Изобретение относится к способам изготовления теплоизолированных конструкций замкнутой формы и может найти применение в различных отраслях, в том числе при производстве оконных рам, дверных коробок, в устройствах, при эксплуатации которых возникает разность температур, например в холодильных камерах и кондиционерах, уплотнений, в строительных конструкциях при производстве перекрытий, ограждений или профилей для перестраиваемых помещений, и т.п. изделий.
Известны способы изготовления теплоизолированных конструкций замкнутой формы, заключающиеся в изготовлении структурных элементов, содержащих камеры замкнутого сечения, предназначенные для размещения теплоизолятора (RU 2728747, 2020, RU 2008114764, 2011). Существенным недостатком известных технических решений является использование в качестве теплоизолятора воздуха, поскольку из-за разности температур между внутренней и внешней стенками структурных элементов происходит значительная теплопередача через стенки, вызывая при этом циклическое движение воздуха в полости, что приводит к конвективным потерям тепла в теплоизолированной конструкции.
Известны способы изготовления теплоизолированных конструкций замкнутой формы, заключающиеся в формообразовании профильных камерных элементов, размещении теплоизолятора в соответствующих камерах профильных элементов, и окончательной сборке замкнутой конструкции (RU 2439270, 2010, RU 2559246, 2013). В известных технических решениях способ реализуется одновременным использованием одной или нескольких головок для экструдирования при формообразовании профильных камерных элементов и размещении теплоизолятора в соответствующих камерах.
Таким образом, общим существенным недостатком указанных известных технических решений является сложность их реализации, обусловленная необходимостью одновременного формообразовании профильных камерных элементов и заполнения соответствующих камер теплоизоляционным материалом в процессе непрерывного экструдирования.
Известен способ изготовления теплоизолированных конструкций замкнутой формы, заключающийся в формообразовании профильных камерных элементов, размещении теплоизолятора в соответствующих камерах профильных элементов и окончательной сборке замкнутой конструкции (RU 2604626, 2015). Известное техническое решение предполагает поэтапное изготовление из пенообразующего материала теплоизолирующих элементов, представляющих собой сердцевину конструкции, причем форма сердцевины соответствует камерам профильных элементов с применением в специальных полуматриц и последующее изготовление методом экструдирования профильных камерных элементов, представляющих собой оболочку сердцевины, с последующей резкой изготовленных теплоизолированных профильных элементов.
Существенным недостатком известного технического решения также является сложность реализации способа, связанная с использованием дополнительного оборудования для изготовления теплоизолирующих элементов и соответствие формы последних камерам профильных элементов.
Кроме того, существенным недостатком известного технического решения является снижение качества изготовления конструкции, обусловленное взаимодействием пенообразующего теплоизоляционного материала с горячим экструзионным формующим инструментом в процессе изготовления профильных камерных элементов.
Наиболее близким по технической сущности и назначению к предлагаемому изобретению является способ изготовления теплоизолированных конструкций замкнутой формы заключающийся в последовательном формообразовании профильных элементов, содержащих полость для размещения теплоизоляции и окончательной сборке замкнутой конструкции (WO 02090703А2, 2002). В известном техническом решении каждый профильный элемент содержит по меньшей мере одну полость для размещения теплоизоляции, в качестве которой используют пенообразный теплоизоляционный материал. Существенным недостатком известного технического решения является сложность реализации способа в при формообразовании длинномерных профильных элементов, поскольку наличие преимущественно одной полости в профильном элементе приводит к необходимости вводить пеноизоляционный материал через канал, выполненный в виде трубки, размещенной внутри полости, причем с непрерывным извлечением трубки в процессе заполнения полости профильного элемента пенообразным теплоизоляционным материалом. Кроме того, наличие одной полости снижает теплоизоляционные свойства конструкции и ее прочность.
Техническая проблема, решаемая заявляемым изобретением, заключается в расширении арсенала технических средств, а именно в создании способа изготовления теплоизолированных конструкций замкнутой формы, характеристики которых удовлетворяют требованиям обеспечения заданных теплоизоляционных свойств.
Технический результат, достигаемый при реализации настоящего изобретения, заключается в расширении арсенала технических средств за счет создания способа изготовления теплоизолированных конструкций замкнутой формы, характеристики которых удовлетворяют требованиям обеспечения заданных теплоизоляционных свойств.
Указанный технический результат достигается за счет того, что при осуществлении способа изготовления теплоизолированных конструкций замкнутой формы, заключающегося в формообразовании профильных камерных элементов, размещении теплоизолятора в соответствующих камерах профильных элементов, и окончательной сборке замкнутой конструкции, в качестве теплоизолятора используют волокнистый, или сыпучий, или пенообразный теплоизоляционный материал, причем при использовании волокнистого теплоизоляционного материала последний предварительно перед процессом сборки размещают в соответствующих камерах профильных элементов, а при использовании сыпучего или пенообразного теплоизоляционного материала предварительно в профильных элементах выполняют технологические отверстия, предназначенные для заполнения камер профильных элементов соответствующим теплоизолятором, при этом сыпучий или пенообразный теплоизоляционный материал последовательно размещают в камерах профильных элементов после процесса сборки замкнутой конструкции, а после заполнения камер профильных элементов конструкции сыпучим или пенообразным теплоизоляционным материалом технологические отверстия в профильных элементах герметизируют.
Существенность отличительных признаков способа изготовления теплоизолированных конструкций замкнутой формы подтверждается тем, что только совокупность всех действий и операций, описывающая изобретение, позволяет обеспечить решение поставленной технической проблемы с достижением заявленного технического результата, а именно, использование в качестве теплоизоляционного материала волокнистого, или сыпучего, или пенообразного теплоизоляционный материала, предварительное размещение перед процессом сборки в соответствующих камерах профильных элементов волокнистого теплоизоляционного материала, а при использовании сыпучего или пенообразного теплоизоляционного материала предварительное выполнение в профильных элементах технологических отверстий, предназначенных для заполнения камер профильных элементов соответствующим теплоизолятором, при этом последовательное размещение в камерах профильных элементов сыпучего или пенообразного теплоизоляционного материала после процесса сборки замкнутой конструкции, и герметизация технологических отверстий в профильных элементах после заполнения камер профильных элементов конструкции сыпучим или пенообразным теплоизоляционным материалом обеспечивает расширение арсенала технических средств за счет создания способа изготовления теплоизолированных конструкций замкнутой формы, характеристики которых удовлетворяют требованиям обеспечения заданных теплоизоляционных свойств.
Настоящее изобретение поясняется следующим подробным описанием способа изготовления теплоизолированных конструкций замкнутой формы со ссылкой на фиг. 1 и 2, где:
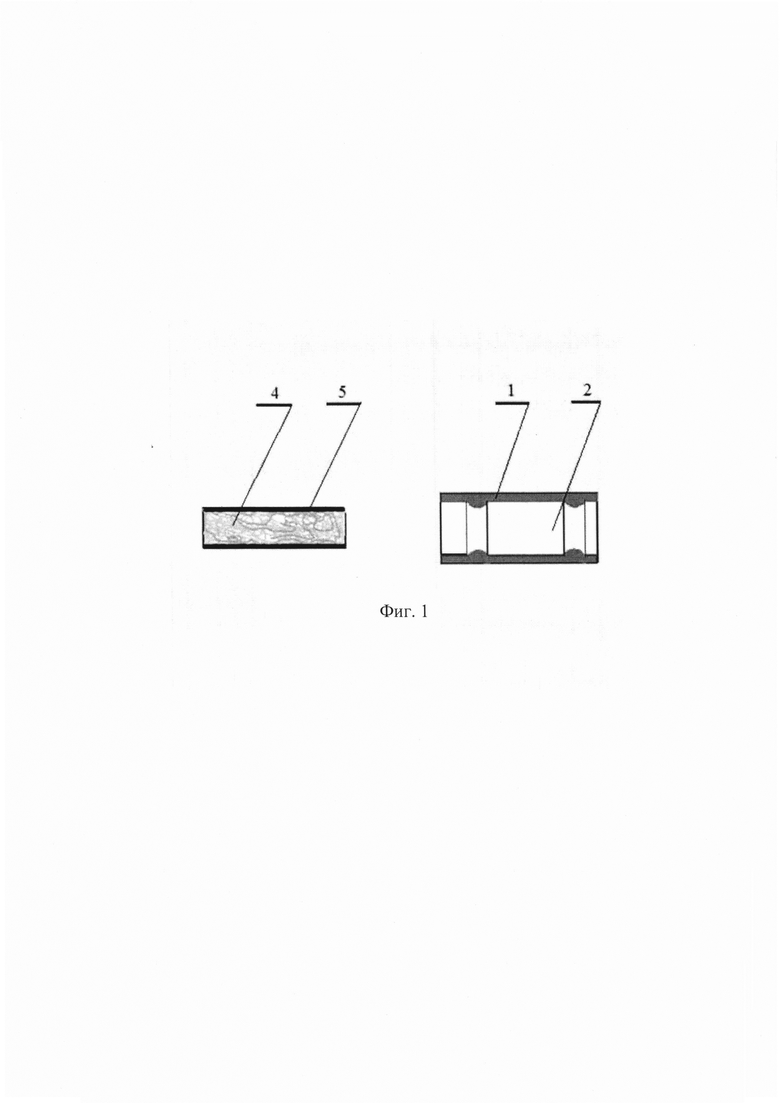
- на фиг. 1 изображена схема заполнения камер профильного элемента волокнистым теплоизоляционным материалом;
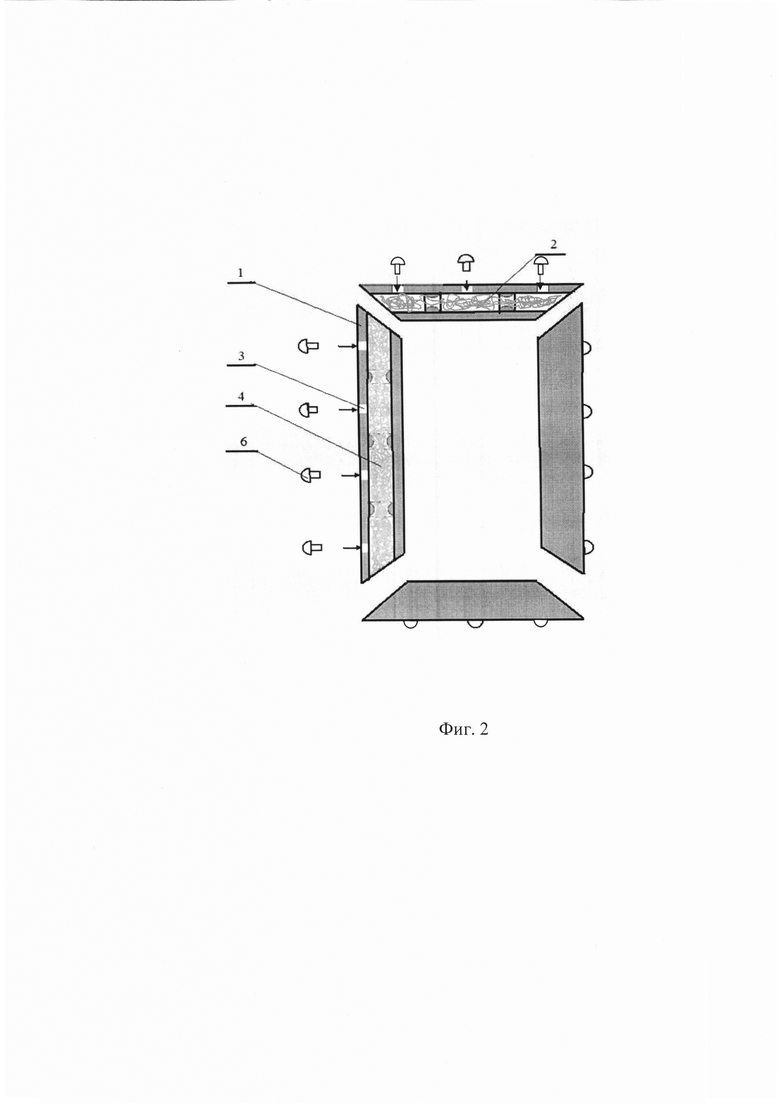
- на фиг. 2 изображена схема реализации способа при заполнении полостей конструкции замкнутой формы сыпучим или пенообразным теплоизоляционным материалом;
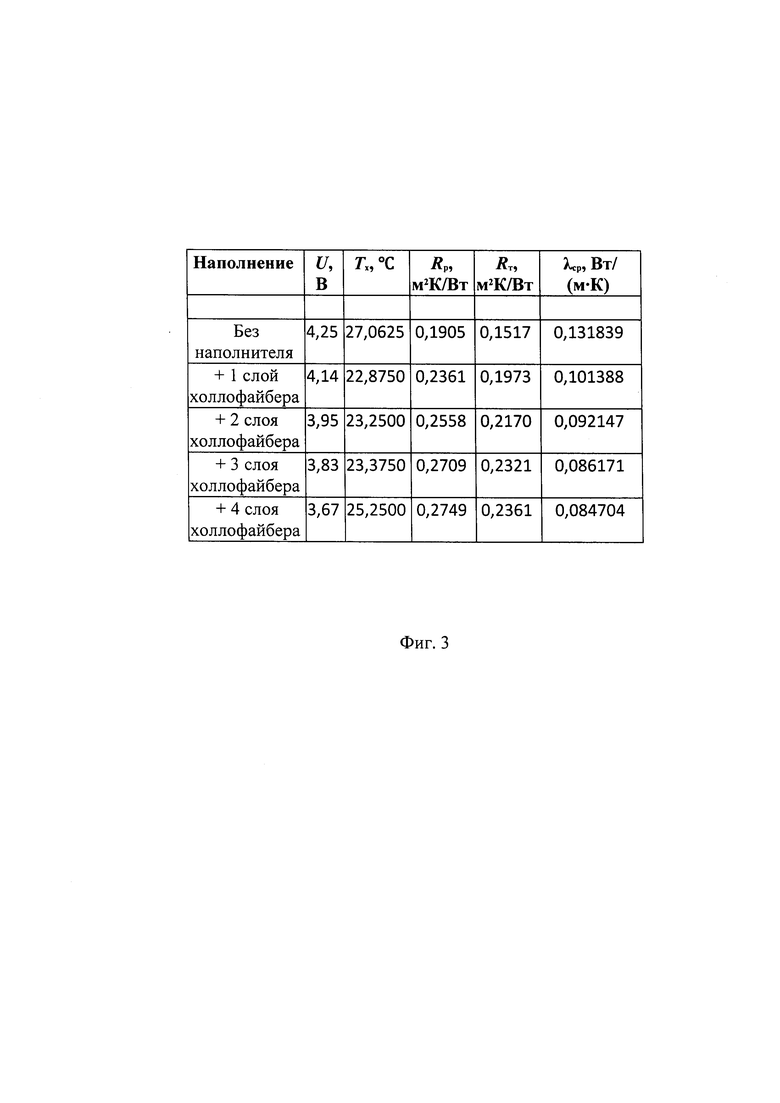
- на фиг. 3 представлена таблица результатов экспериментов.
На фигурах приняты следующие обозначения:
1 - профильный элемент;
2 - камера профильного элемента 1;
3 - технологическое отверстие;
4 - теплоизоляционный материал;
5 - оболочка;
6 - заглушка.
Способ изготовления теплоизолированных конструкций замкнутой формы, в частности оконных рам, или дверных коробок, реализуется следующим образом.
Известным методом, например экструзией, из полимерного материала или металла (ПВХ, алюминий и т.п.), осуществляют формообразование полого в продольном направлении профильного элемента 1, содержащего соответствующие камеры 2, предназначенные для размещения теплоизолятора. В процессе формообразования в профильных элементах 1 выполняют технологические отверстия 3, причем каждой камере 2 соответствует по крайней мере одно технологическое отверстие 3. После изготовления в камерах 2 профильного элемента 1 размещают теплоизолятор, в качестве которого используют волокнистый, или сыпучий, или пенообразный теплоизоляционный материал 4.
Заполнение камер 2 волокнистым теплоизоляционным материалом 4, в качестве которого может быть использован холлофайбер, синтепон, разволокненные отходы текстильного материала, отходы прядильного производства, минеральная вата или др. осуществляется по следующей схеме.
После формообразования профильный элемент 1 нарезается на заготовки, предназначенные для сборки конструкции (оконной рамы или дверной коробки). Волокнистый теплоизоляционный материал 4 предварительно размещают в твердой или гибкой оболочке 5, поперечный размер которой позволяет свободно пропустить ее через заполняемые камеры 2 профильного элемента 1, при этом волокнистый материал 4 должен быть размещен в оболочке 5 таким образом, что после удаления последней волокнистый материал 4 заполнит весь объем камер 2 (фиг. 1). Как вариант один из концов профильного элемента 1 может быть закрыт при помощи соответствующей заглушки, которая при последующей сборке конструкции удаляется. После введения чехла 5 в полость профильного элемента 1 чехол 5 удаляется, а волокнистый теплоизоляционный материал 4 в результате расширения заполняет камеры 2. При необходимости после частичной сборки конструкции (Г-образной формы) возможно дополнительно прессовать теплоизоляционный материал 4 со стороны свободных торцов элементов 1 для обеспечения более полного заполнения камер 2 волокнистым теплоизоляционным материалом 4. После этого из заполненных волокнистым теплоизоляционным материалом 4 профильных элементов 1 осуществляют окончательную сборку замкнутой конструкции (оконной рамы или дверной коробки). Кроме того, как вариант возможно заполнение волокнистым теплоизоляционным материалом 4 длинномерных профильных элементов 1 после их формообразования с последующей резкой на заготовки, предназначенные для сборки конструкции.
Заполнение камер 2 сыпучим теплоизоляционным материалом 4, в качестве которого могут быть использованы отходы текстильного производства, пластиковые или деревянные опилки, измельченный пластик и др., осуществляется по следующей схеме.
Предварительно осуществляют сборку замкнутой конструкции (оконной рамы или дверной коробки), после чего камеры 2 профильных элементов 1 последовательно заполняют сыпучим теплоизоляционным материалом 4 через технологические отверстия 3 (фиг. 2). Для обеспечения более равномерного и плотного заполнения материалом возможно применение виброустановки (на чертеже не показана), на которой размещают заполняемую сыпучим теплоизоляционным материалом 4 конструкцию, а затем осуществляют окончательную герметизацию технологических отверстий 3 заглушками 6 (фиг. 2).
Заполнение камер 2 пенообразным теплоизоляционным материалом 4, в качестве которого может быть использован пенополиуретан, карбомидный пенопласт, осуществляется по схеме, аналогичной схеме размещения сыпучего теплоизоляционного материала. Кроме того, размещение пенообразного теплоизоляционного материала 4 возможно также по схеме, аналогичной схеме размещения волокнистого теплоизоляционного материала после формообразования профильных элементов 1, т.е. процесс заполнения камер 2 профильного элемента 1 пенообразным теплоизоляционным материалом 4 может осуществляться при любом продольном размере формообразованного профильного элемента 1 с его последующей резкой на заготовки заданной длины, необходимой для окончательной сборки замкнутой конструкции (оконной рамы или дверной коробки), а уплотнение пенообразного теплоизоляционного материала 4 не требуется.
Для оценки свойств теплоизоляционного материала изделия в соответствии с предложенным способом были изготовлены экспериментальные образцы элементов конструкции, представляющие собой пластиковые профили в виде закрытого полого прямоугольного параллелепипеда с размером поперечного сечения, равным 7,5×6 см. Теплоизолирующие свойства профилей при заполнении их полостей волокнистым материалом было измерено на установке, состоящей из управляемого нагревателя, расположенного в верхней части установки и холодильника, расположенного в его нижней части. Чтобы направить всю выделяемую в нагревателе мощность через испытуемый образец к холодильнику, вокруг нагревателя был установлен тепловой экран, снабженный отдельным управляемым нагревателем. Температура экрана, нагревателя Тн и холодильника Тх измерялась с помощью электронных цифровых датчиков и записывалась в компьютер. Сигнал с датчика на экране использовался для стабилизации его температуры. При измерениях выделяемую в нагревателе электрическую мощность постепенно плавно увеличивали до момента достижения стационарного состояния, в котором температура нагревателя не изменялась и была равна температуре экрана. При этом поток тепла от нагревателя к экрану мал сразу по двум параметрам: и из-за малой теплопроводности слоя изоляции между нагревателем и экраном, и из-за малой разности температур между ними. Тогда можно считать, что вся выделяемая мощность Р=U/Rн идет через образец к холодильнику, при этом вертикальная компоновка установки, при которой нагреватель находится над холодильником, обеспечивала отсутствие конвективных потоков.
Измеряемые в процессе испытаний величины:
- напряжение нагревателя U, в;
- температура холодильника Тх, °С.
- температура нагревателя Тн = 50,875°С (постоянная);
- сопротивление нагревателя r = 20,0 Ом;
- площадь поперечного сечения s = 72,25 см2.
Расчетное тепловое сопротивление: Rp = (Тн - Tx)rs/U 2.
Дополнительное тепловое сопротивление, включенное между датчиками температуры: Rд = 0,0388 м2 К/Вт.
Тепловое сопротивление: Rт = Rp - Rд.
Средняя теплопроводность: λср = d/Rт,
где d = 20 мм - толщина теплоизолятора.
В соответствии с размерами поперечного сечения профилей были вырезаны тождественные образцы из нетканого полотна «холлофайбер 70» (г/м2), суммарный вес которых составил 1,106 г. Для сравнения измерения были выполнены на образцах
- без наполнителя (воздух в качестве теплоизолятора);
- последовательно на 4 образцах с теплоизолятором в виде слоев теплоизоляционного материала от 1 до 4.
Результаты экспериментальных исследований в таблице (фиг. 3).
Считается, что у воздуха, заполняющего полость образца, теплопроводность в условиях испытания равна 0,025 Вт/м⋅К, а у используемого в качестве наполнителя холлофайбера соответственно - 0,04 Вт/м⋅К. Следовательно, при заполнении полости волокнистым теплоизоляционным материалом теплоизолирующие свойства конструкции должны ухудшиться. Анализ полученных результатов показал, что теплоизоляционные свойства испытуемых образцов повышаются с увеличением количества слоев теплоизоляционного материала вследствие более полного заполнения поперечного сечения образцов, т.е. предложенное техническое решение обеспечивает создание способа изготовления теплоизолированных конструкций замкнутой формы, характеристики которых удовлетворяют требованиям обеспечения теплоизоляционных свойств применительно к конструкциям замкнутой формы.
Таким образом, использование в качестве теплоизолятора волокнистого, или сыпучего, или пенообразного теплоизоляционного материала, предварительное размещение перед процессом сборки в соответствующих камерах профильных элементов волокнистого теплоизоляционного материала, предварительное выполнение в профильных элементах технологических отверстий, предназначенные для заполнения камер профильных элементов сыпучим или пенообразным теплоизоляционным материалом, при последовательном размещении этих материалов в камерах профильных элементов после процесса сборки замкнутой конструкции использовании и герметизация технологических отверстий в профильных элементах после заполнения камер профильных элементов конструкции сыпучим или пенообразным теплоизоляционным материалом обеспечивает достижение технического результата расширения арсенала технических средств за счет создания способа изготовления теплоизолированных конструкций замкнутой формы, характеристики которых удовлетворяют требованиям обеспечения заданных теплоизоляционных свойств, и позволяет решить поставленную техническую проблему.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛИРУЮЩЕГО ИЗДЕЛИЯ | 2019 |
|
RU2730951C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОВОЙ ЭНЕРГИИ | 2022 |
|
RU2794914C1 |
| ХОЛОДИЛЬНЫЙ ШКАФ | 1999 |
|
RU2199063C2 |
| СТРОИТЕЛЬНЫЙ ПРОФИЛЬ С ТЕРМОРАЗРЫВОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2023 |
|
RU2823310C1 |
| ПОЛОЕ ЗАМКНУТОЙ ФОРМЫ ГЕРМЕТИЧНОЕ ИЗДЕЛИЕ ИНТЕГРАЛЬНОЙ КОНСТРУКЦИИ, СОЕДИНИТЕЛЬНЫЙ ЭЛЕМЕНТ ДЛЯ ИНТЕГРАЛЬНОЙ КОНСТРУКЦИИ, СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ И ФУТЕРОВКА РЕАКТОРА ВАКУУМНОЙ ВЫСОКОТЕМПЕРАТУРНОЙ УСТАНОВКИ, СОДЕРЖАЩАЯ УКАЗАННОЕ ГЕРМЕТИЧНОЕ ИЗДЕЛИЕ | 2018 |
|
RU2711199C1 |
| Лопасть воздушного винта многоконтурной конструкции | 2021 |
|
RU2767574C1 |
| ОГНЕСТОЙКАЯ ПРОФИЛЬНАЯ КОНСТРУКЦИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2014 |
|
RU2553041C1 |
| ТЕПЛОИЗОЛИРОВАННАЯ ТРУБА И УЧАСТОК ТРУБОПРОВОДА С ГИДРОЗАЩИТОЙ ПО НАРУЖНОЙ ПОВЕРХНОСТИ И ПО ТОРЦАМ | 2014 |
|
RU2576078C1 |
| Индукционная печь для спекания керамики | 1990 |
|
SU1786346A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОГО КАМЕРНОГО ПРОФИЛЯ | 2013 |
|
RU2622809C2 |
Изобретение относится к способам изготовления теплоизолированных конструкций замкнутой формы и может найти применение в различных отраслях, в том числе при производстве оконных рам, дверных коробок, в устройствах, при эксплуатации которых возникает разность температур, например в холодильных камерах и кондиционерах, уплотнений, в строительных конструкциях при производстве перекрытий, ограждений или профилей для перестраиваемых помещений. Способ заключается в формообразовании профильных камерных элементов, размещении теплоизолятора в соответствующих камерах профильных элементов, и окончательной сборке замкнутой конструкции. Причем в качестве теплоизолятора используют волокнистый, или сыпучий, или пенообразный теплоизоляционный материал, при этом при использовании волокнистого теплоизоляционного материала последний предварительно перед процессом сборки размещают в соответствующих камерах профильных элементов, а при использовании сыпучего или пенообразного теплоизоляционного материала предварительно в профильных элементах выполняют технологические отверстия, предназначенные для заполнения камер профильных элементов соответствующим теплоизолятором. Далее сыпучий или пенообразный теплоизоляционный материал последовательно размещают в камерах профильных элементов после процесса сборки замкнутой конструкции, а после заполнения камер профильных элементов конструкции сыпучим или пенообразным теплоизоляционным материалом технологические отверстия в профильных элементах герметизируют. Технический результат заявленного изобретения заключается в расширении арсенала технических средств за счет создания способа изготовления герметичных теплоизолированных конструкций замкнутой формы, характеристики которых удовлетворяют требованиям обеспечения заданных теплоизоляционных свойств. 3 ил.
Способ изготовления теплоизолированных конструкций замкнутой формы, заключающийся в формообразовании профильных камерных элементов, размещении теплоизолятора в соответствующих камерах профильных элементов и окончательной сборке замкнутой конструкции, отличающийся тем, что в качестве теплоизолятора используют волокнистый, или сыпучий, или пенообразный теплоизоляционный материал, причем при использовании волокнистого теплоизоляционного материала последний предварительно перед процессом сборки размещают в соответствующих камерах профильных элементов, а при использовании сыпучего или пенообразного теплоизоляционного материала предварительно в профильных элементах выполняют технологические отверстия, предназначенные для заполнения камер профильных элементов соответствующим теплоизолятором, при этом сыпучий или пенообразный теплоизоляционный материал последовательно размещают в камерах профильных элементов после процесса сборки замкнутой конструкции, а после заполнения камер профильных элементов конструкции сыпучим или пенообразным теплоизоляционным материалом технологические отверстия в профильных элементах герметизируют.

