Изобретение относится к машиностроительной иромышлеиности и предиазначено для закалки деталей при массовом или серийном производстве.
Известна установка для индукционной закалки деталей, .содержаш;ая нагреватель, загрузочное и охлаждающее устройства. Однако она не обеспечивает качественной закалки.
Цель изобретения - обеспечение магнитной транспортировки и улучшение качества закалки. Это достигается тем, что охлаждаюш,ее устройство выполнено в виде диска, снабженного магнитами и фигур.ньгми кольцами, образующими щели для подвода охладителя к охлаждаемым деталям.
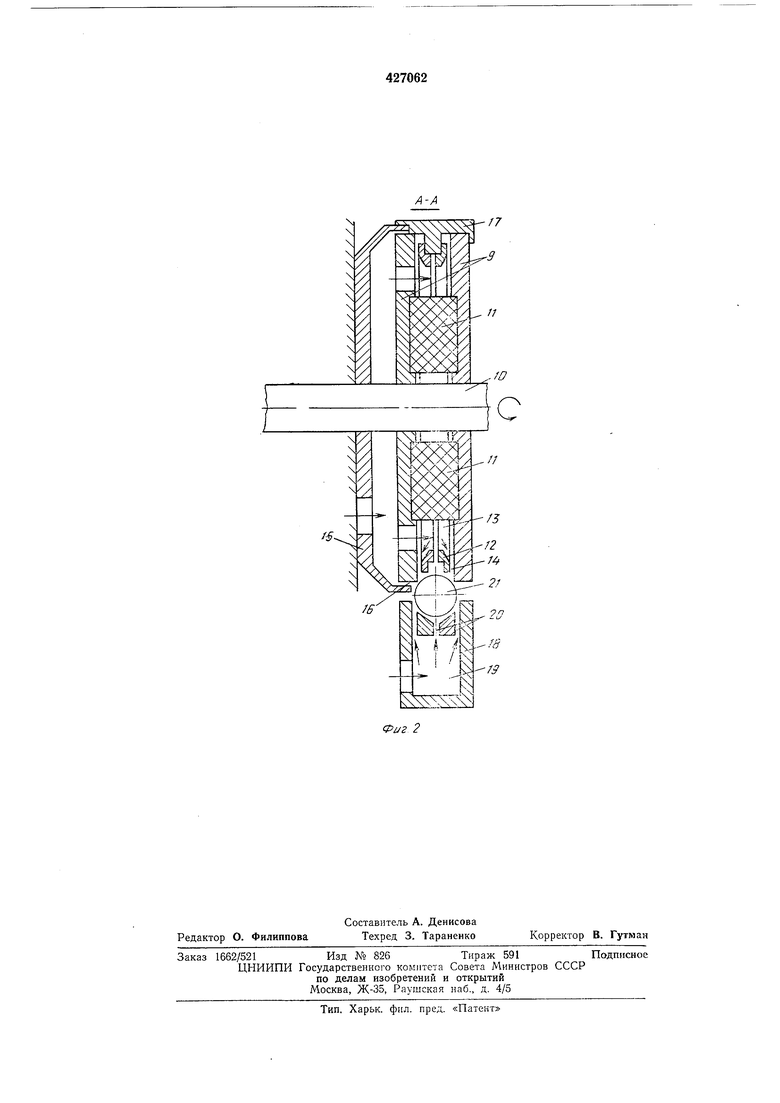
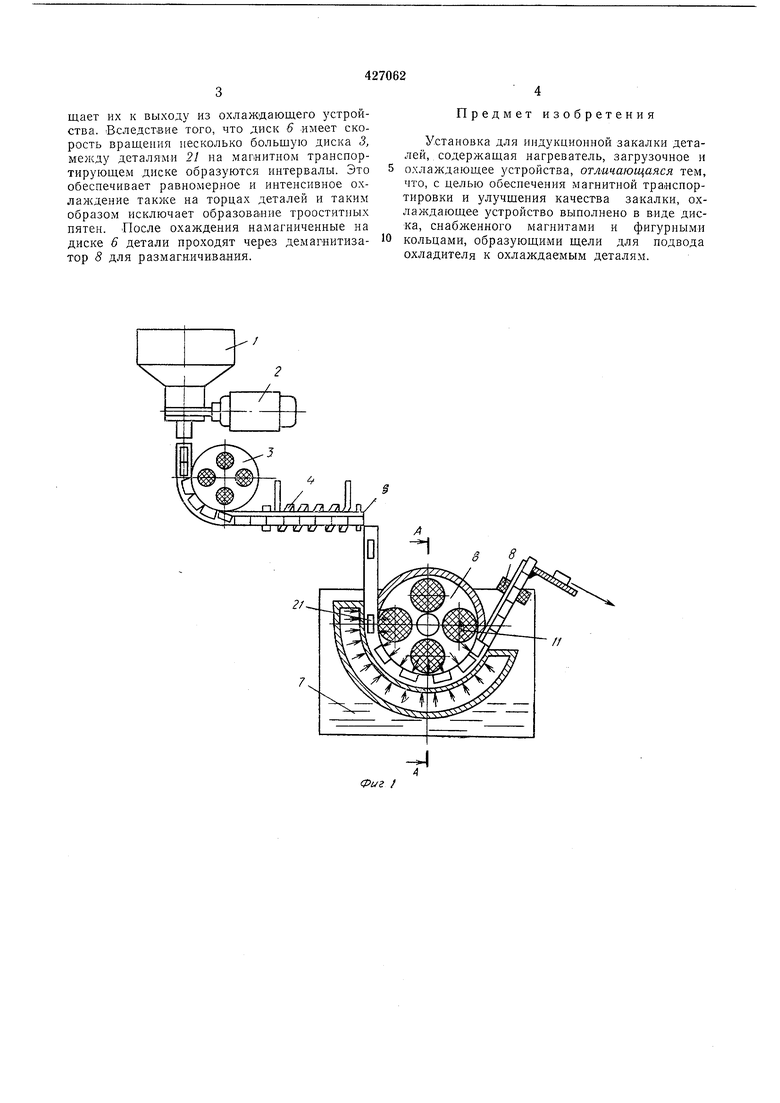
На фиг. 1 изображена установка, общий вид; на фиг. 2 - охлаждающее устройство, разрез.
Установка для закалки деталей тина роликов и шариков состоит из бункера 1, привода 2, подающего магнитного диска 3, -индуктора 4, керамической трубки 5, охлаждающего устройства, выполненного в виде магнитного транспортирующего диска 6, закалочного бака 7 и демагнитизатора 8.
Магнитный диск 6 устройства включает два диска 9 из магнитной стали, закрепленных на валу 10. Между дисками расположены постоянные магниты 11 и два фигурных кольца 12, образующие полость 13 и щели 14.
С одной стороны диска .находится крыщ.ка 15, служащая для иодвода охлалчдающей жидкости -И образующая с диском 5 щель 16. На крышке 15 установлен нож 17 для съема роликов и шариков и перекрывающий щели в верхней части магнитного транспортирующего диска. Ниже диска 6 расположен сектор 18 с камерой 19, из которой охлаждающая жидкость по образующим щелям 20 ноступает снизу на детали 21.
Индукционная установка для закалки деталей работает следующим образом.
Детали 21 загрул аются в бункер 1, из которого магнитным диском 3 подаются в керамическую трубку 5, проходят через индуктор 4, нагреваясь до требуемой температуры закалки, и пощтучно с заданным интервалом падают в охлаждающее устройство на диск ff. Детали интенсивно охлаждаются направленными струями жидкости, так как в первоначальный период они находятся во взвещенном состоянии. Это дает возможность сбить иаровую рубащку, образующуюся на поверхности нагретых деталей в процессе охлаждения и создать наиболее благоприятные условия для их равномерного охлаждения, что исключает образование трооститных пятен. После охлаждения до температуры точки Кюри вращающийся магнитный транспортирующий диск 6 притягивает детали н перемещает их к выходу из охлаждающего устройства. Вследствие того, что диск 6 имеет скорость вращеиия несколько большую диска 3, между деталями 21 на магнитном транспортирующем диске образуются интервалы. Это обеспечивает равномерное и интенснвное охлаждение также на торцах деталей и таким образом исключает образование трооститпых пятен. После охаждения намагниченные на диске 6 детали проходят через демаг-нитизатор 8 для размагн.ичива.ния.
Предмет изобретения
Установка для индукционной закалки деталей, содержащая нагреватель, загрузочное и охлаждающее устройства, отличающаяся тем, что, с целью обеспечения магнитной транспортировки и улучшения качества закалки, охлаждающее устройство выполнено в виде диска, снабженного магнитами и фигурными кольцами, образующими щели для подвода охладителя к охлаждаемым деталям.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для закалки деталей типа колец | 1979 |
|
SU865933A1 |
| Станок для закалки изделий | 1977 |
|
SU655731A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Устройство для индукционного контурного нагрева деталей | 1983 |
|
SU1098107A1 |
| Станок для высокочастотной закалки роликов | 1959 |
|
SU122489A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ ДЕТАЛЕЙ | 1970 |
|
SU285944A1 |
| УСТРОЙСТВО для ЗАКАЛКИ ИЗДЕЛИЙ | 1973 |
|
SU379640A1 |
| Установка для индукционной закалки концов длинномерных изделий | 1989 |
|
SU1730178A1 |
| Устройство для индукционного нагрева | 1981 |
|
SU985075A1 |
| Устройство для закалки деталей | 1976 |
|
SU619523A1 |