бидб
Ю
СО
СП
1
Изобретение относится к производству керамических изделий, в частности кирпича, и может быть использовано при изготовлении огнеупорного и строительного кирпича.
Целью изобретения является повышение производительности и снижение материалоемкости.
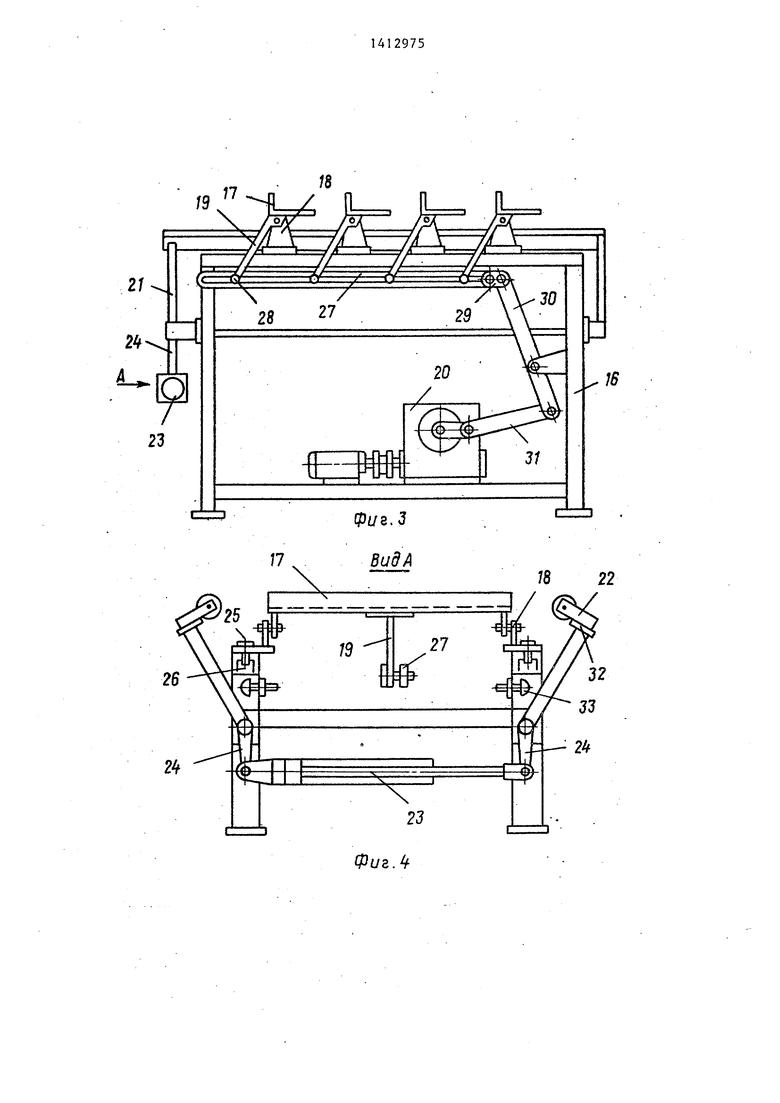
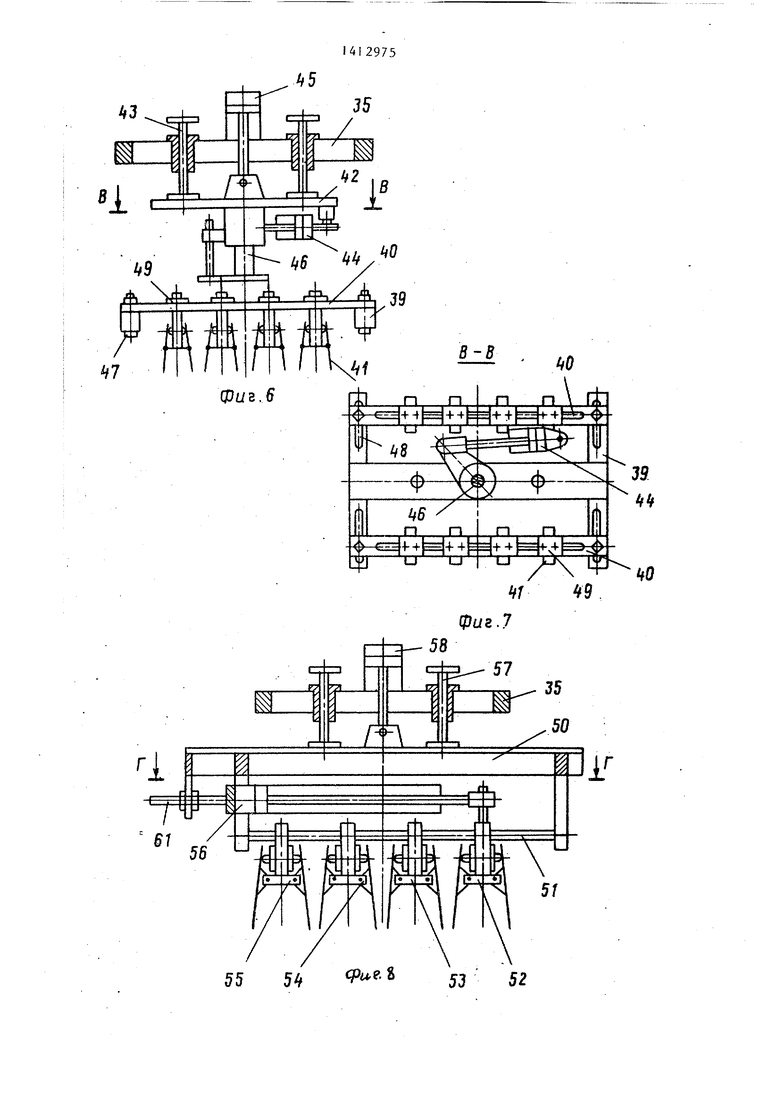
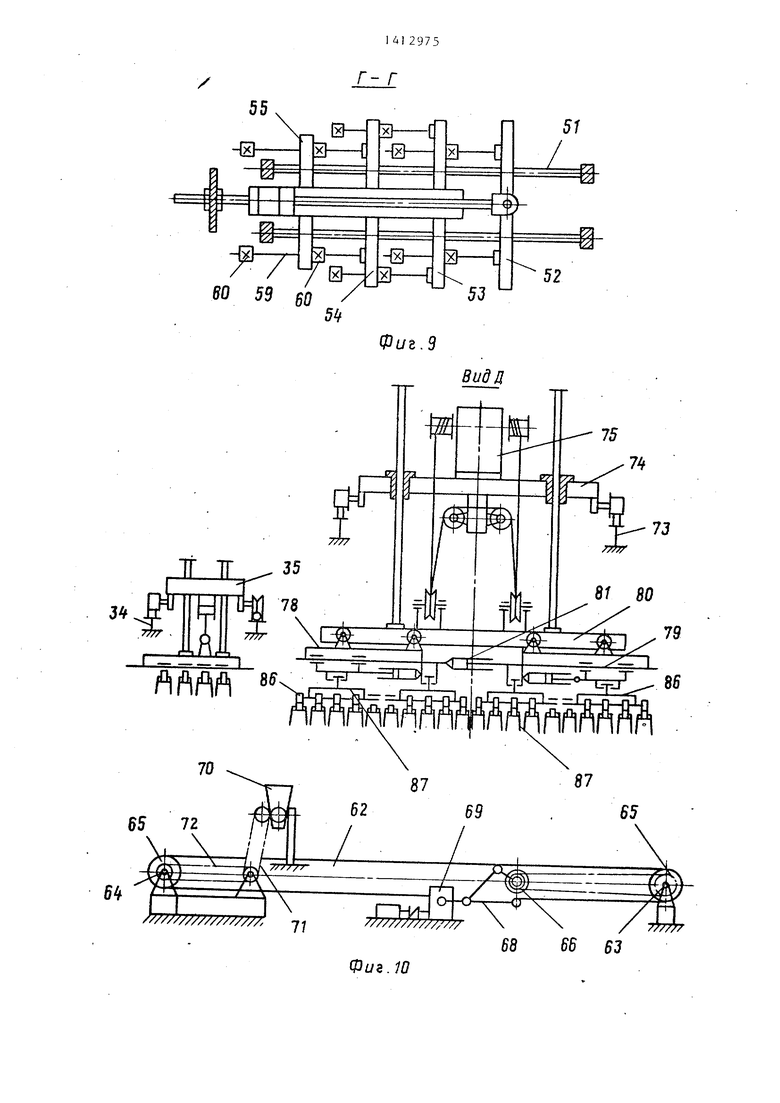
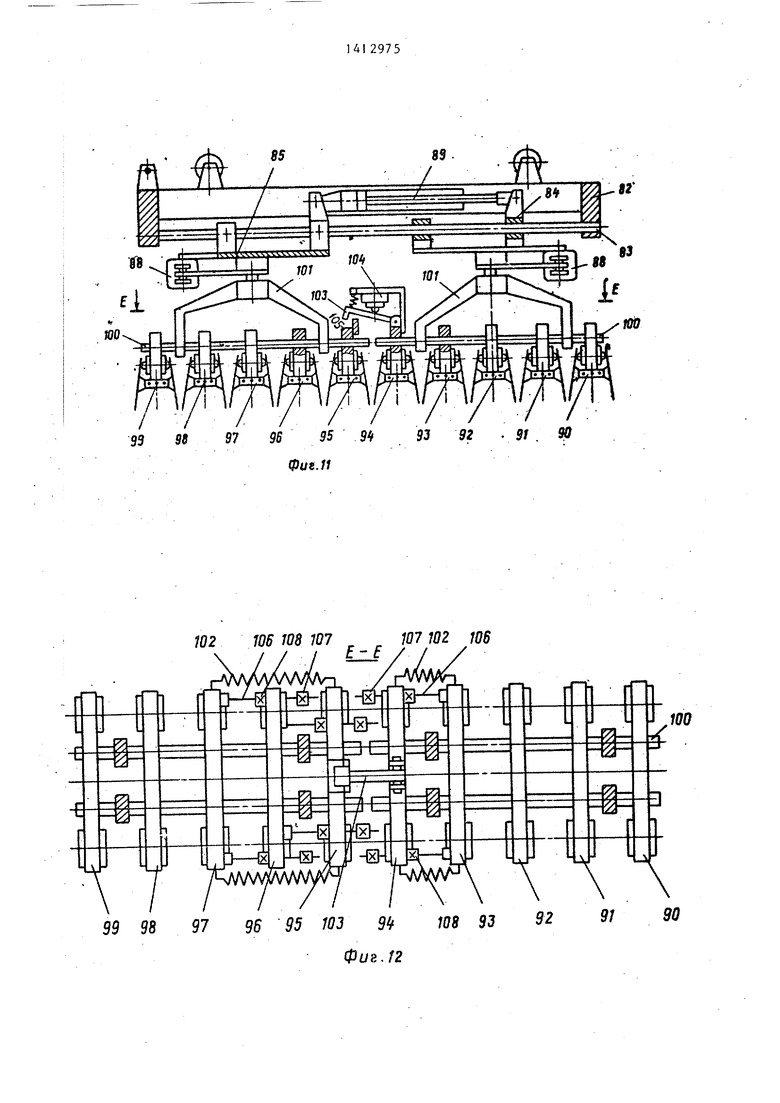
На фиг,1 схематически изображена предлагаемая.линия, вид сверху; на фиг.2 - приемный транспортер, вид сбоку; на фиг.З - кантователь, вид сбоку; на фиг.4 - вид А на фиг.З; на фиг.5 - вид В на фиг.1; на фиг.6 - приемный захват перекладчика; на фиг.7 - разрез В-В на фиг.6; на фиг.8 основной захват перекладчика; на фиг.9 - разрез Г-Г на фиг.8;на фиг. 10- . вид Д на фиг.11 на фиг.11 - правый захват, йид сбоку; на фиг,12 - разрез Е-Е на фиг.11; на фиг.13 - вид садки, с формированной линией.
Линия формирования садки содержит приемньш транспортер 1, продольная ось которого совпадает с осью пресса установленный параллельно ему формирователь 2 слоя, расположенный между ними на равньк расстояниях параллельно -ик продольным осям кантона- тель 3, перекладчик 4, установле1шый так, что его тележка в одном из крайних положений может располагаться над приемным транспортером и кантователем, а в другом крайнем положении над кантователем и формирователем слоя в зоне ( Кладки упорядоченных частей слоя, причем направление движения
U
Количество поворотных платформ на раме 16 кантователя .от двух до четырех и расстояния между ними устанавливаются при наладке в зависимости от числа одновременно прессуемых изделий и их положения при прессовании. Полож.ение кантующих платформ относитележки перекладчика 4 перпеццикулярно продольным осям приемного транспор140 тельно рамы кантователя должно быть тера, кантователя и формирователя слоя, пересыпщик 5, смонтированньш на фор- - гадрователе 2 слоя между зоной укладки сформированных частей слоя и зосимметричным двум последним рядам изделий на приемном транспортере. Толкающие ролики 22 закрепляются.на поперечинах рам 21 против скантованных
ной расположения полного слоя изде- 45 изделий. Схождение П-образных ЛИЙ, и перегрузочное устройство мани- Р 21 ограничивают регулируеммт пуляторов 6, расположенное перпенди- упорами 33 и устанавливают расстоя- кулярно продольной оси формирователя слоя.
50
ние между толкающими роликами в этом положении несколько большим (на 5- 6 мм) длины ряда изделий.
10
t5
- -
, 3035ся
129752
выключатель 14 и пружину 15, прижимающую ролик к ленте 9.
Длина окружности ролика 12 равна шагу размещения изделий на ленте 9 и определяет величину перемещения рядов изделий приемным транспортером 1 за один цикл работы пресса.
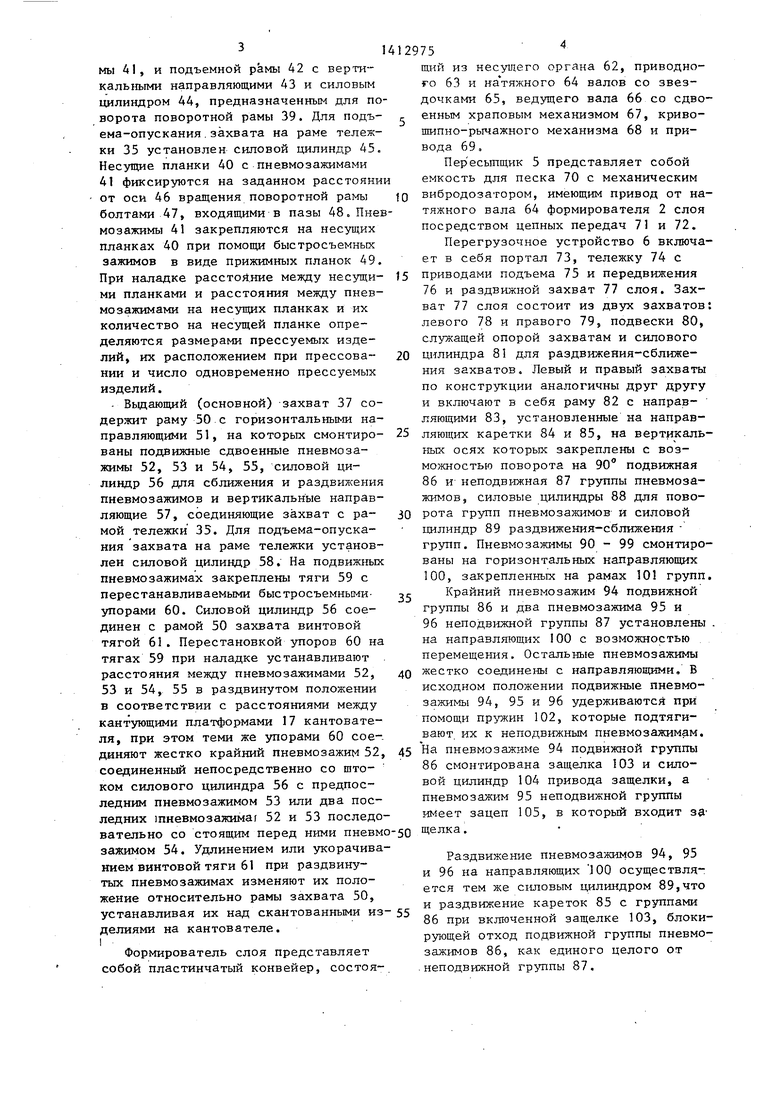
Кантователь представляет собой раму 16, на которой установлены канту- нлцие поворотные платформы 17 с опорами 18 и приводными рычагами 19, привод 20 и П-образные сближающие рамы
21сближателя с толкающими роликами
22и силовым цилиндром 23, подвешенным к рычагам 24 сближающих рам 21. Кантующие поворотные платформы 17 посредством опор 18 жестко закреплены на раме 16 при помощи механизма регулировки их горизонтального положения - болтов 25, головки которых располагаются в прямоугольных пазах 26 рамы 16. Приводные рычаги 19 платформ 17 соединяются с приводом 20 тягой 27 с продольным пазом, в котором закреплены пальцы 28, серьгой 29, двуплечим рычагом 30 и кривошипно-ша- тунным механизмом 31. Толкающие ролики 22 закрепляются на поперечинах 32 П-образных рам 21 при помощи быстро- съемных зажимов в вид прижимных планок.
Количество поворотных платформ на раме 16 кантователя .от двух до четырех и расстояния между ними устанавливаются при наладке в зависимости от числа одновременно прессуемых изделий и их положения при прессовании. Полож.ение кантующих платформ относи20
25
изделий. Схождение П-образных Р 21 ограничивают регулируеммт упорами 33 и устанавливают расстоя-
ние между толкающими роликами в этом положении несколько большим (на 5- 6 мм) длины ряда изделий.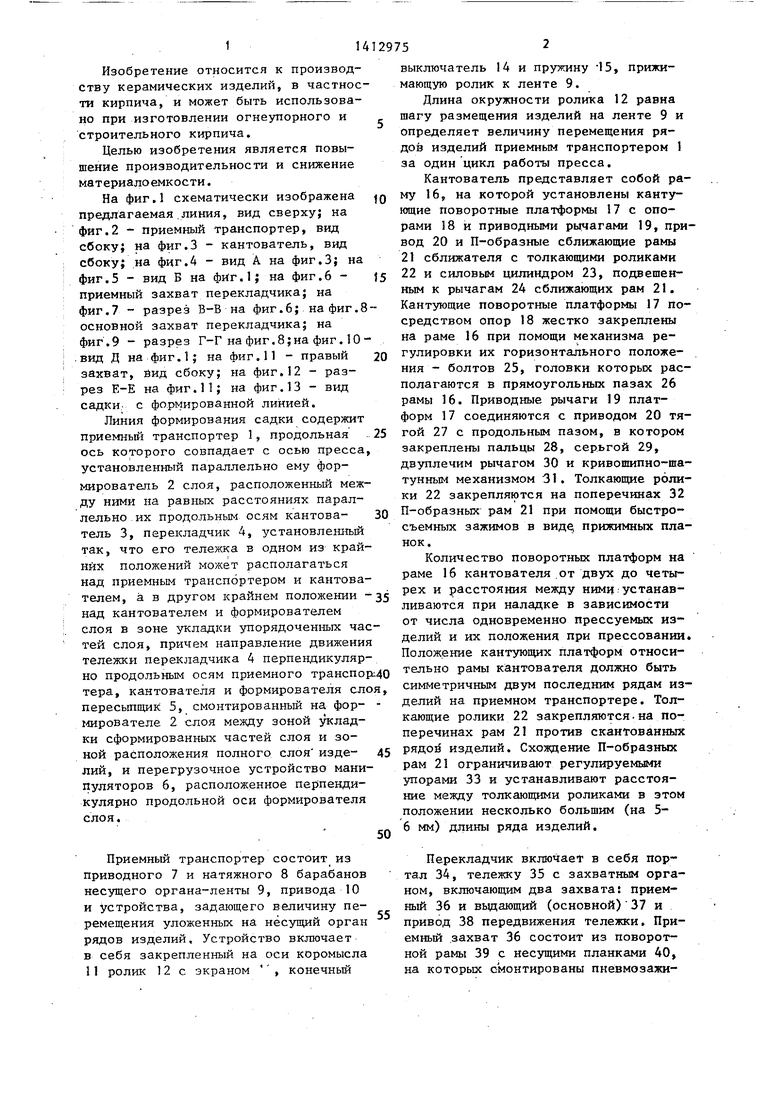
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ САДКИ СЫРЦЫ-КИРПИЧА НА ПЕЧНУЮ ВАГОНЕТКУ | 1992 |
|
RU2043192C1 |
| Поточная линия формирования садки кирпича-сырца | 1979 |
|
SU887194A1 |
| Устройство для многостолбиковой укладки кирпича-сырца | 1978 |
|
SU770801A1 |
| Устройство для укладки огнеупорных изделий на печной вагон | 1980 |
|
SU903122A1 |
| УСТРОЙСТВО для УКЛАДКИ КИРПИЧА-СЫРЦА НА ВАГОНЕТКУ | 1973 |
|
SU368043A1 |
| Способ комплектования изделий на поддоне | 1979 |
|
SU893551A1 |
| Автоматическая линия формирования садки кирпича на печной вагонетке | 1983 |
|
SU1178604A1 |
| Автоматическая линия погрузки кирпича на печные вагонетки | 1983 |
|
SU1159787A1 |
| Устройство для многостолбиковой укладки кирпича-сырца на печной вагон | 1978 |
|
SU774947A1 |
| Автомат для садки кирпича на печные вагонетки | 1983 |
|
SU1104023A1 |
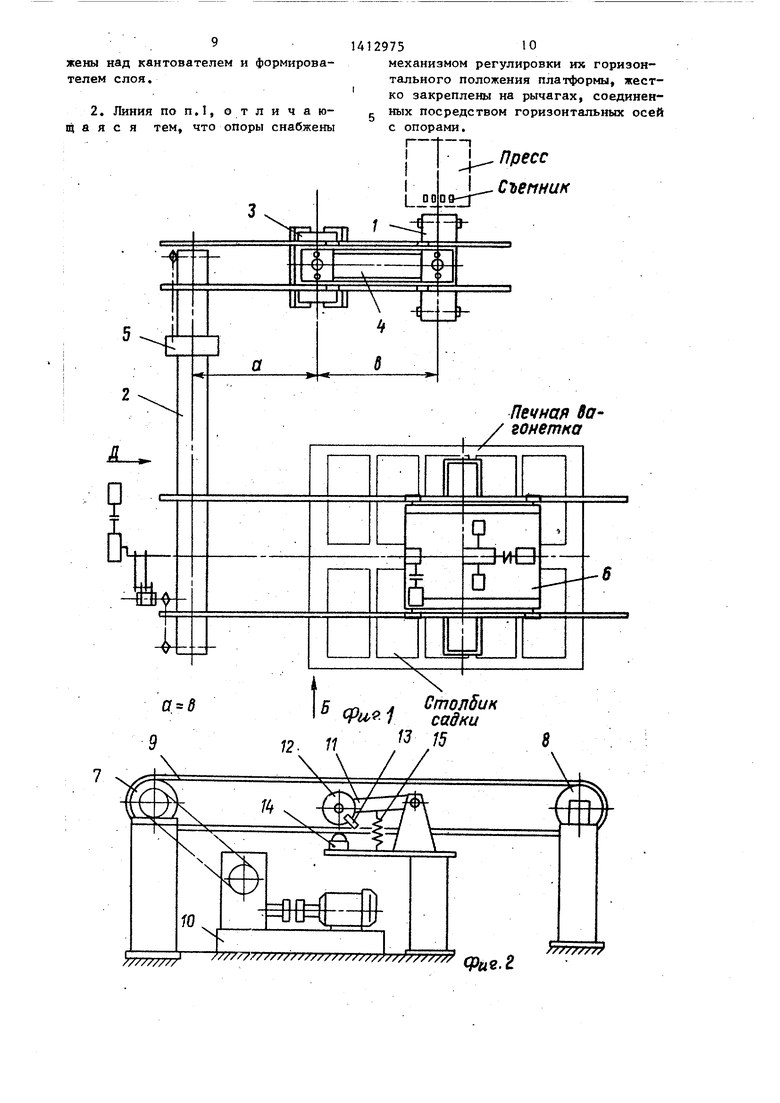

Изобретение относится к производству кераьшческих изделий, например механизации укладки сырцакирпича на печную вагонетку для обжига. Изобретение позволяет повысить производительность формирования садки и снизить материалоемкость за счет обеспечения перегрузчиком одновременной ориентированной передачи изделий 4 с приемного транспортера 1 на кантователь 3 и с кантователя - на формирователь 2 одновременного кантования нескольких рядов изделий, укладываемых приемным захватом 36 на кантующие платформы кантователя 3, а также формирования садки сырца-кирпича без промежуточных перемещений печного вагона при помощи раздвижного захвата 77. 1 з.п. ф-лы, 13 ил.
Приемный транспортер состоит из приводного 7 и натяжного 8 барабанов несущего органа-ленты 9, привода 10 и устройства, задающего величину перемещения уложенных на несущий орган рядов изделий. Устройство включает в себя закрепленный на оси коромысла 11 ролик 12 с экраном , конечный
Перекладчик включает в себя портал 34, тележку 35 с захватным органом, включающим два захвата: приемный 36 и вьадающий (основной) 37 и привод 38 передвижения тележки. Приемный .захват 36 состоит из поворотной рамы 39 с несущими планками 40, на которых смонтированы пневмозажимы 41, и подъемной рамы 42 с вертикальными направляющими 43 и силовым цилиндром 44, предназначенным для поворота поворотной рамы 39. Для подъ- г ема-опускания.захвата на раме тележки 35 установлен силовой цилиндр 45. Несущие планки 40 с пиевмозажимами 41 фиксируются на заданном расстоянии от оси 46 вращения поворотной рамы ю болтами 47, входящими в пазы 48.Пнев- мозажимы 41 закрепляются на несущих планках 40 при помощи быстросъемных зажимов в виде прижимных планок 49. При наладке расстой.ние между несущи- 15 ми планками и расстояния между пнев- мозажимами на несущих планках и их количество на несущей планке определяются размерами прессуемых изделий, их расположением при прессова- 20 НИИ и число одновременно прессуемых изделий.
- Вьщающий (основной) захват 37 содержит раму 50 с горизонтальными направляющими 51, на которых смонтиро- 25 ваны подвижные сдвоенные пневмоза- жимы 52, 53 и 54, 55, силовой цилиндр 56 для сближения и раздвилсения пневмозажимов и вертикальные направляющие 57, соединяющие захват с ра- ЗО мой тележки 35. Для подъема-опускания захвата на раме тележки установлен силовой цилиндр 58. На подвижных пневмозажимах закреплены тяги 59 с Перестанавливаемыми быстросъемными упорами 60. Силовой цилиндр 56 соединен с рамой 50 захвата винтовой тягой 61 . Перестановкой упоров 60 на тягах 59 при наладке устанавливают . расстояния между пневмозажимами 52, 40 53 и 54, 55 в раздвинутом положении в соответствии с расстояниями между кантующими платформами I7 кантователя, при этом теми же упорами 60 сое-.
35
щий из несущего органа 62, приводно- fo 63 и на тяжного 64 валов со звездочками 65, ведущего вала 66 со сдво енным храповым механизмом 67, кривошип но- рычажного механизма 68 и привода 69.
Пер есыпщик 5 представляет собой емкость для песка 70 с механическим вибродозатором, имеющим привод от натяжного вала 64 формирователя 2 слоя посредством цепных передач 71 и 72.
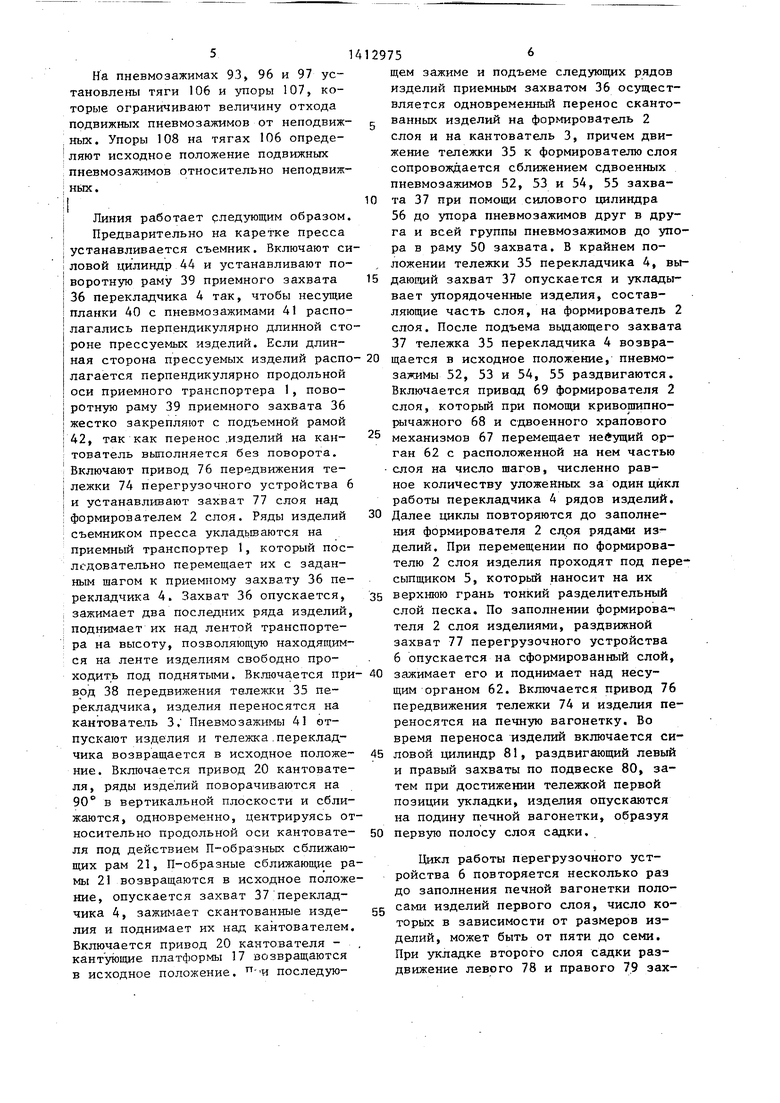
Перегрузочное устройство 6 включает в себя портал 73, тележку 74 с приводами подъема 75 и передвижения 76 и раздвижной захват 77 слоя. Захват 77 слоя состоит из двух захватов левого 78 и правого 79, подвески 80, служащей опорой захватам и силового цилиндра 81 для раздвижения-сближе- ния захватов. Левый и правый захваты по конструкции аналогичны друг другу и включают в себя раму 82 с направ- ляющими 83, установленные на направляющих каретки 84 и 85, на вертикальных осях которых закреплены с возможностью поворота на 90 подвижная 86 и неподвижная 87 группы пневмозажимов, силовые цилиндры 88 для поворота групп пневмозажимов и силовой цилиндр 89 раздвижения-сближения - групп. Пневмозажимы 90 - 99 смонтированы на горизонтальных направляющих 100, закрепленных на рамах 10 групп
Крайний пневмозажим 94 подвижной группы 86 и два пневмозажима 95 и 96 неподвижной группы 87 установлены на направляющих I00 с возможностью перемещершя. Остальные пневмозажимы жестко соединены с направляющими, В исходном положении подвижные пневмозажимы 94, 95 и 96 удерживаются при помощи пружин 102, которые подтягивают, их к неподвижным пневмозажимам.
диняют жестко крайний пневмозажим 52, 45 На пневмозажиме 94 подвижной группы соединенньй непосредственно со што- 86 смонтирована защелка 103 и сило- ком силового цилиндра 56 с предпос- вой цилиндр 104 привода защелки, а ледним пневмозажимом 53 или два пос- пневмозажим 95 неподвижной группы ледник 1 пневмозажимаг 52 и 53 последо- имеет зацеп 105, в который входит за вательно со стоящим перед ними пневмо-50 зажимом 54. Удлинением или укорачиванием винтовой тяги 61 при раздвинутых пневмозажимах изменяют их положение относительно рамы захвата 50, устанавливая их над скантованными из- 55 деЛИЯМИ на кантователе.
щелка.
Раздвижение пневмозажимов 94, 95 и 96 на направляющих 100 осуществляется тем же силовым цилиндром 89,что и раздвижение кареток 85 с группами 86 при включенной защелке 103, блокирующей отход подвижной группы пневмозажимов 86, как единого целого от неподвижной группы 87.
Формирователь слоя представляет собой пластинчатый конвейер, состоя-.
5 0
5 О 0
5
щий из несущего органа 62, приводно- fo 63 и на тяжного 64 валов со звездочками 65, ведущего вала 66 со сдвоенным храповым механизмом 67, кривошип но- рычажного механизма 68 и привода 69.
Пер есыпщик 5 представляет собой емкость для песка 70 с механическим вибродозатором, имеющим привод от натяжного вала 64 формирователя 2 слоя посредством цепных передач 71 и 72.
Перегрузочное устройство 6 включает в себя портал 73, тележку 74 с приводами подъема 75 и передвижения 76 и раздвижной захват 77 слоя. Захват 77 слоя состоит из двух захватов: левого 78 и правого 79, подвески 80, служащей опорой захватам и силового цилиндра 81 для раздвижения-сближе- ния захватов. Левый и правый захваты по конструкции аналогичны друг другу и включают в себя раму 82 с направ- ляющими 83, установленные на направляющих каретки 84 и 85, на вертикальных осях которых закреплены с возможностью поворота на 90 подвижная 86 и неподвижная 87 группы пневмозажимов, силовые цилиндры 88 для поворота групп пневмозажимов и силовой цилиндр 89 раздвижения-сближения - групп. Пневмозажимы 90 - 99 смонтированы на горизонтальных направляющих 100, закрепленных на рамах 10 групп.
Крайний пневмозажим 94 подвижной группы 86 и два пневмозажима 95 и 96 неподвижной группы 87 установлены . на направляющих I00 с возможностью перемещершя. Остальные пневмозажимы жестко соединены с направляющими, В исходном положении подвижные пневмозажимы 94, 95 и 96 удерживаются при помощи пружин 102, которые подтягивают, их к неподвижным пневмозажимам.
На пневмозажиме 94 подвижной группы 86 смонтирована защелка 103 и сило- вой цилиндр 104 привода защелки, а пневмозажим 95 неподвижной группы имеет зацеп 105, в который входит за
щелка.
Раздвижение пневмозажимов 94, 95 и 96 на направляющих 100 осуществляется тем же силовым цилиндром 89,что и раздвижение кареток 85 с группами 86 при включенной защелке 103, блокирующей отход подвижной группы пневмозажимов 86, как единого целого от неподвижной группы 87.
51
На пневмоэажимах 93, 96 и 97 установлены тяги 106 и упоры 107, которые ограничивают величину отхода подвижных пневмозажимов от неподвижных. Упоры 108 на тягах 106 определяют исходное положение подвижных пневмозажимов относительно неподвижных .
Линия работает следующим образом.
Предварительно на каретке пресса устанавливается съемник. Включают силовой цилиндр 44 и устанавливают поворотную раму 39 приемного захвата 36 перекладчика 4 так, чтобы несущие Планки 40 с пневмозажимами 41 располагались перпендикулярно длинной стороне Прессуемых изделий. Если длинная сторона прессуемых изделий располагается перпендикулярно продольной оси приемного транспортера 1, поворотную раму 39 приемного захвата 36 жестко закрепляют с подъемной рамой 42, так как перенос .изделий на кантователь вьшолняется без поворота. Включают привод 76 передвижения тележки 74 перегрузочного устройства 6 и устанавливают захват 77 слоя над формирователем 2 слоя. Ряды изделий съемником пресса укладьшаются на приемный транспортер 1, который последовательно перемещает их с заданным шагом к приемному захвату 36 перекладчика 4. Захват 36 опускается, зажимает два последних ряда изделий, поднимает их над лентой транспортера на высоту, позволяющую находящимся на ленте изделиям свободно проходить под поднятыми. Включа,ется привод 38 передвижения тележки 35 перекладчика, изделия переносятся на кантователь 3; Пневмозажимы 41 отпускают изделия и тележка.перекладчика возвращается в исходное положение. Включается привод 20 кантователя, ряды изделий поворачиваются на 90 в вертикальной плоскости и сближаются, одновременно, центрируясь относительно продольной оси кантователя под действием П-образных сближающих рам 21, П-образные сближающие рамы 21 возвращаются в исходное положение, опускается захват 37 перекладчика 4, зажимает скантованные изделия и поднимает их над кантователем. Включается привод 20 кантователя - кантующие платформы 17 возвращаются в исходное положение, последую756
щем зажиме и подъеме следующих рядов изделий приемным захватом 36 осуществляется одновременный перенос сканто- ванных изделий на формирователь 2 слоя и на кантователь 3, причем движение тележки 35 к формирователю слоя сопровождается сближением сдвоенных пневмозажимов 52, 53 и 54, 55 захвата 37 при помощи силового цилиндра 56 до упора пневмозажимов друг в друга и всей группы пневмозажимов до упора в раму 50 захвата. В крайнем по- ложении тележки 35 перекладчика 4, выдающий захват 37 опускается и укладывает упорядоченные изделия, составляющие часть слоя, на формирователь 2 слоя. После подъема вьздающего захвата 37 тележка 35 перекладчика 4 возвращается в исходное положение, пневмо- зажиМы 52, 53 и 54, 55 раздвигаются. Включается привад 69 формирователя 2 слоя, который при помощи кривошипно- рычажного 68 и сдвоенного храпового
механизмов 67 перемещает несущий орган 62 с расположенной на нем частью слоя на число шагов, численно равное количеству уложенных за один цикл работы перекладчика 4 рядов изделий.
Далее циклы повторяются до заполнения формирователя 2 сдоя рядами изделий. При перемещении по формирователю 2 слоя изделия проходят под пересыпщиком 5, который наносит на их
верхнюю грань тонкий разделительный слой песка. По заполнении формирова- теля 2 слоя изделиями, раздвижной захват 77 перегрузочного устройства 6 опускается на сформированный слой,
зажимает его и поднимает над несущим органом 62. Включается привод 76 передвижения тележки 74 и изделия переносятся на печную вагонетку. Во время переноса изделий включается силовой цилиндр 81, раздвигающий левый и правый захваты по подвеске 80, затем при достижении тележкой первой позиции укладки, изделия опускаются на подину печной вагонетки, образуя
первую полосу слоя садки.
Цикл работы перегрузочного устройства 6 повторяется несколько раз до заполнения печной вагонетки поло- сами изделий первого слоя, число которых в зависимости от размеров изделий, может быть от пяти до семи. При укладке второго слоя садки раз- движение левого 78 и правого 79 зах/1
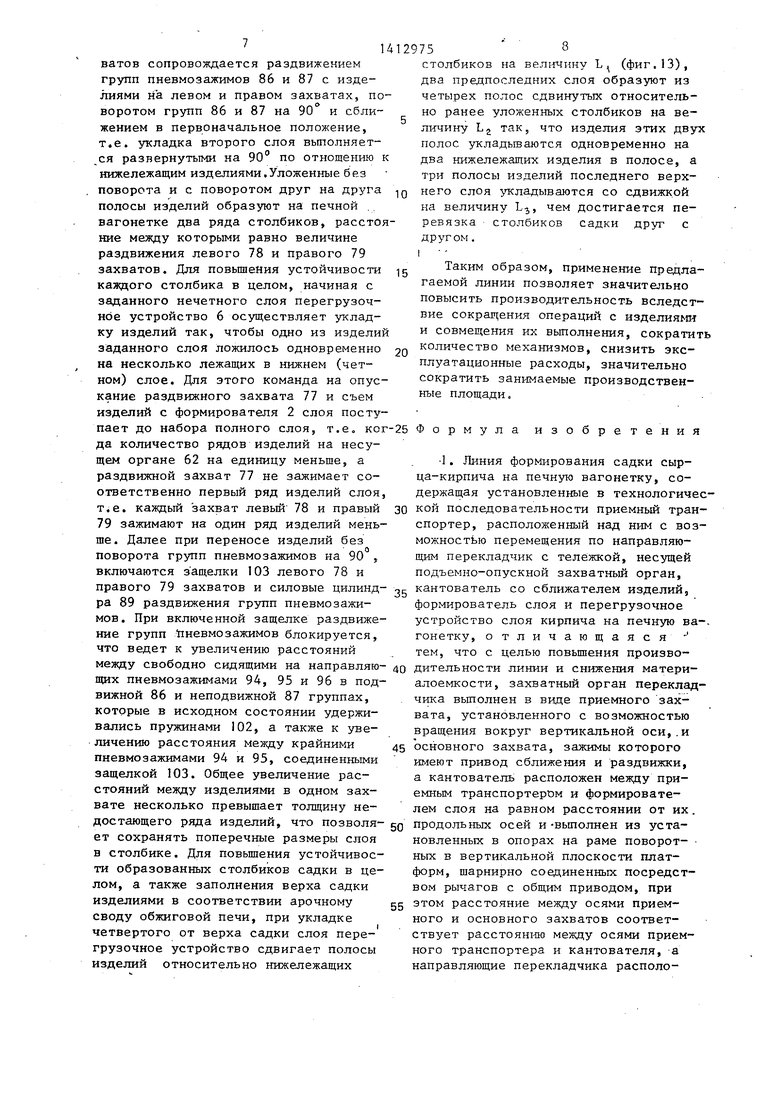
ватов сопровождается раздвижением групп пневмозажимов 86 и 87 с изделиями на левом и правом захватах, поворотом групп 86 и 87 на 90 и сближением в первоначальное положение, т.е. укладка второго слоя вьтолняет- ся развернутьми на 90° по отнощению к нижележащим изделиями,Уложенные без поворота и с поворотом друг на друга полосы изделий образуют на печной . вагонетке два ряда столбиков, расстояние между которыми равно величине раздвижения левого 78 и правого 79 захватов. Для повышения устойчивости каждого столбика в целом, начиная с заданного нечетного слоя перегрузочное устройство 6 осуществляет укладку изделий так, чтобы одно из изделий заданного слоя ложилось одновременно на несколько лежащих в нижнем (четном) слое. Для этого команда на опускание раздвижного захвата 77 и съем изделий с формирователя 2 слоя поступает до набора полного слоя, т.во ног да количество рядов изделий на несущем органе 62 на единицу меньше, а раздвижной захват 77 не зажимает соответственно первый ряд изделий слоя т.е. каждый захват левый 78 и правый 79 зажимают на один ряд изделий меньше. Далее при переносе изделий без поворота групп пневмозажимов на 90 , включаются з ащелки 103 левого 78 и правого 79 захватов и силовые цилиндра 89 раздвижения групп пневмозажимов. При включенной защелке раздвиже- ние групп Иневмозажимов блокируется, что ведет к увеличению расстояний между свободно сидящими на направляющих пневмозажимами 94, 95 и 96 в подвижной 86 и неподвижной 87 группах, которые в исходном состоянии удерживались пружинами 102, а также к увеличению расстояния между крайними пневмозажимами 94 и 95, соединенными защелкой 103. Общее увеличение расстояний между изделиями в одном захвате несколько превышает толщину недостающего ряда изделий, что позволяет сохранять поперечные размеры слоя в столбике. Для повьшения устойчивости образованных столбиков садки в целом, а также заполнения верха садки изделиями в соответствии арочному своду обжиговой печи, при укладке четвертого от верха садки слоя перегрузочное устройство сдвигает полосы изделий относительно нижележащих
75 8
столбиков на величину L (фиг, 13), два предпоследних слоя образуют из четырех полос сдвинутых относительно ранее уложенных столбиков на величину Lg так 5 что изделия этих двух полос укладьшаются одновременно на два нижележащих изделия в полосе, а три полосы изделий последнего верхнего слоя укладываются со сдвижкой на величину L, чем достигается перевязка столбиков садки друг с другом.
Таким образом, примене.ние предлагаемой линии позволяет значительно повысить производительность вследствие сокращения операций с изделия И и совмещения их выполнения, сократить количество механизмов, снизить эксплуатационные расходы, значительно сократить занимаемые производственные площади.
25 Формула изобретения
g кантователь со сближателем изделий, формирователь слоя и перегрузочное устройство слоя кирпича на печную ва-. гонетку, отличающаяся тем, что с целью повышения произво0 дительности линии и снижения материалоемкости, захватный орган перекладчика выполнен в виде приемного захвата, установленного с возможностью вращения вокруг вертикальной оси,.и
5 основного захвата, зажимы которого тлеют привод сближения и раздвижки, а кантователь расположен между приемным транспортерТ5м и формирователем слоя на равном расстоянии от их.
0 продольных осей и-вьшолнен из установленных в опорах на раме поворот- ных в вертикальной плоскости платформ, шарнирно соединенных посредством рычагов с общим приводом, при
5 этом расстояние между осями приемного и основного захватов соответствует расстояш-ш) между осями приемного транспортера и кантователя, -а направляющие перекладчика располо, 9141297510
жены над кантователем и формирова- механизмом регулировки их горизон- телем слоя.тельного положения платформы, жест ко закреплены на рычагах, соединен2. Линия по п.1, отличаю- g ных посредством горизонтальных осей щ а я с я тем, что опоры снабжены с опорами.
Ч
Щ h
8
й л Столбик садки
/////////
I
Пресс
i Съепник
ID PJSlIl
Печнар Ва- / монетка
&
i4e
:х
8
срие.г
////////
/9
с:;±э
2
Фив.З
ВидА
ФигЛ
3
55 5«
cpueS
X
55
HI
/
во 59 60
5
65 72 .
I I
т Н
///////////////////,
l
г- г
5Г
чнь-
52
53
Фиг.9
В ид Ц
75
Itt
87
T
68 66 63
Фи.Ю
102 106 108 107107 102 106
92
93
Стол5ик
N:
С8од печи
Фиг. 13
| Поточная линия формирования садки кирпича-сырца | 1979 |
|
SU887194A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Автоматическая линия формирования садки кирпича на печной вагонетке | 1983 |
|
SU1178604A1 |
