Изобретение относится к машиностроению и может быть использовано при сборке трансмиссий газоперекачивающих агрегатов, а также средств подвижности вооружения, подвижных силовых установок и электростанций.
Известен способ балансировки сборного ротора по патенту РФ №2531158, при котором измеряют и маркируют биения поверхностей соединительных фланцев муфт относительно их балансировочных поверхностей, измеряют и маркируют места максимального радиального биения поверхностей фланцев, собирают ротор, размещая промаркированные места диаметрально односторонне в одной плоскости.
Данный способ взят за прототип.
Недостатком известного способа является то, что в случае сложных сборных роторов (например - трансмиссий газоперекачивающих агрегатов, валопроводов средств подвижности вооружения, подвижных силовых установок и электростанций) сборку ротора проводят без учета эксцентриситета осей отверстий для установки втулок в присоединительных фланцах и внешних фланцах половин вала. Это приводит к увеличению погрешностей при сборке.
Технической проблемой предлагаемого изобретения является низкая точность сборки при произвольном соединении деталей и неуправляемым состоянием эксцентриситетов осей отверстий для установки втулок.
Технический результат заключается в повышении точности сборки за счет минимизации взаимных биений поверхностей контрольных поясков и образующих фланцев и взаимных эксцентриситетов осей отверстий для установки втулок.
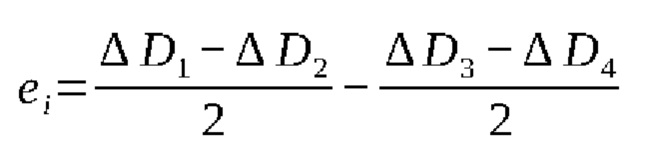
Технический результат достигается тем, что собирают вал трансмиссии из его половин, определяют и маркируют места максимального эксцентриситета осей отверстий для установки втулок во внешних фланцах половин вала относительно контрольных поясков, определяют и маркируют места максимального эксцентриситета осей отверстий для установки втулок в присоединительных фланцах относительно их образующей. К внешним фланцам собранного вала с помощью пальцев и втулок с прецизионными эксцентриситетными поверхностями присоединяют пакеты гибких пластинчатых элементов, с пакетами, с помощью таких же пальцев и втулок, соединяют присоединительные фланцы трансмиссии с совмещением промаркированных мест, минимизируют радиальное биение образующих присоединительных фланцев трансмиссии за счет поворота втулок с прецизионными эксцентриситетными поверхностями. При этом эксцентриситет оси каждого отверстия в присоединительных фланцах и внешних фланцах половин вала определяют из математической зависимости:
где: ei - эксцентриситет оси i-го отверстия, ΔD1 и ΔD2 - биение поверхности отверстия для установки втулок, ΔD3 и ΔD4 - биение базовых поверхностей.
Порядок определения параметров эксцентриситетности не рассматриваются, поскольку является предметом другого изобретения.
Признаки являются существенными:
- сборка трансмиссии с совмещением направления максимального эксцентриситета осей отверстий для установки втулок в присоединительных фланцах и внешних фланцах вала обеспечивает уменьшение эксцентриситетов их осей, за счет чего повышается точность сборки;
- поворот эксцентриситетных втулок минимизирует эксцентриситеты осей присоединительных фланцев относительно оси вала.
Способ поясняется чертежами, представленными на фиг. 1, 2, 3, 4.
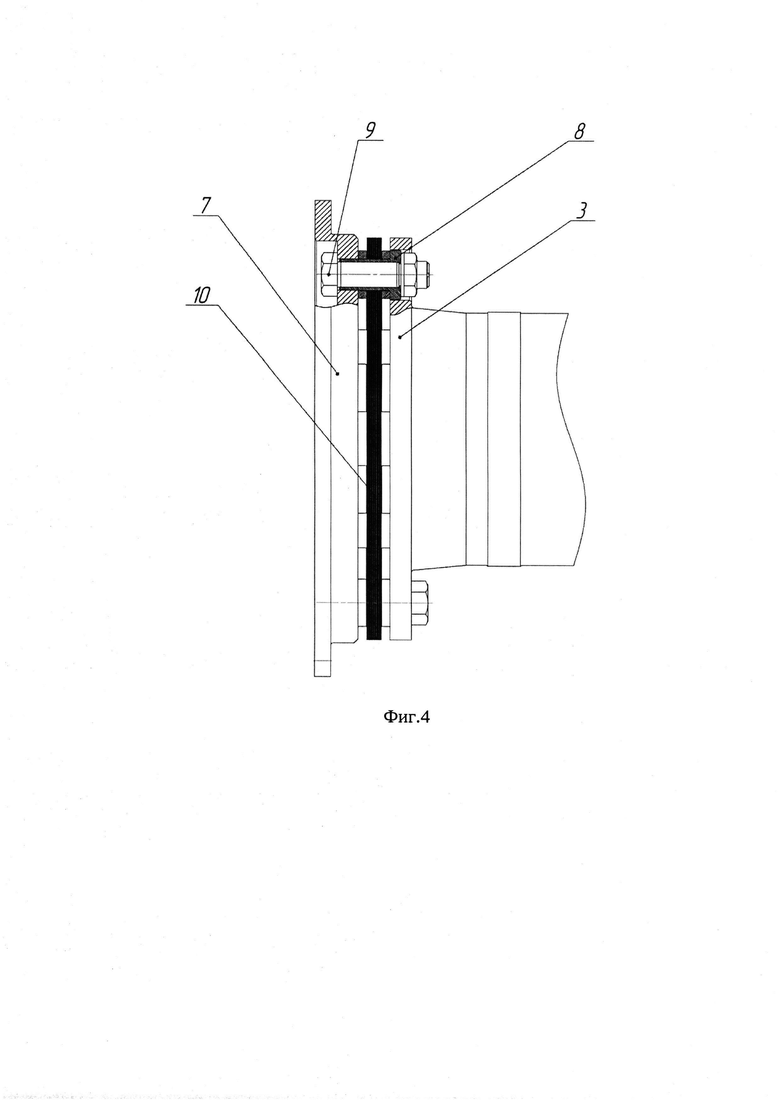
На фиг. 1 показана сборка вала трансмиссии, на фиг.2 показано определение биения поверхности отверстий для установки втулок во внешних фланцах вала и биение контрольного пояска, на фиг. 3 показано определение биения поверхности отверстий для установки втулок и биение образующих в присоединительных фланцах, на фиг. 4 показана сборка трансмиссии.
На фигурах обозначено:
1, 2 - половины вала трансмиссии;
3 - вал трансмиссии;
4 - конические измерительные пальцы;
5 - контрольный поясок;
6 - измерительные ролики (призмы);
7 - присоединительные фланцы;
8 - втулки;
9 - пальцы;
10 - пакеты гибких пластинчатых элементов.
ИР1, ИР2, ИР3, ИР4 - индикаторы радиальные.
Способ осуществляется следующим образом.
Собирают вал трансмиссии 3 из половин 1 и 2 (Фиг. 1).
При измерениях может использоваться поворотный измерительный круг, на который устанавливается и фиксируется фланец (обычно - с биением образующей не более 0,02 мм). При этом цикл измерения должен включать не менее 3 оборотов фланца с регистрацией измеренных биений. Результаты измерения должны совпадать не менее чем в 2 раз из 3. За истинный результат принимаются совпавшие измерения. Для определения биения во внешних фланцах вал трансмиссии 3 может быть установлен на измерительные ролики (призмы) 6.
В качестве базовых поверхностей при измерениях на валу рассматриваются контрольные пояски, а на внешних фланцах - их образующие.
Для определения биения во внешних фланцах вала трансмиссии 3 в отверстия для установки втулок (Фиг. 2) устанавливают конические измерительные пальцы 4 (обычно - с конусностью 1:500) индикаторами ИР1, ИР2 определяют биение поверхности отверстий для установки втулок во внешних фланцах вала. Индикаторами ИР3, ИР4 определяют биение контрольного пояска 5. Для определения биения в присоединительных фланцах 7 в отверстия для установки втулок устанавливают конические измерительные пальцы 4 1:500 (Фиг. 3), индикаторами ИР1, ИР2 определяют биение поверхности отверстий для установки втулок в присоединительных фланцах. Индикаторами ИР3, ИР4 определяют биение образующих присоединительных фланцев. При этом эксцентриситет каждого отверстия относительно оси контрольного пояска или образующей фланца определяются из математической зависимости:
где: ei - эксцентриситет оси i-го отверстия, ΔD1 и ΔD2 - биение поверхности отверстия для установки втулок, ΔD3 и ΔD4 - биение базовых поверхностей.
Положительные значения результатов расчета обладают большим эксцентриситетом относительно оси вращения. Для дальнейшей сборки выбирается и маркируется максимальное положительное значение эксцентриситета оси отверстий для установки втулок во внешних фланцах вала и в присоединительных фланцах.
Выведенная зависимость обеспечивает управляемую сборку с заранее рассчитанными параметрами, что обеспечивает повышение точности сборки.
К внешним фланцам вала трансмиссии 3 с помощью втулок с прецизионными эксцентриситетными поверхностями 8 и пальцев 9 присоединяют пакеты гибких пластинчатых элементов 10 (Фиг. 4). С пакетами гибких пластинчатых элементов с помощью втулок 8 и пальцев 9 соединяют присоединительные фланцы 7 с совмещением промаркированных мест, с обеспечением минимизации радиального биения образующей присоединенных фланцев за счет поворота эксцентриситетных втулок 8.
Таким образом, предложенное изобретение обеспечивает повышение точности сборки за счет минимизации взаимных биений поверхностей и эксцентриситетов осей отверстий для установки втулок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БАЛАНСИРОВКИ СБОРНОГО РОТОРА | 2013 |
|
RU2554666C2 |
| Способ сборки вала трансмиссии | 2019 |
|
RU2744244C1 |
| Способ сборки валопровода | 2016 |
|
RU2630954C1 |
| СПОСОБ СБОРКИ РОТОРА | 2019 |
|
RU2731506C1 |
| СПОСОБ БАЛАНСИРОВКИ СБОРНОГО РОТОРА | 2013 |
|
RU2531158C1 |
| СПОСОБ БАЛАНСИРОВКИ СБОРНОГО РОТОРА | 2008 |
|
RU2372594C1 |
| Способ балансировки ротора с магнитным подвесом | 2019 |
|
RU2743926C2 |
| СПОСОБ БАЛАНСИРОВКИ СБОРНОГО РОТОРА | 2010 |
|
RU2418198C1 |
| СПОСОБ ПРЕДВАРИТЕЛЬНОЙ БАЛАНСИРОВКИ ЭЛЕМЕНТА СБОРНОГО РОТОРА НА ОПРАВКЕ | 2010 |
|
RU2431064C1 |
| СПОСОБ БАЛАНСИРОВКИ ВЕТРОКОЛЕСА ВЕРТИКАЛЬНО-ОСЕВОЙ ВЕТРОЭНЕРГЕТИЧЕСКОЙ УСТАНОВКИ | 2012 |
|
RU2506451C2 |

Изобретение относится к машиностроению и может быть использовано при сборке трансмиссий агрегатов энергетических установок, а также средств подвижности вооружения. При реализации способа определяют и маркируют места максимального осевого биения поверхностей внутренних фланцев половин вала, собирают вал трансмиссии из половин с диаметральным разворотом промаркированных мест, определяют и маркируют места максимального эксцентриситета осей отверстий для установки втулок во внешних фланцах половин вала относительно контрольных поясков, определяют и маркируют места максимального эксцентриситета осей отверстий для установки втулок в присоединительных фланцах относительно их образующей. К внешним фланцам собранного вала с помощью пальцев и втулок с прецизионными эксцентриситетными поверхностями присоединяют пакеты гибких пластинчатых элементов, с пакетами, с помощью таких же пальцев и втулок, соединяют присоединительные фланцы трансмиссии с совмещением промаркированных мест. При сборке минимизируют радиальное биение образующих присоединительных фланцев трансмиссии за счет поворота втулок с прецизионными эксцентриситетными поверхностями, при этом эксцентриситет оси каждого отверстия в присоединительных фланцах и внешних фланцах половин вала определяют из математической зависимости. Технический результат заключается в повышении точности. 4 ил. 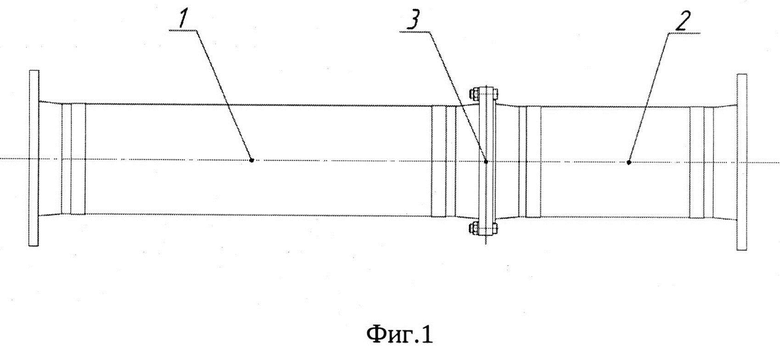
Способ сборки трансмиссии, при котором определяют и маркируют места максимального осевого биения поверхностей внутренних фланцев половин вала, собирают вал трансмиссии из половин с диаметральным разворотом промаркированных мест, определяют и маркируют места максимального эксцентриситета осей отверстий для установки втулок во внешних фланцах половин вала относительно контрольных поясков, определяют и маркируют места максимального эксцентриситета осей отверстий для установки втулок в присоединительных фланцах относительно их образующей, к внешним фланцам собранного вала с помощью пальцев и втулок с прецизионными эксцентриситетными поверхностями присоединяют пакеты гибких пластинчатых элементов, с пакетами, с помощью таких же пальцев и втулок, соединяют присоединительные фланцы трансмиссии с совмещением промаркированных мест, отличающийся тем, что при сборке минимизируют радиальное биение образующих присоединительных фланцев трансмиссии за счет поворота втулок с прецизионными эксцентриситетными поверхностями, при этом эксцентриситет оси каждого отверстия в присоединительных фланцах и внешних фланцах половин вала определяют из математической зависимости:
где: ei - эксцентриситет оси i-го отверстия, ΔD1 и ΔD2 - биение поверхности отверстия для установки втулок, ΔD3 и ΔD4 - биение базовых поверхностей.
| СПОСОБ БАЛАНСИРОВКИ СБОРНОГО РОТОРА | 2013 |
|
RU2531158C1 |
| Способ сборки вала трансмиссии | 2019 |
|
RU2744244C1 |
| СПОСОБ БАЛАНСИРОВКИ ГИБКИХ РОТОРОВ | 2009 |
|
RU2399428C1 |
| Способ сборки вала с подшипниковыми опорами | 1989 |
|
SU1682110A1 |
| Нитеобрезное приспособление при обрыве, сходе или затяжке одной из нитей, питающих систему в круглой трикотажной машине | 1936 |
|
SU52015A1 |

