Изобретение относится к области робототехники и позволяет повысить точность перемещений промышленного робота в процессе инкрементального формообразования.
Известен способ повышения точности перемещений промышленного робота в процессе неразрушающего контроля, описанный в статье «Off-line scan path planning for robotic NDT», M. Morozov, S.G. Pierce, C.N. MacLeod, C. Mineo, R. Summan. Описывается применение промышленного робота- манипулятора для неразрушающего контроля (NDT) в аэрокосмической промышленности в частности, для решения задач обратного инжиниринга. Робот используется для перемещения ультразвукового датчика по заданной траектории. В руку робота был установлен датчик вихревых токов. В данном способе точность перемещений робота оценивается в соответствии со стандартом ISO 9283:1998(en) «Manipulating industrial robots-Performance criteria and related test methods)). Повышение точности перемещений робота достигается за счет измерения в процессе калибровки текущих координат инструментального центра робота с помощью лазерного трекера Leica AT901b и их сравнения с координатами, заданными в командах робота. Проводится сравнение координаты в памяти контроллера и измеренной с помощью трекера координаты, затем определяется величина рассогласования. Отражатель установлен близко к инструментальному центру робота.
Для обеспечения требуемой точности перемещения руки робота требуется учет влияния ряда факторов, например, изменения температуры в процессе обработки, что невозможно обеспечить только за счет калибровки робота. Недостатками данного способа является то, что не учитывается траектория перемещения руки робота в процессе обработки, также невозможно определить положения инструментального центра робота относительно поверхности изделия.
Известен патент RU 2706260 С2 «Способ компенсации отклонения рабочей точки)), опубликованный 15.11.2019. Повышение точности позиционирования робота-манипулятора в процессе сварки осуществляется за счет измерения перемещений инструментального центра робота с помощью лазерного трекера. На основе сравнения между измеренным фактическим положением рабочей точки и ее номинальным положением определяют корректирующее значение, на основе которого во время обработки заготовки адаптируют набор компенсационных параметров для уменьшения отклонения. При этом могут учитываться и компенсироваться как априори неизвестные возмущающие воздействия, так и изменяющиеся зависимости известных возмущающих воздействий, то есть при этом используется обратная связь для улучшения компенсационных параметров в реальном времени.
Это позволяет производить адаптацию компенсационных параметров с тактовой частотой, с которой ЧПУ производит интерполяцию. Большое внимание в патенте уделено формированию управляющих команд. При этом не учитывается расположение инструментального центра робота относительно заготовки и нет возможности определения рассогласования заданной и реальной траектории перемещения инструмента в процессе обработки. В измерительной системе используется один единственный отражатель, расположенный на инструменте, что не позволяет отслеживать положение инструмента относительно заготовки.
За прототип взят способ повышения точности перемещений бурового инструмента, описанный в статье «Working pose measurement and quality evaluation of rotary drilling rig based on laser tracker», Xinghua Lu и Tao Jiang. В статье рассматривается процесс бурения с помощью буровой крупногабаритная установки. При этом 4 отражателя установлены на инструменте и 4 - на базовой поверхности для обеспечения возможности отслеживания перемещения инструмента относительно базовой поверхности. Инструмент совершает одновременно вращательное движение и поступательное перемещение вдоль оси отверстия. При работе инструмента по результатам измерения положения инструмента относительно базовой поверхности определяется ряд геометрических параметров траектории: эксцентриситет окружности, градиент перемещения вдоль вертикальной оси энтропию координат вследствие вибрации инструмента.
Предложенный в данной работе способ повышения точности перемещений заключается в оценке положения центра инструмента относительно базовой поверхности по результатам измерения с помощью лазерного трекера положения инструмента относительно базовой поверхности, которая задается с помощью 4 сферических отражателей, расчете по результатам измерений геометрических величины рассогласования заданной и реальной траектории перемещения инструмента. Если величина рассогласования пока не превышает допустимую величину, то корректировка траектории не требуется.
Данное решение рассматривает только оценку перемещения в процессе сверления и не определяет порядок формирования управляющих команд робота.
Поставлена задача обеспечения требуемой точности перемещения инструментального центра робота относительно базовой поверхности заготовки в процессе инкрементального формообразования при перемещении инструмента по более сложной, например, спиралевидной траектории или при пошаговом перемещении, и определения порядка формирования управляющей команды для робота на основе оценки величины рассогласования текущих координат инструментального центра робота и координат заданной траектории перемещения, обусловленной влиянием внешних факторов (давление, температура), а также кинематическими ошибками и жесткостью соединений робота.
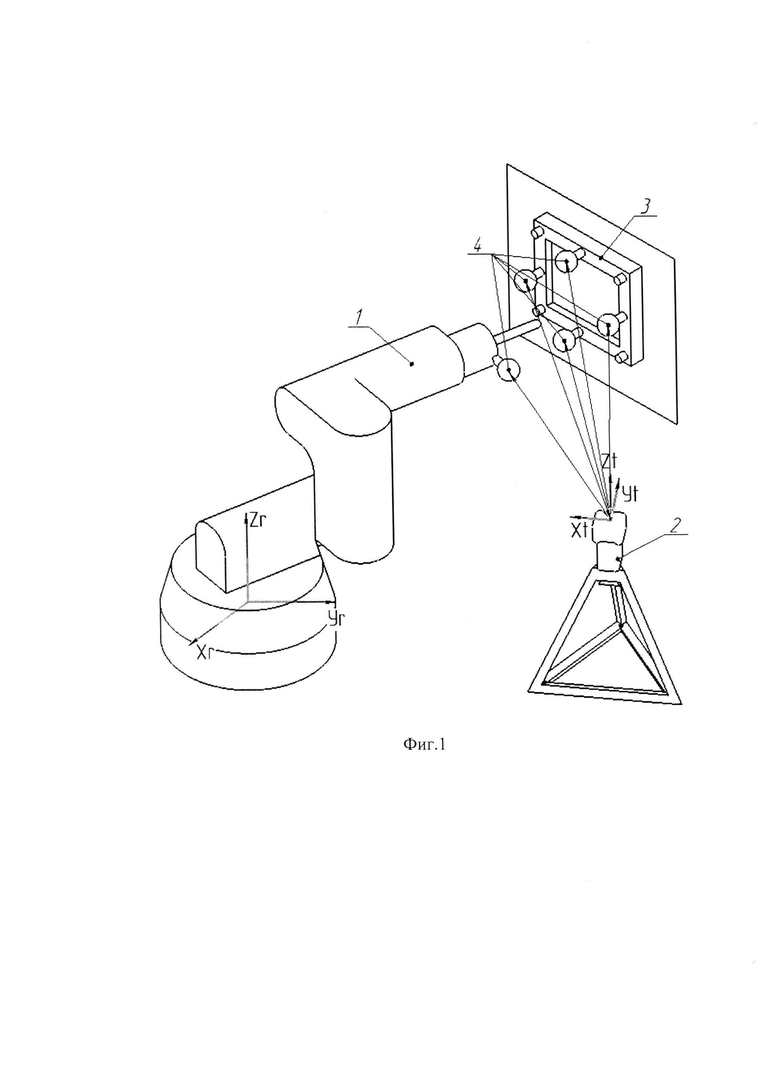
Способ повышения точности перемещений промышленного робота-манипулятора (1) в процессе инкрементального формообразования заключается в оценке положения инструментального центра относительно базовой поверхности по результатам измерения его координат с помощью лазерного трекера (2) и расчете по результатам измерений величины рассогласования фактических и теоретических координат инструментального центра робота в заданный момент времени. Базовой поверхностью является жестко закрепленный прижим заготовки (3), на котором установлены 4 сферических отражателя SMR (4) (фиг. 1). Для измерения положения инструментального центра робота один отражатель жестко закреплен непосредственно рядом с ним (фиг. 1).
Фактические координаты инструментального центра робота, определенные по результатам измерений лазерного трекера, сравниваются с теоретическими координатами, заданными программой обработки заготовки, а оценка рассогласования заданной и реальной траектории перемещения робота осуществляется путем сравнения текущих и реальных координат инструментального центра робота в заданных точках после прохождения каждого витка траектории или шага углубления деформирующего инструмента с формированием корректирующего сигнала в случае превышения допустимой величины, определяемой заданной точностью обработки.
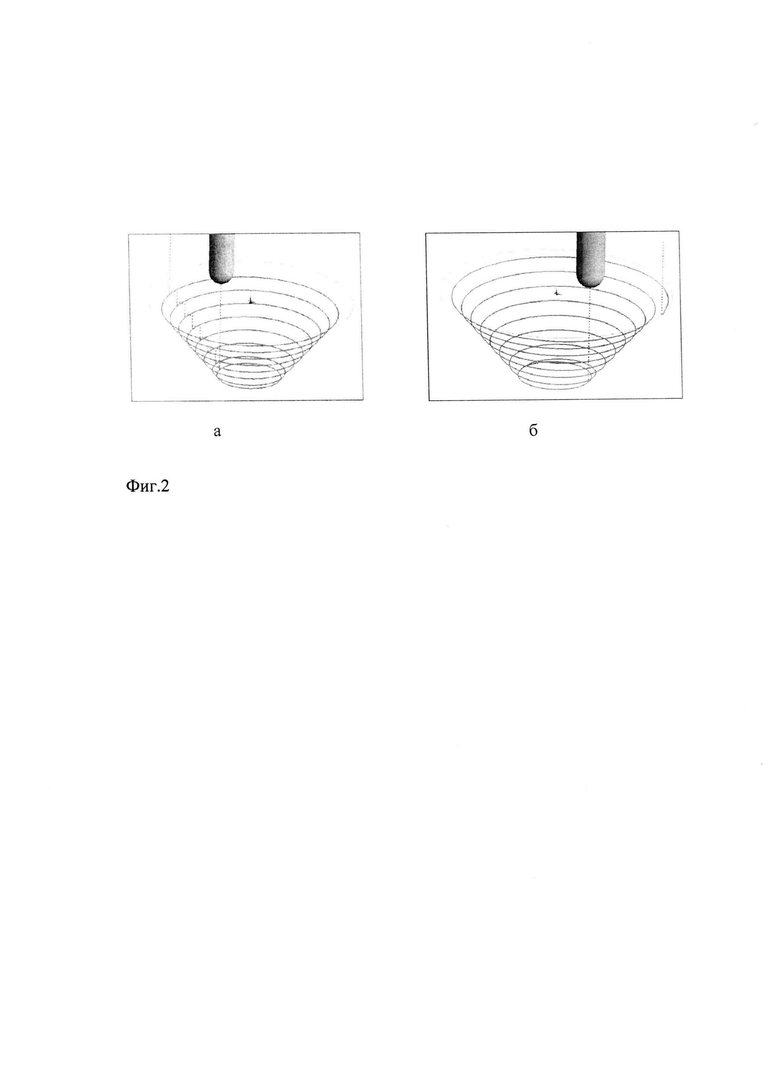
Траектория перемещения инструментального центра робота представляет собой конусовидную спираль или траекторию с пошаговым перемещением. При пошаговом движении пуансон, прикрепленный через адаптер к инструментальному центру робота, (фиг. 2, а), описывает окружность заданного радиуса, далее происходит смещение на один шаг вдоль оси изделия на окружность другого радиуса и так, пока не будут окончено формообразование. При спиральном способе (фиг. 2,б) пуансон постоянно движется по спирали.
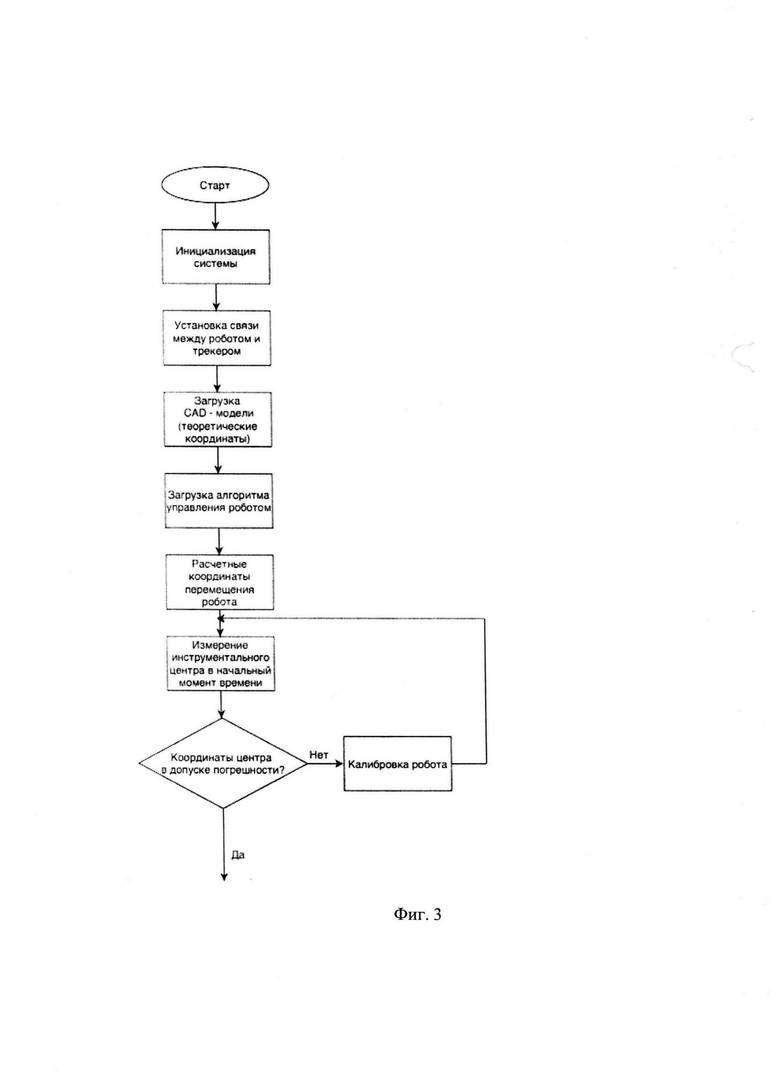
По результатам определения величины рассогласования заданной и реальной траекторий осуществляется корректировка управляющих команд в соответствии с алгоритмом (фиг. 3).
Процедура корректировки перемещений робота содержит следующие шаги.
Перед началом работы проводится установка связи между промышленным роботом и лазерным трекером. Затем проводится загрузка CAD-модели изделия, определяющей траекторию перемещения инструментального центра робота и требуемую точность выполнения траектории. В соответствии с заданной конфигурацией изделия осуществляется загрузка алгоритма управления роботом и определение расчетных координат перемещения инструментального центра робота, а также определение допустимой погрешности перемещений инструментального центра ε.
В точке, соответствующей начальному положению пуансона, проводится измерение координат инструментального центра робота-манипулятора для оценки погрешности измерений и калибровки робота. При этом Y и Z представляют собой координаты инструментального центра робота в плоскости, перпендикулярной оси обрабатываемой детали.
Далее проводится определение величины рассогласования заданных и фактических координат начальной точки обработки по результатам измерения с помощью лазерного трекера.
Если величина среднеквадратического отклонения не превышает допустимой погрешности ε, начинается процесс обработки заготовки с помощью промышленного робота по заданной программе, одновременно проводится измерение координат отражателей в заданных точках траектории. Если величина среднеквадратического отклонения превышает допустимую величину, требуется дополнительная калибровка промышленного робота.
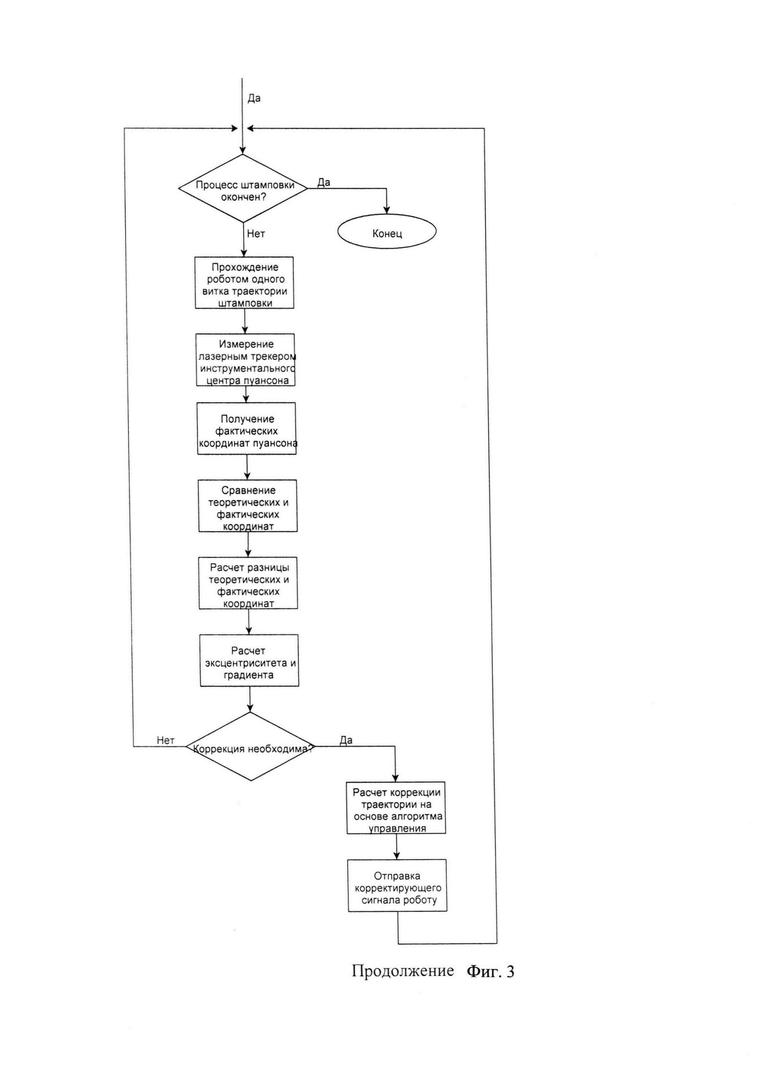
Далее начинается процесс обработки заготовки в соответствии с CAD-моделью.
Для осуществления данного процесса необходимо задать частоту сканирования лазерного трекера в ходе выполнения данной операции. Максимально возможное число контролируемых точек на каждом витке траектории определяется частотой сканирования лазерного трекера. Для осуществления данного метода необходим лазерный трекер, обеспечивающий измерение по трем степеням свободы с частотой сканирования не меньше тактовой частоты робота.
В процессе перемещение пуансона по каждому витку траектории проводится измерение с помощью лазерного трекера координат инструментального центра робота с заданной частотой. По результатам измерений с помощью лазерного трекера выполняется сравнение фактических координат с теоретическими, заданными CAD - моделью обрабатываемой детали. Если величина рассогласования фактических и теоретических координат пуансона превышает заданную величину ε, то она используется для расчета величины корректирующего сигнала для корректировки перемещений инструментального центра робота с частотой, соответствующей тактовой частоте робота.
После прохождения каждого витка траектории (при спиральной траектории перемещении пуансона) или шага углубления деформирующего инструмента (при пошаговой траектории) проводится оценка фактической величины перемещения деформирующего инструмента (пуансона) вдоль оси заготовки X по результатам измерений с помощью лазерного трекера. Если величина рассогласования ΔХ превышает заданную величину ε, то происходит корректировка величины перемещения вдоль оси X, а результаты измерения лазерного трекера используются для расчета величины корректирующего сигнала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ калибровки промышленного робота | 2023 |
|
RU2829743C1 |
| Способ калибровки кинематических параметров многостепенных манипуляторов | 2019 |
|
RU2719207C1 |
| Способ повышения точности позиционирования промышленного робота | 2017 |
|
RU2671787C1 |
| СПОСОБ КОНТРОЛЯ ТОЧНОСТИ КОНТУРНЫХ ПЕРЕМЕЩЕНИЙ ПРОМЫШЛЕННЫХ РОБОТОВ | 2011 |
|
RU2466858C1 |
| Способ контроля положения оси прокатки непрерывного стана | 2015 |
|
RU2607887C1 |
| Система и способ калибровки кинематических параметров роботизированного манипулятора | 2022 |
|
RU2810082C1 |
| СПОСОБ ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЯ ДОПОЛНЕННОЙ РЕАЛЬНОСТИ И РОБОТОТЕХНИЧЕСКАЯ СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2713570C1 |
| Роботизированный мультифункциональный лазерный хирургический комплекс | 2018 |
|
RU2693216C1 |
| Способ обработки легкодеформируемых изделий | 2018 |
|
RU2679860C1 |
| УНИВЕРСАЛЬНЫЙ СПОСОБ УПРАВЛЕНИЯ ДВИЖЕНИЕМ ОБЪЕКТА С ПОМОЩЬЮ ОПТИЧЕСКОЙ НАВИГАЦИОННОЙ СИСТЕМЫ | 2016 |
|
RU2638876C1 |
Изобретение относится к области робототехники, а именно к способам позиционирования промышленных роботов. Для повышения точности позиционирования промышленного робота в процессе инкрементального формообразования проводится оценка по результатам измерения с помощью лазерного трекера положения инструмента относительно базовой поверхности, которая задается с помощью 4 сферических отражателей. При проведении измерений положения инструментального центра робота-манипулятора рядом с ним установлен сферический отражатель, положение которого относительно базовой плоскости определяется по результатам измерений с помощью лазерного трекера, имеющего частоту сканирования, соответствующую тактовой частоте робота-манипулятора. В точке, соответствующей начальному положению пуансона, проводится измерение координат инструментального центра робота-манипулятора для оценки погрешности измерений и калибровки робота, а оценка рассогласования заданной и реальной траектории перемещения робота осуществляется путем сравнения текущих и реальных координат инструментального центра робота в заданных точках на каждом шаге углубления пуансона, при пошаговом перемещении инструмента, или витке, при спиральном перемещении инструмента, с формированием корректирующего сигнала в случае превышения допустимой величины, определяемой заданной точностью обработки. Технический результат заключается в повышении точности позиционирования робота с учетом реальной траектории перемещения робота-манипулятора, обусловленной влиянием внешних факторов, например давление, температура, а также кинематическими ошибками робота, жесткостью соединений робота. 3 ил.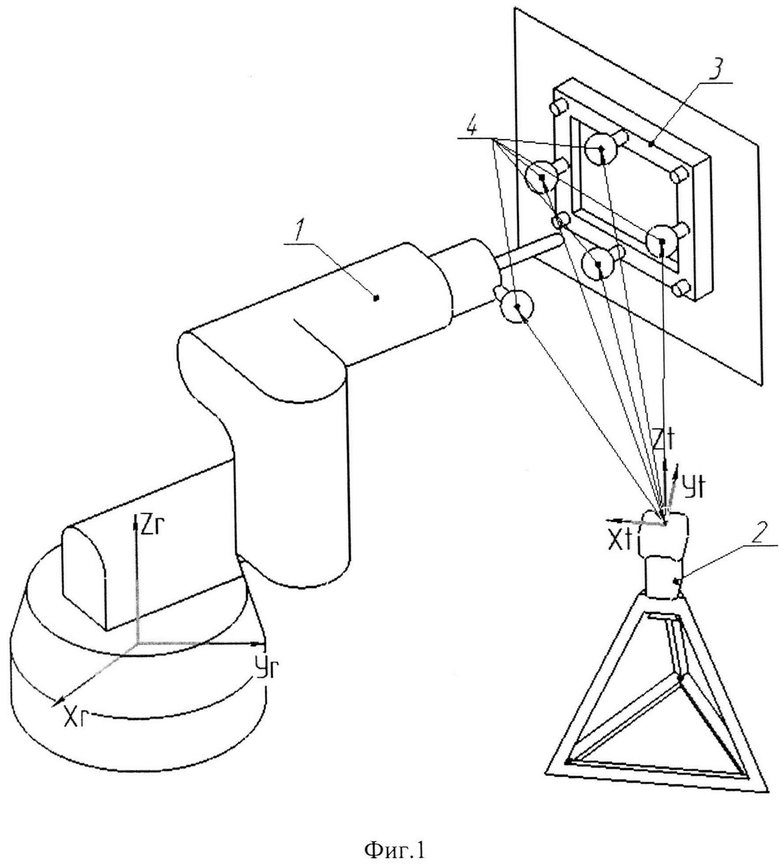
Способ повышения точности позиционирования промышленного робота, заключающийся в оценке по результатам измерения с помощью лазерного трекера положения инструмента относительно базовой поверхности, которая задается с помощью четырех сферических отражателей, расчете по результатам измерений величины рассогласования заданной и реальной траектории перемещения инструмента, отличающийся тем, что для измерения положения инструментального центра робота-манипулятора рядом с инструментальным центром робота-манипулятора установлен сферический отражатель, положение которого относительно базовой плоскости определяется по результатам измерений с помощью лазерного трекера, имеющего частоту сканирования, соответствующую тактовой частоте робота-манипулятора, оценка рассогласования заданной и реальной траектории перемещения робота осуществляется путем сравнения теоретических и фактических координат инструментального центра робота в заданных точках после прохождения каждого витка траектории или шага углубления деформирующего инструмента с формированием корректирующего сигнала в случае превышения допустимой величины рассогласования, определяемой заданной точностью обработки, а для оценки погрешности измерений и калибровки робота-манипулятора проводится измерение координат инструментального центра робота в точке, соответствующей начальному положению инструмента.
| СПОСОБ КОНТРОЛЯ ТОЧНОСТИ КОНТУРНЫХ ПЕРЕМЕЩЕНИЙ ПРОМЫШЛЕННЫХ РОБОТОВ | 2011 |
|
RU2466858C1 |
| Способ обработки легкодеформируемых изделий | 2018 |
|
RU2679860C1 |
| WO 2006110962 A2, 26.10.2006 | |||
| JP 2006341262 A, 21.12.2006 | |||
| CN 203426298 U, 12.02.2014 | |||
| CN 107300373 A, 27.10.2017 | |||
| Matsubara, S | |||
| Incremental Backward Bulge Forming of a Sheet Metal with a Hemispherical Tool | |||
| Journal of the JSTP, vol.35, pp.1311-1316, 1994. | |||

