УСТРОЙСТВО для литья под ДАВЛЕНИЕМ И СОЕДИНЕНИЯ
С ВЕРХОМ ОБУВНОЙ ЗАГОТОВКИ МНОГОСЛОЙНОЙ ПОДОШВЫ
из ПОЛИМЕРНЫХ МАТЕРИАЛОВ
Известны устройства для литья под давлением и соединения с верхом обувной заготовки многослойной подошвы из Полимерных материалов, содержащие боковые полуформы и сменную .колодку верхней части формы, опорную плиту, несущую нагревательную и охлаждающую плиту, основание и боковые полуформы нижней части формы, смыкаемой силовым цилиндром с верхней частью формы для литья и соединения слоев подошвы с верхом обувной заготовки.
В известных устройствах не предусмотрено применение нижних частей формы попеременно возвратно-поступательно Перемещающихся в вертикальной и горизонтальной плоскостях для качественного изготовления обуви при поочередном литье под давлением и соединении с верхом обувной заготовки подошвы различной толщины и формы из полимерного материала различного состава и внутренней структуры.
С целью повышения качества изготовления обуви при поочередном литье под давлением и соединении с верхом обувной заготовки слоев подошвы различной толщины и формы из по2
лимерного материала различного состава и внутренней структуры предлагают устройство оснащась двумя аналогичными -по конструкции нижними частями формы, каждая из которых дополнительно снабжена посадочной рамой, подвижными с частями формы отрезками направляющих щин и подъемной плитой, взаимодействующей с двумя парами силовых цилиндров, установленных по углам подъемной плиты, и с силовым цилиндром, соосно установленным в средней части подъемной плиты с силовым цилиндром возврата нижней части формы в исходное положение с посадкой в гнездо двухсекционной рамы до совпадения линий отрезков подвижных направляющих шин с неподвижными отрезками горизонтальных направляющих перемещения силовыми цилиндрами двухсекционной рамы для поочередной подачи к листу подъема нижних частей формы.
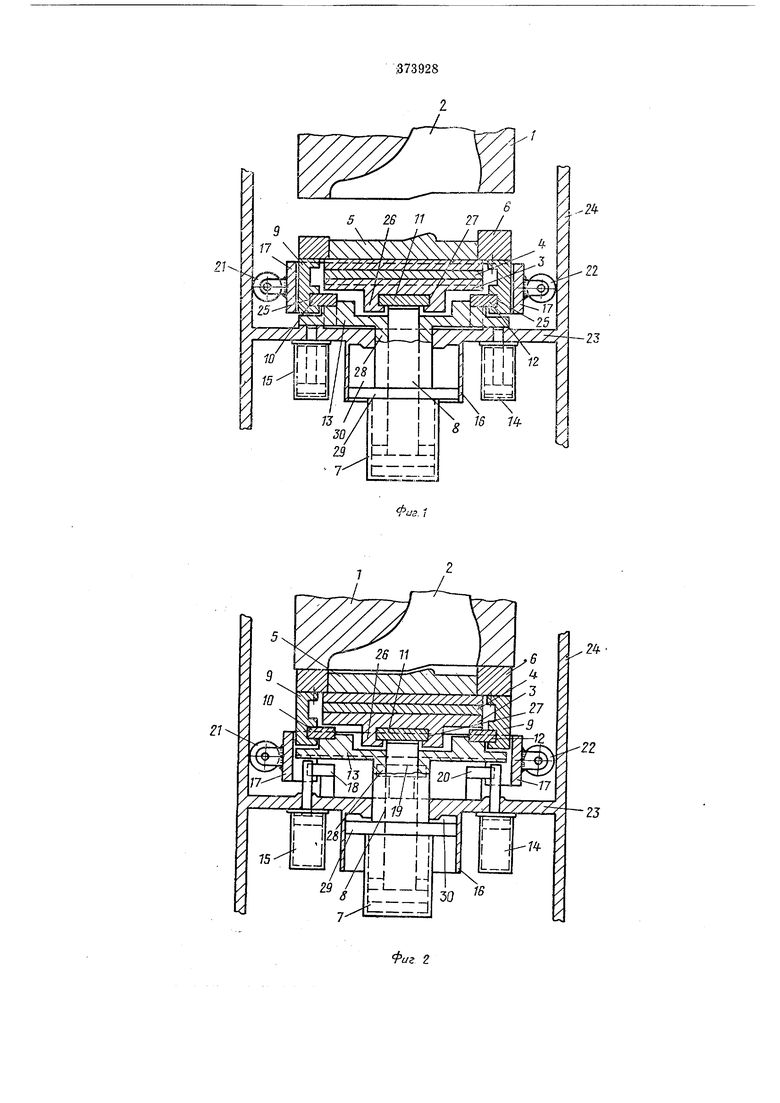
На фиг. 1 показана форма с опущенной нижней частью, поперечный разрез; «а фиг. 2- то же с поднятой нижней частью формы; на фиг. 3 показана схема части устройства в продольном разрезе с нижними частями в исходном положении; на фиг. 4 - то же с поднятой
нижней частью формы; на фиг. 5 - то же, вид в плане.
Устройство для литья под давлением и соединения с верхом обувной заготовки многослойной нодошвы из полимерных материалов разного состава, внутренней структуры, толщиты и формы, например двухслойной подонь вы из пористой и монолитной резины, содержит боковые полуформы / и сменную колодку 2 верхней части-формы для литья верха обувной заготовки, опорную плиту 3, несущую нагревательную и охлаждающую ллиту 4, основание 5 и боковые полуформы 6 нижней части формы, смыкаемой силовым цилиндром 7 посредством щтока поршня 8 с верхней частью формы для литья и соединения слоев подошвы с верхом обувной заготовки.
Устройство оснащено двумя аналогичными по конструкции нижними частями формы, каждая из которых дополнительно снабжена посадочной рамой 9, подвижными с частями формы отрезками направляющих шин 10, 11,
12и подъемной плитой 13, взаимодействующей с двумя парами силовых цилиндров М, 15, установленных по углам подъемной плиты 13, и с силовым цилиндром 7, соосно установленным в средней части подъемной плиты
13с силовым цилиндром 16 возврата нижней части формы .в исходное положение, с посадкой ее в гнездо двухсекционной рамы 17 до -совпадения линий отрезков подвижных направляющих шин 10, 11, 12 с неподвижными горизонтальными направляющими 18, 19, 20 перемещения силовыми цилиндрами 2, 22 двухсекционной рамы 17 для поочередной подачи к месту подъема на литье и соединение слоев подошвы нижних частей формы.
Двухсекционная рама 17 смонтирована и силовые цилиндры 16, 21 и 22 закреплены к основанию 23 корпуса 24. Для перемещения в направляющих 10, 12, 18 и 20 посадочная рама 9 выполнена с пазами 25 и опорная плита 3 для перемещения в направляющих // выполнена с выступами 26 и пазами 27. Подъемная плита 13 посредством ее полого хвостовика 28 соединена с поршнем 29, жестко связанным с силовым цилиндром 7 и перемещающимся с ним в полости 30 силового цилиндра 16.
Посадочную раму 9 с нижними частями формы укладывают в двухсекционную раму 17, .которую перемещают силовыми цилиндрами 21, 22 в «аправляю,щих 18,19, 20 к месту поочередного (подъема .нижних частей формы
до смыкания их с верхней частью формы двумя парами силовых цилиндров/С У5 и силовым цилиндром 7. После последовательного литья и соединения с верхом обувной заготовки слоев подошвы, нижние части формы также последовательно опускаются BIHHS в гнезда двухсекционной рамы 17. Затем, после отбора изготовленной и установки очередной заготовки цикл работы устройства повторяется.
Предлагаемое устройство обеспечивает повышение качества изготовления обуви при поочередном литье под давлением и соединении с верхом обувной заготовки слоев подошвы различной толщины и формы из полимерного материала различного состава ;i внутренней структуры.
Предмет изобретения
Устройство для литья под давлением и соединения с верхом обувной заготовки многослойной подошвы из полимерных материалов, содержащее боковые полуформы и сменную колодку верхней части формы, опорную плиту, несущую нагревательную и охлаждающую
плиту, основание и боковые полуформы нижней части формы, смыкаемой силовым цилиндром с верхней частью формы для литья и соединения слоев подошвы с верхом обувной заготовки, отличающееся тем, что, с целью повышения качества изготовления обуви при поочередном л«тье под давлением и соединении с верхом обувной заготовки слоев подошвы различной толщины и формы из полимерного материала различного состава и внутреыней структуры, устройство оснащено двумя аналогичными по конструкции нижними частями формы, каждая из которых дополнительно снабжена посадочной рамой, подвижными с частями формы отрезками направляющих шин и подъемной плитой, взаимодействующей с двумя парами силовых цилиндров, установленных по углам подъемной плиты, и с силовым цилиндром, соосно установленным в средней части подъемной плиты с силовым
цилиндром возврата нижней части формы в исходное положение с посадкой в гнездо двухсекционной рамы до совпадения линий отрезков подвижных направляющих щин с неподвижными отрезками горизонтальных направляющих перемещения силовыми цилиндрами двухсекционной рамы для поочередной подачи к месту подъема нижних частей формы.
24
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ЗАДНИКА ЗАГОТОВКИ ВЕРХА ОБУВИ | 1989 |
|
RU2014791C1 |
| Способ изготовления подошвы из полиуретана с накладкой из непористой резины, подошва из полиуретана с накладкой из непористой резины, накладка из непористой резины для крепления к подошве из полиуретана и способ ее изготовления | 2014 |
|
RU2616576C2 |
| СПОСОБ ПОВЫШЕНИЯ ПРОЧНОСТИ ЛИТЬЕВОГО КРЕПЛЕНИЯ ПОРИСТОГО НИЗА ОБУВИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2218850C2 |
| ОБУВЬ ИЗ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2750365C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2001 |
|
RU2223020C2 |
| Автоматический комплекс для сборки обуви | 1985 |
|
SU1384315A1 |
| Устройство для изготовления многослойных обувных, в том числе соединенных заодно с верхом обуви подошв из вязких, предпочтительно пластических материалов | 1985 |
|
SU1440475A1 |
| ОБУВЬ | 2006 |
|
RU2336003C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 1998 |
|
RU2134528C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2001 |
|
RU2219814C2 |

24
