12 и 13.
При раздвижении по Х-направлению поперек продольной протяженности несущих планок L отдельные несущие планки позиционируют на одинаковых расстояниях друг от друга, причем каждая несущая планка L по своей длине занята полученными литьем под давлением изделиями из трех циклов извлечения.
На первом этапе на Фиг. 12 восемь несущих планок L1-L8 сектора 1 держателя изделий в положении разгрузки держателя 100 изделий приподнимают из этого положения, и на втором этапе восемь несущих планок L1-L8 этого сектора 1 раздвигают друг от друга по Х-направлению так, что восемь несущих планок L1-L8 имеют предварительно заданное увеличенное расстояние между ними, причем расстояние между отдельными несущими планками L выбирают одинаково большим.
Расстояние в раздвинутом состоянии также может быть выдержано различным в зависимости от конфигурации заполнения упаковочных контейнеров.
На третьем этапе на Фиг. 13 тем же путем раздвигают сектор 2 держателя изделий так, что восемь несущих планок L сектора 2 переводят в группу отодвинутых друг от друга несущих планок L на Фиг. 13, которая в представленном примере исполнения соответствует группе раздвинутых несущих планок L на Фиг. 12.
Фиг. 14 показывает раздвинутые несущие планки L1-L8, причем изображены только восемь несущих планок L сектора 1 или 2 из Фиг. 13.
Поперек лежащих в х-плоскости несущих планок L над ними в z-плоскости размещены относительно плотно лежащие друг рядом с другом передаточные планки Т, которые простираются по всей протяженности раздвинутых несущих планок L и размещены плотно уложенными друг к другу таким образом, что в каждом случае передаточные планки Т находятся над ортогональным рядом полученных литьем под давлением изделий на Фиг. 11.
На Фиг. 11 в правой секции 1 и 4 в каждом случае имеются восемь вертикальных рядов полученных литьем под давлением изделий. Соответственно этому, на Фиг. 14 над этими восемью вертикальными рядами полученных литьем под давлением изделий размещены в z-плоскости восемь передаточных планок Т1-Т8.
На Фиг. 14 полученные литьем под давлением изделия извлекают из несущих планок L и вводят в соответствующие выемки в передаточных планках Т. Введение может быть выполнено, например, засасыванием полученных литьем под давлением изделий посредством передаточных планок Т, причем изображенные на Фиг. 14 передаточные планки Т в каждом случае принимают одно полученное литьем под давлением изделие на местах пересечения с несущими планками L.
Изображенные на Фиг. 14 восемь передаточных планок Т1-Т8 после приема полученных литьем под давлением изделий из несущих планок L раздвигают по z-направлению в z-плоскости (Фиг. 17) поперек продольной протяженности передаточных планок Т и, соответственно, в продольном направлении несущих планок L, и позиционируют над изображенным на Фиг. 15 лотковым накопителем 200 так, что раздвинутые передаточные планки Т в каждом случае размещают над первым вертикальным рядом в лотке.
Лотковый накопитель 200 в представленном на Фиг. 15 примере исполнения соответственно числу 64 полостей в пресс-форме для литья под давлением (Фиг. 1) имеет 64 лотка 201-264, причем Фиг. 15а изображает отдельный лоток 232 в увеличенном виде.
Лотки на Фиг. 15 пронумерованы номерами от 1 до 64 соответственно нумерации полостей в пресс-форме для литья под давлением (Фиг. 1).
Другими словами, в представленном примере исполнения лотки 201-264 заполнены сообразно числу полостей.
Номера полученных литьем под давлением изделий в лотке 232 соответствуют уже не номерам полостей, а номерам циклов извлечения. Лоток 232 после 96 циклов литья под давлением заполнен 96 полученными литьем под давлением изделиями из полости 32.
При этих циклах извлечения многократно меняется держатель изделий (WT), как представлено на Фиг. 15а.
Расположение раздвинутых на Фиг. 14 по Х-направлению несущих планок L и раздвинутых на Фиг. 15 по z-направлению передаточных планок Т образует по существу решетчатую структуру, в которой отдельные планки образуют стержни решетки, расстояние между которыми относительно друг друга может варьировать, причем несущие планки L сдвинуты в х-плоскости на виде сверху относительно раздвинутых передаточных планок Т в z-плоскости в Фиг. 15, которая размещена над х-плоскостью по y-направлению.
Ряды полученных литьем под давлением изделий в несущих планках L в пунктах формулы изобретения обозначены как первые ряды L, и ряды полученных литьем под давлением изделий в передаточных планках Т как вторые ряды Т.
При таком решетчатым расположении первых рядов L и вторых рядов Т, например, вторые ряды Т на Фиг. 14 могут отстоять друг от друга на расстоянии по отношению к плотному размещению, благодаря чему объясняется решетчатая структура.
Фиг. 16 показывает для дополнительного пояснения перспективный вид конструкции на Фиг. 14 и 15, причем состоящий из восьми передаточных планок Т1-Т8 z-раздвижной блок размещен над правой секцией 1 и, соответственно, 4 изображенных на Фиг. 11 секций 1-6 несущих планок L.
Символом Р на Фиг. 16 обозначена стрелка, которая указывает передачу полученных литьем под давлением изделий из несущих планок L в передаточные планки Т по Y-направлению.
После приема полученных литьем под давлением изделий из раздвинутых несущих планок L через z-раздвижной блок на Фиг. 16 передаточные планки Т раздвигаются по z-направлению в z-плоскости вдоль стрелки Р1, и позиционируются над лотковым накопителем 200, как это показано на Фиг. 15, причем Фиг. 17 изображает это на виде в перспективе. Из положения на Фиг. 15 и Фиг. 17 полученные литьем под давлением изделия соответственно стрелке Р2 в Фиг. 17 передаются вниз навстречу y-направлению в отдельные лотки.
В представленном примере исполнения в первом вертикальном ряду раздвинутых несущих планок L находятся пронумерованные на Фиг. 11 от 01 до 04 и от 33 до 36 полученный литьем под давлением изделия.
Соответственно этому, восемь передаточных планок Т на Фиг. 14 принимают первые восемь вертикальных рядов полученных литьем под давлением изделий так, что вышележащий первый горизонтальный ряд полученных литьем под давлением изделий с номерами от 01 до 32 подхватывается передаточными планками Т1-Т8. Такая же передача полученных литьем под давлением изделий производится в нижележащих раздвинутых рядах несущих планок L на передаточные планки Т.
На Фиг. 14 в первом цикле передаточными планками Т1-Т8 принимаются первые восемь рядов полученных литьем под давлением изделий несущих планок L сектора 1, раздвигаются по направлению стрелки Pz и распределяются на лотки от 201 до 264 лоткового накопителя 200, как показано на Фиг. 15, причем передаточные планки Т после раздвижения помещают полученное литьем под давлением изделие в первый вертикальный ряд лотка.
Фиг. 15а показывает, что в этом цикле 1 обозначенное номером 1 полученное литьем под давлением изделие вводится в лоток 232.
Передаточные планки Т после передачи полученных литьем под давлением изделий в лотки опять сдвигаются вместе и позиционируются над средними восемью вертикальными рядами несущих планок L, после чего производится второй цикл распределения полученных литьем под давлением изделий с несущих планок L на лотки от 201 до 264 после нового раздвижения передаточных планок Т, причем лотковый накопитель на первом этапе сдвигается вверх по х-направлению так, что полученное литьем под давлением изделие из полости 32 вводится в обозначенное номером 2 на Фиг. 15 положение в лотке 232.
В третьем цикле процесс повторяется над третьей секцией несущей планки L на Фиг. 4.
После третьего цикла несущие планки L на Фиг. 14 и 16 опустошаются, после чего они сводятся вместе и используются в держателе 100 изделий и, соответственно, на его траверсах 101 и 101’, для нового заполнения.
В то же время еще заполненные несущие планки L второго сектора 2 держателя 100 изделий переводятся в положение согласно Фиг. 14 так, что могут быть выполнены описанные выше циклы 4-6.
Передаточные планки Т для раздвижения по z-направлению и для сдвигания вместе для нового приема полученных литьем под давлением изделий с несущих планок L смонтированы в стационарном устройстве, тогда как несущие планки L для подъема держателя 100 изделий, раздвижения по х-направлению и возвращения в другой держатель 100 изделий после опустошения являются свободно подвижными.
На Фиг. 15 изображены восемь горизонтальных рядов лотков в лотковом накопителе 200, тогда как передаточные планки Т простираются только ограниченно над семью рядами лотков. Для возможности полного заполнения лотков из передаточных планок Т также из нижнего ряда лотковый накопитель 200 на Фиг. 15 предпочтительно сдвигается вверх относительно z-раздвижного блока передаточных планок Т, как показано на Фиг. 19 стрелкой Рх. Также возможно перемещение передаточных планок Т относительно лоткового накопителя 200 по х-направлению для заполнения лотков.
Фиг. 18 и 19 показывают сдвигание лоткового накопителя 200 по Х-направлению вверх относительно положения на Фиг. 15.
Фиг. 14 показывает передаточные планки Т над правой из трех секций несущих планок L соответственно циклам 1, 2 и 3, тогда как Фиг. 18 изображает передаточные планки Т в цикле 5 над средней секцией несущих планок L.
В предшествующем цикле 4 передаточные планки Т в каждом случае были размещены над первым рядом в лотках соответственно Фиг. 15, сообразно чему после опустошения передаточных планок Т они по направлению стрелки на Фиг. 18 опять сдвигаются вместе и позиционируются над средней секцией несущих планок L.
На Фиг. 18 передаточные планки Т в цикле 5 принимают полученные литьем под давлением изделия от 01 до 04 и от 33 до 36 из несущих планок L, после чего передаточные планки Т размещаются над отдельными лотками после раздвижения по z-направлению, как показано на Фиг. 19.
На Фиг. 14 в первом цикле в каждом случае занималось положение 1 в лотке 232, как показано на Фиг. 15а.
В изображенном до сих пор цикле 4 в сдвинутый вверх лотковый накопитель 200 вводилось полученное литьем под давлением изделие из полости 32 в положение 4 на Фиг. 18а, после чего опустошенные передаточные планки Т перемещались в положение на Фиг. 18 над несущими планками L.
После приема полученных литьем под давлением изделий на Фиг. 18 передаточными планками Т они раздвигаются по Z-направлению над лотковым накопителем 200, причем лотковый накопитель на дополнительном этапе смещается вверх по Х-направлению, как показывает Фиг. 19 стрелкой Рх, так, что при опустошении передаточных планок Т полученное литьем под давлением изделие с номером 5 соответственно циклу 5 вводится в лоток 232, как показывает Фиг. 19а.
Соответственно этому, лотковый накопитель 200 при дополнительном цикле в каждом случае смещается вверх на этапе соответственно горизонтальном ряду в лотковом накопителе по Х-направлению, пока полученные литьем под давлением изделия из самой нижней несущей планки L8 не смогут быть введены в самый нижний горизонтальный ряд лотков от 236 до 261, которые на Фиг. 18а и 19а снабжены номерами 12, 24, 36 и т.д.
На Фиг. 15а, 18а и 19а предусмотрено заполнение лотка 232 полученными литьем под давлением изделиями из полости 32 пресс-формы для литья под давлением с номерами от 1 до 96, которые соответствуют уже не номеру полости, а смене держателя изделий после различных циклов извлечения полученных литьем под давлением изделий из машины для литья под давлением.
Планки L и Т образуют поддерживающие устройства для полученных литьем под давлением изделий так, что при передаче посредством планок L и Т сами полученные литьем под давлением изделия не должны быть подвижными. Тем самым нет никакой опасности повреждения полученных литьем под давлением изделий во время перемещения планок L и Т.
Каждая из передаточных планок Т и/или несущих планок L предпочтительно снабжена собственным приводом, например, таким как сервомотор, шаговый двигатель или линейный двигатель, который может управляться электронным управляющим блоком, для индивидуального регулирования отдельных планок.
Благодаря этому получается огромное разнообразие настраиваемых решетчатых структур, причем отдельные стержни решетки сформированы планками L и Т. Решетчатые структуры тем самым могут быть приспособлены для меньшего или большего упаковочного контейнера.
Но также возможно приведение отдельных планок в соответствующее положение посредством непоказанного внешнего устройства, без необходимости в том, чтобы каждая отдельная планка имела собственный привод.
В результате перемещения вставленных в планки L и Т полученных литьем под давлением изделий они при распределении в накопителе или в упаковочном контейнере передвигаются только при передаче с несущих планок L в передаточные планки Т, и из них в упаковочные контейнеры по отдельности.
Изображенный на Фиг. 15 лотковый накопитель 200 в практическом варианте исполнения упаковочного устройства может быть предусмотрен в сдвоенном исполнении, причем после заполнения лоткового накопителя на Фиг. 15 он может быть сдвинут вправо, и для следующего цикла пустой лотковый накопитель может быть размещен примыкающим к z-раздвижному блоку с передаточными планками Т так, что этот второй лотковый накопитель может быть поэтапно заполнен, тогда как лотки из первого полностью заполненного лоткового накопителя могут быть извлечены и, например, упакованы в пленку на упаковочной машине.
Возможны различные вариации описанных конструкций. Так, например, первые и/или вторые ряды полученных литьем под давлением изделий также могут быть раздвинуты в каждом конкретном продольном направлении рядов, и не только поперек продольной протяженности. В результате этого могут быть предусмотрены различные конфигурации заготовок полученных литьем под давлением изделий для заполнения накопителя или упаковочных контейнеров.
Также возможно размещение извлеченных из машины для литья под давлением полученных литьем под давлением изделий в держателе изделий, в котором вертикальные и горизонтальные ряды размещены в более компактном порядке, после чего полученные литьем под давлением изделия извлекаются из держателя изделий в свободно выбираемой последовательности, и могут раздвигаться до предварительно заданной степени, после чего полученные литьем под давлением изделия из выбранной конфигурации переводятся во вторые ряды, из которых заполняется(-ются) накопитель или упаковочный контейнер.
Эти многообразные возможности достигаются формированием первых рядов или первых групп в х-плоскости после извлечения из держателя изделий и перевода рядов или групп в z-плоскость, причем в х-плоскости и/или в z-плоскости возможно раздвижение также по протяженным по вертикали друг над другом направлениям.
Конфигурация отбора (дистанция) из раздвинутых несущих планок L и конфигурация передачи (дистанция) передаточных планок Т при загрузке в упаковочные контейнеры и, соответственно, в накопитель, является переменной и свободно выбираемой. Тем самым получается обширная возможность вариаций при расчете размеров упаковочных контейнеров и числа полученных литьем под давлением изделий на впрыск машины для литья под давлением для распределения и заполнения упаковочных контейнеров. Так, вместо описанного числа 64 полостей может быть предусмотрено число 128 с соответствующим увеличением держателя изделий и, соответственно, его подразделением на множество секций вместо представленных секций от 1 до 6 (Фиг. 11а). Таким же образом может быть предусмотрено уменьшение числа полостей, например, до 32 на впрыск.
Соответствующим образом отдельные лотки могут быть выполнены более крупными или более мелкими, в зависимости от числа полостей, в частности, когда лотки должны заполняться сообразно числу полостей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ УПАКОВКИ ОТЛИТЫХ ПОД ДАВЛЕНИЕМ ДЕТАЛЕЙ | 2014 |
|
RU2660248C2 |
| СПОСОБ АВТОМАТИЧЕСКОЙ УПАКОВКИ КОНТЕЙНЕРОВ | 2004 |
|
RU2362715C2 |
| Линия формирования садки сырца-кирпича на печную вагонетку | 1987 |
|
SU1412975A1 |
| Способ непрерывной горячей формовки сотового наполнителя из препрега | 2018 |
|
RU2673049C1 |
| Грейферное устройство для подачи заготовок к прессу | 1989 |
|
SU1719134A1 |
| Прибор для испытания грунтов боковым давлением в буровых скважинах | 1941 |
|
SU64349A1 |
| ПОЛНООПОРНЫЙ РАЗДВИЖНОЙ БАРАБАН | 2011 |
|
RU2587089C2 |
| Контейнер для хранения и транспортировки овощей и фруктов | 1973 |
|
SU654524A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННЫХ ТЕСТОВЫХ ЗАГОТОВОК ЛАПШИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2097986C1 |
| ВОЛНОВАЯ ОТКЛЮЧАЕМАЯ ПЕРЕДАЧА | 2005 |
|
RU2293232C1 |
Изобретение относится к способу и к устройству для упаковки полученных литьем под давлением изделий, в частности, медицинских реакционных сосудов, таких как наконечники пипеток, причем литые изделия переводят из машины для литья под давлением в упаковочные контейнеры. Способ упаковки полученных литьем под давлением изделий, в частности применяемых в медицине изделий, таких как наконечники пипеток, заключается в том, что их извлекают из полостей машины для литья под давлением, вводят в накопитель или в упаковочный контейнер в форме первых рядов и раздвигают эти первые ряды, после чего полученные литьем под давлением изделия извлекают из раздвинутых первых рядов в форме вторых рядов, которые проходят перпендикулярно первым рядам, и раздвигают вторые ряды, после чего полученные литьем под давлением изделия из вторых рядов вводят в упаковочные контейнеры или в накопитель. Посредством соответствующей изобретению конструкции обеспечивается то, что упаковочные контейнеры заполняются с заданным типом заполнения, в частности сообразно числу полостей. 2 н. и 8 з.п. ф-лы, 19 ил.
1. Способ упаковки полученных литьем под давлением изделий, в частности применяемых в медицине изделий, таких как наконечники пипеток, которые извлекают из полостей машины для литья под давлением и вводят в накопитель или в упаковочный контейнер,
- причем полученные литьем под давлением изделия размещают в держателе (100) изделий,
- полученные литьем под давлением изделия извлекают из держателя (100) изделий в форме первых рядов (L) и раздвигают эти первые ряды (L),
- после чего полученные литьем под давлением изделия извлекают из раздвинутых первых рядов (L) в форме вторых рядов (Т), которые проходят перпендикулярно первым рядам (L),
- раздвигают вторые ряды (Т),
- после чего полученные литьем под давлением изделия из вторых рядов (Т) вводят в упаковочные контейнеры (201-264) или в накопитель.
2. Способ по п. 1, причем упаковочные контейнеры (201-264) размещают в расположенных рядом друг с другом и проходящих параллельно вторым рядам (Т) рядах для заполнения из вторых рядов (Т).
3. Способ по п. 2, причем в каждом случае на месте пересечения между раздвинутыми первыми рядами (L) и нераздвинутыми вторыми рядами (Т) передают одно полученное литьем под давлением изделие на вторые ряды (Т) и полученные литьем под давлением изделия из вторых рядов (Т) после их раздвижения вводят в упаковочные контейнеры (201-264).
4. Способ по одному из пп. 1-3, причем полученные литьем под давлением изделия из заполненного после множества циклов извлечения держателя (100) изделий распределяют на первые ряды (L) так, что полученные литьем под давлением изделия, которые извлечены из одной и той же полости пресс-формы для литья под давлением, размещают друг под другом в первых рядах (L) так, что вторые ряды (Т) в каждом случае принимают полученные литьем под давлением изделия из одной и той же полости из первых рядов (L).
5. Способ по одному из пп. 1-4, причем для заполнения упаковочных контейнеров или накопителя из вторых рядов (Т) производят относительное смещение между вторыми рядами и упаковочными контейнерами или соответственно накопителем в продольном направлении вторых рядов (Т).
6. Устройство для упаковки полученных литьем под давлением изделий, в частности применяемых в медицине изделий, таких как наконечники пипеток, которые извлекают из полостей машины для литья под давлением и вводят в накопитель или в упаковочный контейнер, включающее:
- держатель (100) изделий, который имеет съемные несущие планки (L) для приема полученных литьем под давлением изделий,
- устройство для раздвижения снятых с держателя (100) изделий несущих планок (L) поперек их продольной протяженности,
- передаточные планки (Т), которые размещены перпендикулярно несущим планкам (L),
и
- устройство для раздвижения передаточных планок (Т) поперек их продольной протяженности.
7. Устройство по п. 6, причем
упаковочные контейнеры (от 201 до 264) размещены в пролегающих рядом друг с другом рядах, которые простираются параллельно передаточным планкам (Т), и передаточные планки (Т) раздвигаются так, что в каждом случае одна передаточная планка (Т) позиционируется над рядом упаковочных контейнеров (201-264).
8. Устройство по п. 7, причем
упаковочные контейнеры (от 201 до 264) выполнены с возможностью передвижения в продольном направлении передаточных планок (Т) относительно них и соответственно передаточные планки (Т) выполнены с возможностью передвижения по направлению их продольной протяженности относительно упаковочных контейнеров.
9. Устройство по п. 6, причем передаточные планки (Т) в каждом случае снабжены сервомотором для передвижения относительно друг друга, регулируемым электронным управляющим устройством.
10. Устройство по одному из пп. 6-9, причем каждая передаточная планка (Т) снабжена устройством для приема полученных литьем под давлением изделий из несущих планок (L) и для передачи полученных литьем под давлением изделий в упаковочные контейнеры (201-264).
| СПОСОБ И УСТРОЙСТВО ДЛЯ УПАКОВКИ ОТЛИТЫХ ПОД ДАВЛЕНИЕМ ДЕТАЛЕЙ | 2014 |
|
RU2660248C2 |
| Устройство для укладки изделий в тару | 1987 |
|
SU1500554A1 |
| WO 2015049350 A1, 09.04.2015 | |||
| WO 2011003507 A1, 13.01.2011 | |||
| US 2014165511 A1, 19.06.2014. | |||

