Настоящее изобретение относится к способу изготовления сборной конструкции из по меньшей мере двух металлических подложек и сборной конструкции. Изобретение является в особенности хорошо подходящим для использования при изготовлении механических транспортных средств.
Как это известно, с учетом экономии массы транспортных средств используют высокопрочные листовые стали для достижения получения облегченных по массе кузовов транспортных средств и улучшения безопасности при столкновении. Для уменьшения массы транспортных средств также в значительной степени используют упрочненные детали. Действительно, предел прочности при растяжении для данных сталей составляет как минимум 1200 МПа и может доходить вплоть до 2500 МПа. На упрочненные детали может быть нанесено покрытие на алюминиевой основе или цинковой основе, обладающее хорошей противокоррозионной стойкостью и термическими свойствами.
Обычно способ изготовления упрочненной детали с нанесенным покрытием включает следующие далее стадии:
А) получение листовой стали с предварительно нанесенным металлическим покрытием, являющимся обыкновенным покрытием на основе алюминия или цинка,
В) резка листовой стали с нанесенным покрытием для получения заготовки,
С) термическая обработка заготовки при высокой температуре для получения в стали полностью аустенитной микроструктуры,
D) перенос заготовки в прессовый штамп,
Е) термоформовка заготовки для получения детали,
F) охлаждение детали, полученной на стадии Е), в целях получения в стали микроструктуры, являющейся мартенситной или мартенситно-бейнитной или образованной из по меньшей мере 75% равноосного феррита, от 5 до 20% мартенсита и бейнита в количестве, меньшем или равном 10%.
За этим в общем случае следует сварка двух упрочненных деталей с нанесенными покрытиями или одной упрочненной детали с нанесенным покрытием с еще одной металлической подложкой. Сварка упрочненных деталей с нанесенным покрытием на алюминиевой или цинковой основе является очень трудноосуществимой вследствие наличия твердого и толстого покрытия.
В патентной заявке ЕР3020499 раскрывается способ контактной точечной сварки сопротивлением, включающий:
- технологический процесс пульсации, заключающийся в зажимании листовой сборной конструкции из двух и более перекрывающихся листовых сталей, включающих по меньшей мере одну листовую сталь, характеризующуюся высоким пределом прочности при растяжении, при использовании пары сварочных электродов, которые присоединяются к источнику питания для контактной точечной сварки, использующим способ постоянного тока от инвертора, и реализации множества повторений пропускания тока и прекращения пропускания тока при одновременном сжимании листовых сталей при использовании сварочных электродов; и
- технологический процесс непрерывного пропускания тока, при котором после технологического процесса пульсации ток пропускают непрерывно на протяжении более продолжительного периода времени, чем время пропускания максимального тока в ходе технологического процесса пульсации при одновременном сжимании листовых сталей при использовании сварочных электродов.
Однако, данный способ предназначен только для горячештампованных листовых сталей с нанесенными обыкновенными покрытием на цинковой основе и покрытием на алюминиевой основе. Действительно, в примерах данный способ подвергали испытанию в отношении горячештампованных листовых сталей с нанесенными алюминиевыми покрытиями, соответствующих 1500 МПа, горячештампованной листовой стали с отожженным покрытием, нанесенным в результате горячего цинкования, марки, соответствующей 1500 МПа, и горячештампованной листовой стали с нанесенным покрытием из Al, подвергнутым обработке корочкой из ZnO, марки, соответствующей 1500 МПа. В данную патентную заявку не включаются конкретные покрытия на основе алюминия или цинка, включающие другие элементы.
В патентной заявке ЕР3085485 раскрывается способ контактной точечной сварки сопротивлением, заключающийся в сварке множества листовых сталей, включающих наложенную листовую сталь, характеризующуюся высоким пределом прочности при растяжении, где при упомянутом способе контактной точечной сварки сопротивлением система проводимости представляет собой пульсирующую проводимость, использующую источник питания для сварки постоянного тока от инвертера, и во множестве импульсов тока, формирующих пульсирующую проводимость, при соответствующих импульсах тока переменным образом контролируют время проводимости, интервалы между импульсами тока, определяемые в качестве времени отсутствия проводимости, и сварочные токи, подводимые при использовании импульсов тока.
Однако, данный способ предназначен для горячештампованных листовых сталей, содержащих на своей поверхности твердый раствор из интерметаллических соединений и железа в результате прохождения реакции легирования между обыкновенным покрытием на цинковой основе (Zn в чистом виде, Zn-Fe, Zn-Ni, Zn-Al, Zn-Mg, Zn-Mg-Al и тому подобное) или обыкновенного покрытия на алюминиевой основе (Al-Si и тому подобное) и сталью материала основы. Данные поверхности формируются оксидным слоем, в основном образованным из цинка или алюминия. Кроме того, иногда поверхность покрытия, в основном образованного из интерметаллических соединений железа и алюминия, формируется пленкой, в основном образованной из оксида цинка. В примерах данный способ подвергали испытанию в отношении горячештампованных листовых сталей с нанесенным легированным алюминиевым покрытием, содержащим 9% (масс.) Si и Fe и очень маленькое количество Zn, и горячештампованных листовых сталей с отожженным покрытием, нанесенным в результате горячего цинкования. Обычно чистый оксидный слой данных покрытий имеет толщину в диапазоне между 10 и 100 нм. При осаждении тонкого слоя ZnO на упрочненной детали с нанесенным покрытием на алюминиевой основе до аустенитизации происходит сплавление ZnO и покрытия на алюминиевой основе. Вследствие осаждения на покрытие на алюминиевой основе очень тонкого слоя ZnO чистый оксид, в основном образованный из алюминия, является все еще очень тонким после аустенитизации, то есть, соответствует диапазону 10 – 100 нм, что приводит к легкому проведению сварки. В данную патентную заявку не включаются конкретные покрытия на основе алюминия или цинка, содержащие другие элементы.
В патентной заявке GB2468011 раскрывается способ подвода тока для сварки сопротивлением пластинчатой сборной конструкции, при котором материал по меньшей мере одной пластины является материалом, характеризующимся высоким пределом прочности при растяжении, при этом способ включает:
- первую стадию, заключающуюся в непрерывном приложении первой амперной нагрузки с величиной, которая размягчает поверхность местоположения соединения материала, характеризующегося высоким пределом прочности при растяжении, на протяжении первой предварительно определенной продолжительности времени;
- вторую стадию после прохождения первой предварительно определенной продолжительности времени, заключающуюся в переключении величины запитывания энергией от первой амперной нагрузки ко второй амперной нагрузке, что приводит к росту ядра сварной точки в местоположении соединения; и
- третью стадию, заключающуюся в непрерывном приложении второй амперной нагрузки на протяжении второй предварительно определенной продолжительности времени.
Данный способ предназначен для материала, характеризующегося высоким пределом прочности при растяжении, или горячештампованного материала. На горячештампованный материал может быть нанесено покрытие из слоя металлизации. Однако, природа слоя металлизации не указывается. В дополнение к этому, на первой стадии прикладывают низкую амперную нагрузку для размягчения поверхности местоположения соединения, а на второй стадии прикладывают высокую амперную нагрузку для стимулирования роста ядра сварной точки в местоположении соединения материалов, характеризующихся высоким пределом прочности при растяжении. Тем не менее, низкая амперная нагрузка на первой стадии является недостаточной для сварки конкретных горячештампованных деталей с нанесенными покрытиями, где покрытия содержат элементы, отличные от цинка или алюминия.
Недавно для термоформованных листовых сталей были разработаны новые покрытия. В патентной заявке WO2017017521 раскрывается фосфатируемая упрочненная деталь с нанесенным легированным покрытием, содержащим от 0,4 до 20,0% (масс.) цинка, от 1,0 до 3,5% (масс.) кремния, необязательно от 1,0 до 4,0% (масс.) магния, где соотношение Zn/Si находится в диапазоне между 3,2 и 8,0. В патентной заявке WO2017/017514 раскрывается упрочненная деталь с нанесенным легированным покрытием, содержащим от 2,0 до 24,0% (масс.) цинка, от 1,1 до 7,0% (масс.) кремния и необязательно от 1,1 до 8,0% (магния), при этом остаток представляет собой алюминий, где соотношение Al/Zn составляет более, чем 2,9 для улучшения стойкости к жидкометаллическому охрупчиванию (ЖМО). В патентной заявке WO2017/017513 раскрываются листовая сталь с нанесенным жертвенным покрытием, содержащим от 2,0 до 24% (масс.) цинка, от 7,1 до 12,0% кремния, необязательно от 1,1 до 8,0% (масс.) магния, при этом остаток представляет собой алюминий, где соотношение Al/Zn составляет более, чем 2,9, и упрочненная деталь с нанесенным жертвенным покрытием, полученная после осуществления способа закалки под прессом. Данные конкретные покрытия имеют чистый оксидный слой микрометровой толщины. Вследствие толщины и твердости чистого оксидного слоя данные покрытия являются очень трудносвариваемыми.
Тем не менее, не было разработано ни одного способа сварки данных конкретных упрочненных деталей с нанесенными покрытиями.
Таким образом, цель настоящего изобретения заключается в предложении легковоплощаемого способа сварки для изготовления упрочненных деталей с нанесенными конкретными недавно разработанными покрытиями на основе алюминия или цинка. В частности, для производственных технологических линий данная цель заключается в получении пределов регулирования сварочного тока для таких конкретных упрочненных деталей с нанесенными покрытиями, равных или больших 1 кА.
Достижения данной цели добиваются в результате предложения способа сварки для изготовления данной сборной конструкции, соответствующего пункту 1 формулы изобретения. Способ сварки также может включать характеристики из пунктов от 2 до 10 формулы изобретения.
Достижения еще одной цели добиваются в результате предложения сборной конструкции, соответствующей пункту 11 формулы изобретения. Сборная конструкция также может включать любые характеристики из пунктов от 12 до 20 формулы изобретения.
В заключение, также достижения еще одной цели добиваются в результате предложения использования сборной конструкции, соответствующего пункту 21 формулы изобретения.
На основании следующего далее подробного описания изобретения очевидными станут и другие характеристики и преимущества изобретения.
Для иллюстрирования изобретения будут описываться различные варианты осуществления и пробные образцы из неограничивающих примеров, в частности, при обращении к следующей далее фигуре:
фиг. 1 иллюстрирует один вариант осуществления, соответствующий настоящему изобретению;
фиг. 2-5 иллюстрируют примеры цикла контактной точечной сварки, соответствующие настоящему изобретению.
На основании следующего далее подробного описания изобретения станут очевидными и другие характеристики и преимущества изобретения.
Обозначение «упрочненная стальная деталь» подразумевает горячеформованную или горячештампованную листовую сталь, характеризующуюся пределом прочности при растяжении, доходящим вплоть до 2500 МПа, а более предпочтительно вплоть до 2000 МПа. Например, предел прочности при растяжении является большим или равным 500 МПа, в выгодном случае большим или равным 1200 МПа, предпочтительно большим или равным 1500 МПа.
Изобретение относится к способу сварки для изготовления сборной конструкции, включающему следующие далее стадии:
А. получение по меньшей мере двух металлических подложек, где первая металлическая подложка представляет сбой упрочненную стальную деталь с нанесенным:
• легированным покрытием, содержащим цинк, кремний, необязательно магний, при этом остаток представляет собой алюминий, и имеющим непосредственно поверх себя
• чистый оксидный слой, содержащий ZnO и необязательно MgO,
B. приложение цикла контактной точечной сварки при использовании машины для контактной точечной сварки, включающей сварочные электроды и источник питания для контактной точечной сварки, использующий постоянный ток от инвертера, через по меньшей мере две металлические подложки со стадии А), при этом упомянутый цикл контактной точечной сварки включает следующие далее подстадии:
i. одна пульсация, характеризующаяся током пульсации (Ср), подведенным через упомянутые по меньшей мере две металлические подложки, соединенные друг с другом при использовании сварочных электродов, присоединенных к источнику питания для контактной точечной сварки, и непосредственно после этого
ii. стадия сварки, характеризующаяся сварочным током (Cw) через по меньшей мере две металлические подложки, и
где сварочное усилие во время цикла контактной точечной сварки находится в диапазоне между 50 и 350 дан, ток Ср отличается от тока Cw, и продолжительность времени пульсации является более короткой, чем продолжительность времени сварки.
Как это можно себе представить без желания связывать себя какой-либо теорией, соответствующий настоящему изобретению способ сварки, осуществляемый в отношении двух металлических подложек, включающих по меньшей мере упрочненную стальную деталь с нанесенным конкретным покрытием, содержащим цинк, кремний, необязательно магний, при этом остаток представляет собой алюминий, обеспечивает возможность достижения пределов регулирования сварочного тока, равных или больших 1 кА, и уменьшения разбрызгивания покрытия на поверхности сборной конструкции. Действительно, как это можно себе представить, ZnO и необязательно MgO естественным образом присутствуют на поверхности упрочненной стальной детали вследствие окисления упрочненной стали под воздействием воздуха. Как это можно полагать, пульсация разрывает по меньшей мере часть оксидного слоя из ZnO и необязательно MgO и/или легированного покрытия, присутствующих на упрочненной стальной детали с нанесенным покрытием, открывая путь для сварочного тока. В дополнение к этому, как это можно себе представить, соответствующий настоящему изобретению способ, включающий одну пульсацию, является легковоплощаемым в промышленном масштабе. В заключение, как это можно себе представить, при нахождении сварочного усилия в диапазоне между 50 и 350 дан сварка улучшается, поскольку ток является более локализованным по центру электрода, что приводит к лучшему вытеснению легированного покрытия и/или оксидного слоя. Однако, при сварочном усилии, находящемся вне пределов объема настоящего изобретения, то есть, при более, чем 350 дан, имеет место риск того, что на поверхности раздела между по меньшей мере двумя металлическими подложками ядро сварной точки не сформируется, поскольку ток распространяется на большей поверхности упрочненных деталей с нанесенным покрытием.
Как это проиллюстрировано на фиг. 1, используют машину для контактной точечной сварки (не проиллюстрирована), включающую сварочные электроды 1, 1’ и источник питания для контактной точечной сварки 2. В данном примере электроды допускают соединение двух упрочненных стальных деталей 3, 3’ с нанесенным покрытием, соответствующим изобретению, 4, 4’, 4’’. Во время сварки между двумя упрочненными стальными деталями в результате диффундирования формируется ядро сварной точки 5. Ядро сварной точки представляет собой сплав остаточных покрытий и стальных деталей. Как это можно полагать, благодаря циклу контактной точечной сварки, соответствующему настоящему изобретению, в ядре сварной точки удаляется по меньшей мере часть покрытия. Помимо этого, как это можно полагать, поверх образованного при использовании контактной точечной сварки стыка 6, 6’ отсутствует по меньшей мере часть чистого оксидного слоя и/или легированного покрытия. Действительно, как это можно себе представить по меньшей мере одна пульсация разрывает чистый оксидный слой и начинает сварку между двумя упрочненными стальными деталями с нанесенными покрытиями в результате расплавления и удаления покрытий поверх образованного при использовании контактной точечной сварки стыка и в ядре сварной точки. Таким образом, ток может протекать через две упрочненные стальные детали, что обеспечивает возможность улучшения сварки. В заключение, как это можно себе представить, между по меньшей мере одной пульсацией и стадией сварки не требуется какого-либо охлаждения. Действительно, для случая проведения охлаждения между данными стадиями имеет место риск того, что формирование ядра сварной точки между двумя упрочненными сварными деталями прекратится, поскольку стальные детали начинают затвердевать. Наоборот, как это можно себе представить, при непроведении какого-либо охлаждения стальные детали остаются в жидкой форме и легко могут быть соединены друг с другом.
Предпочтительно на стадии В.i) ток пульсации (Ср) находится в диапазоне между 0,1 и 30 кА, предпочтительно между 0,1 и 20 кА, более предпочтительно между 8,0 и 20 кА, а в выгодном случае между 8,0 и 15 кА.
В выгодном случае, на стадии В.i) продолжительность времени пульсации находится в диапазоне от 5 до 60 мсек, предпочтительно от 4 до 30 мсек.
Предпочтительно на стадии В.ii) сварочный ток (Cw) находится в диапазоне между 0,1 и 30 кА, предпочтительно между 0,1 и 20 кА, более предпочтительно между 0,1 и 10, а в выгодном случае между 1 и 7,5 кА.
В выгодном случае, на стадии В.ii) продолжительность времени сварки находится в диапазоне от 150 до 500 мсек, а более предпочтительно от 250 до 400 мсек.
В одном предпочтительном варианте осуществления ток Ср является меньшим, чем ток Сw.
В еще одном предпочтительном варианте осуществления ток Ср является большим, чем ток Cw. Действительно, как это установили изобретатели без желания связывать себя какой-либо теорией, при величине Ср, большей, чем Cw, пределы регулирования сварочного тока дополнительно улучшаются.
Предпочтительно сварочное усилие в ходе цикла контактной точечной сварки находится в диапазоне между 100 дан и 250 дан, более предпочтительно между 150 и 250 дан.
Предпочтительно частота сварочного тока находится в диапазоне между 500 и 5000 Гц, более предпочтительно между 500 и 3000 Гц и, например, между 800 и 1200 Гц.
Предпочтительно стадия сварки В.ii) включает множество импульсов, при этом за по меньшей мере одной пульсацией В.i непосредственно следует первый импульс стадии сварки. В данном случае между пульсацией и первым импульсом отсутствует какое-либо охлаждение. За первым импульсом следуют один или несколько импульсов (импульс), при этом между каждыми последовательными импульсами имеет место продолжительность времени разрыва. Предпочтительно продолжительность времени разрыва находится в диапазоне от 20 до 80 мсек, а предпочтительно от 30 до 60 мсек.
Цикл контактной точечной сварки, соответствующий настоящему изобретению, может характеризоваться различным профилем. На фиг. 2 проиллюстрирован один предпочтительный вариант осуществления, где цикл контактной точечной сварки 21 характеризуется прямоугольным профилем, включающим прямоугольный пик пульсации 22 и прямоугольный пик сварки 23. На фиг. 3 проиллюстрирован еще один предпочтительный вариант осуществления, где цикл контактной точечной сварки 31 характеризуется параболическим профилем, включающим параболический пик пульсации 32 и параболический пик сварки 33. На фиг. 4 проиллюстрирован еще один предпочтительный вариант осуществления, где цикл контактной точечной сварки 41 характеризуется треугольным профилем, включающим треугольный пик пульсации 42 и треугольный пик сварки 43. В соответствии с другими вариантами осуществления цикл контактной точечной сварки характеризуется параболическим и прямоугольным профилем, включающим параболический пик пульсации и прямоугольный пик сварки, или треугольным и прямоугольным профилем, включающим треугольный пик пульсации и прямоугольный пик сварки.
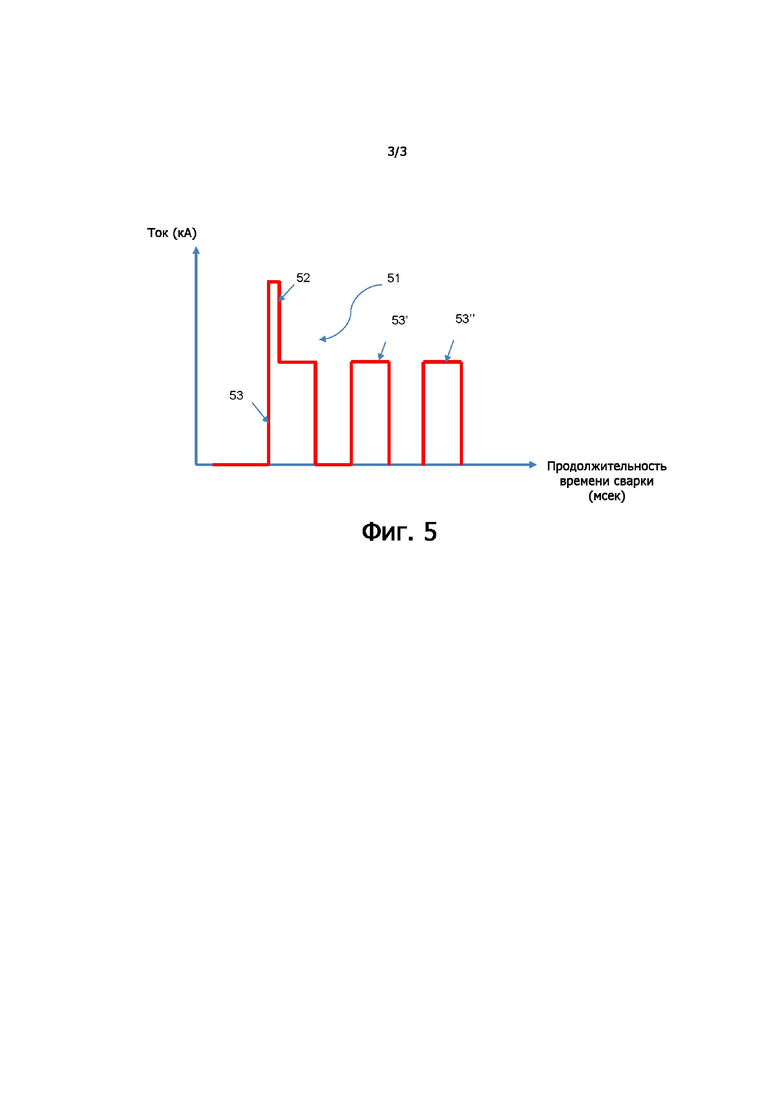
На фиг. 5 проиллюстрирован один предпочтительный вариант осуществления, где цикл контактной точечной сварки включает одну пульсацию B.i, за которой непосредственно следует первый импульс стадии сварки. В данном примере цикл контактной точечной сварки 51 характеризуется прямоугольным профилем, включающим прямоугольный пик пульсации 52 и три прямоугольных пика сварки 53, 53’, 53’’.
Изобретение также относится к сборной конструкции из по меньшей мере двух металлических подложек, сваренных при использовании контактной точечной сварки друг с другом через по меньшей мере один образованный при использовании контактной точечной сварки стык, получаемый при использовании способа, соответствующего настоящему изобретению, при этом упомянутая сборная конструкция включает:
- первую металлическую подложку, представляющую собой упрочненную стальную деталь с нанесенным:
• легированным покрытием, содержащим цинк, кремний, необязательно магний, при этом остаток представляет собой алюминий, и имеющим непосредственно поверх себя
• чистый оксидный слой, содержащий ZnO и необязательно MgO,
- упомянутый образованный при использовании контактной точечной сварки стык, включающий ядро сварной точки, и при этом упомянутый стык, образованный при использовании контактной точечной сварки, является таким, что поверх него отсутствует по меньшей мере часть чистого оксидного слоя и/или легированного покрытия.
Как это можно себе представить без желания связывать себя какой-либо теорией, при включении в сборную конструкцию вышеупомянутого конкретного покрытия на упрочненной детали, сваренной при использовании способа сварки, соответствующего настоящему изобретению, пределы регулирования сварочного тока являются равными или большими 1 кА. Действительно, как это можно себе представить, несмотря на толщину чистого оксидного слоя, большую, чем толщина покрытий предшествующего уровня техники, способ сварки, соответствующий настоящему изобретению, обеспечивает разрыв чистого оксидного слоя и удаление по меньшей мере части чистого оксидного слоя и/или легированного покрытия, что обеспечивает возможность достижения хорошей свариваемости сборной конструкции.
Предпочтительно легированное покрытие упрочненной стальной детали содержит от 0,1 до 40,0% (масс.) цинка, более предпочтительно от 0,1 до 20,0% (масс.) цинка, а в выгодном случае от 5,0 до 14% (масс.) цинка и, например, от 7,0 до 12,0% (масс.).
Предпочтительно легированное покрытие упрочненной стальной детали содержит от 0,1 до 20,0% (масс.) кремния, более предпочтительно от 0,1 до 12,0% (масс.) кремния, а в выгодном случае от 0,1 до 6,0% (масс.) кремния и, например, от 2,0 до 6,0% (масс.) кремния.
Предпочтительно легированное покрытие упрочненной стальной детали содержит от 0,1 до 20,0% (масс.) магния, от 0,1 до 10,0%, предпочтительно от 0,1 до 4,0% (масс.) магния.
Необязательно покрытие содержит дополнительные элементы, выбираемые из числа Sr, Sb, Pb, Ti, Ca, Mn, Sn, La, Ce, Cr, Zr или Bi, при этом уровень массового содержания каждого дополнительного элемента уступает 0,3% (масс.), и необязательно остаточные элементы от подпитки слитков или от прохождения стальной подложки в плавильной ванне, включающей железо. Например, количество железа доходит вплоть до 5% (масс.).
В одном предпочтительном варианте осуществления вторая металлическая подложка является стальной подложкой или алюминиевой подложкой. Предпочтительно вторая стальная подложка представляет собой упрочненную стальную деталь, соответствующую настоящему изобретению.
В еще одном предпочтительном варианте осуществления сборная конструкция включает третью металлическую листовую подложку, являющуюся стальной подложкой или алюминиевой подложкой. В данном случае присутствуют два или несколько стыков, образованных при использовании контактной точечной сварки.
В заключение, изобретение относится к использованию сборной конструкции, соответствующей настоящему изобретению, для изготовления механического транспортного средства.
Теперь изобретение будет разъяснено на пробных образцах, реализованных только ради информации. Они не являются ограничивающими.
Примеры
Пример 1. Испытание на гомогенную сварку
На пробные образцы от 1 до 18, представляющие собой листовые стали Usibor® 1500, в результате погружения в расплав наносили покрытие, содержащее 3% (масс.) кремния, 2% (масс.) магния, 12% (масс.) цинка, при этом остаток представляет собой алюминий. На пробный образец 19, представляющий собой листовые стали Usibor® 1500, в результате погружения в расплав наносили покрытие, содержащее 3% (масс.) кремния, 2% (масс.) магния, 10% (масс.) цинка, при этом остаток представляет собой алюминий. После этого листовые стали подвергали закалке под прессом при температуре аустенитизации в диапазоне между 880 и 950°С на протяжении 3 – 7 минут.
Вслед за этим для каждого пробного образца друг с другом сваривали две идентичные детали, подвергнутые закалке под прессом.
Пределы регулирования сварочного тока определяли в соответствии с нормативом SEP1220-2. Испытание на сварку начиналось от 3 кА, и на каждые две сварные точки для контактной точечной сварки производили увеличение на 0,2 кА. При возникновении при одном и том же уровне тока двух последовательных разбрызгиваний устанавливали предельную величину для разбрызгивания. При достижении предельной величины для разбрызгивания сварочный ток уменьшали с шагом в 0,1 кА до получения трех последовательных сваренных образцов при одном и том же уровне тока при отсутствии вытеснения. Данный уровень тока определяется как верхняя предельная величина при сварке для диапазона тока: Imax.
После этого устанавливали нижнюю предельную величину Imin. Поиск величины Imin проводили при использовании критериев 4√t, где t представляет собой толщину листа. Данный критерий определяет величину минимального приемлемого диаметра, которая гарантировала качество и прочность для сварной точки. Для подтверждения получали пять последовательных сваренных образцов при лучшем диаметре сварки, чем минимальный диаметр сварки.
Для пробных образцов от 1 до 12 и от 17 до 19 цикл сварки включает необязательно одну пульсацию, характеризующуюся током пульсации Ср, и одну стадию сварки, характеризующуюся током сварки Cw, определенным значениями Imin и Imax в соответствии с нормативом SEP1220-2. Для пробных образцов от 13 до 16 цикл сварки включает одну пульсацию, характеризующуюся током пульсации Ср, и три или четыре стадии сварки, характеризующиеся током сварки Cw, определенным значениями Imin и Imax в соответствии с нормативом SEP1220-2, при этом между каждыми стадиями сварки проводят временную остановку.
Частота составляла 1000 Гц. Полученные величины Imin, Imax и пределы регулирования сварочного тока представлены в следующей далее таблице 1.

Пробные образцы 5, 6, 11, 12 и 16 были несвариваемыми, то есть, не достигались критерии по Imin и Imax, определенные в нормативе SEP1220-2. Пробные образцы, соответствующие настоящему изобретению, характеризуются пределами регулирования сварочного тока, равными или большими 1 кА.
Пример 2. Испытание на гетерогенную сварку
На листовые стали Usibor® 1500 в результате погружения в расплав наносили покрытие, содержащее 3% (масс.) кремния, 2% (масс.) магния, 12% (масс.) цинка, при этом остаток представляет собой алюминий. После этого листовые стали подвергали закалке под прессом при температуре аустенитизации 900°С на протяжении 5 минут. Их сваривали со сталью марки DP600 (C: 0,14% (масс.), Mn: 2,1% (масс.) и Si: 0,4% (масс.)) с нанесенным цинковым покрытием. Пределы регулирования сварочного тока определяли так же, как и в примере 1. Частота составляла 1000 Гц. Полученные величины Imin, Imax и пределы регулирования сварочного тока представлены в следующей далее таблице 2.
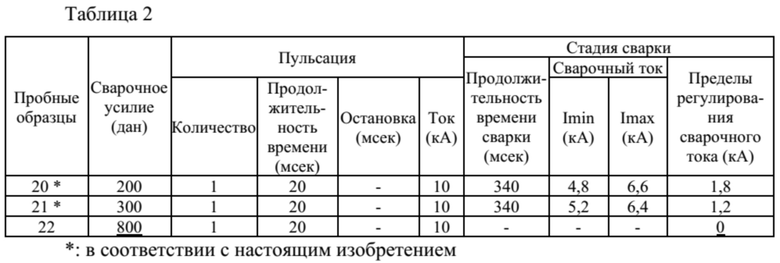
Пробный образец 22 был несвариваемым. Пробные образцы, соответствующие настоящему изобретению, характеризуются пределами регулирования сварочного тока, равными или большими 1 кА.
Пример 3. Испытание на срок службы электродов
Срок службы электродов определяется в качестве последнего номера сварочной точки на полоске для испытаний до достижения более, чем двух сварочных точек из восьми при менее, чем определенном минимальном диаметре сварочной точки. Минимальный диаметр сварочной точки составлял 4,7 мм.
Две упрочненные стальные детали с нанесенными покрытиями, полученные в качестве пробного образца 7, сваривали друг с другом при использовании соответствующего настоящему изобретению способа сварки, включающего одну пульсацию и стадию сварки. Ток пульсации составлял 10 кА на протяжении 10 мсек. Ток сварки составлял величину Imax, определенную для пробного образца 7 в примере 1. При использовании электродов в отношении двух упрочненных деталей с нанесенными покрытиями реализовали множество сварных точек, образованных при использовании контактной точечной сварки, и для каждой сварной точки, образованной при использовании контактной точечной сварки, измеряли диаметр сварной точки. Результаты представлены в следующей далее таблице 3.
Таблица 3
*: в соответствии с изобретением
Диаметр сварной точки всегда был большим, чем минимальный диаметр сварной точки при использовании пробного образца 7, соответствующего настоящему изобретению.


Изобретение может быть использовано для изготовления сборной конструкции из металлических листовых деталей контактной точечной сваркой, применяемых, в частности, при изготовлении механического транспортного средства. Металлическая листовая деталь (3) имеет легированное покрытие (4) на основе алюминия, содержащее цинк, кремний, необязательно магний, и поверх него – естественный оксидный слой микрометровой толщины, содержащий ZnO и необязательно MgO. Цикл контактной точечной сварки (21, 31, 41, 51) включает первую стадию, включающую одну пульсацию (22, 32, 42, 52) при токе Ср и непосредственно после этого стадию сварки (23, 33, 43, 53), характеризующуюся сварочным током Cw, который ограничен его минимальным и максимальным значениями с пределом регулирования равным или большим 1 кА. Прикладывают сварочное усилие в диапазоне между 50 и 350 даН. Величина тока пульсации Ср отличается от сварочного тока Cw, а продолжительность времени пульсации является более короткой, чем продолжительность времени сварки. Обеспечена сварка листовых деталей, которые вследствие толщины и твердости чистого оксидного слоя покрытия являются трудносвариваемыми. 3 н. и 18 з.п. ф-лы, 5 ил., 3 табл., 3 пр.
1. Способ изготовления сваркой сборной конструкции из по меньшей мере двух металлических листовых деталей, включающий следующие далее стадии:
A. получение по меньшей мере двух металлических листовых деталей (3, 3'), причем первая металлическая листовая деталь (3) представляет собой упрочненную стальную листовую деталь, имеющую легированное покрытие (4), содержащее цинк, кремний, необязательно магний, при этом остаток представляет собой алюминий, и имеющее непосредственно поверх себя естественный оксидный слой, содержащий ZnO и необязательно MgO,
B. осуществление цикла контактной точечной сварки посредством машины для контактной точечной сварки, содержащей сварочные электроды (1, 1') и источник питания (2) для контактной точечной сварки, подающий постоянный ток от инвертера через по меньшей мере две металлические листовые детали, полученные на стадии А), при этом упомянутый цикл контактной точечной сварки (21, 31, 41, 51) включает следующие далее подстадии:
i. одна пульсация (22, 32, 42, 52), характеризующаяся током пульсации (Ср), подведенным через упомянутые по меньшей мере две металлические листовые детали, соединенные друг с другом при использовании сварочных электродов, присоединенных к источнику питания для контактной точечной сварки, и непосредственно после этого
ii. стадия сварки (23, 33, 43, 53), характеризующаяся сварочным током (Cw), проходящим через по меньшей мере две металлические листовые детали, который ограничен его минимальным и максимальным значениями с пределом регулирования равным или большим 1 кА,
при этом во время цикла контактной точечной сварки прикладывают сварочное усилие, находящееся в диапазоне между 50 и 350 даН, величина тока пульсации Ср отличается от сварочного тока Cw, а продолжительность времени пульсации является более короткой, чем продолжительность времени сварки.
2. Способ по п. 1, в котором на стадии B.i) ток пульсации (Ср) находится в диапазоне между 0,1 и 30,0 кА.
3. Способ по п. 1 или 2, в котором на стадии B.i) продолжительность времени пульсации находится в диапазоне от 5 до 60 мс.
4. Способ по любому из пп. 1-3, в котором на стадии B.ii) ток сварки (Cw) находится в диапазоне между 0,1 и 30 кА.
5. Способ по любому из пп. 1-4, в котором на стадии B.ii) продолжительность времени сварки находится в диапазоне от 150 до 500 мс.
6. Способ по любому из пп. 1-5, в котором сварочное усилие в ходе цикла контактной точечной сварки находится в диапазоне от 100 даН до 250 даН.
7. Способ по п. 6, в котором значение Ср является меньшим или большим, чем значение Cw.
8. Способ по любому из пп. 1-7, в котором частота сварочного тока находится в диапазоне между 500 и 5000 Гц.
9. Способ по п. 8, в котором стадия сварки B.ii) включает множество импульсов, при этом за по меньшей мере одной пульсацией B.i непосредственно следует первый импульс стадии сварки.
10. Способ по любому из пп. 1-9, в котором профиль цикла контактной точечной сварки (21, 31, 41, 51) выбирают из:
- прямоугольной формы, включающей прямоугольный пик пульсации (22) и прямоугольный пик сварки (23).
- параболической формы, включающей параболический пик пульсации (32) и параболический пик сварки (33),
- треугольной формы, включающей треугольный пик пульсации (42) и треугольный пик сварки (43),
- параболического и прямоугольного профиля, включающего параболический пик пульсации и прямоугольный пик сварки, и
- треугольного и прямоугольного профиля, включающего треугольный пик пульсации и прямоугольный пик сварки.
11. Сборная конструкция из по меньшей мере двух металлических листовых деталей (3, 3'), соединенных друг с другом посредством контактной точечной сварки с образованием по меньшей мере одного точечного сварного соединения, полученная способом по любому из пп. 1-10, при этом упомянутая сборная конструкция содержит
первую металлическую листовую деталь (3), представляющую собой упрочненную стальную листовую деталь с нанесенным легированным покрытием (4), содержащим цинк, кремний, необязательно магний, при этом остаток представляет собой алюминий, и имеющим непосредственно поверх себя естественный оксидный слой, содержащий ZnO и необязательно MgO,
и по меньшей мере одно точечное сварное соединение, полученное контактной точечной сваркой и имеющее ядро сварной точки (5);
при этом указанное точечное сварное соединение является таким, что на его вершине (6) отсутствует по меньшей мере часть естественного оксидного слоя и/или легированного покрытия.
12. Сборная конструкция по п. 11, в которой легированное покрытие упрочненной стальной листовой детали содержит от 0,1 до 40,0 мас.% цинка.
13. Сборная конструкция по п. 12, в которой легированное покрытие упрочненной стальной листовой детали содержит от 0,1 до 20,0 мас.% цинка.
14. Сборная конструкция по любому из пп. 11-13, в которой легированное покрытие упрочненной стальной листовой детали содержит от 0,1 до 20,0 мас.% кремния.
15. Сборная конструкция по п. 14, в которой легированное покрытие упрочненной стальной листовой детали содержит от 0,1 до 15,0 мас.% кремния.
16. Сборная конструкция по любому из пп. 11-15, в которой легированное покрытие упрочненной стальной листовой детали содержит от 0,1 до 20,0 мас.% магния.
17. Сборная конструкция по п. 16, в которой легированное покрытие упрочненной стальной листовой детали содержит от 0,1 до 10,0 мас.% магния.
18. Сборная конструкция по любому из пп. 11-17, в которой вторая металлическая листовая деталь является стальной листовой деталью или алюминиевой листовой деталью.
19. Сборная конструкция по п. 18, в которой вторая стальная листовая деталь представляет собой упрочненную стальную деталь, идентичную первой стальной листовой детали.
20. Сборная конструкция по любому из пп. 11-19, включающая третью металлическую листовую деталь, являющуюся стальной листовой деталью или алюминиевой листовой деталью.
21. Применение сборной конструкции по любому из пп. 11-20 для изготовления механического транспортного средства.
| СПОСОБ ТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 2014 |
|
RU2663659C2 |
| УСТРОЙСТВО ДЛЯ ЗАПРАВКИ ПОЛОТНА КАРТОНА ИЛИ БУМАГИ МЕЖДУ ВАЛАМИ КАЛАНДРА | 1967 |
|
SU224301A1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ СВАРКИ МЕТАЛЛИЧЕСКИХ ЛИСТОВ С ПОКРЫТИЕМ | 2014 |
|
RU2553314C1 |
| Приспособление для проектирования непрозрачных кинематографических лент | 1921 |
|
SU6959A1 |
| JP 2010188408 A, 02.09.2010 | |||
| JP 63043775 A, 24.02.1988. | |||

