Изобретение относится к упаковке, в частности к автоматическим линиям для перегруппировки изделий из нескольких рядов в один с одновременной переориентацией предметов и последующей укладкой изделий в тару.
Цель изобретения - повышение производительности за счет исключения простоев при неравномерной подаче изделий по рядам и расшир ния техно-, логических возможностей путем обеспечения возможности укладки изделий по одному ряду или по нескольким рядам одновременно.
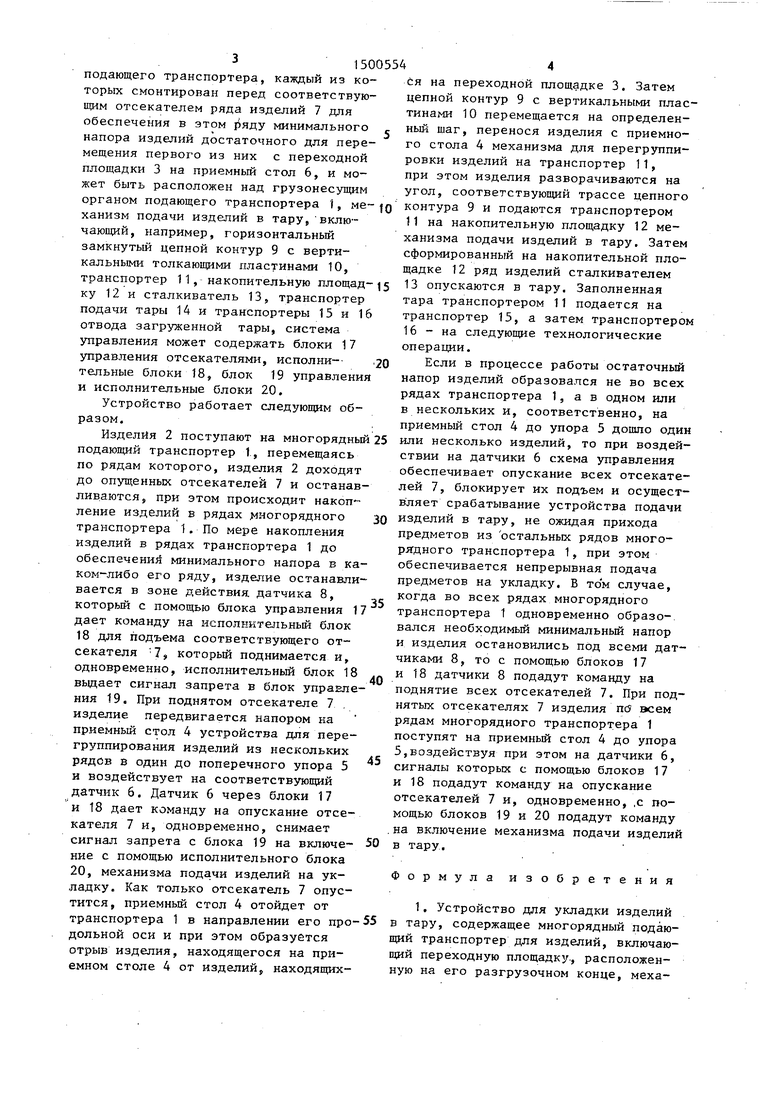
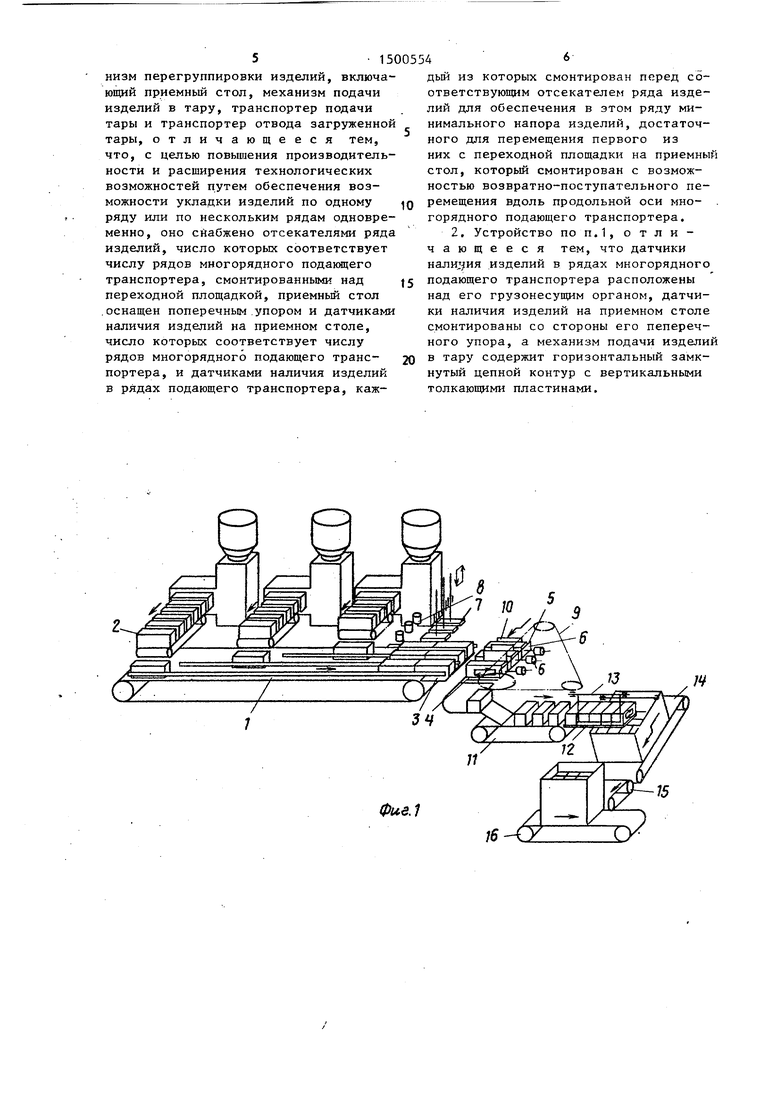
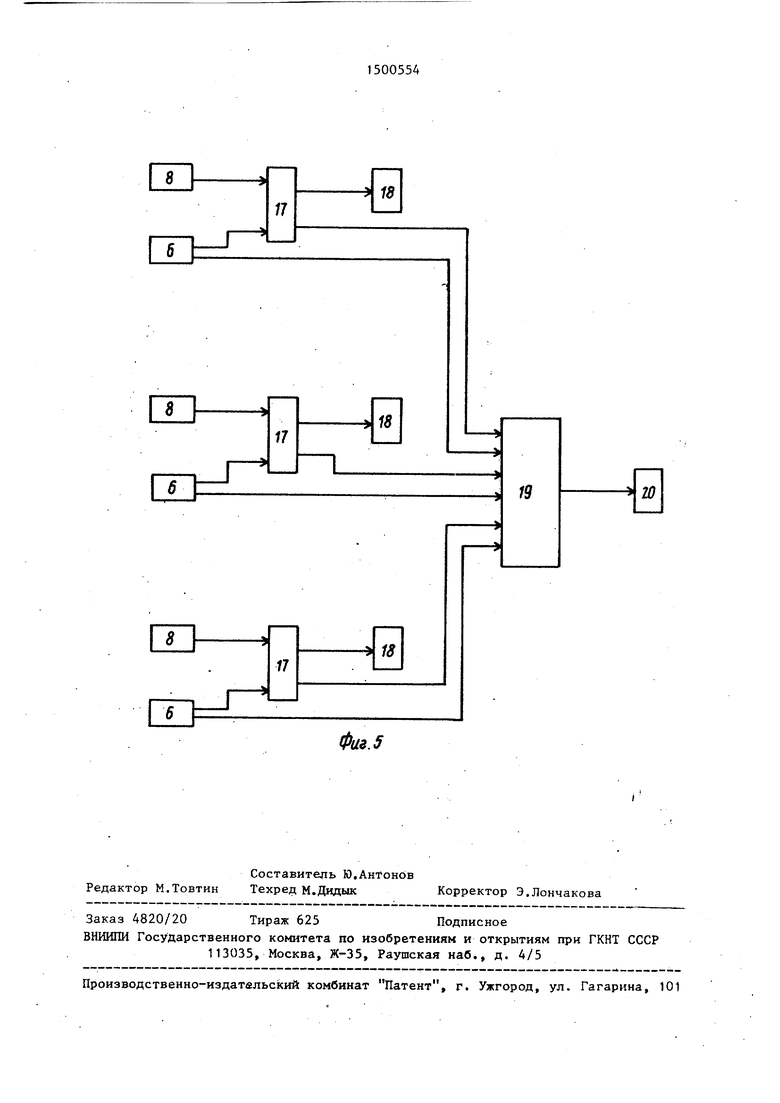
На фиг.1 изображена схема устройства в аксонометрической проекции; на фиг.2 - механизм перегруппировки изделий; на фиг.З - устройство, вид сверху; на фиг.4 - вид А на фиг.З; на фиг.5 - блок-схема системы управ- ления.
Устройство для укладки И&дёгв11 в тару содержит многорядный подающий транспортер 1 для изделий 2, включающий переходную площадку 3, расположенную на его разгрузочном конце, механизм перегруппировки изделий, включающий приемный стол 4, смонтированный с возможностью возвратно- поступательного перемещения вдоль продольной оси подающего транспортера 1 и оснащенный поперечным упором 5, и датчиками 6 наличия изделий на приемной столе, число которых соответствует числу рядов многорядного подающего транспортера 1, и могут быть смонтированы со стороны поперечного упора 5, отсекатели 7 ряда изделий, смонтированные над переходной площадкой 3, число которых также соответствует числу рядов транспортера 1 и датчики 8 наличия изделий в рядах
ел
сд ел
3150055
подающего транспортера, каждый из которых смонтирован перед соответствующим отсекателем ряда изделий 7 для обеспечения в этом ряду минимального напора изделий достаточного для перемещения первого из них с переходной площадки 3 на приемный стол 6, и может быть расположен над грузонесущим органом подающего транспортера i, ме-|Q ханизм подачи изделий в тару, включающий, например, горизонтальный замкнутый цепной контур 9 с вертикальными толкающими пластинами 10, транспортер 11, накопительную площад-|5 ку 12 и сталкиватель 13, транспортер подачи тары 14 и транспортеры 13 и 16 отвода загруженной тары, система управления может содержать блоки 17 управления отсекателями, исполни- ,20 тельные блоки 18, блок 19 управления и исполнительные блоки 20.
Устройство работает следующим образом.
ся на переходной площадке 3. Затем цепной контур 9 с вертикальными пластинами 10 перемещается на определенный шаг, перенося изделия с приемного стола 4 механизма для перегруппировки изделий на транспортер 11, при этом изделия разворачиваются на угол, соответствующий трассе цепного контура 9 и подаются транспортером 11 на накопительную площадку 12 механизма подачи изделий в тару. Затем сформированньй на накопительной площадке 12 ряд изделий сталкивателем 13 опускаются в тару. Заполненная тара транспортером 11 подается на транспортер 15, а затем транспортеро 16 - на следующие технологические операции.
Если в процессе работы остаточный напор изделий образовался не во всех рядах транспортера 1, а в одном или в нескольких и, соответственно, на приемный стол 4 до упора 5 дошло оди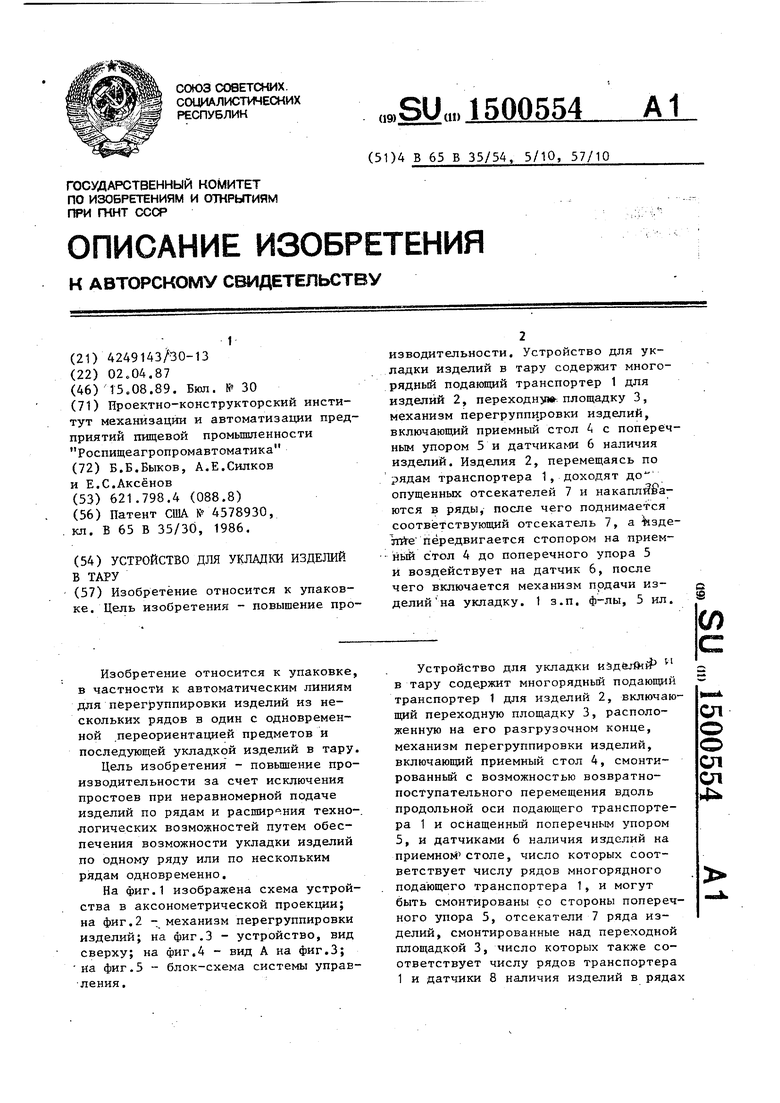
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГРУППОВОГО УПАКОВЫВАНИЯ БУТЫЛОК | 1998 |
|
RU2143385C1 |
| Устройство для укладки штучных изделий в тару (варианты) | 1991 |
|
SU1824347A1 |
| Устройство для укладки цилиндрических изделий в тару | 1981 |
|
SU1043070A2 |
| Устройство для укладки штучных изделий в тару | 1988 |
|
SU1599258A1 |
| ЛИНИЯ ДЛЯ ВЫРАБОТКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ НА ЛИСТАХ | 1971 |
|
SU424550A1 |
| Установка для укладки кирпича напЕчНыЕ ВАгОНЕТКи | 1978 |
|
SU804452A1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| Устройство для укладки предметов в тару | 1982 |
|
SU1113309A1 |
| Устройство для формирования рядов предметов | 1987 |
|
SU1413021A1 |
| Устройство для укладки штучных изделий в коробки | 1987 |
|
SU1479346A1 |
Изобретение относится к упаковке. Цель изобретения - повышение производительности. Устройство для укладки изделий в тару содержит многорядный подающий транспортер 1 для изделий 2, переходную площадку 3, механизм перегруппировки изделий, включающий приемный стол 4 с поперечным упором 5 и датчиками 6 наличия изделий. Изделия 2, перемещаясь по рядам транспортера 1, доходят до опущенных отсекателей 7 и накапливаются в ряды, после чего поднимается соответствующий отсекатель 7, а изделие передвигается стопором на приемный стол 4 до поперечного упора 5 и воздействует на датчик 6, после чего включается механизм подачи изделий на укладку. 1 з.п.ф-лы, 5 ил.
Изделия 2 поступают на многорядный 25 или несколько изделий, то при воздей
подающий транспортер 1, перемещаясь по рядам которого, изделия 2 доходят до опущенных отсекателей 7 и останавливаются, при этом происходит накопление изделий в рядах 1ногорядного транспортера 1. По мере накопления изделий Б рядах транспортера 1 до обеспечений минимального напора в каком-либо его ряду, изделие останавливается в зоне действия датчика 8, который с помощью блока управления 17 дает команду на исполнительный блок 18 для подъема соответствующего от- секателя 7, который поднимается и, одновременно, исполнительный блок 18 выдает сигнал запрета в блок управления 19. При поднятом отсекателе 7 . издепие передвигается напором на приемный стол 4 устройства для перегруппирования изделий из нескольких рядов в один до поперечного упора 5 и воздействует на соответствующий датчик 6. Датчик 6 через блоки 17 и 18 дает команду на опускание отсе- кателя 7 и, одновременно, снимает сигнал запрета с блока 19 на включе- ние с помощью исполнительного блока 20, механизма подачи изделий на укладку. Как только отсекатель 7 опустится, приемный стол 4 отойдет от транспортера 1 в направлении его про- дольной оси и при этом образуется отрыв изделия, находящегося на приемном столе 4 от изделий, находящих5
ЗО .. 0 5
ствии на датчики 6 схема управления обеспечивает опускание всех отсекателей 7, блокирует их подъем и осуществляет срабатывание устройства подачи изделий в тару, не ожидая прихода предметов из остальных рядов многорядного транспортера 1, при этом обеспечивается непрерывная подача предметов на укладку. В то м случае, когда во всех рядах многорядного транспортера 1 одновременно образовался необходимый минимальный напор и изделия остановились под всеми датчиками 8, то с помощью блоков 17 и 18 датчики 8 подадут команду на поднятие всех отсекателей 7. При поднятых отсекателях 7 изделия пб всем рядам многорядного транспортера 1 поступят на приемный стол 4 до упора 5,воздействуя при этом на датчики 6, снгнсшы которых с помощью блоков 17 и 18 подадут команду на опускание отсекателей 7 и, одновременно, ,с помощью блоков 19 и 20 подадут команду .на включение механизма подачи изделий в тару.
Формула изобретения
2, Устройство по П.1, отличающееся тем, что датчики изделий в рядах многорядного подающего транспортера расположены над его грузонесущим органом, датчики наличия изделий на приемном столе смонтированы со стороны его пепереч- ного упора, а механизм подачи издели в тару содержит горизонтальный замкнутый цепной контур с вертикальными толкающими пластинами.
ФиЗ.1
Фаг It
Фиг. 2
17
Фиг.5
| Патент США К 4578930, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
