Настоящее изобретение относится к оборудованию для охлаждения непрерывно движущейся металлической полосы. Это изобретение особенно подходит для охлаждения стальных листов во время выполнения металлургических процессов.
Охлаждение полосы с помощью охлаждающего валка во время охлаждения горячей металлической полосы является известным процессом. Такие охлаждающие валки могут использоваться на том или ином этапе процесса, например, после печи или ванны для нанесения покрытия. Полоса в основном охлаждается за счет переноса тепла между охлажденным охлаждающим валком и полосой. Однако на эффективность такой технологии большое влияние оказывает плоскостность полосы и поверхностный контакт между валком и полосой. Плоскостность полосы ухудшается при наличии неравномерности контакта между валком и полосой по ширине полосы из-за неодинаковых скоростей охлаждения.
Патент JPH 04346628 относится к устройству и валку для охлаждения полосы. Внутри тела валка непрерывно или с соответствующими интервалами расположены магниты. Поверх магнитов расположена система охлаждения, представляющая собой охлаждающую трубу, обернутую винтообразным образным вокруг магнитов. Наружный бандаж валка предпочтительно покрыт Al2O3/ZrO2.
Патент JP59-217446 относится к устройству и валку для охлаждения или нагрева металлической полосы. Внутри валка содержится теплоноситель, система охлаждения, в то время как магниты расположены снаружи бандажа валка.
Однако в случае использования вышеуказанного оборудования полоса в недостаточной степени контактирует с валком для устранения потенциальных дефектов плоскостности полосы и, таким образом, ее плоскостность во время охлаждения ухудшается, и соответственно снижается качество полосы. Кроме того, система охлаждения не позволяет выполнять достаточное и однородное охлаждение полосы, что ведет к колебаниям температуры по ширине полосы, в особенности между краями и центром полосы. Кроме того, из-за компоновки различных частей охлаждающего валка коэффициент теплопередачи не является оптимальным.
Соответственно, существует необходимость найти способ уменьшения или устранения неравномерного контакта между валком и полосой для улучшения однородности контакта и, таким образом, однородности охлаждения по ширине полосы. Также существует необходимость повышения эффективности системы охлаждения.
Задача настоящего изобретения состоит в том, чтобы предложить валок, позволяющий охлаждать полосу более однородным образом в направлении ширины без ухудшения плоскостности указанной полосы.
Эта задача решается с помощью оборудования по п. 1 формулы изобретения. Указанное оборудование также может содержать характеристики из пп. 2-10 формулы изобретения. Эта задача также решается с помощью способов по пп. 11-14 формулы изобретения.
Другие характеристики и преимущества изобретения станут понятными из приведенного ниже подробного описания изобретения.
Для объяснения изобретения ниже приведено описание различных вариантов выполнения и испытаний, в частности, со ссылкой на следующие чертежи:
фиг. 1 - вид в разрезе варианта выполнения валка, показывающий возможную компоновку различных элементов;
фиг. 2 - вариант выполнения валка, через который проходит опорное средство, например, ось;
фиг. 3 - предпочтительная длина магнита по сравнению с шириной полосы;
фиг. 4 - полюса магнита;
фиг. 5 - предпочтительная ориентация потоков охлаждения, проходящих через охлаждающие каналы;
фиг. 6 - возможная компоновка опорных средств, системы охлаждения и средств их соединения;
фиг. 7 - вторая возможная компоновка опорных средств, системы охлаждения и средств их соединения;
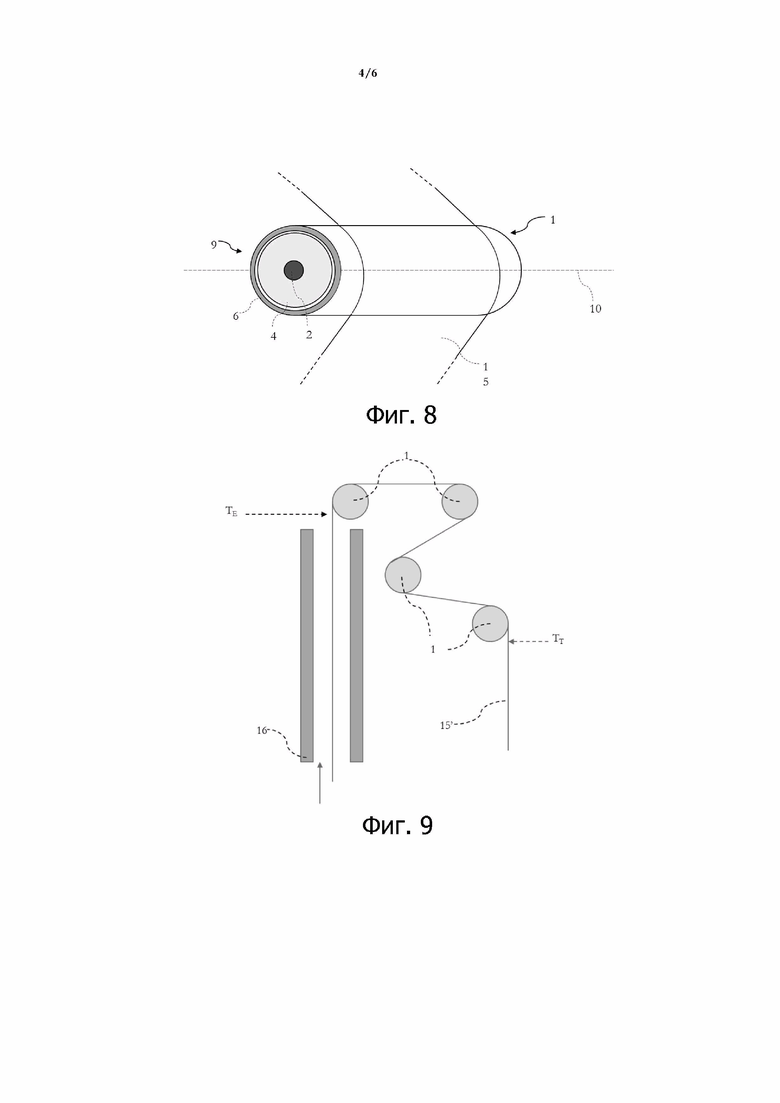
фиг. 8 - возможное положение полосы на охлаждающем валке;
фиг. 9 - возможное использование охлаждающего валка после процесса нанесения покрытия;
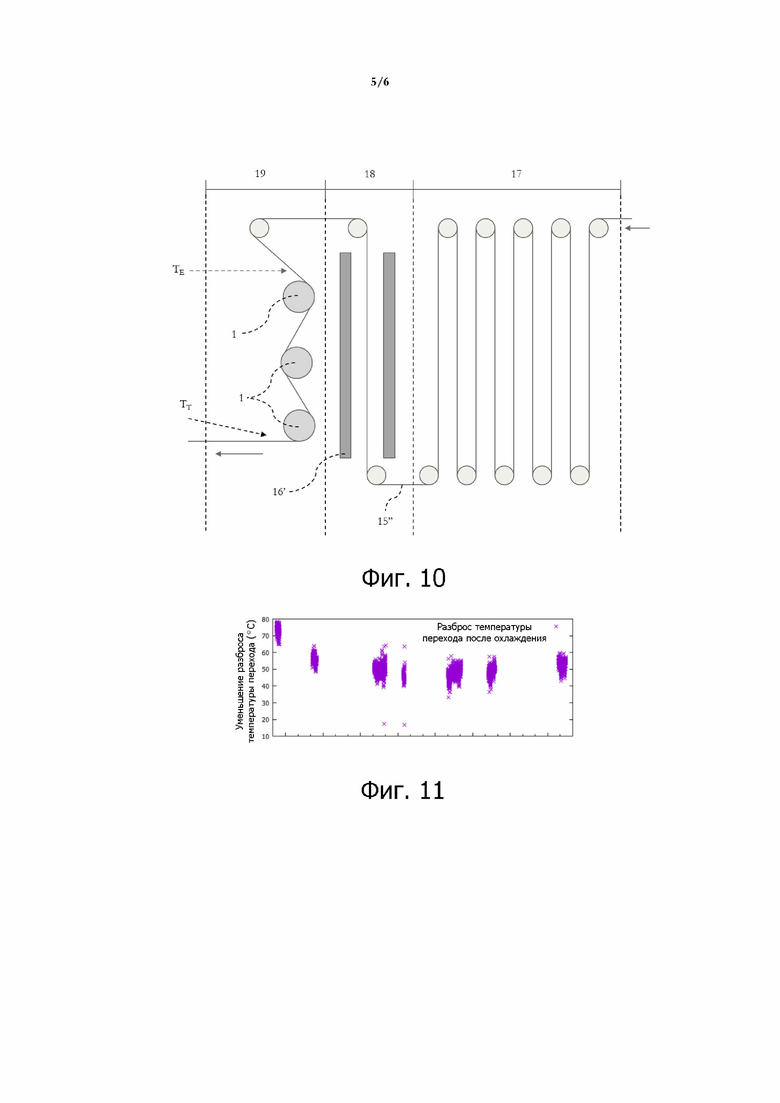
фиг. 10 - второе возможное использование охлаждающего валка в процессе отделки;
фиг. 11 - график, показывающий динамику разброса температуры по ширине полосы;
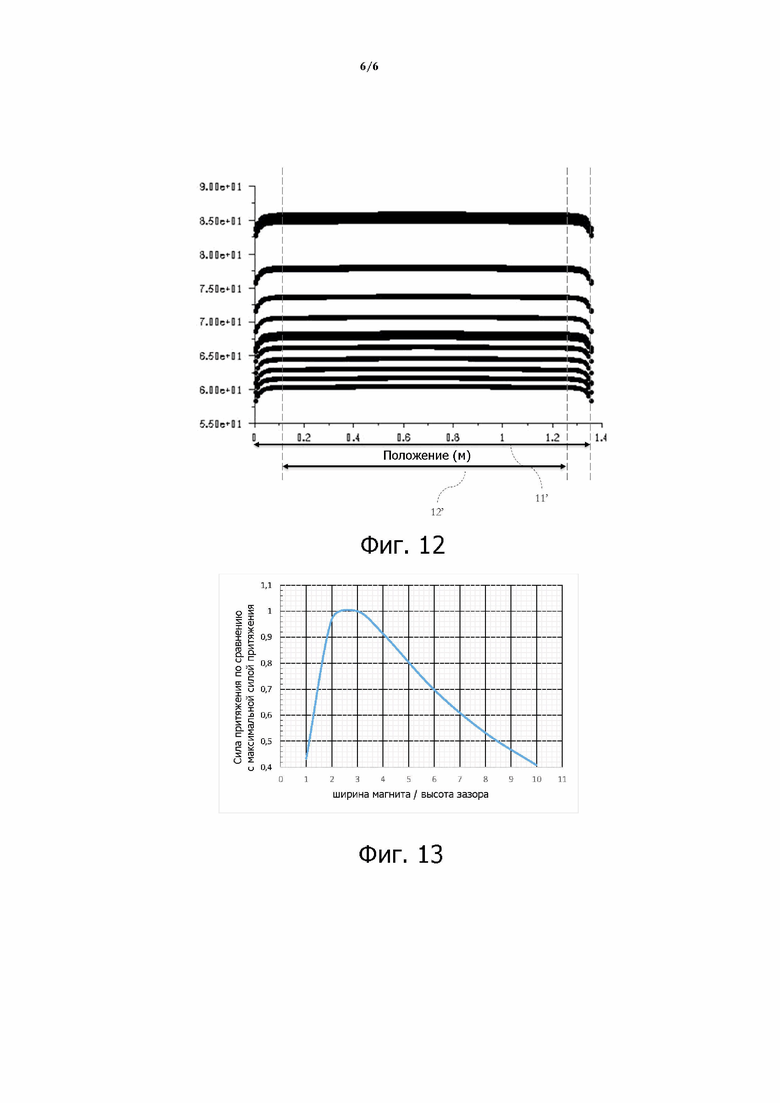
фиг. 12 - температура поверхности валка в направлении его ширины и предпочтительное положение полосы с учетом длины валка;
фиг. 13 - влияние соотношения ширины магнита и высоты зазора между магнитами и системой охлаждения.
Как показано на фиг. 1, настоящее изобретение относится к охлаждающему валку 1, содержащему ось 2 и бандаж 3, причем указанный бандаж имеет длину и диаметр, и его конструкция в направлении изнутри наружу выполнена следующим образом:
- внутренний цилиндр 4,
- множество магнитов 5 на периферии указанного внутреннего цилиндра, расположенных по меньшей мере на части длины внутреннего цилиндра, причем каждый магнит ограничивается шириной, высотой и длиной,
- система 6 охлаждения, окружающая по меньшей мере часть указанного множества магнитов 5,
- указанная система охлаждения и указанное множество магнитов разделены зазором 7, который ограничивается высотой, причем высота зазора является наименьшим расстоянием между магнитом 5 и расположенной выше системой 6 охлаждения,
- указанные магниты 5 имеют ширину, которая удовлетворяет следующей формуле:
высота зазора × 1,1 ≤ ширина магнита ≤ высота зазора × 8,6.
Из существующего уровня техники представляется, что отсутствует возможность обеспечить достаточное притягивание полосы к валку для устранения дефектов плоскостности и получения однородного контакта. Это приводит к еще более неравномерной плоскостности и снижению качества полосы. Кроме того, компоновка системы охлаждения не обеспечивает выполнение достаточного однородного охлаждения, не позволяя получить требуемые микроструктуру и свойства.
И, наоборот, с помощью оборудования по настоящему изобретению можно обеспечить сильное и достаточное притягивание полосы, устраняя существующие дефекты плоскостности. Таким образом, полоса охлаждается без возникновения дефектов плоскостности или неоднородных свойств. Кроме того, компоновка системы охлаждения позволяет обеспечить однородное охлаждение по ширине полосы.
Как преимущество, указанная высота зазора удовлетворяет следующей формуле: высота зазора × 1,4 ≤ ширина магнита ≤ высота зазора × 6,0. Представляется, что соответствие этой формуле позволяет обеспечить, как минимум, 70% максимальной силы притяжения.
Как преимущество, указанная высота зазора удовлетворяет следующей формуле: высота зазора × 1,6 ≤ ширина магнита ≤ высота зазора × 5,0. Представляется, что соответствие этой формуле позволяет обеспечить, как минимум, 80% максимальной силы притяжения.
Как преимущество, указанное множество магнитов расположены по всей длине внутреннего цилиндра. Такая компоновка улучшает однородность охлаждения.
Как показано на фиг. 1, магниты предпочтительно прикреплены к внутреннему цилиндру по его периферии.
Как показано на фиг. 2, внутренний цилиндр 4 предпочтительно содержит средства для поддержки, вращения и транспортирования охлаждающего валка, предпочтительно расположенные на обеих боковых сторонах 8. Такие средства могут быть осью 2, вставленной внутрь отверстий 9, сцентрированных по оси 10 вращения цилиндра с обеих боковых сторон 8. Цилиндрическое отверстие 9 может продолжаться от одной боковой стороны до другой боковой стороны, чтобы ось 2 проходила через цилиндр.
Как показано на фиг. 3, магниты 5 предпочтительно расположены параллельно оси 10 вращения валка. Еще более предпочтительно длина 11 каждого магнита больше ширины полосы 12. Представляется, что такое расположение увеличивает равномерность притягивания полосы к охлаждающему валку.
Как показано на фиг. 4, северный полюс обращен к системе 6 охлаждения, в то время как южный полюс охлажден к внутреннему цилиндру 4. Высота магнита может быть определена как расстояние между северной стороной 5N и южной стороной 5S.
Как преимущество, указанные магниты являются постоянными магнитами. Использование постоянных магнитов позволяет создавать магнитное поле без необходимости наличия проводов или тока, облегчая управление охлаждающим валком. Кроме того, представляется, что постоянные магниты создают более сильное магнитное поле по сравнению с электромагнитами. Кроме того, во время использования электромагниты генерируют индуктивный ток, нагревающие валок и охлаждающее средство, что, как представляется, снижает эффективность охлаждения. Указанные магниты могут быть изготовлены из сплава на основе неодима, например, NdFeB.
Как преимущество и как показано на фиг. 5, указанная система 6 охлаждения выполнена из металлического слоя, содержащего по меньшей мере два охлаждающих канала 12, по которым может протекать охлаждающее средство. Предпочтительно, указанная система охлаждения имеет полую цилиндрическую форму. Предпочтительным является наличие нескольких охлаждающих каналов, поскольку это позволяет более легко и часто заменять охлаждающее средство, что ведет к обеспечению более низкой температуры по сравнению с одиночной секцией. Предпочтительно система 6 охлаждения является ободом, содержащим охлаждающее средство валка. Предпочтительно, система охлаждения захватывает по меньшей мере всю ширину проходящей охлаждаемой полосы, и еще более предпочтительно она позволяет улучшать однородность охлаждения по ширине полосы.
Как преимущество и как показано на фиг. 5, указанные охлаждающие каналы 12 расположены параллельно оси 10 вращения валка. Очевидно, что такое расположение охлаждающих каналов позволяет уменьшить длину охлаждения канала, поэтому температура охлаждающего средства в конце канала ниже, чем, если бы охлаждающий канал был непрямолинейный. Это повышает эффективность охлаждающего средства.
Как преимущество и как показано на фиг. 6 и 7, система 6 охлаждения содержит средства 13 для нагнетания охлаждающего средства в указанные охлаждающие каналы 12. Предпочтительно, средства 13 для нагнетания охлаждающего средства соединены по меньшей мере со средством средства поддержки валка 2, причем охлаждающее средство валка может протекать таким образом, что охлаждающее средство проходит от системы, обеспечивающей непрерывное охлаждение охлаждающего средства (не показано), к охлаждающим каналам 12 с помощью по меньшей мере одного средства поддержки валка 2 и средства 13 для нагнетания охлаждающего средства. Система 6 охлаждения также содержит средство 14 отвода для протекания охлаждающего средства из охлаждающего канала 12 назад в систему, обеспечивая непрерывное охлаждение охлаждающего средства. Соответственно, охлаждающее средство предпочтительно течет по замкнутому контуру.
Как преимущество и как показано на фиг. 6 и 7, средства 13 для нагнетания охлаждающего средства попеременно расположены с обеих сторон охлаждающих каналов 12. Как показано на фиг. 8, охлаждающие каналы 12 попеременно соединены со средствами 13 для нагнетания охлаждающего средства или со средством 14 отвода. Это чередование улучшает равномерность охлаждения, поскольку направления потока охлаждения соседних каналов являются противоположными.
Как преимущество, указанная система охлаждения окружает указанное множество магнитов. Такая компоновка повышает однородность и характеристики охлаждения.
Как преимущество и как показано на фиг. 5, охлаждающее средство в указанных соседних охлаждающих каналах течет в противоположных направлениях. Такой способ охлаждения обеспечивает более однородное охлаждение по ширине полосы.
Как показано на фиг. 8, изобретение также относится к способу охлаждения непрерывно движущейся полосы 15 в установке по изобретению, включающему в себя этапы притягивания магнитным путем участка указанной полосы по меньшей мере к одному охлаждающему валку 1 и приведения указанной полосы 15 в контакт по меньшей мере с одним охлаждающим валком 1.
Такой способ, скомбинированный с вышеописанным оборудованием, позволяет обеспечить сильное и достаточное притягивание проходящей полосы, устраняя существующие дефекты плоскостности. Таким образом, проходящая полоса охлаждается без возникновения дефектов плоскостности или неоднородных свойств.
Как преимущество, используются по меньшей мере три охлаждающих валка, и указанная полоса находится в контакте по меньшей мере с тремя охлаждающими валками одновременно. Такое использование нескольких валков обеспечивает надлежащее охлаждение вдоль полосы.
Как преимущество, указанная полоса в контакте с охлаждающим валком имеет скорость 0,3-20 м⋅с-1. Представляется, что поскольку коэффициент теплопередачи увеличивается, полоса должна находиться в течение меньшего времени в контакте с валком для достижения требуемой температуры и, таким образом, обеспечения возможности эксплуатации с более высокой частотой вращения валка.
Приведенное ниже описание относится к двум случаям использования изобретения в различных установках для охлаждения полосы с помощью охлаждающих валков. Однако настоящее изобретение может использоваться в каждом процессе, где охлаждается металлическая полоса, например, на линиях отделки, гальванизации, упаковки или отжига.
Как показано на фиг. 9, на линии для нанесения покрытий по меньшей мере охлаждающий валок 1 может быть установлен после ванны для нанесения покрытия (не показана) и охладителей 16, выполняющих продувку воздуха с каждой стороны полосы 15'. В зависимости от скорости полосы, температуры на входе и заданной температуры полосы, соответственно TE и TT, и температуры поверхности валка могут использоваться несколько охлаждающих валков 1. В этом случае полоса охлаждается от температуры на входе приблизительно 250°С до заданной температуры приблизительно 100°С при выходе с последнего охлаждающего валка. Как показано на фиг. 9, валки могут быть немного смещены в сторону, где полоса находится с ними в контакте, для максимального увеличения площади контакта между валками и полосой.
Как показано на фиг. 10, на линии отделки по меньшей мере охлаждающий валок 1 может использоваться после зоны 17 медленного охлаждения, где полоса 15'' охлаждается за счет контакта с окружающим воздухом, и зоны 18 быстрого охлаждения, где охладители 16' выполняют продувку воздуха с каждой стороны полосы. Далее полоса поступает в зону 19 медленного охлаждения с температурой приблизительно 800°С, и в зависимости от марки стали температура на входе TE составляет 400-700°С непосредственно перед контактом с первым охлаждающим валком, и заданная температура Ту составляет приблизительно 100°С.
Результаты экспериментальных испытаний
Для того чтобы оценить преимущества настоящего изобретения и показать, что оно уменьшает или по меньшей мере не увеличивает разность температур по ширине полосы, представлены некоторые результаты и пояснения к ним.
Результаты экспериментальных испытаний были получены с использованием валка и полосы, описанных ниже.
Размеры и характеристики валка:
- внутренний цилиндр длиной 1400 мм и диаметром 800 мм, выполненный из углеродистой стали;
- магниты выполнены из Nd2Fe14B и расположены параллельно оси вращения валка, имеют высоту 30 мм и ширину 30 мм, разделены зазорами 2 мм и расположены в окружном направлении на внутреннем цилиндре,
- система охлаждения выполнена из нержавеющей стали. Охлаждающие каналы расположены параллельно оси валка. Кроме того, охлаждающее средство течет в охлаждающие каналы от их боковых сторон. Нагнетание охлаждающего средства в указанные охлаждающие каналы выполняется с противоположной стороны следующих друг за другом охлаждающих каналов, что позволяет получить противоположные направления течения охлаждающего средства в смежных охлаждающих каналах.
- высота зазора между магнитным слоем и системой охлаждения составляет 10 мм;
- скорость ленты может варьироваться в диапазоне 0,3-20 м⋅с-1.
Полоса имеет ширину 1090 мм и изготовлена из стали.
Пример 1
Для того чтобы подтвердить, что температура является более однородной после охлаждающего валка, чем до него, разницу температур между экстремальными значениями температуры по ширине полосы сравнили перед ее охлаждением с помощью охлаждающего валка и после охлаждения.
Если разница между самой горячей точкой и самой холодной точкой по ширине полосы составляет 20°С до охлаждающего валка и 10°С после охлаждающего валка, разность температур составляет 10°С. Если разница между самой горячей точкой и самой холодной точкой по ширине полосы составляет 20°С до охлаждающего валка и 30°С после охлаждающего валка, разность температур составляет -10°С.
Это означает, что если полученная разность температур больше 0, однородность температуры по ширине полосы увеличилась. Кроме того, чем выше величина разности температур, тем в большей степени улучшилась однородность температуры.
Из графика на фиг. 11 ясно, что однородность температуры по ширине полосы улучшается после охлаждения. По вертикальной оси откладываются величины разницы температур, причем все они больше 0, и значительное большинство выше 40°С. Таким образом, разница температур между самой горячей точкой и самой холодной точкой по ширине полосы была уменьшена по меньшей мере на 40°С в значительном большинстве случаев. Этот результат является явным улучшением по сравнению с результатами из существующего уровня техники.
Пример 2
Для того чтобы подтвердить улучшение однородности температуры по ширине 11' полосы, были измерены температурные профили валка, как можно видеть на фиг. 12. Температура является равномерной вдоль секции, которая находится в контакте с шириной 12' полосы. Следовательно, полоса равномерно охлаждается в направлении ширины, поэтому край и центр по ширине полосы имеют одинаковую температуру. Это ясно демонстрирует ожидаемые результаты настоящего изобретения и улучшение по сравнению с существующим уровнем техники.
Пример 3
Для оценки соотношения между высотой зазора и шириной магнита сила притяжения, создаваемая магнитами на наружной поверхности валка, определяется как функция этого соотношения.
Из этого графика, представленного на фиг. 13, ясно, что оптимальный диапазон для соотношения соответствует уравнению:
высота зазора × 1,1 ≤ ширина магнита ≤ высота зазора × 8,6,
что составляет приблизительно 50% максимальной силы притяжения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ОХЛАЖДЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 2004 |
|
RU2356949C2 |
| ПРОКАТНАЯ КЛЕТЬ, ИМЕЮЩАЯ УСТРОЙСТВО ОХЛАЖДЕНИЯ КЛЕТИ ДЛЯ ОХЛАЖДЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 2018 |
|
RU2766925C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ | 2010 |
|
RU2483817C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 2020 |
|
RU2790855C1 |
| СПОСОБ И ОБОРУДОВАНИЕ ДЛЯ НЕПРЕРЫВНОЙ ОЧИСТКИ ПЕРЕМЕЩАЮЩЕГОСЯ СТАЛЬНОГО ПОЛОСОВОГО ПРОКАТА | 2019 |
|
RU2809300C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТОНКОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2005 |
|
RU2381846C2 |
| СПОСОБ ОХЛАЖДЕНИЯ ВАЛКОВ УСТАНОВКИ ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ИЛИ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2138362C1 |
| УСТРОЙСТВО И СПОСОБ ОХЛАЖДЕНИЯ МЕТАЛЛИЧЕСКИХ ПОЛОС | 1993 |
|
RU2120482C1 |
| СПОСОБ И СЕКЦИЯ ОХЛАЖДЕНИЯ ДВИЖУЩЕЙСЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ПОСРЕДСТВОМ РАСПЫЛЕНИЯ ЖИДКОСТИ | 2010 |
|
RU2541233C2 |
| СПОСОБ СМАЗКИ И ОХЛАЖДЕНИЯ ВАЛКОВ И МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ПРИ ПРОКАТКЕ, В ЧАСТНОСТИ ХОЛОДНОЙ ПРОКАТКЕ, МЕТАЛЛИЧЕСКИХ ПОЛОС | 2006 |
|
RU2426613C2 |



Изобретение относится к оборудованию для охлаждения непрерывно движущейся стальной полосы и к способу охлаждения стальной полосы. Оборудование содержит по меньшей мере один охлаждающий валок (1), имеющий ось (2) и расположенную на ней втулку (3), причем указанная втулка выполнена имеющей длину и диаметр и содержит в направлении изнутри наружу: внутренний цилиндр (4), множество магнитов (5) на периферии указанного внутреннего цилиндра (4), расположенных на по меньшей мере части длины внутреннего цилиндра (4), причем каждый магнит (5) имеет ширину, высоту и длину, систему (6) для охлаждения полосы (15), выполненную в виде металлического обода для охлаждения стальной полосы (15), окружающую по меньшей мере часть указанного множества магнитов (5), при этом обод выполнен с по меньшей мере двумя охлаждающими каналами (12) для протекания охлаждающего средства и со средствами (13) для нагнетания охлаждающего средства в указанные охлаждающие каналы (12). Указанная металлическая часть и указанное множество магнитов (5) разделены зазором (7), определенным высотой, мм, причем высота зазора определена расстоянием между магнитом (5) и расположенной выше магнита (5) металлической частью, при этом указанные магниты (5) имеют ширину, мм, которая удовлетворяет следующей формуле: высота зазора (7) × 1,1 ≤ ширина магнита (5) ≤ высота зазора (7) × 8,6. Технический результат заключается в обеспечении сильного и достаточного притягивания полосы для устранения существующих дефектов плоскостности и в однородном охлаждении по ширине полосы. 2 н. и 9 з.п. ф-лы, 13 ил.
1. Оборудование для охлаждения непрерывно движущейся стальной полосы (15), содержащее по меньшей мере один охлаждающий валок (1), имеющий ось (2) и расположенную на ней втулку (3), причем указанная втулка выполнена имеющей длину и диаметр и содержит в направлении изнутри наружу:
внутренний цилиндр (4),
множество магнитов (5) на периферии указанного внутреннего цилиндра (4), расположенных на по меньшей мере части длины внутреннего цилиндра (4), причем каждый магнит (5) имеет ширину, высоту и длину,
систему (6) для охлаждения полосы (15), выполненную в виде металлического обода для охлаждения стальной полосы (15), окружающую по меньшей мере часть указанного множества магнитов (5), при этом обод выполнен с по меньшей мере двумя охлаждающими каналами (12) для протекания охлаждающего средства и со средствами (13) для нагнетания охлаждающего средства в указанные охлаждающие каналы (12),
при этом указанная металлическая часть и указанное множество магнитов (5) разделены зазором (7), определенным высотой, мм, причем высота зазора определена расстоянием между магнитом (5) и расположенной выше магнита (5) металлической частью,
при этом указанные магниты (5) имеют ширину, мм, которая удовлетворяет следующей формуле:
высота зазора (7) × 1,1 ≤ ширина магнита (5) ≤ высота зазора (7) × 8,6.
2. Оборудование по п.1, в котором указанные магниты (5) валка (1) являются постоянными магнитами.
3. Оборудование по п.1, в котором указанные охлаждающие каналы (12) системы (6) расположены параллельно по высоте охлаждающего валка (1).
4. Оборудование по п.3, в котором указанные средства (13) для нагнетания охлаждающего средства расположены попеременно с обеих сторон охлаждающих каналов (12).
5. Оборудование по любому из пп.1-4, в котором ширина указанного магнита (5), удовлетворяет следующей формуле: высота зазора (7) × 1,4 ≤ ширина магнита (5) ≤ высота зазора (7) × 6,0.
6. Оборудование по любому из пп.1-4, в котором ширина указанного магнита (5), удовлетворяет следующей формуле: высота зазора (7) × 1,6 ≤ ширина магнита (5) ≤ высота зазора (7) × 5,0.
7. Оборудование по любому из пп.1-6, в котором указанное множество магнитов (5) расположено по всей длине внутреннего цилиндра (4).
8. Способ охлаждения непрерывно движущейся стальной полосы (15) с использованием оборудования по любому из пп.1-7, включающий
осуществление притяжения посредством магнитов (5) охлаждающего валка (1) участка указанной полосы (15) к охлаждающему валку (1) и приведение указанной полосы (15) в контакт с охлаждающим валком (1),
охлаждение непрерывно движущейся участка указанной полосы (15) посредством системы (6) для охлаждения полосы (15).
9. Способ по п.8, в котором используют по меньшей мере три охлаждающих валка (1), а указанную полосу (15) выполняют в виде полосы (15'), при этом обеспечивают контакт полосы (15') с по меньшей мере тремя охлаждающими валками (1) одновременно.
10. Способ по п.8, в котором движение указанной полосы (15) в контакте с охлаждающим валком (1) осуществляют со скоростью 0,3-20 м⋅с-1.
11. Способ по п.9 или 10, в котором осуществляют протекание охлаждающего средства в смежных охлаждающих каналах (12) в противоположных направлениях.
| УСТАНОВКА ДЛЯ ИНДУКЦИОННОЙ ЗАКАЛКИ ДЕТАЛЕЙ | 1972 |
|
SU427062A1 |
| УДЛИНЕННЫЙ РЕБРИСТЫЙ ОПОРНЫЙ ВАЛОК ДЛЯ НАПРАВЛЕНИЯ БЕСКОНЕЧНОЙ, ГИБКОЙ, ТЕПЛОПРОВОДНОЙ ЛЕНТЫ ЛИТЕЙНОГО КОНВЕЙЕРА (ВАРИАНТЫ) | 1997 |
|
RU2175587C2 |
| JPH04346628 A, 12.02.1992 | |||
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Бродильная камера для бигугазовых установок | 1982 |
|
SU1017184A1 |
| Устройство для термомагнитной обработки изделий | 1976 |
|
SU688523A1 |

