Изобретение относится к области технологии нанесения покрытий для защиты деталей от коррозионного воздействия агрессивных сред, а также для придания заранее заданных свойств, например высокой износостойкости, коррозионной стойкости и др. Изобретение может также применяться для восстановления изношенных деталей до требуемых геометрических параметров при высокой прочности сцепления напыленного слоя с основой.
Известен способ подготовки поверхности изделия под напыление, заключающийся в том, что после нарезания «рваной» резьбы на детали дополнительно проводят совместную операцию деформирования вершин «рваной» резьбы смещением ее верхней части в боковые стороны, попеременно в левую и правую, формируют двухсторонний профиль для образования полуанкерного замка, а формирование двухстороннего профиля осуществляют за проход по вершине одного витка «рваной» резьбы инструментом, закрепленным в суппорт токарного станка. [Патент РФ №2237525, МПК B05D 03/12, Бюл. №28, 10.10.04 г.]
Недостатком известного способа комбинированной механической обработки является неполное заполнение замкового профиля напыляемым материалом, что приводит к снижению прочности сцепления покрытия с основой и снижению прочности самого покрытия, образованию пустот в нанесенном покрытии.
Задачей изобретения является повышение заполнения профиля напыляемым материалом при высокой прочности сцепления напыленного слоя с основой и усталостной прочности детали.
Поставленная задача достигается тем, что в известном способе, заключающемся в том, что после нарезания «рваной» резьбы на детали дополнительно проводят операцию деформирования вершин «рваной» резьбы, СОГЛАСНО ИЗОБРЕТЕНИЮ деформирование вершин «рваной» резьбы проводят косым сетчатым накатыванием на поверхности роликами с выфрезерованными на поверхности треугольными зубьями с закругленными вершинами и впадинами, расположенными под углом 30° к оси ролика и направленными у одного ролика вправо, а у другого влево.
Сущность изобретения поясняется чертежами, где:
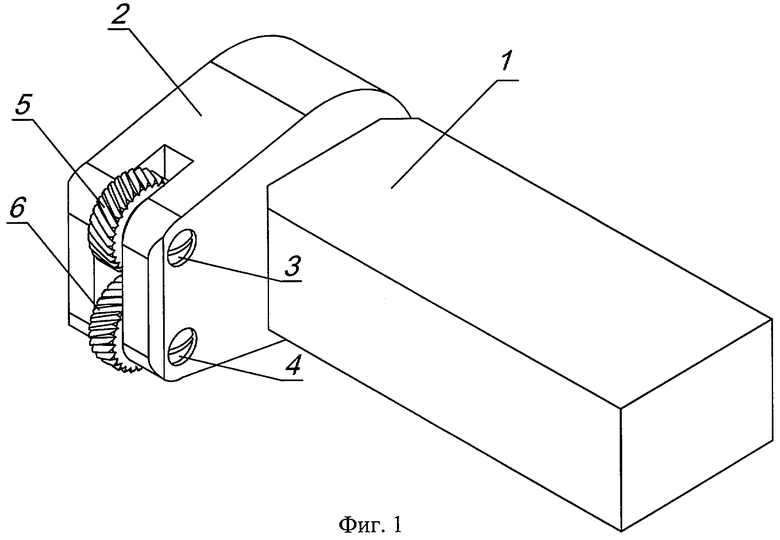
на фиг.1 - общий вид устройства, реализующего предлагаемый способ;
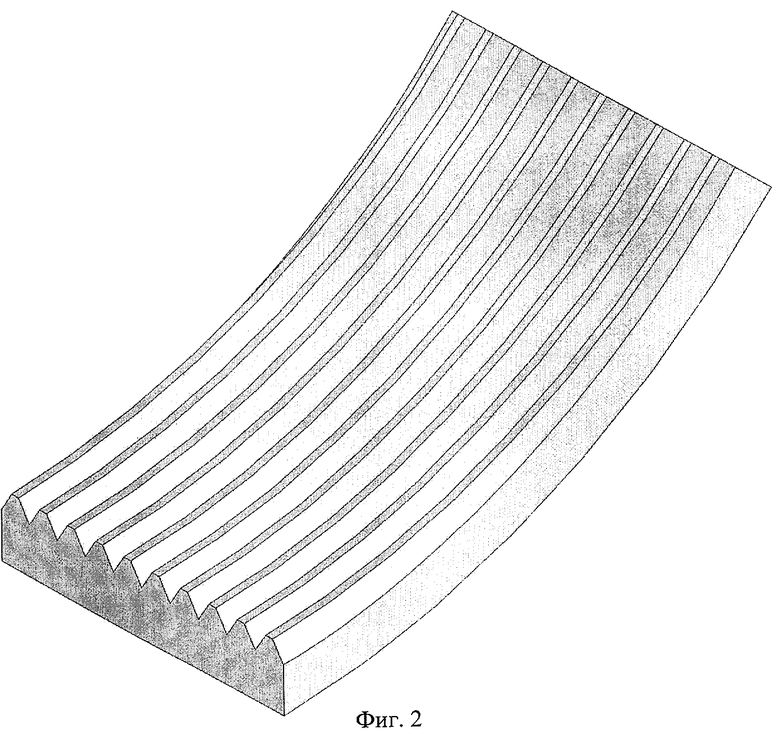
на фиг.2 - фрагмент поверхности с нарезанной «рваной» резьбой;
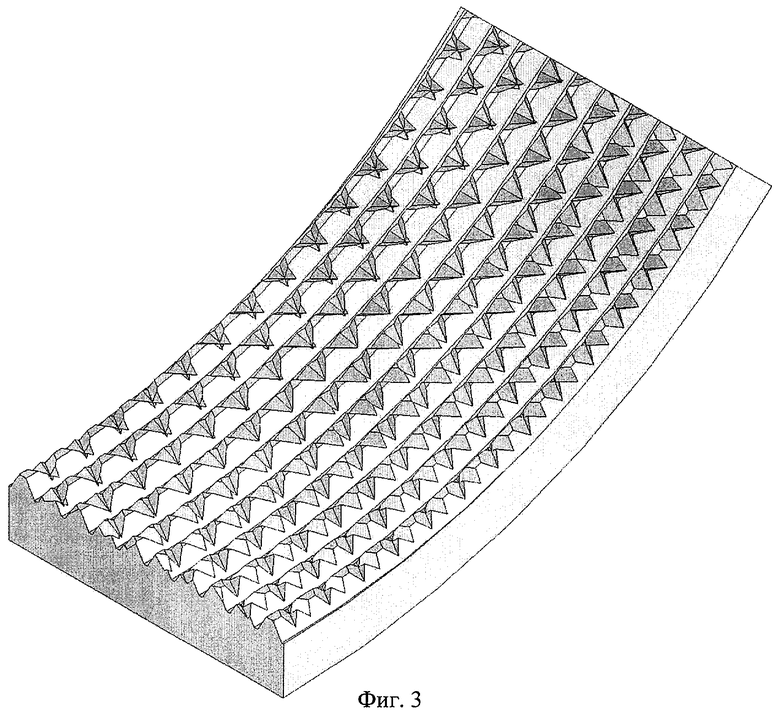
на фиг.3 - фрагмент поверхности с витками «рваной» резьбы с последующей косой сетчатой накаткой.
Устройство для подготовки поверхности изделия под напыление (см. фиг.1) содержит ручку 1 с установленным на ней неподвижно роликодержателем 2, в прорезях которого на осях 3 и 4, параллельных оси изделия, по свободной посадке установлены накатные ролики: правый 5 и левый 6, с выфрезерованными на поверхности треугольными зубьями с закругленными вершинами и впадинами, расположенными под углом 30° к оси ролика и направленными у одного ролика вправо, а у другого влево.
Способ подготовки поверхности изделия под напыление осуществляется следующим образом.
Изношенная поверхность упрочняемой, восстанавливаемой или защищаемой от коррозии детали предварительно обрабатывается на токарном станке, на которую затем наносится «рваная» резьба (см. фиг.2).
После этого на «рваную» резьбу наносят косое сетчатое рифление накатыванием роликами. Для этого устройство ручкой 1 устанавливают в резцедержатель станка под прямым углом к обрабатываемой «рваной» резьбе накатными роликами 5 и 6 с выфрезерованными на поверхности треугольными зубьями с закругленными вершинами и впадинами, расположенными под углом 30° к оси ролика и направленными у одного ролика вправо, а у другого влево, треугольные зубья которых внедряют в вершины «рваной» резьбы. Врезание роликов на полную глубину осуществляется за 1-2 об. детали без включения продольной подачи с минимальным числом оборотов шпинделя станка. Накатывание проводится за один проход с продольной подачей 2-3 мм/об и окружной скоростью 15-20 м/мин.
При внедрении зубьев роликов 4 и 5 деформируются вершины резьбы, и деформированный металл течет внутрь от каждого зуба. В результате прохода инструмента по вершине резьбы образуется участки профиля с косой сетчатой накаткой (см. фиг.3), на которые в дальнейшем механически прикрепляется напыленный слой. Этот профиль выполняет роль дополнительной опорной и одновременно контактной поверхности. Активное сечение покрытия определяется площадью профиля поверхности. Следовательно, в одном случае прочность сцепления лимитируется опорным действием профиля поверхности, а в другом - прочностью самого покрытия, определяемого его активным сечением. Механическое деформирование поверхностных слоев резьбы вызывает интенсивную активацию последних, которая также способствует повышению адгезии напыленного слоя с основой, но для полного использования этого эффекта напыление поверхности следует проводить непосредственно сразу после формирования поверхности данным способом.
После подготовки поверхности предлагаемым способом осуществляют операцию газопламенного напыления порошковых материалов с помощью горелки. Поскольку при газопламенном напылении применяются порошки с диаметром частиц 40 мкм, а частицы порошка имеют высокую скорость при взаимодействии с деталью, достигается практически полное заполнение рельефа. Нанесенный газопламенным напылением слой оплавляется с помощью горелки, что особенно способствует заполнению покрытием профиля, повышает прочность сцепления, снижает пористость и повышает твердость покрытия.
Использование предлагаемого способа позволяет повысить заполнение профиля напыляемым материалом за счет упрощения профиля поверхности подготовленной основы, при высокой прочности сцепления напыленного слоя с основой и усталостной прочности деталей за счет увеличения контактной и опорной поверхности основы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ПОД НАПЫЛЕНИЕ | 2012 |
|
RU2516506C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2012 |
|
RU2509236C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2009 |
|
RU2424888C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ПЕРЕД НАНЕСЕНИЕМ НА НЕЕ ПОГЛОЩАЮЩЕГО ВЧ-ЭНЕРГИЮ МАТЕРИАЛА | 2017 |
|
RU2671027C9 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2009 |
|
RU2416744C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2018 |
|
RU2708410C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ИЗДЕЛИЯ ПОД НАПЫЛЕНИЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2237525C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2013 |
|
RU2539515C2 |
| Способ подготовки поверхности деталей | 1989 |
|
SU1758082A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЕТАЛЕЙ | 2012 |
|
RU2486044C1 |
Изобретение относится к области технологии нанесения покрытий для защиты деталей от коррозионного воздействия агрессивных сред, а также для придания заранее заданных свойств, например высокой износостойкости, коррозионной стойкости и др. Изобретение может также применяться для восстановления изношенных деталей до требуемых геометрических параметров при высокой прочности сцепления напыленного слоя с основой. Задачей изобретения является повышение заполнения профиля напыляемым материалом при высокой прочности сцепления напыленного слоя с основой и усталостной прочности детали. Поставленная задача достигается тем, что в способе подготовки поверхности изделия под напыление после нарезания «рваной» резьбы на детали деформирование вершин «рваной» резьбы проводят косым сетчатым накатыванием на поверхности роликами с выфрезерованными на поверхности треугольными зубьями. Зубья выполнены с закругленными вершинами и впадинами, расположенными под углом 30° к оси ролика и направленными у одного ролика вправо, а у другого влево. Использование способа позволяет повысить заполнение профиля напыляемым материалом за счет упрощения профиля поверхности подготовленной основы, при высокой прочности сцепления напыленного слоя с основой и усталостной прочности деталей за счет увеличения контактной и опорной поверхности основы. 3 ил.
Способ подготовки поверхности изделия под напыление, заключающийся в том, что после нарезания «рваной» резьбы на детали дополнительно проводят операцию деформирования вершин «рваной» резьбы, отличающийся тем, что деформирование вершин «рваной» резьбы проводят косым сетчатым накатыванием на поверхности роликами с выфрезерованными на поверхности треугольными зубьями с закругленными вершинами и впадинами, расположенными под углом 30° к оси ролика и направленными у одного ролика вправо, а у другого - влево.
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ИЗДЕЛИЯ ПОД НАПЫЛЕНИЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2237525C1 |
| RU 2004350 C1, 15.12.1993 | |||
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ДЕТАЛИ | 1992 |
|
RU2015202C1 |
| RU 2055097 C1, 27.02.1996 | |||
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ БУКСОВЫХ ШЕЕК ОСЕЙ КОЛЕСНЫХ ПАР | 2005 |
|
RU2296659C1 |
| RU 92012886 A, 27.06.1996 | |||
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| JP 61231155 A, 15.10.1986 | |||
| JP 64000462 B, 06.01.1989 | |||
| Преобразователь параметров емкостного датчика в длительность электрических импульсов | 1988 |
|
SU1522862A1 |

