Изобретение относится к способам упрочнения аддитивных изделий из кобальтохромовых порошков, полученных в результате электроэрозионного диспергирования, и может быть использовано при изготовлении изделий общего машиностроительного назначения.
Известен способ изготовления изделия из сплава на основе кобальта по аддитивной технологии (Патент РФ № 2703670, C22C 19/07 (2006.01)). Изделие из сплава на основе кобальта представляет собой поликристаллическое тело, содержащее зерна со средним размером 20-145 мкм. Заготовку получают путем послойного нанесения порошка на подложку посредством облучения лазерным лучом локальных участков.
Известен также способ изготовления изделия из порошкового материала 94WC6Co, включающий подготовку порошковой композиции путем механического смешивания частиц наночастиц Со и микронных частиц WC с соотношением размеров фракций соответственно 1:10 и последующий синтез изделия из порошковой композиции селективным лазерным плавлением с формированием слоев толщиной 20 мкм (Патент РФ № 2669034, B22F 3/105 (2006.01)).
Недостатками этих способов являются высокотемпературные воздействия на материал заготовки, снижающие физико-механические и эксплуатационные свойства аддитивных деталей.
В основу изобретения положена задача разработки технологии, в которой к процессам аддитивной обработки добавляется процесс поверхностного упрочнения, позволяющий структурировать и упрочнить материал аддитивного изделия. За счет применения предложенного подхода планируется достичь качественного повышения физико-механических и эксплуатационных свойств аддитивных деталей.
Поставленная задача решается тем, что при способе упрочнения аддитивных изделий из электроэрозионных кобальтохромовых порошков, проводят процесс электродиспергирования кобальтохромового сплава марки «Целлит» (Co - 63%, Cr - 27%, Mo - 5%, Ni - 2%, Fe - 2% примеси- 1%), спекают полученный материал на 3D-принтере при скорости построения порядка 20 см3/час и толщине слоя 50 мкм, далее полученные аддитивные изделия подвергают упрочнению при энергии удара 200 Дж и частоте ударов 15 Гц.
Упрочненные таким способом аддитивные изделия, полученные из отходов кобальтохромового сплава в результате электродиспергирования, будут иметь повышенные физико-механические и эксплуатационные свойства.
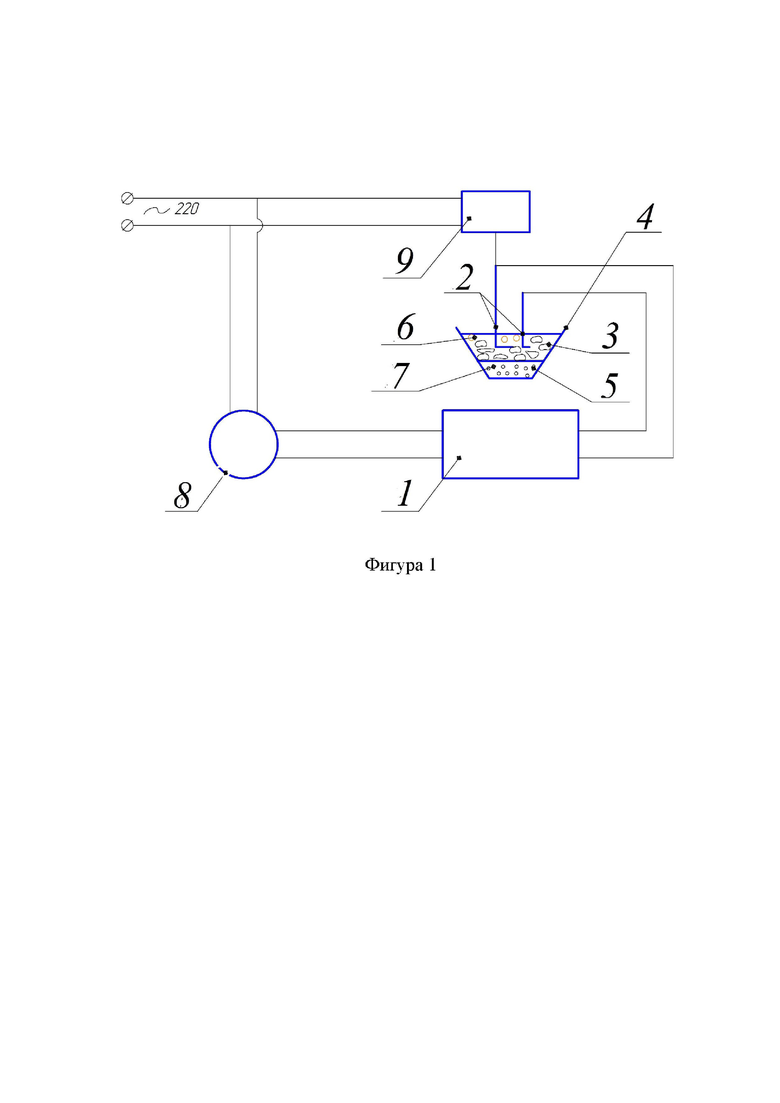
На фиг. 1 представлена схема процесса ЭЭД, на фиг. 2 показана микроструктура спеченных изделий, на фиг. 3 - результаты испытаний твердости спеченных изделий, на фиг. 4 - результаты трибологических испытаний.
Исходный порошковый материал для аддитивных изделий получали в следующей последовательности.
На первом этапе производили сортировку отходов, их промывку, сушку, обезжиривание и взвешивание. Реактор заполняли рабочей средой - водой, керосином или бутиловым спиртом, отходы загружали в реактор. Монтировали электроды. Смонтированные электроды подключали к генератору. Устанавливали необходимые параметры процесса: частоту следования импульсов, напряжение на электродах, емкость конденсаторов.
На втором этапе - этапе электроэрозионного диспергирования включали установку. Процесс ЭЭД представлен на фигуре 1. Импульсное напряжение генератора 1 прикладывается к электродам 2 и далее к отходам 3 (в качестве электродов так же служили соответственно отходы кобальтохромового сплава) в реакторе 4. При достижении напряжения определенной величины происходит электрический пробой рабочей среды 5, находящийся в межэлектродном пространстве, с образованием канала разряда. Благодаря высокой концентрации тепловой энергии, материал в точке разряда плавится и испаряется, рабочая среда испаряется и окружает канал разряда газообразными продуктами распада (газовым пузырем 6). В результате развивающихся в канале разряда и газовом пузыре значительных динамических сил, капли расплавленного материала выбрасываются за пределы зоны разряда в рабочую среду, окружающую электроды, и застывают в ней, образуя каплеобразные частицы порошка 7. Регулятор напряжения 8 предназначен для установки необходимых значений напряжения, а встряхиватель 9 передвигает один электрод, что обеспечивает непрерывное протекание процесса ЭЭД.
На третьем этапе проводится выгрузка рабочей жидкости с порошком из реактора.
На четвертом этапе происходит выпаривание раствора, его сушка, взвешивание, фасовка, упаковка.
Спекание экспериментальных образцов электроэрозионных кобальтохромовых порошков осуществляли на 3D-принтере по металлу SLM Solutions SLM 280 2.0 при скорости построения порядка 20 см3/час и толщине слоя 50 мкм.
Упрочнение спеченных образцов осуществляли на установке для статико-импульсной обработки (патент на изобретение РФ № 2487793) при энергии удара 200 Дж и частоте ударов 15 Гц.
При этом достигается следующий технический результат: получение упрочненных спеченных аддитивных изделий из электроэрозионных материалов кобальтохромового сплава марки «Целлит». В результате упрочнения значительно увеличились твердость и износостойкость.
Пример 1.
Для получения порошков из отходов кобальтохромового сплава методом электроэрозионного диспергирования использовали установку ЭЭД (Пат. 2449859 Российская Федерация, МПК С22F 9/14, С23Н 1/02, B82Y 40/00. Установка для получения нанодисперсных порошков из токопроводящих материалов [Текст] / Агеев Е.В. и [др.]; заявитель и патентообладатель Юго-Зап. гос. ун-т. - № 2010104316/02; заявл. 08.02.2010; опубл. 10.05.2012, Бюл. № 13). В результате локального воздействия кратковременных электрических разрядов между электродами произошло разрушение материала с образованием дисперсных частиц порошка.
Спекание экспериментальных образцов электроэрозионных кобальтохромовых порошков осуществляли на 3D-принтере по металлу SLM Solutions SLM 280 2.0 при скорости построения порядка 20 см3/час и толщине слоя 50 мкм.
Упрочнение спеченных образцов осуществляли на оригинальной установке для статико-импульсной обработки (патент на изобретение РФ № 2487793) при энергии удара 200 Дж и частоте ударов 15 Гц.
Упрочненное спеченное изделие исследовали различными методами.
Методом оптической микроскопии было проведено исследование микроструктуры образцов (по поперечному шлифу) (Фигура 2). Поверхность полученного спеченного образца шлифовали и полировали. Шлифование производили металлографической бумагой с крупным (№ 60-70) и мелким зерном (№ 220-240). В процессе шлифования образец периодически поворачивали на 90°. Смывали частицы абразива водой и подвергали полированию на круге суспензиями из оксидов металла (Fе3O4, Сr2O3, Аl2О3). После достижения зеркального блеска, поверхность шлифа промывали водой, спиртом и просушивали фильтровальной бумагой.
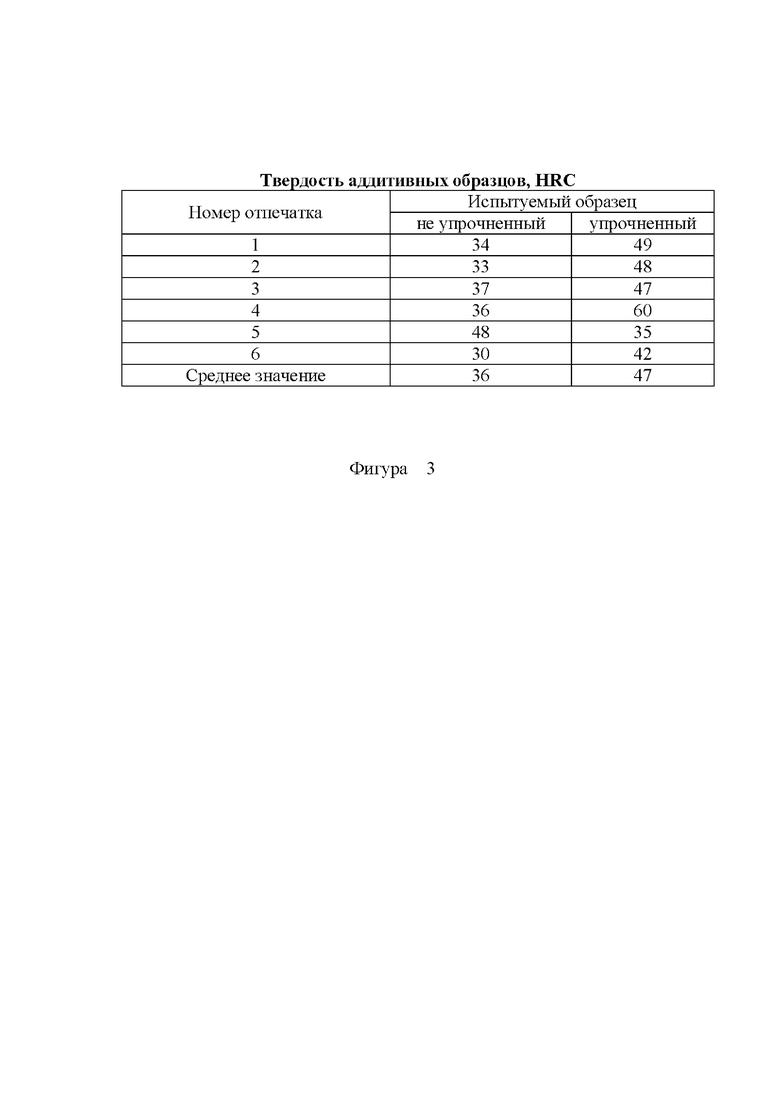
Испытания твердости образца по поверхности проводили с помощью прибора для испытания на твердость по Роквеллу 600 MRD Instron. В результате средняя твердость составила 47 HRC, что в 1,3 раза выше, чем у неупрочненного образца. Результаты испытаний твердости представлены на Фигуре 3.
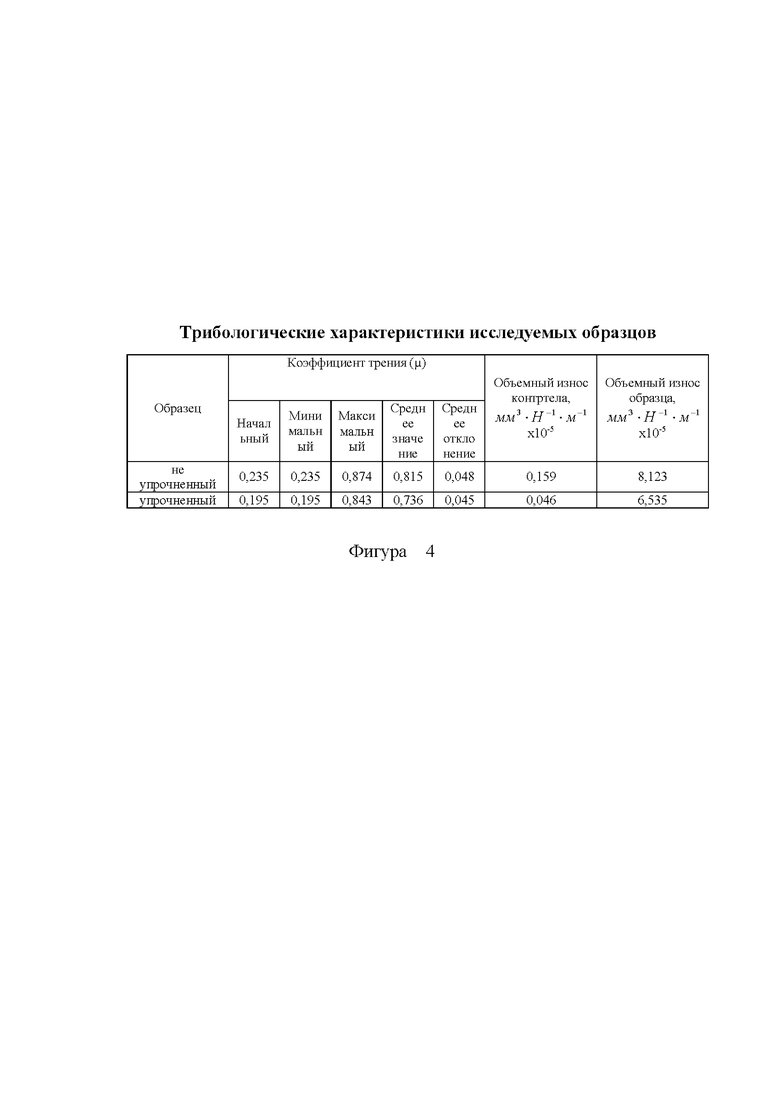
Коэффициент трения и объемный износ поверхности образца и контртела измеряли на автоматизированной машине трения Tribometer, CSM Instruments, управляемой компьютером, по стандартной схеме испытания «шарик-диск». Эти испытания позволяют использовать модель Герца и соответствуют международным стандартам ASTM G99-959 DIN50324 и используются для оценки износостойкости образца и контртела. Образец устанавливали в держателе, перпендикулярно плоскости образца закрепляли стержень, на конце которого находилось контртело - шарик диаметром 6 мм из стали Stainless Steel AISI 420. С помощью регулировки датчика перемещения выбирали радиус кривизны износа, еще один датчик компенсировал силу трения и позволял установить значение коэффициента трения в определенный момент времени. Результаты трибологических испытаний представлены на Фигуре 4. На основании трибологических исследований отмечены лучшие показатели износостойкости упрочненных аддитивных изделий в сравнении с не упрочненными, а именно меньшие в 1,11 раза коэффициент трения и в 1,25 раза объемный износ образца соответственно. Данного результата позволила обеспечить более мелкозернистая и высокотвердая структура упрочненного материала.
Пример 2.
Для получения порошков из отходов кобальтохромового сплава методом электроэрозионного диспергирования использовали установку ЭЭД (Пат. 2449859 Российская Федерация, МПК С22F 9/14, С23Н 1/02, B82Y 40/00. Установка для получения нанодисперсных порошков из токопроводящих материалов [Текст] / Агеев Е.В. и [др.]; заявитель и патентообладатель Юго-Зап. гос. ун-т. - № 2010104316/02; заявл. 08.02.2010; опубл. 10.05.2012, Бюл. № 13). В результате локального воздействия кратковременных электрических разрядов между электродами произошло разрушение материала с образованием дисперсных частиц порошка.
Спекание экспериментальных образцов электроэрозионных кобальтохромовых порошков осуществляли на 3D-принтере по металлу SLM Solutions SLM 280 2.0 при скорости построения порядка 40 см3/час и толщине слоя 60 мкм.
При данных режимах порошковый материал не спекся.
Пример 3.
Для получения порошков из отходов кобальтохромового сплава методом электроэрозионного диспергирования использовали установку ЭЭД (Пат. 2449859 Российская Федерация, МПК С22F 9/14, С23Н 1/02, B82Y 40/00. Установка для получения нанодисперсных порошков из токопроводящих материалов [Текст] / Агеев Е.В. и [др.]; заявитель и патентообладатель Юго-Зап. гос. ун-т. - № 2010104316/02; заявл. 08.02.2010; опубл. 10.05.2012, Бюл. № 13). В результате локального воздействия кратковременных электрических разрядов между электродами произошло разрушение материала с образованием дисперсных частиц порошка.
Спекание экспериментальных образцов электроэрозионных кобальтохромовых порошков осуществляли на 3D-принтере по металлу SLM Solutions SLM 280 2.0 при скорости построения порядка 20 см3/час и толщине слоя 50 мкм.
Упрочнение спеченных образцов осуществляли на установке для статико-импульсной обработки (патент на изобретение РФ № 2487793) при энергии удара 100 Дж и частоте ударов 10 Гц.
При данных режимах энергии удара было не достаточно для упрочнения.

Изобретение относится к порошковой металлургии, в частности к способу упрочнения аддитивных изделий из кобальтохромовых порошков. Может использоваться для изготовления изделий общего машиностроительного назначения. Аддитивные изделия, полученные путем электродиспергирования кобальтохромового сплава марки «Целлит» и спекания полученного материала на 3D-принтере при скорости построения порядка 20 см3/час и толщине слоя 50 мкм, подвергают упрочнению при энергии удара 200 Дж и частоте ударов 15 Гц. Обеспечивается повышение физико-механических и эксплуатационных свойств аддитивных деталей. 4 ил., 3 пр.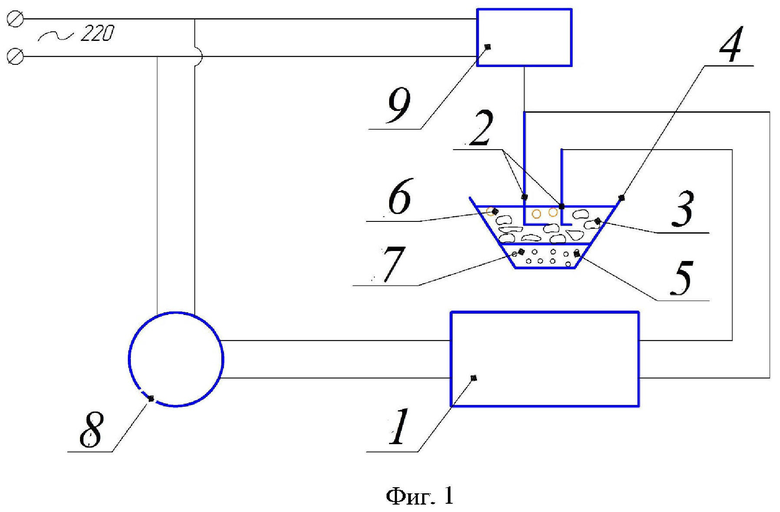
Способ упрочнения аддитивных изделий из электроэрозионных кобальтохромовых порошков, отличающийся тем, что аддитивные изделия, полученные путем электродиспергирования кобальтохромового сплава марки «Целлит» и спекания полученного материала на 3D-принтере при скорости построения порядка 20 см3/час и толщине слоя 50 мкм, подвергают упрочнению при энергии удара 200 Дж и частоте ударов 15 Гц.
| Способ получения спеченного изделия из порошка кобальтохромового сплава | 2018 |
|
RU2680536C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПОРОШКОВОЙ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2014 |
|
RU2563609C1 |
| СПОСОБ ПОЛУЧЕНИЯ СПЕЧЕННОГО ИЗДЕЛИЯ ИЗ ТВЕРДОГО СПЛАВА | 1992 |
|
RU2096513C1 |
| US 8460485 B2, 11.06.2013. | |||

