Настоящее изобретение относится к пресс-форме и способу для изготовления обуви. Конкретно, настоящее изобретение относится к пресс-форме и способу для изготовления обуви с многослойными подошвами посредством прямого литья под давлением на верх.
Известно изготовление обуви, которая имеет подошву, выполненную из трех разных слоев, при помощи способа, включающего в себя прямое литье под давлением на верх обуви.
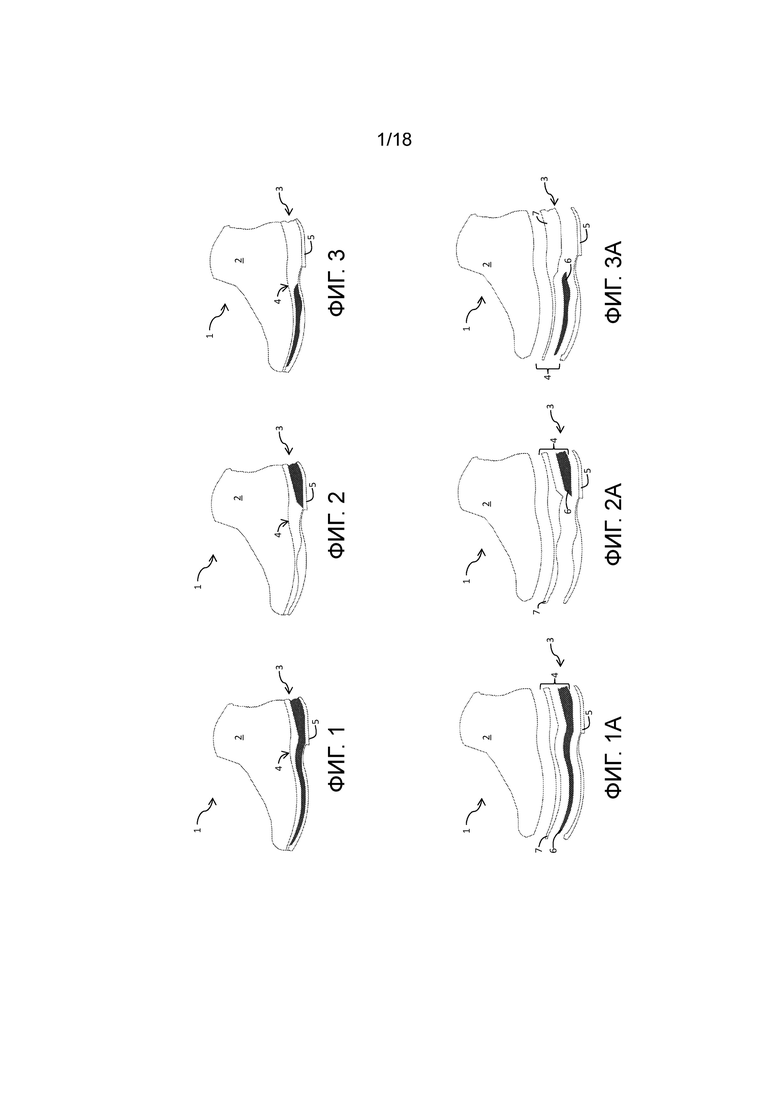
Примеры такой обуви 1 схематично показаны на фиг.1-3.
В таком типе обуви 1 подошва 3 обычно содержит нижний слой 5, предпочтительно выполненный из резины или термопластичного полиуретана (TPU), и промежуточный слой 4, обычно выполненный из полиуретана, предпочтительно пенополиуретана.
Промежуточный слой 4, в свою очередь, как схематично показано на фиг.1A, 2A и 3A, может содержать первый слой 6 и второй слой 7, которые в дополнении к наличию разных форм и размеров, могут быть выполнены в разных цветах и с использованием разных материалов в зависимости от требуемого внешнего вида и механических свойств подошвы.
Известны различные способы формования для изготовления обуви, изображенной на фиг.1-3.
В соответствии с первым способом изделие, состоящее из нижнего слоя 5 и первого слоя 6 промежуточного слоя 4, выполнено отдельно при помощи первой пресс-формы.
В этом случае нижний слой 5 может быть выполнен из резины или TPU, и первый слой 6 промежуточного слоя 4 предпочтительно выполнен из полиуретана.
Затем, это изделие загружают во вторую пресс-форму, состоящую из основания, пару полуколец и колодки пресс-формы, на которую устанавливают верх 2 обуви.
Вторую пресс-форму предпочтительно устанавливают на станции держателя пресс-формы вращающейся или электростатической машины.
Полукольца предназначены для закрытия своей нижней кромкой на основании пресс-формы и своей верхней кромкой на верхе 2, который установлен на колодке пресс-формы для ограничения полости пресс-формы, имеющей форму и размеры такие же, что и форма и размеры второго слоя 7 промежуточного слоя 4.
Затем, полимерный материал впрыскивают в эту полость для образования второго слоя 7 и завершения подошвы 3.
Этот способ включает в себя немаловажные затраты для получения или изготовления изделия, состоящего из нижнего слоя 5 и первого слоя 6 промежуточного слоя.
Кроме того, для обеспечения прочности сцепления между этим изделием и полиуретановым материалом, последовательно впрыскиваемого для завершения подошвы, необходимо, чтобы верхняя поверхность изделия, которая предназначена для вхождения в контакт со вторым слоем 7, была специально обработана посредством нанесения клея или при помощи прочесывания.
Второй способ формования описан в EP 0407688.
Этот документ описывает пресс-форму, состоящую из основания, первой пары полуколец, второй пары полуколец и колодки пресс-формы.
Сначала два первых полукольца располагают для примыкания к нижней части верха 2 обуви, установленного на колодке пресс-формы, для образования замкнутой полости, имеющей форму и размеры такие же, что и форма и размеры второго слоя 7 промежуточного слоя 4.
После литья под давлением полимерного материала, образующего слой 7 промежуточного слоя, два полукольца раздвигают, и колодку пресс-формы вместе с верхом, на котором закреплен второй слой 7, опускают для обеспечения расположения их между второй парой полуколец.
Нижний слоя 5 формуется отдельно и затем загружается в основание пресс-формы, которое в сочетании со второй парой полуколец и колодкой пресс-формы выполнено с возможностью образования второй полости, имеющей форму и размеры такие же, что и форма и размеры первого слоя 6 промежуточного слоя 4.
Второй полимерный материал затем впрыскивается в эту полость для образования первого слоя 6 и завершения подошвы 3.
Пресс-форма, описанная в EP 0407688, имеет недостатки.
Эта пресс-форма, фактически, должна быть установлена на специальной формовочной машине, в которой в отличие от известных машин первое впрыскивание для формования второго слоя 7 осуществляется на высоте, большей высоты второго литья под давлением для формования первого слоя 6.
Кроме того, колодка пресс-формы должна быть перемещена в два разных положения (для литья под давлением второго слоя 7 и литья под давлением первого слоя 6) вместо того, чтобы оставаться неподвижной в одном положении, что и в известных машинах. Для расположения колодки в двух разных положениях литья под давлением машина должна содержать специальную систему перемещения и управления, которая обычно отсутствует в известных системах.
Следовательно, пресс-форма, описанная в EP 0407688, не может быть использована в известных вращающихся машинах, которые имеются у большинства изготовителей.
Кроме того, способ и пресс-форма, описанная в EP 0407688, могут быть использованы для изготовления подошв типа, изображенного на фиг.1, но не подошв типа, указанного на фиг.2 и 3, поскольку было бы не возможным получения сцепления между нижним слоем 5 и вторым слоем 7.
Две части, фактически, должны входить в контакт друг с другом после окончания реакции полимеризации материала второго слоя 7. Этот материал, который в данный момент отвердился, не может больше сцепляться с нижним слоем 5.
Подошва, полученная при помощи способа и формы, описанной в EP 0407688, кроме того, будет иметь литник после литья под давлением на втором слое 7, который, следовательно, должен быть удален вручную, оставляя непривлекательный отпечаток после литья под давлением на наружной поверхности подошвы. Эта система, фактически, не предусматривает автоматическую систему для удаления отпечатка после литья под давлением.
Следовательно, целью настоящего изобретения является устранение недостатков, упомянутых выше, со ссылкой на известный уровень техники.
Первой задачей настоящего изобретения является создание пресс-формы для изготовления обуви с многослойными подошвами посредством прямого литья под давлением на верх, которая имеет упрощенную конструкцию по сравнению с известным уровнем техники.
Второй задачей настоящего изобретения является создание пресс-формы для изготовления обуви с многослойными подошвами посредством прямого литья под давлением на верх, которая может быть использована в сочетании с формовочными машинами известного типа без необходимости в модификациях конструкции.
Другой задачей настоящего изобретения является создание способа изготовления обуви с многослойными подошвами посредством прямого литья под давлением на верх, который является преимущественным с точки зрения затрат и эффективности по сравнению с известными способами.
И наконец, задачей настоящего изобретения является создание способа изготовления обуви с многослойными подошвами посредством прямого литья под давлением на верх, который обеспечивает изготовление обуви без непривлекательных меток на подошве.
Цель и основные задачи, описанные выше, достигнуты с помощью пресс-формы по п.1 и способа по п.13 формулы изобретения. Отличительные признаки и другие преимущества изобретения будут появляться в описании, приведенном ниже, ряда примеров осуществления, описанных в качестве неограничивающего примера, со ссылкой на сопроводительные чертежи, на которых
- фиг.1-3 - схематичные виды сбоку обуви, которая может быть получена с помощью пресс-формы и способа в соответствии с изобретением;
- фиг.1A-3A - соответственно, перспективные виды с пространственным разделением элементов на фиг.1-3;
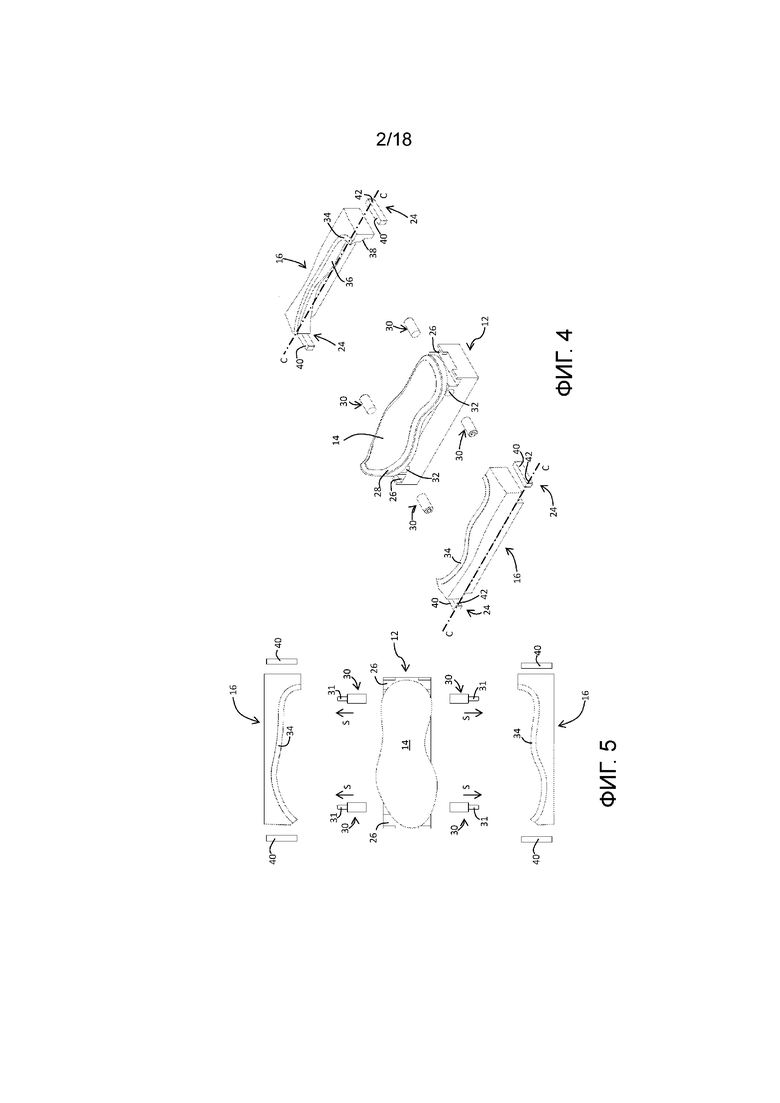
- фиг.4 и 5 - соответственно, перспективный вид и перспективный вид сверху с пространственным разделением элементов основания и пары полуколец пресс-формы в соответствии с изобретением;
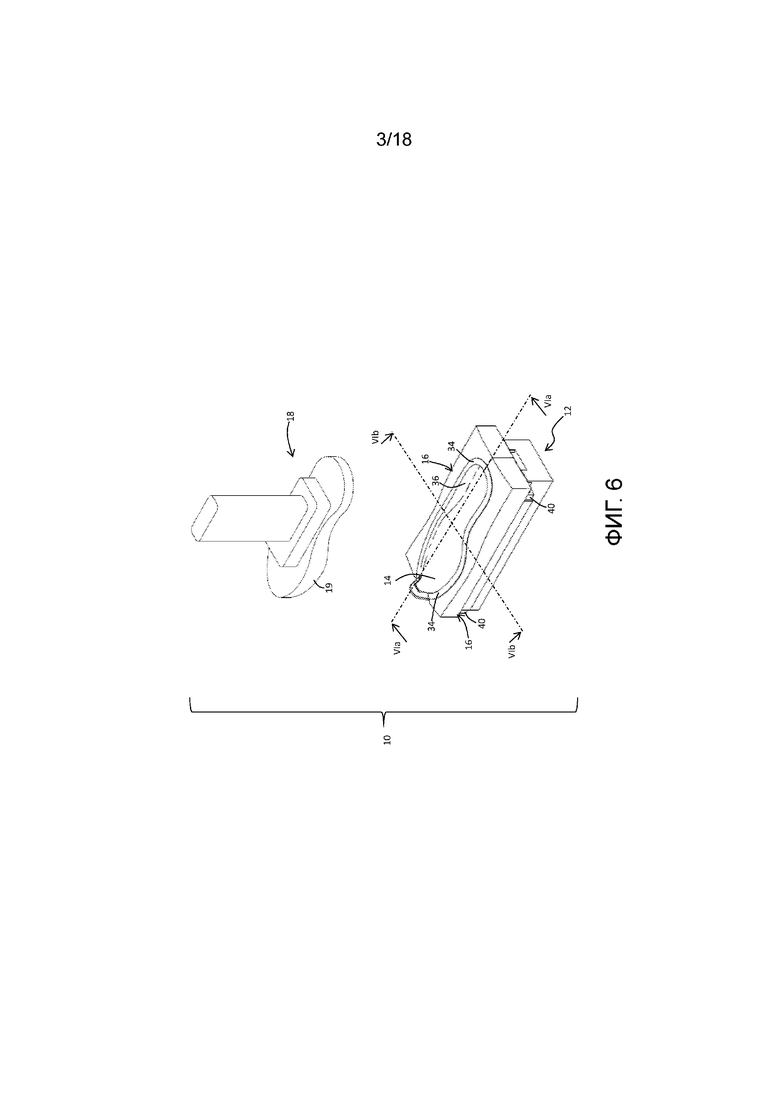
- фиг.6 - упрощенный перспективный вид с пространственным разделением элементов пресс-формы в соответствии с изобретением в первом рабочем положении;
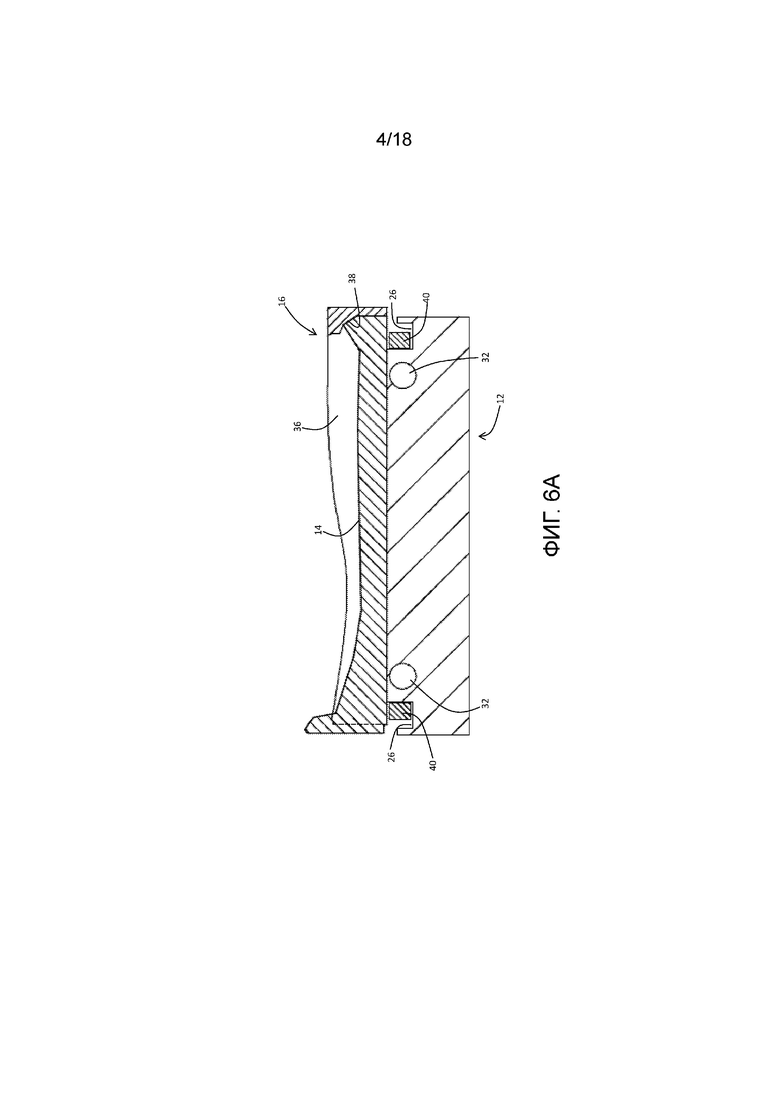
- фиг.6A - схематичный вид в разрезе основания пресс-формы в соответствии с фиг.6 по плоскости VIa-VIa;
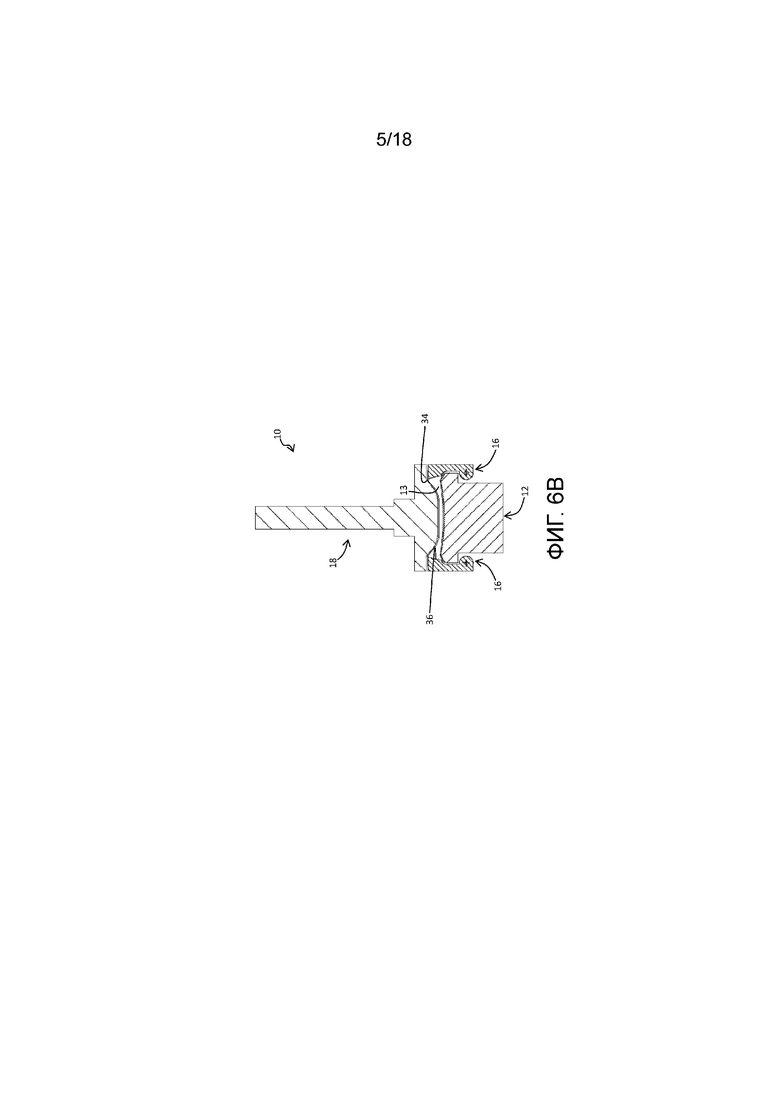
- фиг.6B - схематичный вид в разрезе основания пресс-формы в соответствии с фиг.6 по плоскости VIb-VIb с крышкой в контакте с первыми полукольцами;
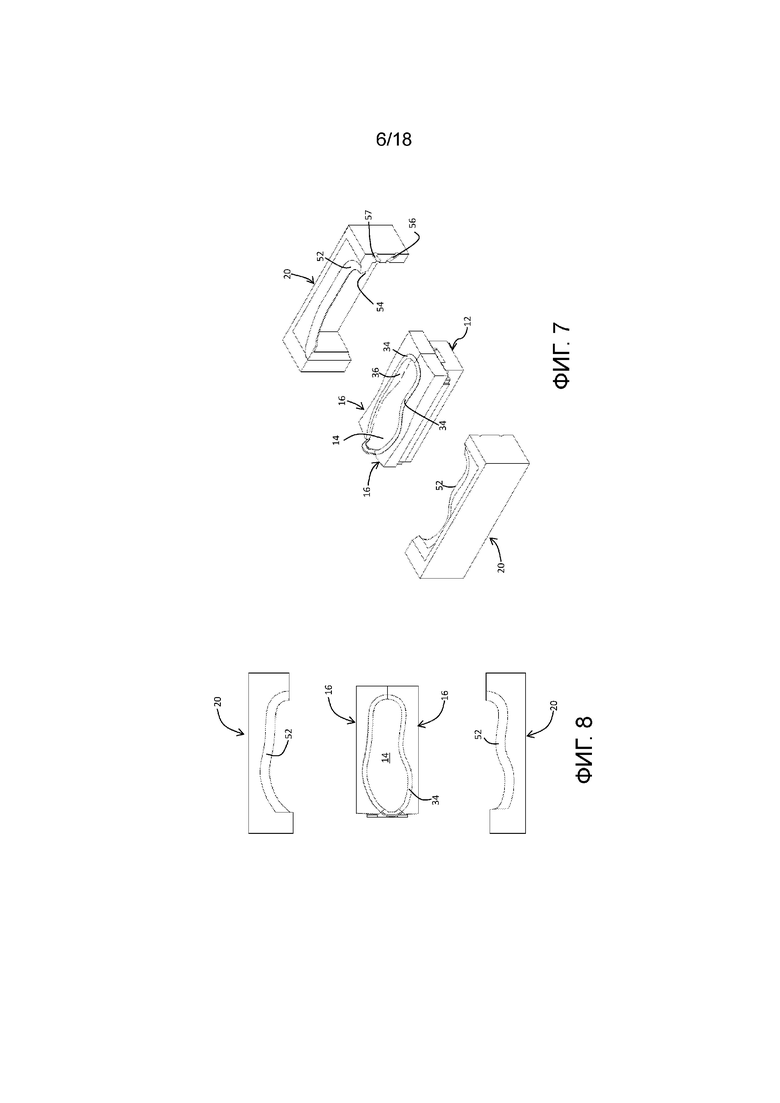
- фиг.7 и 8 - виды, подобные видам на фиг.4 и 5, но относящиеся к другим элементам пресс-формы в соответствии с изобретением;
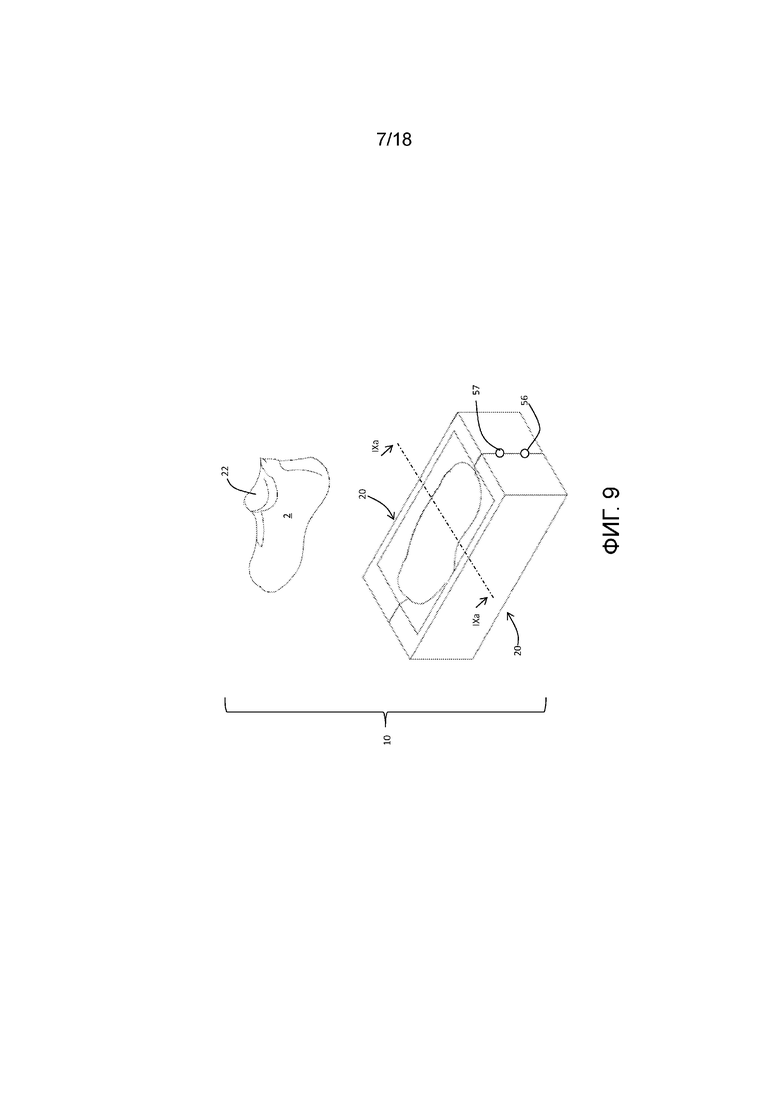
- фиг.9 - упрощенный перспективный вид с пространственным разделением элементов пресс-формы в соответствии с изобретением во втором рабочем положении;
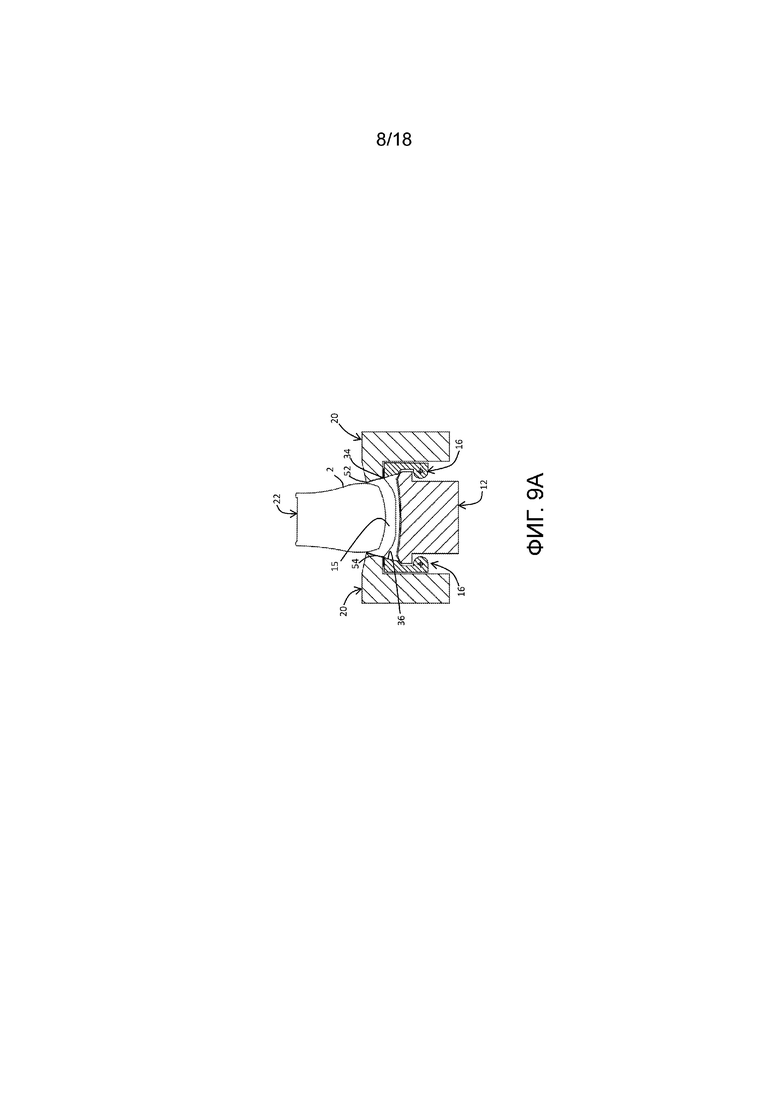
- фиг.9A - схематичный вид в разрезе пресс-формы в соответствии с фиг.9 по плоскости IXa-IXa с колодкой пресс-формы в контакте со вторыми полукольцами;
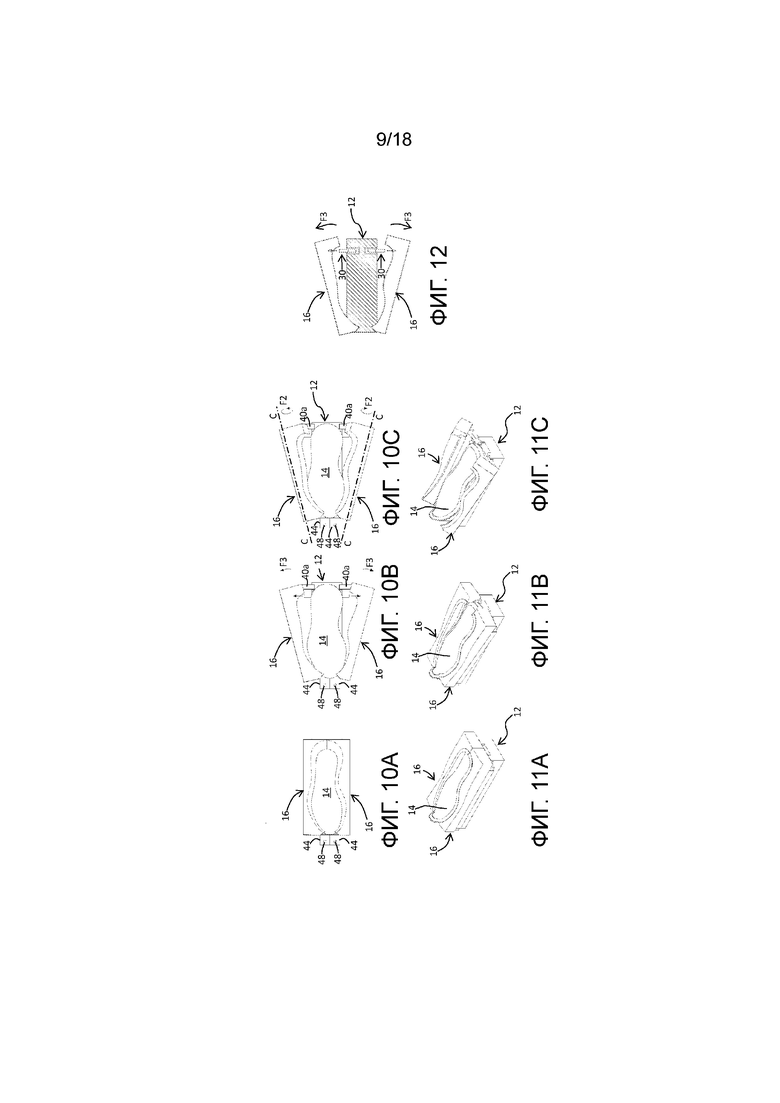
- фиг.10A, 10B, 10C - схематичные виды сверху перемещений, которые могут быть осуществлены элементами пресс-формы, изображенными на фиг.4 и 5;
- фиг.11A, 11B, 11C - соответственно, перспективные виды фиг.10A, 10B, 10C;
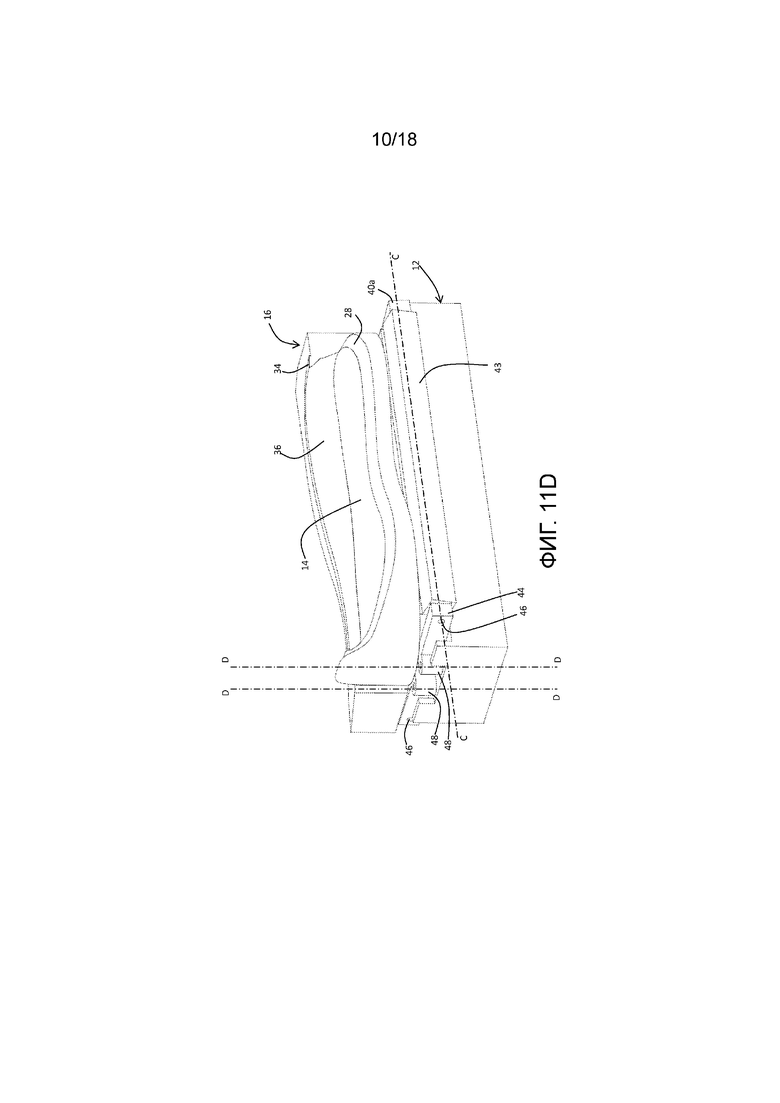
- фиг.11D - упрощенный перспективный вид элементов пресс-формы, изображенной на фиг.10A и 11A, на которых одно из двух полуколец удалено;
- фиг.12 - вид сверху в частичном разрезе элементов пресс-формы, изображенной на фиг.4 и 5;
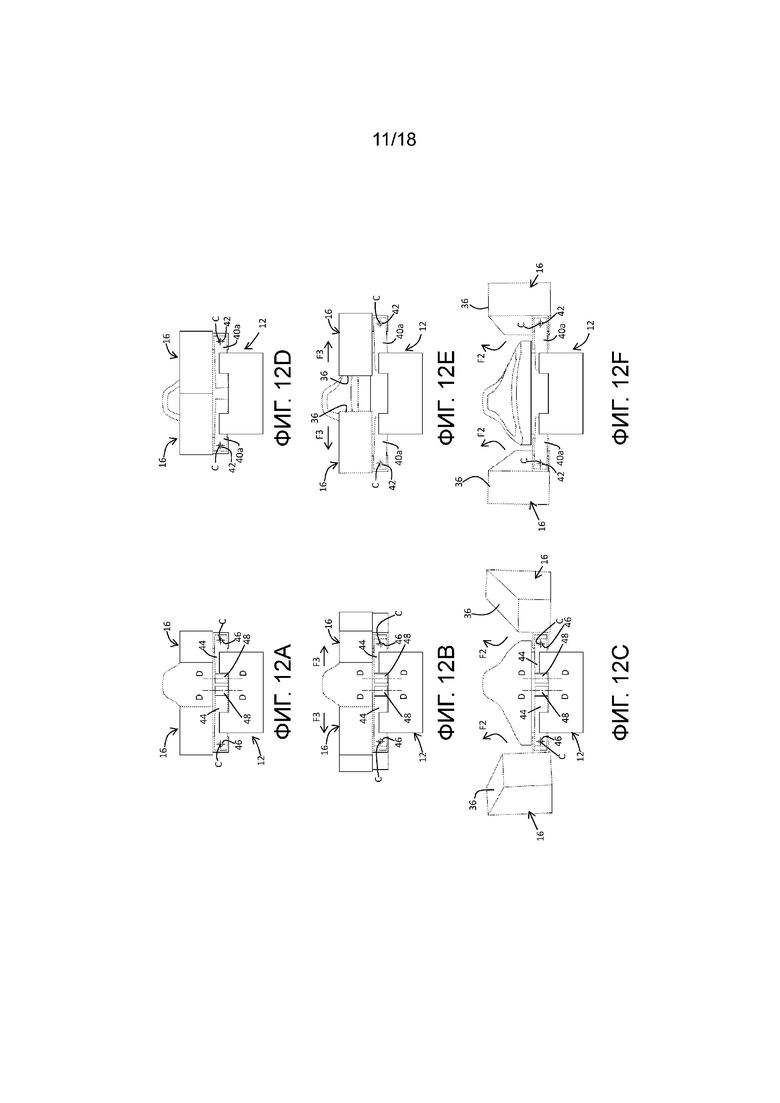
- фиг.12A, 12B и 12C - соответственно, виды спереди фиг.11A, 11B и 11C;
- фиг.12D, 12E и 12F - соответственно, виды сзади фиг.12A, 12B и 12C;
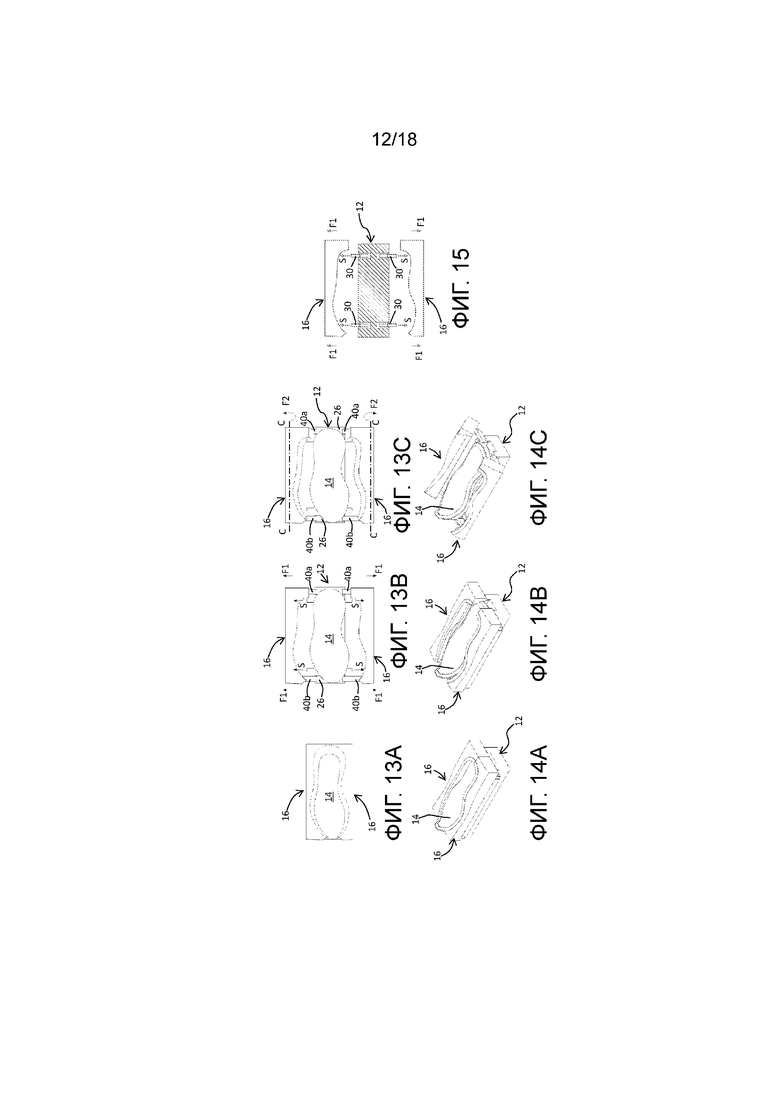
- фиг.13A, 13B, 13C - соответственно, виды, подобные видам на фиг.10A, 10B, 10C, но относящиеся ко второму варианту осуществления пресс-формы в соответствии с изобретением;
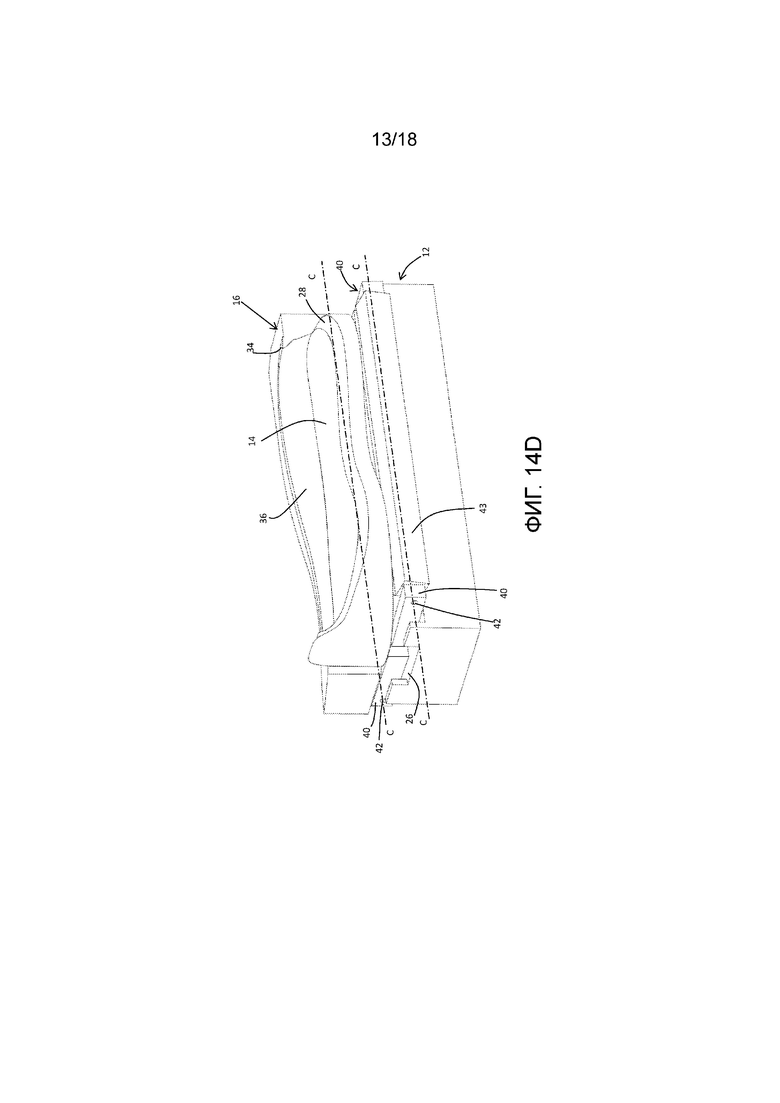
- фиг.14A, 14B, 14C - соответственно, перспективные виды фиг.13A, 13B и 13C;
- фиг.14D - упрощенный перспективный вид элементов пресс-формы, изображенной на фиг.13A и 14A, на которых одно из двух первых полуколец удалено;
- фиг.15 - вид, подобный виду на фиг.12, но относящийся ко второму варианту осуществления пресс-формы в соответствии с изобретением;
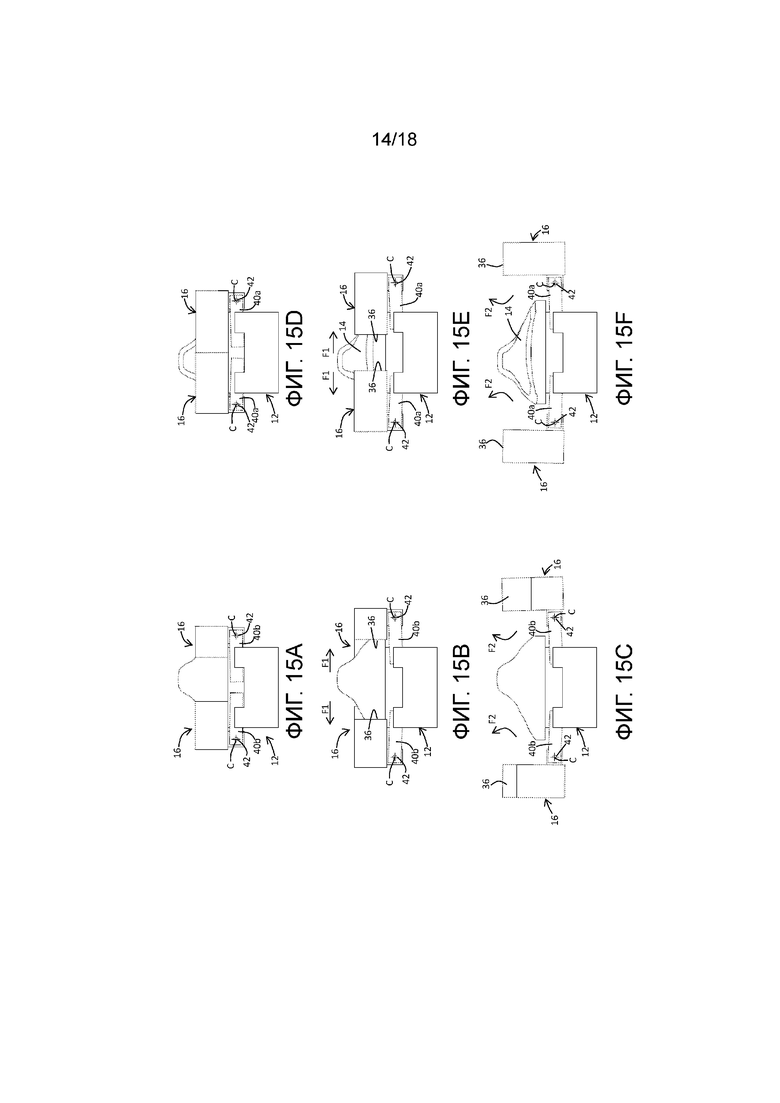
- фиг.15A, 15B, 15C - соответственно, виды спереди фиг.14A, 14B и 14C;
- фиг.15D, 15E, 15F - соответственно, виды сзади фиг.15A, 15B и 15C;
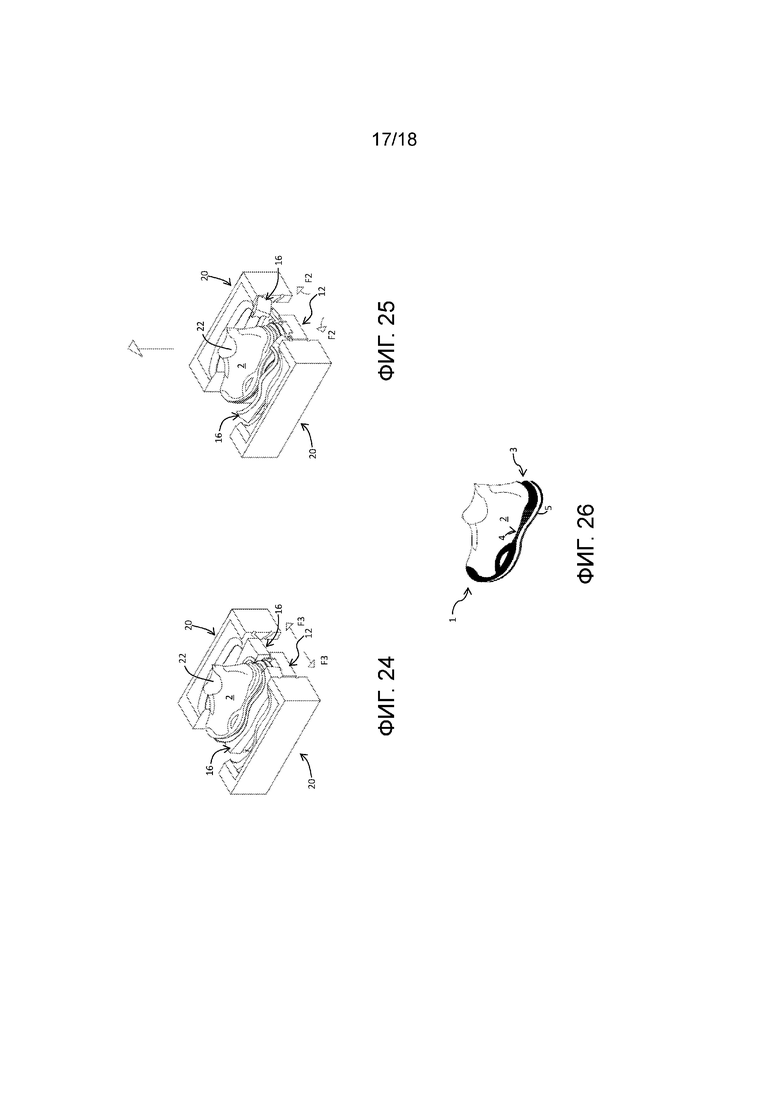
- фиг.16-26 схематично изображают ряд этапов варианта осуществления способа в соответствии с изобретением;
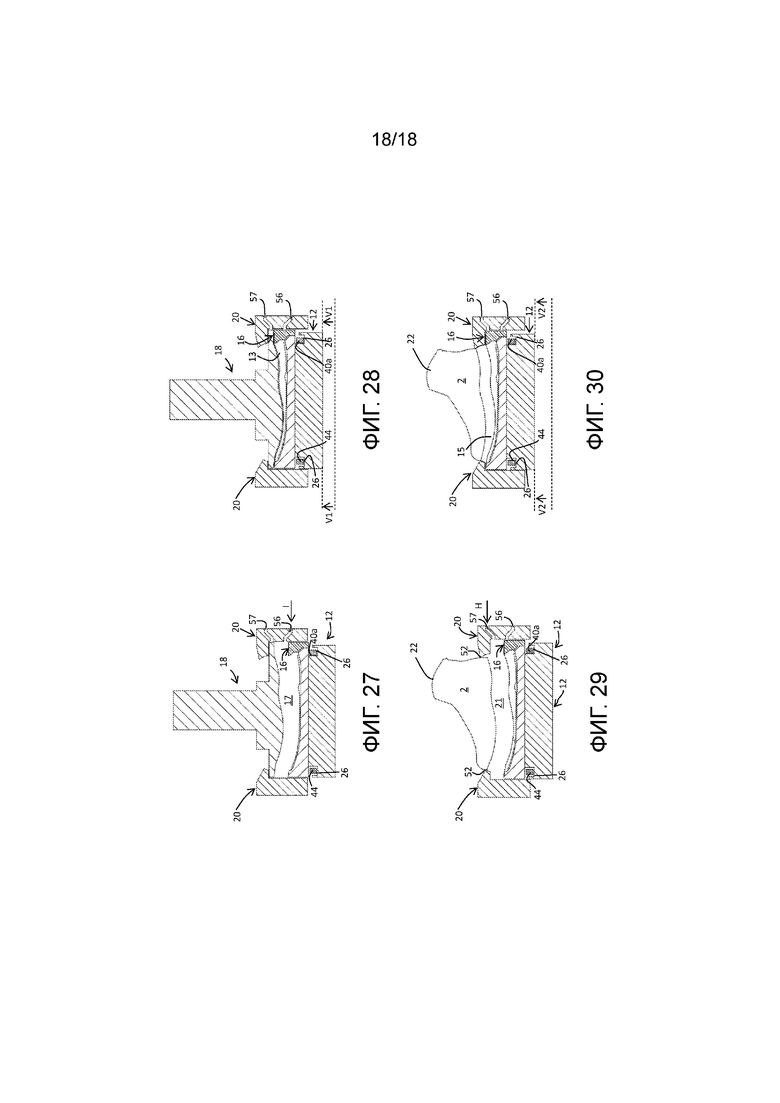
- фиг.27 - схематичный вид в разрезе пресс-формы в соответствии с фиг.19 по плоскости XXVII-XXVII;
- фиг.28 - вид, подобный виду на фиг.27, но показывающий следующий этап способа в соответствии с изобретением;
- фиг.29 - схематичный вид в разрезе пресс-формы в соответствии с фиг.22 по плоскости XXIX-XXIX;
- фиг.30 - вид, подобный виду на фиг.29, но показывающий следующий этап способа в соответствии с изобретением.
Как показано, прежде всего, на фиг.6 и 9, пресс-форма, созданная в соответствии с принципами настоящего изобретения, в общем обозначена ссылочной позицией 10.
Эта пресс-форма выполнена с возможностью использования при изготовлении ботинка 1 при помощи прямого литья под давлением подошвы 3, содержащей нижний слой 5 и промежуточный слой 4, на верх 2 обуви, где промежуточный слой 4 состоит из первого слоя 6 и второго слоя 7 (см. фиг.1-3 и 1A-3A).
Предпочтительно, нижний слой 5 выполнен из резины или термопластичного полиуретана (TPU), в то время как первый слой 6 и второй слой 7 промежуточного слоя обычно выполнены из пенополиуретана или компактного полиуретана.
Пресс-форма 10 предназначена для установки на станции держателя пресс-формы формовочной машины типа, обычно используемого для изготовления обуви посредством прямого литья под давлением на верх.
Станция держателя пресс-формы содержит известным образом опору, секцию держателя пресс-формы и узел опоры колодки пресс-формы и/или опоры крышки.
Этот тип машины, поскольку она хорошо известна специалисту в данной области техники, не показан на прилагаемых чертежах.
Пресс-форма 10 содержит основание 12, пару первых полуколец 16 и крышку 18 (см. фиг.6). Кроме того, пресс-форма 10 содержит пару вторых полуколец 20 и колодку 22 пресс-формы (см. фиг.9).
Первые полукольца 16 выполнены с возможностью расположения близко друг к другу, так что они примыкают к основанию 12 и к крышке 18 для образования первой полости 13 пресс-формы для формования первого слоя 6 промежуточного слоя 4 (см. фиг.6b).
В то время как первые полукольца 16 примыкают к основанию 12, вторые полукольца 20 выполнены с возможностью расположения близко друг к другу, так что они расположены на первых полукольцах 16 и примыкают к верху 2 обуви, который установлен на колодке 22 пресс-формы, для образования второй полости 15 пресс-формы для формования второго слоя 7 промежуточного слоя 4 (см. фиг.9a).
В соответствии с изобретением первые полукольца 16 содержат направляющие средства 24, предназначенные для зацепления с возможностью скольжения с соответствующими направляющими средствами 26, расположенными в основании 12, для обеспечения перемещения первых полуколец 16 друг от друга и друг к другу.
Кроме того, первые полукольца 16 шарнирно соединены в нижней части с упомянутыми направляющими средствами 24 для поворота вокруг оси C поворота (см. фиг.4 и 5). Предпочтительно, эта ось C поворота является горизонтальной осью поворота. Предпочтительно, эта ось C поворота может быть осью поворота, параллельной опоре станции держателя пресс-формы, на которой расположено основание 12.
Как станет понятно из продолжения описания, пресс-форма 10 в соответствии с настоящим изобретением преимущественно обеспечивает образование первого слоя 6 и второго слоя 7 промежуточного слоя 4 без необходимости замены первых полуколец 16.
Первые полукольца 16, фактически, вследствие расположения направляющих средств 24 могут легко перемещаться от основания 12, обеспечивая легкий доступ к основанию 12 и обеспечивая также в конце различных этапов формования легкое удаление ботинка 1 из пресс-формы 10.
Одновременно, как станет понятно из описания ниже, вследствие поворота относительно оси C можно уменьшать амплитуду перемещений первых полуколец 16 относительно основания 12.
Таким образом, можно устанавливать как первые полукольца 16, так и вторые полукольца 20 в одном и том же секции держателя пресс-формы станции держателя пресс-формы без необходимости осуществления модификаций конструкции машины.
В конечном итоге, первые полукольца 16 и вторые полукольца 20 можно перемещать вручную или с помощью исполнительных механизмов известного типа, например, электрических, пневматических или пружинных исполнительных механизмов. Следовательно, можно устанавливать пресс-форму 10 на формовочных машинах известного типа без необходимости осуществления модификаций конструкции станции держателя пресс-формы.
Ниже подробно описаны отдельные элементы пресс-формы 10 в соответствии с изобретением.
Основание 12 пресс-формы 10 в известном способе может быть закреплено на опоре станции держателя пресс-формы формовочной машины и может перемещаться в направлении, перпендикулярном к своему собственному направлению прохождения при помощи известных линейных исполнительных механизмов.
Предпочтительно, основание 12 пресс-формы может перемещаться с использованием двойного перемещения вверх, так называемого двойного клинообразного перемещения вверх, которое, как будет объяснено подробно ниже, обеспечивает профиль с одинаковым заусенцем, который будет образовываться между основанием 12 и первыми полукольцами 16 и между первыми полукольцами 16 и вторыми полукольцами 20. Кроме того, это перемещение обеспечивает получение изделий, на которых отсутствует непривлекательное образование выемок в результате литья под давлением.
Как показано на фиг.4, основание 12 предпочтительно содержит выемку 14, образованную в соответствии с нижним слоем 5 подошвы 3.
Предпочтительно, эта выемка 14 предназначена для размещения нижнего слоя 5 подошвы 3.
Как будет описано ниже, нижний слой 5 предпочтительно сформован отдельно с использованием отдельной пресс-формы (не показана на чертежах) и затем загружена в основание 12.
Основание 12 преимущественно может содержать периферийную кромку 28, которая предназначена для ограничения выемки 14.
Как уже упомянуто, основание 12 содержит направляющие средства 26, которые имеют функцию взаимодействия с направляющими средствами 24 пары первых полуколец 16.
Предпочтительно, эти направляющие средства 26 расположены на переднем участке и/или заднем участке основания 12 (см. фиг.4).
Они могут содержать одну или более прямолинейных направляющих канавок 26, которые предназначены для зацепления с возможностью скольжения соответствующими направляющими средствами 24 первых полуколец 16.
В качестве альтернативы, направляющие канавки 26 могут быть криволинейными.
В другом варианте осуществления направляющие средства 26 основания 12 могут состоять из соответствующе образованных направляющих колец или поперечных траверс.
Как показано на фиг.4 и 5, направляющие канавки 26 могут проходить в направлении, перпендикулярном к направлению прохождения основания 12.
Кроме того, основание 12 может содержать промежуточные средства 30. Эти промежуточные средства 30 имеют функцию облегчения открытия первых полуколец 16, когда последние примыкают к основанию 12.
Промежуточные средства 30 предпочтительно содержат один или более телескопических цилиндров, предпочтительно, размещенных с возможностью закрытия в пазах 32, образованных на нижнем участке основания (см фиг.4 и 6a).
Предпочтительно, эти цилиндры могут пневматически или механически приводиться в действие, так что один из их концов 31 оказывает усилие S на противолежащую внутреннюю поверхность первых полуколец 16, когда полукольца 16 примыкают к основанию 12, для обеспечения их отделения (см. фиг.5, 12 и 15).
Первые полукольца 16 вместе с основанием 12 установлены в секции держателя пресс-формы станции держателя пресс-формы.
Как ясно показано на фиг.4, 5, 6 и 6a, каждое полукольцо 16 предпочтительно имеет верхнюю закрывающую кромку 34, предназначенную для примыкания к боковым сторонам или нижним кромкам 19 крышки 18, и боковую выемку 36, имеющую размеры и отделку, соответствующие половине первого слоя 6 промежуточного слоя.
Кроме того, каждое полукольцо 16 содержит нижнюю закрывающую кромку 38, выполненную с возможностью примыкания к периферийной кромке 28 основания 12, когда два полукольца 16 расположены близко друг к другу.
Подробно, следовательно, первая полость 13 пресс-формы, которая образована для формования первого слоя 6 промежуточного слоя 4, ограничена внизу выемкой основания 12, в которое отдельно сформованный нижний слой 5 может быть загружен, если необходимо, в боковом направлении при помощи двух первых полуколец 16, и в верхней части крышкой 18 (см. фиг.6b).
Как уже упомянуто, два полукольца 16 содержат направляющие средства 24, предназначенные для зацепления с возможностью скольжения с соответствующими направляющими средствами 26, расположенными в основании 12. Предпочтительно, упомянутые направляющие средства 24 могут скользить внутри направляющих средств 26 основания 12, оставаясь в горизонтальной плоскости, по существу, параллельной плоскости основания 12.
Предпочтительно, направляющее средство 24 каждого первого полукольца 16 содержит, по меньшей мере, один направляющий выступ 40, предназначенный для зацепления с возможностью скольжения с соответствующей направляющей канавкой 26 в основании 12.
В соответствии с вариантом осуществления, изображенном на фиг.10A-10C, 11A-11C, 12A-12F, каждое первое полукольцо 16 содержит задний направляющий выступ 40a. В соответствии вариантами осуществления, изображенными на фиг.13A-13C, 14A-14C, 15A-15F, каждое первое полукольцо 16 содержит задний направляющий выступ 40a и передний направляющий выступ 40b.
Предпочтительно, направляющее средство 24 содержит направляющий выступ 40 и шарнир 42, ось поворота которого совпадает с осью C поворота (см. фиг.4 и 14D).
Предпочтительно, каждое первое полукольцо 16 шарнирно соединено в нижней части с направляющим выступом 40 при помощи шарнира 42.
Предпочтительно, каждый шарнир 42 соединяет с возможностью поворота направляющий выступ 40 с нижним выступом 43 каждого полукольца 16.
Расположение направляющего выступа 40 и шарнира 42 преимущественно обеспечивает поворот каждого первого полукольца 16 после его перемещения от основания 12 вокруг оси C поворота, перемещаясь от горизонтальной плоскости, в которой он, по существу, параллелен основанию 12, к плоскости, которая наклонена или является вертикальной относительно основания 12.
Подробно, в соответствии с вариантом осуществления, изображенном на фиг.13A-13C, 14A-14C, 15A-15F, два первых полукольца 16 могут, фактически, сначала перемещаться от основания 12 вследствие скольжения каждого направляющего выступа 40 внутри направляющих канавок 26 в направлении, обозначенном стрелками F1 (см. фиг.13B, 15B и 15E). Это перемещение может быть обеспечено усилием S, оказываемым промежуточными средствами 30, расположенными в окрестности переднего участка и заднего участка основания 12 (см. фиг.15).
В этом варианте осуществления поперечное сечение каждого направляющего выступа 40 предпочтительно совпадает с поперечным сечением соответствующей направляющей канавки 26 для образования посадки с геометрическим замыканием, которая предотвращает любой относительный поворот выступа 40 и канавки 26.
Затем, два первых полукольца 16 могут поворачиваться при помощи шарниров 42 вокруг оси C поворота в направлении, указанном стрелками F2 до тех пор, пока допускается положение, наклоненное или перпендикулярное к основанию (см. фиг.13C, 15C и 15F).
Как уже упомянуто, перемещения первых полуколец 16, упомянутых выше, преимущественно, может осуществляться вручную.
Каждое первое полукольцо 16 может содержать на своем заднем конце специальную ручку (не показана на прилагаемых чертежах).
В соответствии с вариантом осуществления, изображенном на фиг.10A-10C, 11A-11C, 12A-12F, направляющее средство 24 каждого первого полукольца 16 содержит поворотный выступ 44 и первый поворотный шарнир 46, ось поворота которого совпадает с осью C поворота (см. фиг.11D).
Поворотный выступ 44 расположен в положении напротив положения направляющего выступа 40. Предпочтительно, как показано на фиг.11D, каждое первое полукольцо 16 может содержать задний направляющий выступ 40a и передний поворотный выступ 44.
Предпочтительно, каждое первое полукольцо 16 может быть установлено с возможностью поворота в нижней части на упомянутом поворотном выступе 44 при помощи шарнира 46.
Предпочтительно, каждый шарнир 46 соединяет с возможностью поворота поворотный выступ 40 с нижним выступом 43 каждого полукольца 16.
Шарнир 46 в сочетании с шарниром 42, расположенным в заднем направляющем выступе 40a, обеспечивает поворот первого полукольца 16 вокруг оси C поворота.
Предпочтительно, этот поворотный выступ 44, в свою очередь, установлен на оси с возможностью поворота на основании 12 при помощи второго поворотного шарнира 48, предназначенного для обеспечения поворота выступа 44 и первого полукольца 16 вокруг оси D поворота (см. фиг.11D). Предпочтительно, эта ось D поворота является перпендикулярной к оси C поворота. Предпочтительно, ось D поворота является вертикальной, и ось C поворота является горизонтальной.
Вследствие этого расположения поворотных выступов 44, следовательно, каждое полукольцо 16 может поворачиваться относительно основания 12 вокруг вертикальной оси D поворота.
Этот поворот схематично указано стрелками F3 на фиг.10B, 12B, 12E.
Во время этого поворота задние направляющие выступы 40 скользят, перемещаясь друг от друга, внутри соответствующих направляющих канавок 26, которые в этом случае предпочтительно проходят по криволинейной поверхности или имеют поперечное сечение, большее поперечного сечения направляющих выступов.
Таким образом, после поворота вокруг вертикальной оси D поворота два первых полукольца 16 могут перемещаться из положения, в котором они расположены рядом с основанием (см. фиг.10A, 11A и 11A), в положение, в котором они расположены на расстоянии друг от друга (см. фиг.10B, 11B, 12B и 12E).
Затем, после поворота вокруг горизонтальной оси C поворота два полукольца могут перемещаться из плоскости, в которой они, по существу, параллельны опорной плоскости основания 12, в плоскость, которая наклонена или вертикальна относительно плоскости, поддерживающей основание 12, так что последняя может стать полностью доступной для формовщика (см. фиг.10C, 11C, 12C и 12F).
Предпочтительно, сочетание перемещений, описанных выше, имеет эффект в том, что в положении, в котором два первых полукольца 16 расположены по плоскости, наклоненной или вертикальной относительно основания, они находятся рядом с ним без препятствия загрузки нижнего слоя 5 в выемку 14 или удаления ботинка 1 из пресс-формы 10.
Два первых полукольца 20 также установлены в секции держателя пресс-формы станции держателя пресс-формы.
Как ясно показано на фиг.7, 8, 9 и 9a, каждое второе полукольцо 20 предпочтительно имеет верхнюю закрывающую кромку 52, предназначенную для примыкания к боковым сторонам верха 2 обуви, который установлен в колодке 22 пресс-формы, и поперечную выемку 54, которая имеет размеры и отделку, соответствующие половине второго слоя 7 промежуточного слоя 4.
Как показано на фиг.9 и 9a, когда они расположены близко друг к другом, два полукольца 20 предназначены для окружения, по меньшей мере, частично внутри них два первых полукольца 16, так что нижняя поверхность каждого полукольца 20 может примыкать к периферийной кромке 31 первого нижележащего полукольца 16.
В случае, когда основание перемещено с использованием двойного перемещения вверх, два полукольца 20 будут примыкать к периферийной кромке 34 соответствующих первых полуколец 16 после перемещения основания 12 в конце своего второго перемещения.
Таким образом, вторая полость 15 формы, которая образована для формования второго слоя 7 промежуточного слоя 4, ограничена в нижней части основанием 12, в боковом направлении двумя первыми полукольцами 16, внутри которых размещен узел, образованный нижним слоем 5 и первым слоем 6 промежуточного слоя, и вторыми полукольцами 20, и в верхней части верхом 2 обуви, установленным на колодке 22 пресс-формы.
В известном способе первый канал 56 литья под давлением и второй канал 57 литья под давлением могут быть расположены на контактной поверхности между двумя вторыми полукольцами 20 (см. фиг.9).
Предпочтительно, первый канал 56 литья под давлением расположен на меньшей высоте, чем второй канал 57 литья под давлением.
Отверстия для литья под давлением соответствующих каналов литья под давлением расположены в одну линию по вертикальной оси.
Предпочтительно, два канала 56 и 57 литья под давлением наклонены. Предпочтительно, они проходят по двум сходящимся плоскостям.
Как будет описано подробно внизу, первый канал 56 литья под давлением и второй канал 57 литья под давлением могут использоваться для литья под давлением соответственно первой и второй полимерной смеси в пресс-форму 10.
Предпочтительно, два вторых полукольца 20 могут быть перемещены при помощи известных линейных исполнительных механизмов, расположенных в секции держателя пресс-формы станции держателя пресс-формы.
Хотя они предназначены для окружения, по меньшей мере, частично первых полуколец 16, вследствие усовершенствованных перемещений последних относительно основания для обеспечения доступа к основанию 12 не требуется дополнительное перемещение для размыкания вторых полуколец 20 или изменения размеров секции держателя пресс-формы.
Крышка 18 и колодка 22 пресс-формы в известном способе предназначены для установки в положении 180° напротив друг друга на опорном узле колодки станции держателя пресс-формы. Обычно, этот опорный узел колодки поворачивается на 360° вокруг своей поперечной оси для расположения крышки 18 и колодки 22 пресс-формы попеременно напротив основания 12 при необходимости.
Настоящее изобретение также относится к способу изготовления обуви посредством прямого литья под давлением на верх. Предпочтительно, этот способ может быть осуществлен при помощи пресс-формы 10, описанной выше.
Предпочтительно, пресс-форма 10 в соответствии с изобретением обеспечивает использование вертикального двойного перемещения основания 12, так называемого двойного клинового перемещения вверх. Как будет ясно понятно из описания ниже, это вертикальное перемещение обеспечивает закрытие отверстий для литья под давлением пресс-формы после литья под давлением первой и второй полимерных смесей, следовательно, обеспечивая получение обуви без меток литника в результате литья под давлением.
В частности, способ в соответствии с изобретением включает в себя следующие этапы:
- наличие пресс-формы 10, содержащей основание 12, пару первых полуколец 16, крышку 18, пару вторых полуколец 20 и колодку 22 пресс-формы в открытом положении;
- расположение первых полуколец 16 таким образом, что они примыкают к основанию 12 и расположены рядом с крышкой 18 для принятия первое промежуточное положение;
- замыкание вторых полуколец 20, так что они примыкают к крышке 18, для образования при помощи основания 12 и первых полуколец 16 первой промежуточной полости 17 пресс-формы;
- впрыскивание первой полимерной смеси в упомянутую первую промежуточную полость 17 пресс-формы;
- перемещение основания 12 и первых полуколец 16 к крышке 18, так что они примыкают к крышке 18, для образования первой полости 13 пресс-формы для формования первого слоя 6 промежуточного слоя 4;
- перемещение основания 12 и первых полуколец 16 от крышки 18;
- замыкание вторых полуколец 20 таким образом, что они окружают первые полукольца 16 и примыкают к верху 2 обуви, установленному на колодке 22 пресс-формы, для образования с помощью основания 12 и первых полуколец 16 второй промежуточной полости 21 пресс-формы;
- впрыскивание второй полимерной смеси в упомянутую вторую промежуточную полость 21 пресс-формы;
- перемещение основания 12 и первых полуколец 16 ко вторым полукольцам 20 таким образом, что первые полукольца 16 примыкают ко вторым полукольцам 20, для образования второй полости 15 пресс-формы, для образования второго слоя 7 промежуточного слоя 4;
- размыкание вторых полуколец 20;
- размыкание первых полуколец 16;
- удаление ботинка 1 из колодки 22 пресс-формы.
Предпочтительно, перед замыканием первых полуколец 16 нижний слой 5, установленный отдельно в пресс-форме, может быть загружен в выемку 14 основания 12.
Ссылка будет сделана ниже на фиг.16-30 для подробной иллюстрации различных этапов упомянутого первого способа в соответствии с изобретением.
На фиг.16-30 изображен вариант осуществления пресс-формы 10, в которой направляющие средства 24 содержат задний направляющий выступ 40a и передний направляющий выступ 40b (см. фиг.10A-10C), и в которой вторые полукольца 20 содержат два канала 56 и 57 литья под давлением.
Те же самые объяснения применимы к случаю, в котором способ осуществляется при помощи варианта осуществления пресс-формы 10, в которой направляющие средства 24 содержат задний направляющий выступ 40a и передний направляющий выступ 40b (см. фиг.13A-13C).
Кроме того, предполагается, что крышка 18 и колодка 22 пресс-формы установлены в положении 180° напротив друг друга на опорном узле колодки станции держателя пресс-формы, и опорный узел колодки может поворачиваться на 360° вокруг своей поперечной оси.
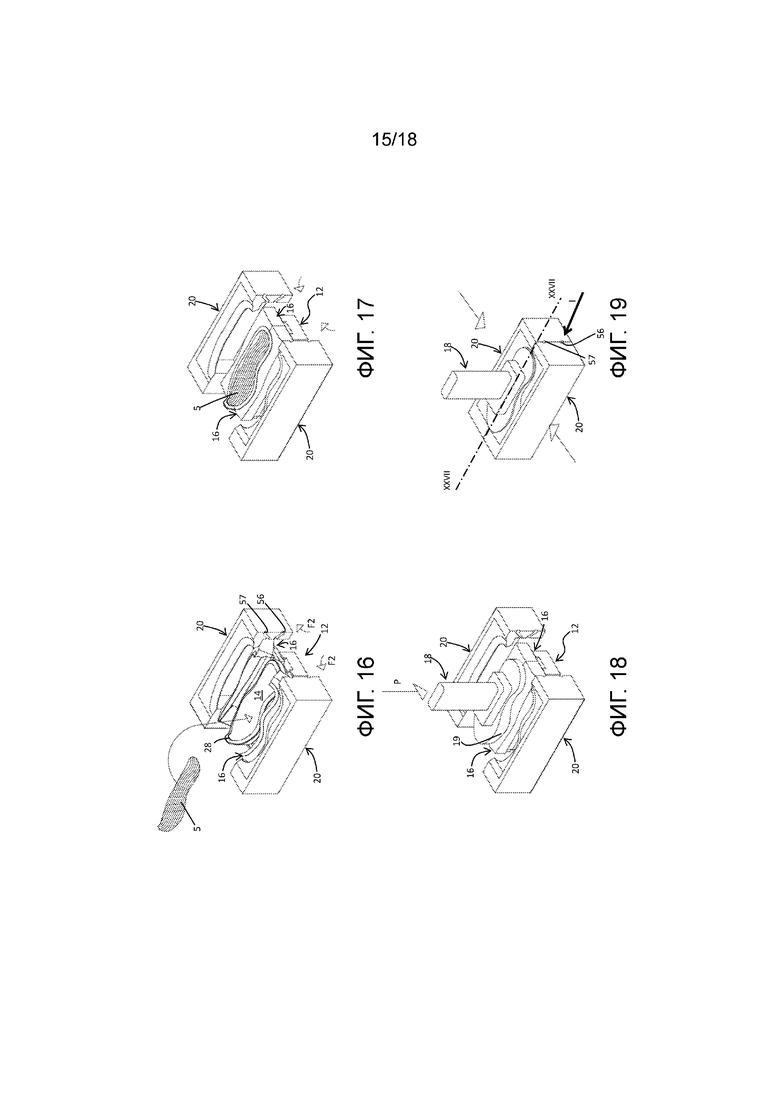
Начиная из положения, в котором два первых полукольца 16 расположены близко друг к другу и примыкают к основанию 12, и в котором вторые полукольца 20 расположены на расстоянии друг от друга, формовщик может вручную или при помощи соответствующих исполнительных механизмов перемещать первые полукольца 16 способами, описанными выше.
Подробно, первые полукольца 16 сначала отделяют посредством их принудительного поворота вокруг вертикальной оси D поворота, так что направляющий выступ 40 скользит в соответствующую направляющую 26 в направлении, параллельном плоскости основания 12.
Затем, полукольца 16 поворачивают вокруг горизонтальной оси C поворота. Этот второй поворот схематично указан стрелками F2 на фиг.16.
Как уже упомянуто, сочетание перемещения по плоскости, параллельной опорной плоскости основания 12, и поворота вокруг оси C поворота, параллельной опорной плоскости основания 12, обеспечивает то, что выемка 14 основания 12 полностью доступна, даже если полукольца 16 расположены относительно близко к основанию 12 (см. фиг.16).
Как показано на фиг.16, нижний слой 5 затем может быть загружен в выемку 14 основания 12, и полукольца 16 располагают близко друг к другу, осуществляя в обратном порядке перемещения, описанные на предыдущем этапе, для примыкания к основанию 12 (см. фиг.7).
Затем, крышку 18 перемещают к первым полукольцам 16 в вертикальном направлении P, и два вторых полукольца 20 располагают близко друг к другу (см. фиг.18 и 19).
Подробно, вторые полукольца 20 располагают близко друг к другу таким образом, что они примыкают своей нижней закрывающей кромкой к боковым сторонам 19 крышки 18, для образования первой промежуточной полости 17 пресс-формы (см. фиг.19 и 27).
Предпочтительно, как ясно можно видеть на фиг.27, в этом положении пресс-формы периферийная кромка крышки 18 закрывает второй канал 57 литья под давлением, расположенный во вторых полукольцах 20.
Первая промежуточная полость 17 пресс-формы образована в нижней части основанием 12, в боковом направлении первыми полукольцами 16 и вторыми полукольцами 20 и в верхней части крышкой 18.
Затем, первую полимерную смесь впрыскивают в эту первую промежуточную полость 17 пресс-формы через первый канал 56 литья под давлением вторых полуколец 20. Это первое впрыскивание схематично обозначено стрелкой I на фиг.19 и 27.
После этого основание 12 и первые полукольца 16 перемещают к крышке 18 посредством первого вертикального перемещения основания 12, так что первые полукольца 16 примыкают к крышке 18, для образования первой полости 13 пресс-формы для формования первого слоя 6 промежуточного слоя (см. фиг.28).
Вертикальное перемещение основания 12 и первых полуколец 16 (схематично указанное стрелками V1 на фиг.28) обеспечивает выравнивание заусенца вследствие формования, который будет образован по замыкающим поверхностям между первыми полукольцами 16 и крышкой 18.
Кроме того, предпочтительно, первый канал 56 литья под давлением может быть закрыт перед отверждением полимерной смеси, впрыснутой в первую полость пресс-формы. Таким образом, след точки литья под давлением не остается на наружной поверхности первого слоя 6 промежуточного слоя 4 после завершения формования.
Затем, два полукольца 20 перемещают друг от друга, в то время как первые полукольца 16, расположенные близко друг к другу и примыкающие к основанию 12, перемещают от крышки 18.
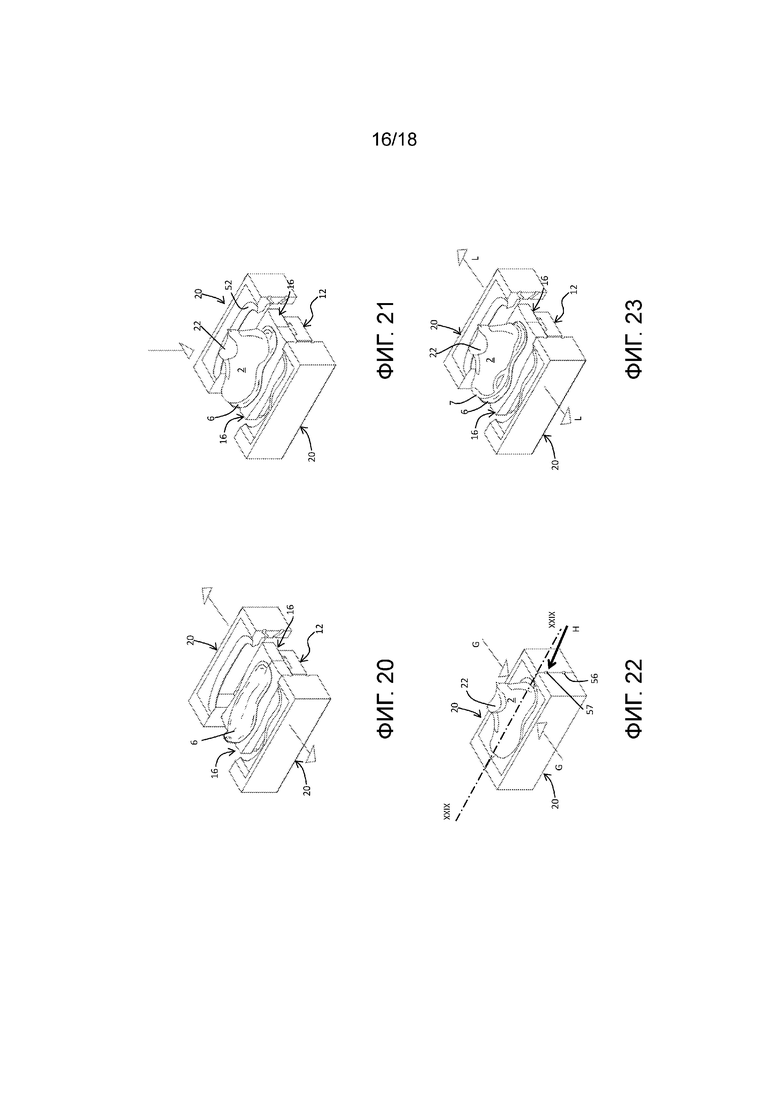
Крышку 18 после поворота опорного узла колодки на 180° заменяют колодкой 22 пресс-формы, на которой установлен верх 2 обуви (см. фиг.20 и 21).
Затем, вторые полукольца 20 располагают близко друг к другу, так что они окружают первые полукольца 16 и примыкают своей верхней кромкой 52 к боковым сторонам верха 2 обуви (см. фиг.22 и 29), для образования второй промежуточной полости 21 пресс-формы.
Замыкающее перемещение вторых полуколец 20 схематично указано стрелками G на фиг.22.
Предпочтительно, в этом положении пресс-формы периферийная кромка первых полуколец 16 закрывает первый канал 56 литья под давлением вторых полуколец 20.
Вторая промежуточная полость 21 пресс-формы образована в нижней части основанием 12, в боковом направлении первыми полукольцами 16 и вторыми полукольцами 20 и в верхней части верхом 2 обуви, установленном на колодке 22 пресс-формы.
Вторую полимерную смесь впрыскивают в эту вторую промежуточную полость 21 пресс-формы через второй канал 57 литья под давлением вторых полуколец 20.
Это второе впрыскивание схематично обозначено стрелкой H на фиг.22 и 29.
Затем, основание 12 и первые полукольца 16 перемещают ко вторым полукольцам 20 крышке 18 посредством второго вертикального перемещения основания 12, так что первые полукольца 16 примыкают ко вторым полукольцам 20, для образования второй полости 15 пресс-формы для формования второго слоя 7 промежуточного слоя (см. фиг.30).
Второе вертикальное перемещение основания 12 и первых полуколец 16 (схематично указанное стрелками V2 на фиг.30) обеспечивает выравнивание заусенца вследствие формования, который будет образован по замыкающим поверхностям между первыми полукольцами 16 и вторыми полукольцами 20.
Кроме того, предпочтительно, второй канал 57 литья под давлением может быть закрыт перед отверждением полимерной смеси, впрыснутой во вторую полость пресс-формы. Таким образом, след точки литья под давлением также не остается на наружной поверхности второго слоя 7 промежуточного слоя 4 после завершения формования.
Во время следующего этапа после того, как время выемки пресс-формы с впрыснутой второй полимерной смеси истекло, два вторых полукольца 20 перемещают друг от друга. Это перемещение схематично указано стрелками L на фиг.23.
Затем, два первых полукольца 16 сначала отделяют, заставляя их поворачиваться вокруг вертикальной оси D поворота, и затем поворачивают вокруг горизонтальной оси C поворота.
Первый поворот и второй поворот схематично указаны соответственно стрелками F3 и F2 на фиг.24 и 25.
Эти повороты обеспечивают перемещение двух первых полуколец 16 друг от друга, следовательно, обеспечивая удаление подошвы, и, следовательно, ботинка с основания 12. Одновременно, этим перемещениям не препятствует наличие двух вторых полуколец 20.
Ботинок, полученный таким образом, может быть удален с колодки 22 пресс-формы (см. фиг.26) и подвергаться обычным отделочным работам.
Из описанного выше, ясно, как с помощью пресс-формы и способа в соответствии с настоящим изобретением можно достичь заданной цели и задач.
Пресс-форма и способ в соответствии с изобретением могут быть использованы и осуществлены в сочетании с формовочными машинами известного типа, не требуя модификаций конструкции или конкретных регулировок.
Кроме того, пресс-форма и способ в соответствии с изобретением способны обеспечивать уменьшение времени изготовления, следовательно, приводя к повышенной производительности.
Кроме того, с помощью пресс-формы и способа в соответствии с изобретением можно получать обувь с привлекательным внешним видом, в которой как первый слой, так и второй слой промежуточного слоя не имеют отметок, оставленных каналом литья под давлением.
Специалист в данной области техники для удовлетворения особых потребностей может осуществлять модификации в вариантах осуществления, описанных выше, и/или заменять описанные элементы эквивалентными элементами, таким образом, без отхода от объема прилагаемой формулы изобретения.
Например, шарниры направляющих средств 24 могут быть заменены эквивалентными крепежными средствами, выполненными с возможностью поворота в виде единичной степени свободы.
Первые полукольца 16 в отличие от изображенных первых полуколец 16 могут быть установлены с возможностью поворота на основании на его заднем конце.
Два первых полукольца 16 могут иметь количество направляющих выступов, отличное от количества направляющих выступов, изображенных на чертежах. Эти направляющие выступы также могут быть расположены в разных положениях, например, в среднем положении.
Настоящее изобретение относится к пресс-форме для изготовления обуви посредством прямого литья под давлением подошвы, содержащей нижний слой и промежуточный слой, на верх обуви, причем промежуточный слой состоит из первого слоя и второго слоя. Пресс-форма содержит основание, пару первых полуколец, крышку, пару вторых полуколец и колодку пресс-формы. Первые полукольца выполнены с возможностью расположения близко друг к другу, так что они примыкают к основанию и к крышке, для образования первой полости пресс-формы для формования первого слоя промежуточного слоя. В то время как первые полукольца примыкают к основанию, вторые полукольца выполнены с возможностью расположения близко друг к другу, так что они расположены на первых полукольцах и примыкают к верху обуви, установленному на колодке пресс-формы, для образования второй полости пресс-формы для формования второго слоя промежуточного слоя. В соответствии с изобретением первые полукольца содержат направляющие средства, так что они могут перемещаться друг от друга и друг к другу и поворачиваться вокруг оси поворота. Изобретение также относится к способу изготовления обуви посредством прямого литья под давлением на верх обуви, который может быть осуществлен при помощи пресс-формы в соответствии с изобретением. Технический результат заключается в том, чтобы создать способ изготовления обуви с многослойными подошвами посредством прямого литья под давлением на верх обуви, который обеспечивал бы изготовление обуви без дефектов на подошве. 2 н. и 18 з.п. ф-лы, 58 ил.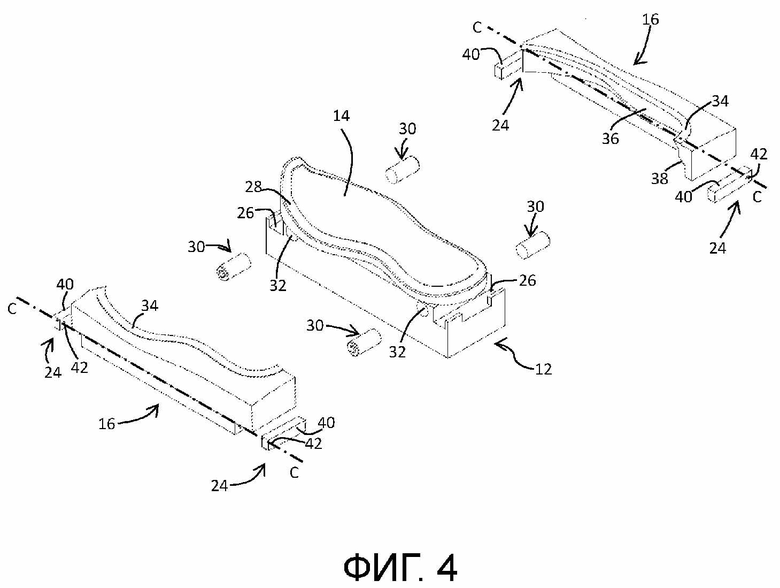
1. Пресс-форма (10) для изготовления ботинка (1) посредством прямого литья под давлением подошвы (3), содержащей нижний слой (5), промежуточный слой (4), на верх (2) обуви, где промежуточный слой (4) состоит из первого слоя (6) и второго слоя (7), при этом пресс-форма (10) содержит основание (12), пару первых полуколец (16), крышку (18), пару вторых полуколец (20) и колодку (22) пресс-формы, причем первые полукольца (16) выполнены с возможностью расположения близко друг к другу, так что они примыкают к основанию (12) и к крышке (18), для образования первой полости (13) формы для формования первого слоя (6) промежуточного слоя (4), и в то время как первые полукольца (16) примыкают к основанию (12), вторые полукольца (20) выполнены с возможностью расположения близко друг к другу, так что они расположены на первых полукольцах (16) и примыкают к верху (2) обуви, установленному на колодке (22) пресс-формы, для образования второй полости (15) пресс-формы для формования второго слоя (7) промежуточного слоя (4),
отличающаяся тем, что первые полукольца (16) содержат направляющие средства (24), предназначенные для зацепления с возможностью скольжения с соответствующими направляющими средствами (26), расположенными в основании (12), для обеспечения перемещения первых полуколец (16) друг от друга и друг к другу, причем первые полукольца (16) шарнирно соединены в нижней части с упомянутыми направляющими средствами (24) для поворота вокруг оси (C) поворота.
2. Пресс-форма (10) по п.1, отличающаяся тем, что направляющее средство (24) каждого первого полукольца (16) скользит в направляющем средстве (26) основания (12), оставаясь в горизонтальной плоскости по существу параллельно основанию (12), и упомянутая ось (С) поворота является горизонтальной осью поворота.
3. Пресс-форма (10) по п.1, отличающаяся тем, что направляющее средство (24) каждого первого полукольца (16) содержит по меньшей мере один направляющий выступ (40) и шарнир (42), ось поворота которого совпадает с упомянутой осью (С) поворота, причем каждое полукольцо (16) шарнирно соединено в нижней части с упомянутым по меньшей мере одним направляющим выступом (40) при помощи шарнира (42).
4. Пресс-форма (10) по п.3, отличающаяся тем, что каждое первое полукольцо (16) содержит задний направляющий выступ (40a).
5. Пресс-форма (10) по п.3, отличающаяся тем, что каждое первое полукольцо (16) содержит задний направляющий выступ (40a) и передний направляющий выступ (40b).
6. Пресс-форма (10) по п.3, отличающаяся тем, что направляющее средство (24) каждого первого полукольца (16) содержит по меньшей мере один поворотный выступ (44) и первый поворотный шарнир (46), ось поворота которого совпадает с осью (С) поворота, причем каждое первое полукольцо (16) установлено с возможностью поворота в нижней части на упомянутом по меньшей мере одном поворотном выступе (44) при помощи первого поворотного шарнира (46).
7. Пресс-форма (10) по п.6, отличающаяся тем, что упомянутый поворотный выступ (44) соединен с возможностью поворота с основанием (12) при помощи второго поворотного шарнира (48), выполненного с возможностью обеспечения поворота поворотного выступа (44) и соответствующего первого полукольца (16) вокруг оси (D) поворота, перпендикулярной к оси (С) поворота.
8. Пресс-форма (10) по п.1, отличающаяся тем, что основание (12) содержит промежуточные средства (30), выполненные с возможностью оказания напорного действия (S) на противолежащую поверхность первого полукольца (16), когда упомянутое первое полукольцо (16) примыкает к основанию (12).
9. Пресс-форма (10) по п.1, отличающаяся тем, что основание (12) содержит выемку (14), предназначенную для размещения нижнего слоя (5) подошвы (3).
10. Пресс-форма (10) по п.1, отличающаяся тем, что, когда два первых полукольца (16) расположены близко друг к другу и примыкают к крышке (18), нижняя закрывающая кромка (38) каждого первого полукольца (16) выполнена с возможностью примыкания к периферийной кромке (28) основания (12), причем первая полость (13) пресс-формы ограничена в нижней части основанием (12), в боковом направлении двумя первыми полукольцами (16) и в верхней части крышкой (18).
11. Пресс-форма (10) по п.1, отличающаяся тем, что, когда два вторых полукольца (20) расположены близко друг к другу и примыкают к верху (2) обуви, нижняя поверхность каждого полукольца (20) выполнена с возможностью примыкания к верхней периферийной кромке (34) нижележащего первого полукольца (16), причем вторая полость (15) пресс-формы ограничена в нижней части основанием (12), в боковом направлении двумя первыми полукольцами (16) и вторыми полукольцами (20) и в верхней части верхом (2) обуви, установленным на колодке (22) пресс-формы.
12. Пресс-форма (10) по п.1, отличающаяся тем, что первый канал (56) литья под давлением и второй канал (57) литья под давлением расположены на контактной поверхности между двумя вторыми полукольцами (20), причем первый канал (56) литья под давлением расположен на меньшей высоте, чем второй канал (57) литья под давлением.
13. Способ изготовления ботинка (1) посредством прямого литья под давлением подошвы (3), содержащей нижний слой (5) и промежуточный слой (4), на верх (2) обуви, где промежуточный слой (4) состоит из первого слоя (6) и второго слоя (7), при этом способ включает в себя следующие этапы:
- обеспечение пресс-формы (10) по любому из предыдущих пунктов;
- расположение первых полуколец (16) так, чтобы они примыкали к основанию (12) и располагались рядом с крышкой (18), для принятия первого промежуточного положения;
- замыкание вторых полуколец (20) так, чтобы они примыкали к крышке (18), для образования первой промежуточной полости (17) пресс-формы с помощью основания (12) и первых полуколец (16);
- впрыскивание (I) первой полимерной смеси в упомянутую первую промежуточную полость (17) формы;
- перемещение основания (12) и первых полуколец (16) к крышке (18) так, чтобы они примыкали к крышке (18), для образования первой полости (13) пресс-формы для формования первого слоя (6) промежуточного слоя (4);
- перемещение основания (12) и первых полуколец (16) от крышки (18);
- замыкание вторых полуколец (20) так, чтобы они окружали первые полукольца (16) и примыкали к верху (2) обуви, установленному на колодке (22) пресс-формы, для образования второй промежуточной полости (21) пресс-формы с помощью основания (12) и первых полуколец (16);
- впрыскивание (H) второй полимерной смеси в упомянутую вторую промежуточную полость (21) пресс-формы;
- перемещение основания (12) и первых полуколец (16) ко вторым полукольцам (20) так, чтобы первые полукольца (16) примыкали ко вторым полукольцам (20), для образования второй полости (15) пресс-формы для формования второго слоя (7) промежуточного слоя (4);
- размыкание вторых полуколец (20);
- размыкание первых полуколец (16);
- удаление ботинка (1) из колодки (22) пресс-формы.
14. Способ по п.13, отличающийся тем, что первый канал (56) литья под давлением и второй канал (57) литья под давлением расположены на контактной поверхности между двумя вторыми полукольцами (20), причем первый канал (56) литья под давлением расположен на меньшей высоте, чем второй канал (57) литья под давлением, при этом первая полимерная смесь впрыскивается в первую промежуточную полость (17) пресс-формы посредством первого канала (56) литья под давлением.
15. Способ по п.14, отличающийся тем, что вторая полимерная смесь впрыскивается во вторую промежуточную полость (21) пресс-формы посредством второго канала (57) литья под давлением.
16. Способ по п.14, отличающийся тем, что в положении пресс-формы, в котором образована первая промежуточная полость (17) пресс-формы, периферийная кромка крышки (18) закрывает второй канал (57) литья под давлением.
17. Способ по п.16, отличающийся тем, что в положении пресс-формы, в котором образована первая полость (13) пресс-формы, после перемещения первых полуколец (16) и основания (12) к крышке (18), первый канал (56) литья под давлением закрыт, причем второй канал (57) литья под давлением закрыт крышкой (18).
18. Способ по п.14, отличающийся тем, что в положении пресс-формы, в котором образована вторая промежуточная полость (21) пресс-формы, периферийная кромка первых полуколец (16) закрывает первый канал (56) литья под давлением.
19. Способ по п.18, отличающийся тем, что при закрытом первом канале (56) литья под давлением после перемещения первых полуколец (16) и основания (12) ко вторым полукольцам (20) для образования второй полости (15) пресс-формы второй канал (57) литья под давлением закрыт.
20. Способ по п.13, отличающийся тем, что нижний слой (5) загружен в выемку (14) основания (12) перед примыканием первых полуколец (16) к основанию (12).
| DE 3910419 A1, 04.10.1990 | |||
| СПОСОБ ПРОИЗВОДСТВА ОБУВИ | 2010 |
|
RU2582707C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ ПОДОШВЫ ИЗ ПОЛИУРЕТАНА С НАКЛАДКОЙ ИЗ РЕЗИНЫ | 2002 |
|
RU2210298C1 |
| US 4149696 A1, 17.04.1979 | |||
| ПАЯЛЬНАЯ СМЕСЬ ДЛЯ ПАЙКИ СТАЛЕЙ | 0 |
|
SU407688A1 |
| Устройство для обработки почвы | 1984 |
|
SU1197571A2 |

