Изобретение относится к области металлургии, а более конкретно к формированию рельефной пористой поверхности плазменным напылением и может быть использовано для повышения эффективности теплообмена на поверхности нагретых деталей и узлов в условиях смены агрегатного состояния хладагента, для формирования поверхностей носителей катализатора и для очистки жидкостей.
Известен способ нанесения пористого покрытия (Патент RU 623944 С1), когда покрытие наносится на базовую поверхность подложки сначала под углом 90°, а на второй стадии с углом меньшим 45° к ней. В этом случае на подложке формируется трехмерное капиллярно-пористое (ТКП) покрытие с бимодальной пористостью от 10 до 60%. Такие покрытия состоят из гребней и впадин с высотой равной толщине покрытия. Основной объем порового пространства этих покрытий составляют впадины с шириной от 50 до 600 мкм. Боковые стенки гребней содержат капилляры с размером менее 10 мкм. Недостатком данного способа напыления является невозможность формирования дополнительного пористого пространства с порами большего размера.
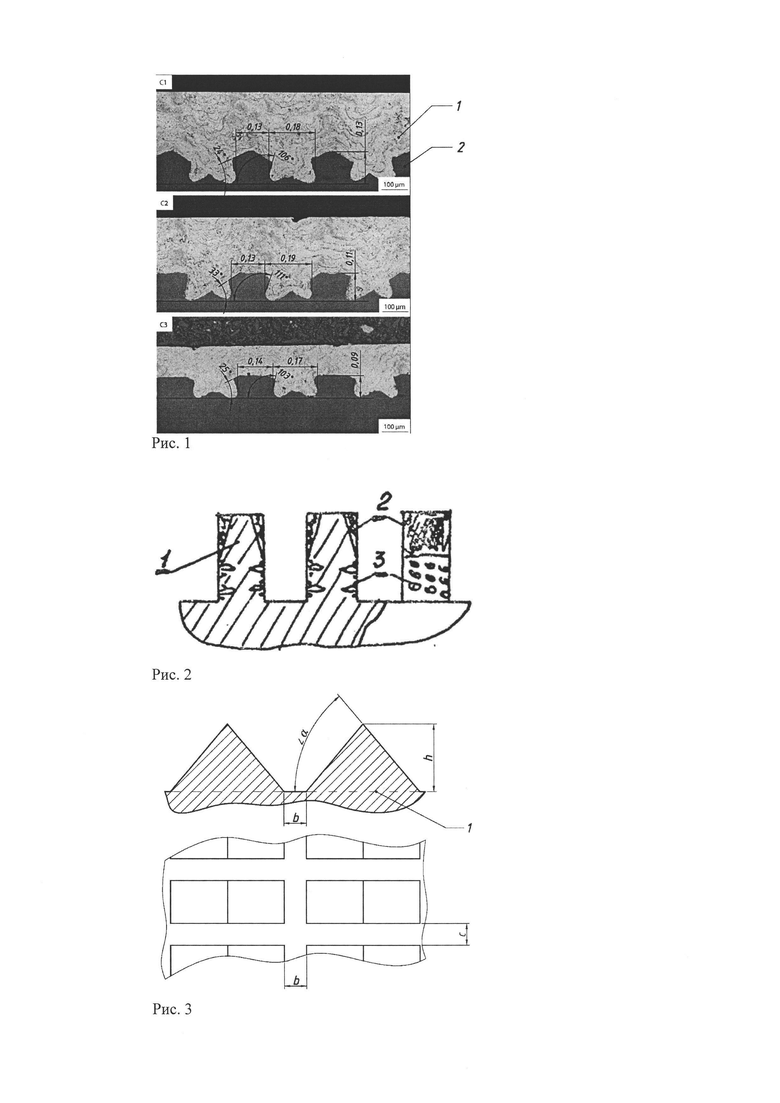
Известен способ плазменного напыления покрытий из проволоки (Рис. 1 позиция 1) на поверхность с локальным рельефом, который сформирован прорезями имеющими профиль типа «ласточкиного хвоста», полученными механической обработкой (Рис. 1 позиция 2) (Hoffmeister Н. W., Schnell С.Mechanical roughing of cylinder bores in light metal crankcases //Production Engineering. - 2008. - T. 2. - №. 4. - C. 365-370. Bobzin K. et al. Development of novel Fe-based coating systems for internal combustion engines //Journal of Thermal Spray Technology. - 2018. - T. 27. - №. 4. - C. 736-745.). Данный рельеф формируется для увеличения прочности соединения изделия с напыленным покрытием до 60 МПа. Глубина рельефа до напыления имеет размер 100-120 мкм. Углы наклона поверхности рельефа у его вершины составляют от 24 до 33°, а у основания 103-110°, относительно опорной поверхности рельефа. Ширина рельефа у основания 130-140 мкм, а ширина канавки между соседними элементами рельефа 170-190 мкм. Недостатком данного способа нанесения покрытий является невозможность формирования капиллярно-пористого покрытия на боковых поверхностях рельефа, так как они не образуют углов менее 45° относительно вектора движения напыляемых частиц.
Известна рельефная поверхность с покрытием, интенсифицирующая теплообмен при смене агрегатного состояния хладоагента (Авторское свидетельство SU1788425 А1). Рельеф формируется в виде ребер (Рис. 2, позиция 1), верхние части боковых поверхностей которых имеют однородное пористое покрытие (Рис. 2, позиция 2) с толщиной, переменной по высоте ребер, с увеличением толщины покрытия вершине ребра, а нижние части боковых поверхностей ребер снабжены микрорельефом (Рис. 2, позиция 3). Боковые поверхности ребер, на которые наносятся покрытия, имеют углы меньшие 90° относительно опорной поверхности рельефа. Опорная поверхность рельефа совпадает с базовой поверхности изделия. Поверхности покрытия на боковых поверхностях ребер перпендикулярны базовой поверхности изделия. В итоге поверхность изделия имеет два вида пористого пространства, бимодальная пористость: пористость покрытия на боковой поверхности ребер и пространство между ребрами.
Этот источник является наиболее близким к способу формирования пористого покрытия на рельефной поверхности для формирования развитой поверхности изделия, его взяли в качестве прототипа.
Способ формирования пористости на рельефной поверхности, реализуемый в прототипе имеет недостатки, пористое покрытие, сформированное таким способом, состоит из равномерно распределенных плотных частиц и пор, а толщина пористого покрытие увеличивается по мере удаления от опорной поверхности рельефа. Такое пористое покрытие имеет небольшую величину контактной поверхности, не более чем в 1,5 раза превышающую площадь опорной поверхности, на которой сформировано покрытие. Это снижает эффективность отвода тепла от изделия. Такая пористая структура недостаточно эффективна, например, в процессе теплообмена, так через такую пористую структуру должен одновременно происходить подвод к изделию жидкого хладагента и обратный выброс газовой фазы из пористого пространства. Создание микрорельефа у основания ребер, требует дополнительной сложной механической обработки.
Задачей изобретения является: создание способа формирования пористого покрытия с большей величиной нормированной контактной поверхности на поверхности с предварительно сформированным рельефом.
Техническим результатом изобретения является: трехмерное капиллярно -пористое (ТКП) покрытие на рельефе, сформированном до напыления и образованном двумя рядами прорезей во взаимно перпендикулярных направлениях, в одном из рядов боковые поверхности наклонены под углами от 50° до 80° к опорной поверхности рельефа. ТКП покрытие состоит из гребней, высота которых равна толщине покрытия, и впадин между ними. У такого покрытия величина нормированной контактной поверхности повышается в 7-14 раз по отношению к опорной поверхности.
Технический результат достигается тем, что рельеф формируется прорезями в двух взаимно перпендикулярных направлениях, в одном из направлений боковые поверхности наклонены под углами от 50° до 80° к опорной поверхности рельефа, а покрытие в виде гребней и впадин напыляют под углом 90° к опорной поверхности рельефа.
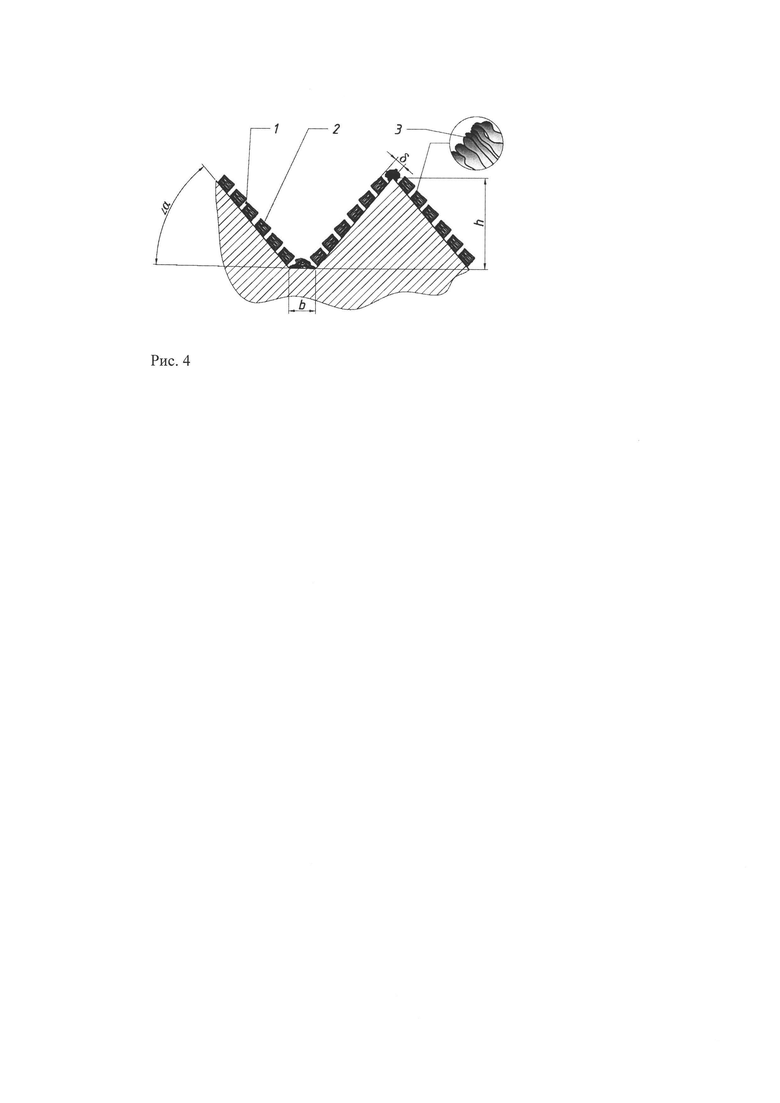
Сущность получаемого технического результата заключается в том, что предварительный рельеф формируется рядами взаимно перпендикулярных прорезей (Рис. 3, параметры b и с), в одном из направлений боковые поверхности наклонены под углами от 50° до 80° (Рис. 3, параметр α) к опорной поверхности рельефа (Рис. 3, позиция 1). Процесс напыления ведут при угле 90° между траекторией движения напыляемых частиц и опорной поверхностью рельефа. Угол наклона боковых поверхностей рельефа от 50° до 80° определяет угол соударения напыляемых частиц с боковой поверхностью рельефа 40°-10°. При таких углах соударения за затвердевшими на боковых поверхностях рельефа частицами образуются теневые зоны, куда не могут попасть следующие напыляемые частицы. Из теневых зон формируются впадины ТКП покрытия (Рис. 4, позиция 1), а на уже закрепившихся на боковых поверхностях рельефа частицах осаждаются новые частицы и растут гребни (Рис. 4, позиция 2). Высота гребней и впадин равна толщине покрытия (Рис. 4, параметр δ). В результате пористость в ТКП покрытии формируется за счет объема впадин и капилляров между частицами покрытия, сформированных в боковых стенках гребней (Рис. 4, позиция 3). Впадины служат для подвода жидкого хладагента и удаления паровой фазы. Капилляры удерживают жидкую фазу и таким образом интенсифицируют теплообмен. Количественно рост эффективности теплообмена характеризуется увеличением нормированной контактной поверхности ТКП покрытия (отношения площади поверхности ТКП покрытия контактирующей с хладагентом к площади боковой поверхности рельефа, на который было нанесено покрытие) со значения 1,5 в прототипе и до 7-14 в данном изобретении.
Пример 1. Покрытие из бронзового порошка ПР-БрМц9-2 фракционного состава 20-32 мкм напыляли на латунную трубку с предварительно нанесенным на нее поверхностным рельефом двумя рядами взаимно перпендикулярных прорезей, в одном из которых угол наклона боковых поверхностей к базовой поверхности рельефа α=50°, высота рельефа h=0,1 мм, расстояние между элементами рельефа b=0,1 мм, с=0,5 мм. Отношение h/b=1.
Эффективная мощность плазменной струи 5,6 кВт, расход плазмообразующего газа Ar+10%N2 34 л/мин. На боковых поверхностях рельефа сформировалось ТКП покрытие толщиной 5=0,075 мм. Величина нормированной контактной поверхности ТКП покрытия равна 7.
Пример 2. Покрытие из порошка нержавеющей стали Х18Н25 фракционного состава 32-56 мкм напыляли на медный цилиндр с предварительно нанесенным на него поверхностным рельефом из прорезей в двух взаимно перпендикулярных направлениях, в одном из направлений угол наклона боковых поверхностей к базовой поверхности рельефа α=80°, высота рельефа h=1 мм, расстояние между элементами рельефа b=0,5 мм, с=0,5 мм. Отношение h/b=2. Эффективная мощность плазменной струи 5,6 кВт, расход плазмообразующего газа Ar+10%N2 34 л/мин. На боковых поверхностях рельефа сформировалось пористое покрытие толщиной δ=0,150 мм. Величина нормированной контактной поверхности ТКП покрытия равна 14.
Пример 3. Покрытие из бронзового порошка ПР-БрМц9-2 фракционного состава 20-32 мкм напыляли на алюминиевую трубку с предварительно нанесенным на нее поверхностным рельефом из прорезей в двух взаимно перпендикулярных направлениях, на одном из которых угол наклона боковых поверхностей к базовой поверхности рельефа α=60°, высота рельефа h=3 мм, расстояние между элементами рельефа b=1 мм с=1 мм. Отношение h/b=3. Эффективная мощность плазменной струи 4,8 кВт, расход плазмообразующего газа Ar+10%N2 20 л/мин. На боковых поверхностях рельефа сформировалось пористое покрытие толщиной δ=0,315 мм. Величина нормированной контактной поверхности ТКП покрытия равна 9.
Пример 4. Покрытие из бронзового порошка ПР-БрМц9-2 фракционного состава 71-100 мкм напыляли на латунную трубку с предварительно нанесенным на нее поверхностным рельефом из прорезей в двух взаимно перпендикулярных направлениях, на одном из которых угол наклона боковых поверхности к базовой поверхности рельефа α=75°, высота рельефа h=3,0 мм, расстояние между элементами рельефа b=0,1 мм с=0,5 мм. Отношение h/b=30. Эффективная мощность плазменной струи 8,5 кВт, расход плазмообразующего газа Ar+10%N2 34 л/мин. На боковых поверхностях рельефа сформировалось пористое покрытие толщиной δ=0,075 мм. Величина нормированной контактной поверхности ТКП покрытия равна 12.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения гибридного термобарьерного покрытия | 2023 |
|
RU2828807C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 1997 |
|
RU2146302C1 |
| Способ газотермического напыления покрытий на тело вращения со сферической поверхностью | 2023 |
|
RU2823632C1 |
| СПОСОБ НАПЫЛЕНИЯ ПОКРЫТИЙ | 2009 |
|
RU2423545C2 |
| Способ получения композиционного пористого биоактивного покрытия | 2016 |
|
RU2623944C1 |
| КРИСТАЛЛИЗАТОР | 1998 |
|
RU2141884C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ИЗДЕЛИЯ ПОД НАПЫЛЕНИЕ | 2009 |
|
RU2400312C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОГО ПРОНИЦАЕМОГО КЕРАМИЧЕСКОГО ИЗДЕЛИЯ | 2013 |
|
RU2536536C1 |
| СПОСОБ ЭЛЕКТРОВЗРЫВНОГО НАПЫЛЕНИЯ КОМПОЗИЦИОННЫХ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ СИСТЕМЫ TiB-MO НА ПОВЕРХНОСТИ ТРЕНИЯ | 2013 |
|
RU2547974C2 |
| СПОСОБ ЭЛЕКТРОВЗРЫВНОГО НАПЫЛЕНИЯ КОМПОЗИЦИОННЫХ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ СИСТЕМЫ TiC-Mo НА ПОВЕРХНОСТИ ТРЕНИЯ | 2013 |
|
RU2518037C1 |
Изобретение относится к способу напыления трехмерных капиллярно-пористых (ТКП) покрытий на предварительно сформированную рельефную поверхность и может быть использовано в инженерной практике для повышения эффективности теплообмена на поверхности нагретых узлов в условиях смены агрегатного состояния хладагента, для формирования поверхностей носителей катализатора и для очистки жидкостей. Способ формирования металлического пористого покрытия на рельефной поверхности металлических деталей, работающих в условиях смены агрегатного состояния хладагента, включает формирование на поверхности детали рельефа путем создания прорезей в двух взаимно перпендикулярных направлениях, при этом в одном из направлений боковые поверхности рельефа наклонены под углами от 50 до 80° к его опорной поверхности, а плазменное покрытие в виде гребней и впадин напыляют под углом 90° к опорной поверхности рельефа. Изобретение направлено на повышение величины нормированной контактной поверхности. 4 пр., 4 ил.
Способ формирования металлического пористого покрытия на рельефной поверхности металлических деталей, работающих в условиях смены агрегатного состояния хладагента, включающий плазменное нанесение металлического покрытия на поверхность металлической детали с предварительно нанесенным на нее рельефом, отличающийся тем, что рельеф формируют путем создания прорезей в двух взаимно перпендикулярных направлениях, при этом в одном из направлений боковые поверхности рельефа наклонены под углами от 50 до 80° к его опорной поверхности, а плазменное покрытие в виде гребней и впадин напыляют под углом 90° к опорной поверхности рельефа.
| Способ газотермического напыления покрытий | 1989 |
|
SU1738867A1 |
| DE 102007023418 B4, 09.09.2010 | |||
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ИЗДЕЛИЯ ПОД НАПЫЛЕНИЕ | 2009 |
|
RU2400312C1 |
| FR 2967693 A1, 25.05.2021 | |||
| Поверхность теплообмена | 1990 |
|
SU1788425A1 |

